Тип насоса: погружной, Конструкция насоса: вибрационный, Для колодца: есть, Для полива из бочки: нет, Садовый: нет, Назначение по воде: чистая вода, Макс. производительность по воде: 720, Макс. глубина: 3, Макс. высота: 40, Диаметр: 78, Мощность: 210, Макс. давление: 4, Эжектор: нет, Диаметр на выходе (в дюймах): 3/4, Материал корпуса: сталь, Расположение рабочих органов: вертикальное, Длина кабеля: 40, Макс. температура воды на входе: 40, Класс защиты: IP68
Тип насоса: погружной, Конструкция насоса: вибрационный, Для колодца: есть, Для полива из бочки: нет, Садовый: нет, Назначение по воде: чистая вода, Макс. производительность по воде: 720, Макс. глубина: 3, Макс. высота: 40, Диаметр: 78, Мощность: 210, Макс. давление: 4, Эжектор: нет, Диаметр на выходе (в дюймах): 3/4, Материал корпуса: сталь, Расположение рабочих органов: вертикальное, Длина кабеля: 40, Макс. температура воды на входе: 40, Класс защиты: IP68
Вибрационный насос Ресанта НВ-25Н, арт. 77/8/6
3 090₽
‹
›
Вибрационный насос ВИХРЬ ВН-40В, арт. 68/8/4
2 990₽
20
Дренажный насос QUATTRO ELEMENTI Drenaggio 400 (400 Вт, 7000 л/ч, для чистой, 7.5 м, 4,6кг)
Дренажный насос QUATTRO ELEMENTI Drenaggio 400 (400 Вт, 7000 л/ч, для чистой, 7.5 м, 4,6кг)
арт. 770-704
2 790₽
Дренажный насос QUATTRO ELEMENTI Drenaggio 400 (400 Вт, 7000 л/ч, для чистой, 7.5 м, 4,6кг), арт. 770-704
2 790₽
2 295₽*
Нет в наличии, закажите, чтобы мы сообщили вам когда будет или подобрали аналог *Цена актуальна на 22 сентября 2020
СКИДКА 5% на любой аналог по промо коду WELCOME
Бренд:
КАЛИБР
Способы оплаты:
Наличные Наличными курьеру или в пункте выдачи товаров в Санкт-Петербурге
Банковской картой Visa/MasterCard Банковской картой на сайте до 250 000a
Счет для юридических лиц Достаточно на этапе оформления ввести ИНН, это гораздо быстрее факса или электронного письма с реквизитами
Оплата из кошелька в Яндекс. Деньгах Для идентифицированного кошелька — максимум 250 000a за один раз, для анонимного — 15 000a
Наличными через кассы и терминалы Более 185 тысяч пунктов оплаты в России и других странах. Максимум 15 000a за один раз.
Кошелек в системе WebMoney Максимум 60 000a
Сбербанк: оплата по SMS или Сбербанк Онлайн Минимум 10a. Максимум в сутки: 10 000a через мобильный банк и 100 000a через интернет-банк.
*Нет в наличии, закажите, и мы сообщим когда будет или предложим аналог. Цена актуальна на 22 сентября 2020
Запомнить меня
Регистрация
Восстановить пароль
Бензопила HUSQVARNA 460-15
арт. 9650311-15
17 300a
Количество
устройство, работа, ремонт и настройка
Главная
Новости
Видео вибрационного насоса: устройство, работа, ремонт и настройка
17 ноября 2020
Видео вибрационного насоса: устройство, работа, ремонт и настройка.
ХозОптТорг (Ливны) предлагает купить вибрационные насосы для подачи воды. В процессе работы происходит естественный износ деталей конструкции вибрационного насоса. Можете ознакомиться с ремонтом и настройкой вибрационного насоса в домашних условиях самостоятельно.
Имеются запчасти вибрационному насосу в наличии постоянно на складе.
Имеется доставка по России.
Вибрационный насос: устройство, работа, ремонт и настройка
(увеличение напора воды).
Связанные товары
Новые материалы
Популярные
31 мая 2023 HMS Control L3 переименование станций
18 декабря 2022 Видео перекачки меда Бурун СХ
17 декабря 2022 Разборка винтового насоса Бурун СХ Разборка винтового насоса Бурун СХ (замена обоймы, торцевого уплотнения, кольца уплотнительного, электродвигателя)
27 сентября 2022 Поставщикам
Приглашаем к сотрудничеству надёжных поставщиков России
17 августа 2022 Ливнынасос: заключение от МинПромТорга . .. АО «Ливнынасос» имеет официальное заключение полученное от Министерства Промышленности и Торговли РФ №102736/05 от 25.12.12 о подтверждении производства промышленной продукции на территории Российской Федерации.
10 июля 2022 Насосы Гном: цена снижена! … Купить насос Гном со скидкой выгодно!
26 мая 2022 Изменение в конструкции насоса Малыш (Ливны)
24 сентября 2021 С Днем машиностроителей!
29 марта 2020 Каталог насосов ЭЦВ (Ливны, Ливнынасос)
1 июля 2019 Изменение в вибрационных насосах Малыш (Ливгидромаш) Изменение типоразмера отдельных вибрационных насосов серии Малыш производства «Ливгидромаш»
17 апреля 2020 Зернодробилка для домашнего хозяйства: выбор и конструкция Обзор: зернодробилка для домашнего хозяйства: выбор и конструкция
26 мая 2022 Изменение в конструкции насоса Малыш (Ливны)
18 декабря 2022 Видео перекачки меда Бурун СХ
3 июня 2020 Консольный насос: устройство и работа. Видео
8 октября 2019 Видео распаковка (отзыв) насоса АкваЛив САН-300 Профи Видео отзыв покупателя при распаковке насоса АкваЛив САН-300 Профи
21 мая 2021 Акция по РМ-5: цена ВЫГОДНАЯ! …
Все новости
Как измеряется вибрация насоса?
Гидравлического института
24.10.2022
Вибрация насоса измеряется путем измерения колебательного движения неподвижной части, такой как корпус подшипника или вращающийся вал. Единицами могут быть перемещение, скорость или ускорение, и если известна частота вибрации, каждую единицу можно преобразовать из одной в другую.
На рисунке 1 показана зависимость амплитуды колебательных колебаний от времени для одной частоты, и частоту этих колебаний можно рассчитать, разделив количество колебаний в единицу времени. В этом примере имеется пять колебаний (циклов или оборотов) за одну секунду или пять циклов в секунду (5 Герц [Гц]).
ИЗОБРАЖЕНИЕ 1: Типичная временная форма для одночастотного синусоидального сигнала (5 Гц), показывающая размах, пик и среднеквадратичную амплитуду. (Изображения предоставлены Гидравлическим институтом)
На Рисунке 1 вы заметите, что он является общим и не содержит единиц измерения амплитуды. Как уже отмечалось, единицами измерения амплитуды могут быть ускорение, скорость или перемещение. Ускорение измеряется акселерометром и более чувствительно к высокочастотным сигналам.
Скорость, которая является наиболее распространенной единицей измерения, используемой в промышленности, обычно рассчитывается на основе измерений акселерометра и обеспечивает хорошую чувствительность на высоких и низких частотах. Смещение часто измеряется с помощью бесконтактных бесконтактных датчиков для определения движения вала, но также рассчитывается на основе измерений акселерометра или велометра на стационарных компонентах низкоскоростных насосов со скоростью менее 600 оборотов в минуту (об/мин).
ИЗОБРАЖЕНИЕ 2: Типичная форма временной волны со всеми представленными частотами, размахом, пиковой и среднеквадратичной амплитудами.
Все эти измерительные приборы (акселерометр, велосипедометр и датчик приближения) питаются от анализатора или других средств, и они возвращают на анализатор напряжение, пропорциональное вибрации. Анализатор записывает необработанный сигнал как функцию времени (Изображение 1), а также может отображать амплитуды вибрации как функцию частоты.
Кроме того, на Рисунке 1 показано, что амплитуда вибрации может быть представлена в единицах размаха, пика или среднеквадратичного значения (RMS). Это важное различие, поскольку значения размаха, пика и среднеквадратичного значения дают разные амплитуды. Измерения размаха часто используются при измерении смещения и когда мы хотим определить, перемещается ли вал больше, чем зазор подшипника.
Пик — это общепринятая единица измерения амплитуды, равная половине размаха синусоидального сигнала. RMS является мерой средней скорости или ускорения. Для чистой синусоиды среднеквадратичное значение равно 0,707 пикового значения. Для более сложных сигналов (рис. 2) он берет каждую точку сигнала, возводит ее в квадрат, складывает их все вместе, берет среднее арифметическое, а затем извлекает квадратный корень из этого числа. Проще говоря, это средняя энергия в форме волны с течением времени.
Следует отметить, что среднеквадратичная скорость является стандартной единицей приемочных испытаний согласно ANSI/HI 9.6.4 Ротодинамические насосы для измерения вибрации и допустимых значений при измерении вибрации корпуса подшипника для насосов, работающих со скоростью выше 600 об/мин.
Для получения дополнительной информации об измерениях вибрации см. ANSI/HI 9.6.4 и ANSI/HI 9.6.5 Руководство по мониторингу состояния роторно-динамических насосов на сайте pumps.org.
Дополнительные ответы на часто задаваемые вопросы о насосах HI см. здесь.
HI Pump FAQs® производится Институтом гидравлики в качестве услуги для пользователей насосов, подрядчиков, дистрибьюторов, торговых представителей и OEM-производителей. Для получения дополнительной информации посетите сайт pumps.org.
Выпуск
Ноябрь 2022 г.
Анализ вибрации центробежных насосов
Дэвид Тросел
Дэвид Тросел GTS Confiabilidad C.A. www.confiabilidad.com.ve
Насосные системы играют решающую роль в производственном процессе; Существуют различные типы насосов для удовлетворения различных производственных потребностей. Центробежные насосы, пожалуй, наиболее распространены в промышленных процессах. В классификации промышленных насосов центрифуги называются динамическими насосами и подразделяются на осевые и радиальные, с одной или несколькими ступенями, горизонтальными или вертикальными, с открытым, полуоткрытым или закрытым рабочим колесом, среди прочего.
Центробежный насос представляет собой ротодинамическую гидравлическую машину, преобразующую механическую энергию рабочего колеса в кинетическую энергию или энергию давления путем передачи ее несжимаемой жидкости. Жидкость поступает через всасывающую трубу к центру рабочего колеса, которое имеет ряд лопастей для перемещения жидкости с использованием центробежной силы к напорной трубе, проходя сначала через улитку или корпус насоса или к другим рабочим колесам в случае насосы с более чем одной ступенью.
Основные части центробежного насоса
Детали, из которых состоит центробежный насос:
Всасывающая труба
Рабочее колесо или ротор
Вал
Корпус или улитка
Подшипник
Корпус подшипника
Механическое уплотнение
Сливная труба
Точки измерения вибрации
Как мы уже обсуждали в общих чертах в нашей статье «Где разместить датчик вибрации», в центробежном насосе точки контроля вибрации должны совпадать с осевой линией вала на корпусе подшипника. Обеспечьте стабильную установку на твердой детали. По возможности выполняйте измерения в горизонтальном (H), вертикальном (V) и осевом (A) направлениях каждого подшипника.
Безопасность является приоритетом при выборе точек мониторинга вибрации. Со стороны муфты не следует измерять в осевом направлении, если не обеспечены все гарантии безопасности. Некоторые детали насоса, такие как торцевые уплотнения и их патрубки, обычно горячие, необходимо соблюдать осторожность, чтобы не соприкасаться с этими частями, кабель измерительного прибора при контакте с горячей патрубком может обжечься.
Некоторые аналитики берут подшипники насосов в одной точке измерения в случае небольших насосов.
Типичные виды отказов центробежных насосов
Дисбаланс
В центробежных насосах дисбаланс обычно вызывается одной из следующих причин:
Неравномерный износ рабочего колеса (например, из-за кавитации) или поломка лопастей.
Плохое состояние муфты, побитая, деформированная.
Плохая обмотка ротора двигателя.
Неправильная процедура балансировки в мастерской.
Стандартное или несоответствующее качество балансировки.
При обнаружении дисбаланса в центробежном насосе могут быть рекомендованы следующие действия:
Проверьте износ рабочего колеса и проанализируйте причину износа.
Проверьте биение муфты и ее общее состояние.
Проверить процедуру балансировки в мастерской и степень применяемого качества.
Несоосность
В центробежных насосах несоосность обычно вызывается одной из следующих причин:
Неправильная установка или неправильная процедура выравнивания.
Натяжение трубы
Мягкая ножка
Тепловое расширение как в самом насосе, так и в его трубах.
Отсутствие обучения персонала.
Неподходящие или неоткалиброванные измерительные приборы.
При обнаружении несоосности центробежного насоса могут быть рекомендованы следующие действия:
Проверьте используемую процедуру выравнивания и применяемые стандарты.
Проверьте, есть ли натяжение трубы и мягкая опора как насоса, так и двигателя.
Если позволяют условия безопасности, измерьте центровку на только что остановленной или горячей машине.
Запишите смещение центровки в процессе нагрева машины: тепловое расширение.
Проблемы с подшипниками
В центробежных насосах проблемы с подшипниками обычно возникают по одной из следующих причин:
Неправильная установка
Дефектная смазка или консистентная смазка
Загрязнение частицами консистентной смазки или смазки
Высокая температура
Несоосность и дисбаланс
Неправильный выбор подшипника
При обнаружении проблем с подшипниками в центробежном насосе могут быть рекомендованы следующие действия:
Замените подшипник и проведите анализ первопричины
Проведите исследование смазки подшипника
Ознакомьтесь с методами монтажа подшипников
Обзор методов смазки подшипников
Проверка центровки и балансировки насоса
Проверить, подходят ли условия эксплуатации для подшипника
Утечки
В большинстве случаев утечки в центробежных насосах происходят через торцевые уплотнения. Причинами износа уплотнителей могут быть:
Высокая вибрация из-за несоосности или дисбаланса
Плохой монтаж
Перегрев уплотнений при работе насоса без нагрузки или всухую
Неправильный выбор уплотнения
При обнаружении проблем с уплотнением в центробежном насосе могут быть рекомендованы следующие действия:
Проверка состояния центровки и балансировки насоса
Ознакомьтесь с методами установки механических уплотнений
Предотвращение работы насоса всухую
Проверить, подходят ли условия эксплуатации для механического уплотнения
Вращающийся люфт
В центробежных насосах зазоры обычно возникают по одной из следующих причин:
Чрезмерный износ подшипников
Плохой монтаж
Неправильный выбор подшипников или корпуса подшипника
При обнаружении вращающихся зазоров в центробежном насосе могут быть рекомендованы следующие действия:
Проверить состояние подшипника
Проверьте корпус подшипника на предмет износа или деформации
Ознакомьтесь с методами монтажа подшипников
Структурные вопросы
В центробежных насосах ослабление конструкции обычно вызывается одной из следующих причин:
Плохой фундамент
Опорная плита деформирована или искривлена
Износ опор скамейки или сайлент-блоков
Ослабленные болты, которые также могут привести к размягчению опоры
При обнаружении конструктивной неплотности в центробежном насосе могут быть рекомендованы следующие действия:
Усилить конструкцию, на которую опирается центробежный насос
Ремонт фундамента центробежного насоса
Замена опор скамейки, изоляторов или сайлент-блоков
Классификация приемов и способов лазерной сварки волоконными лазерами позволит более четко упорядочить существующее многообразие технологических процессов.
Введение
Объемы применения лазеров в промышленности постоянно растут [1]. Станки лазерной резки и маркировки можно встретить на многих металлообрабатывающих предприятиях. Выгода применения лазерных технологий очевидна: высокие скорости, точность и качество обработки, низкая себестоимость и высокая степень автоматизация труда делают процесс лазерной обработки экономически эффективным. Появление в начале 2000‑х годов нового поколения лазеров диапазона мощностей излучения от 1 кВт и выше [2] на основе активного волокна легированного ионами иттербия, вызвало интерес к широкому их использованию и для других видов металлообработки: сварки, термообработки, наплавки, аддитивных технологий. Высокая мощность лазерного излучения до 100 кВт [3], возможность передачи излучения через транспортное волокно, высокий КПД (до 35 %), стабильность работы и простота в эксплуатации, отсутствие необходимости применения газов и других расходных элементов повысили экономическую целесообразность использования лазера в качестве источника нагрева для различных технологических процессов. Начиная с 2000‑х годов в Европе, Японии, США технологии лазерной сварки на базе волоконных лазеров активно развиваются и внедряются в промышленность. В автомобилестроении, вагоностроении, машиностроении и авиационной промышленности применяется лазерная (гибридная) сварка, обеспечивающая высокий уровень автоматизации производства, а получаемые соединения, выполненные посредством лазера, имеют высокое качество.
Лазерная сварка активно исследуется и периодически внедряется на заводах такими организациями как МГТУ им. Н. Э. Баумана (Москва), Политехнический университет (Санкт-Петербург), ИПЛИТ РАН (Шатура) и другими, однако широкого распространения в России технология лазерной сварки пока не получила. Во многом это связано со сложившейся экономической ситуацией в стране и неспособностью предприятий внедрять новые технологии, а также с недостаточной осведомленностью технологов и главных сварщиков предприятий о современных возможностях лазерной сварки. Цель данной работы — показать все имеющиеся лазерные технологии и способы на сегодняшний день, структурировать и классифицировать имеющуюся информацию.
Классификация технологии лазерной сварки
С появлением волоконных лазеров технология лазерной сварки получила второе дыхание. Те области, где ее применение было затруднено и казалось невозможным, стали доступны. За последние 10 лет технология лазерной сварки значительно развилась и дополнилась технологическими приемами и способами. Так, возможна следующая классификация: 1. По форме (геометрии) получаемого сварного шва; 2. По количеству проходов; 3. По виду фокусного пятна; 4. По виду присадочного материала; 5. По наличию дополнительных источников нагрева; 6. По виду сварных швов; 7. По типу оптических сварочных головок; 8. По типу защиты сварного шва Схематически классификация лазерной сварки представлена на рис. 1.
Рис. 1. Классификация технологии лазерной сварки
Классификация по форме проплавления
По форме можно различить три вида сварных лазерных швов: с глубоким проплавлением, средним и широким. Коэффициент проплавления K, отношение глубины сварного шва b к ширине a у сварных швов с глубоким проплавления равен более двух, у средних находится на уровне от 1 до 2, и у широких равен или менее 1 (рис. 2).
Рис. 2. Виды сварных соединений, выполненных методом лазерной сварки
Рис. 3. Образец лазерной сварки с глубоким проплавлением k = 4: P = 5.4 кВт, V = 0,9 м/мин, δ = 12 мм [5]. Получение шва с глубоким проплавлением (рис. 3) возможно благодаря феномену парогазового канала, который возникает в жидкой ванне расплаве [4]. Такие сварные швы выполняются, как правило, на скоростях от 1 м/мин, фокус находится ближе к поверхности свариваемых деталей или немного заглублен. В результате получения максимальной плотности мощности на поверхности изделия сварной шов приобретает глубокое «кинжальное» проплавление на рис. 2. Технология лазерной сварки с формированием глубокого «кинжального» проплавления может быть использована при обеспечении беззазорной сборки между свариваемыми кромками. Такие жесткие требования могут быть выполнены только при наличии ровных (фрезерованных) кромок и точной геометрии заготовок. Наличие даже минимального зазора между свариваемыми кромками (0,1–0,2 мм) будет вносить в геометрию сварного шва дефекты.
а) б) в) Рис. 4. Образец лазерной сварки со средним и широким формированием шва, толщиной 6 мм: а) лазерная сварка в среде защитного газа К=1,4, б) лазерная сварка с присадочной проволокой, в) пример сварного шва с широким формированием шва К=1
Для уменьшения требований к сборке свариваемых кромок разработаны технологические режимы, для которых типично получение более широких сварных швов (рис. 4) с меньшими требованиями к качеству сборки кромок. Одним из самых простых способов для получения широкого шва является сварка в расфокусе. При этом требуемая глубина проплавления регулируется скоростью сварки и увеличением мощности лазерного излучения. Феномен парогазового канала при таком режиме остается, но ширина шва увеличивается. Такие сварные соединения снижают требования к величине зазора между кромками и составляют в среднем до 10 % от толщины свариваемого материала. Увеличение диаметра пятна на поверхности и объема жидкой ванны расплава позволяет вести сварку с подачей присадочной проволоки, требования к величине зазора снижаются до 15–20 % от толщины материала. Другим способом увеличения ширины является применение различных специализированных фокусных пятен, речь о которых пойдет ниже. Для получения максимально широкого сварного шва еще больше снижают скорость сварки, увеличивают диаметр пятна на поверхности за счет расфокусировки с одновременным увеличением мощности лазерного излучения. У таких швов глубина проплава может быть меньше, чем ширина шва. Такие сварные соединения могут быть использованы для получения несквозных, облицовочных сварных швов, а также для компенсации неточностей сборки деталей перед сваркой или влияния поводок, возникающих в ходе самой сварки.
Классификация по количеству проходов
Лазерная сварка обычно выполняется за один проход, без разделки кромок, с высокими скоростями ведения процесса и это, бесспорно, считается преимуществом. Такая технология применяется для сварки, например сталей, толщин до 10 мм без возникновения каких-либо технологических проблем. Увеличение толщины свариваемых изделий (уже свыше 12 мм) приводит к повышению вероятности появления дефектов в сварном шве, таких как провалы, подрезы, поры, полости, трещины. Причины появления дефектов следующие: при увеличении толщины свариваемых изделий (свыше 16 мм) прямопропорционально увеличивается мощность лазерного излучения, для обеспечения сквозного проплавления, снижается и скорость сварки, в результате чего объем жидкой ванны расплава становится больше и процессы происходящие в ней становятся менее управляемыми. Так, при достижении определенного объема жидкого металла силы поверхностного натяжения уже не могут удерживать ванну расплава и жидкий металл вытекает каплями снизу, образуя недостаток материала сварного шва сверху. Для устранения подобных дефектов авторы [6] предлагают гибридизировать процесс и использовать медные и флюсовые подкладки. При увеличенном объеме жидкой ванны расплава перенос металла в заднюю часть расплава происходит не за один цикл, а за несколько, прежде чем металл успеет кристаллизоваться. Периодические раскачивания жидкого металла в ванне расплава назад и вперед снижает стабильность процесса сварки, металл, попадая под лазерный луч, всхлапывает парогазовый канал и приводит к появлению дефектов. Следует также отметить, что однопроходная сварка больших толщины ведет к образованию срединных трещин (полостей) независимо от склонности материала к растрескиванию (рис. 5) вследствие термической усадки материала и высоких скоростей охлаждения.
Рис. 5. Проплавление по телу пластины глубиной 20 мм, выполненное волоконным лазером на мощности 30 кВт, со скоростью 1 м/мин, материал сталь 3 [5]
Рис. 6. Сварное соединение, выполненное за два прохода с двух сторон [5] Для таких случаев технологами разрабатываются специальные методы лазерной сварки с применением дополнительных технологических приемов и способов: в горизонтальном положении, на медной подкладке, с поддувом парогазового канала, с предварительным введением компенсационных напряжений в конструкцию.
Другим таким методом является сварка за два прохода с двух сторон. При первом проходе формируется основной шов с качественным формированием корня шва, при втором проходе формируется верх шва (рис. 6). Скорость сварки при этом сохраняется высокой, поэтому выполнение второго прохода существенно не снижает производительности. При увеличении толщины свариваемых изделий свыше 20 мм может применяться технология многопроходной лазерной сварки в узкую разделку [7]. Такая технология сварки последние годы активно исследуется и начинает применяться в различных отраслях промышленности. Преимущества технологии по отношению к дуговой сварке больших толщин в широкую разделку следующие: увеличение производительности в 5–8 раз, снижение объема фрезеровки в 10 раз, снижение остаточных напряжений и деформация в 3 раза [8], снижение зоны термического влияния, экономия присадочного материала и электроэнергии. Преимущества по отношению к однопроходной лазерной сварке следующие: не требуется большая мощность лазерного излучения, снижается вероятность появления дефектов, особенно в виде трещин, повышение стабильности процесса.
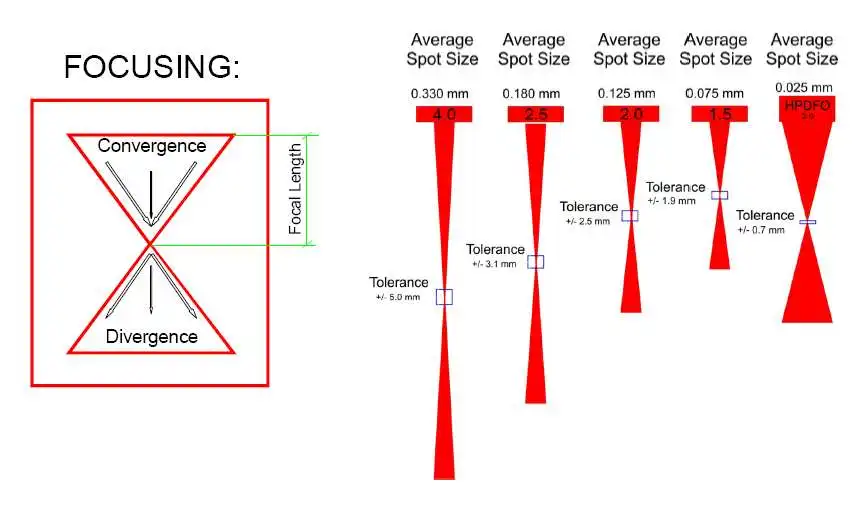
Классификация по виду фокусного пятна
Технология лазерной сварки обычно осуществляется с применением одного лазерного излучения, которое фокусируется в нужный диаметр пятна при помощи выпуклой линзы, установленной в оптической сварочной головке. В случае применения волоконных лазеров применяется коллимирующая линза, для того чтобы расходящееся лазерное излучение собрать в параллельный пучок. Такая схема используется в большинстве станков для лазерной сварки, и она формирует круглое фокусное пятно, которое пригодно для решения большинства задач. Однако в некоторых случаях для решения конкретных технологических задач могут применяться и специализированные фокусирующие системы. Так, для уменьшения требований к зазорам могут применяться сканирующие системы, позволяющие колебать лазерный луч около оси распространения излучения. Ключевыми параметрами в задании колебаний являются амплитуда, частота и фаза колебаний, в частности, гармонические, круговые (рис. 4, 8, 9).
а) б)
в) г) Рис. 7. Макрошлиф сварного соединения, полученного методом многопроходной лазерной сварки: а) сталь 09 Г2 С толщиной 25 мм; б) алюминиевый сплав АМг3 толщиной 30 мм, в) титановый сплав ВТ‑1 толщиной 20 мм, г) титановый сплав ВТ‑1 толщиной 40 мм [5]
а)б)
Рис. 8. Типы сканирования лазерного излучения
а) б) Рис. 9. Влияние кругового сканирования на геометрию сварного шва: а) без сканирования; б) с круговым сканированием [5]
Рис. 10. Внешний вид сварочной головки IPG FLW D50 с модулем двойного фокуса [5]
Помимо сканирования разработаны системы для расщепления лазерного излучения (TwinFocus, Duаl Focus — рис. 10). Двойные фокусные пятна используются как для уменьшения требований к зазорам за счет увеличения ширины сварного шва [8], так и для стабилизации процессов в парогазовом канале и уменьшения количества пор [9]. В первом случае фокусные пятна расположены поперечно сварному шву, во втором случае линейно вдоль сварного шва. Помимо специализированных оптических систем используются два или более лазеров, излучение которых фокусируется на поверхности свариваемых изделий по различным схемам. Двухлучевая лазерная сварка является более гибким инструментом в отличие от систем расщепления лазерного луча. Взаимное расположение фокусных пятен, углов подачи лазерного излучения позволяют регулировать различные процессы, возникающие в парогазовом канале, жидкой ванне расплава во время сварки и управлять скоростью кристаллизации и охлаждения сварного шва [10].
Классификация по применению присадочного материала
Присадочный материал в виде проволоки при лазерной сварке может использоваться при формировании средних по ширине сварных швов. Присадочная проволока обычно подается в переднюю часть жидкой ванны расплава либо в холодном, либо в горячем состоянии. Разогрев проволоки осуществляется путем резистивного нагрева и регулируется величиной тока, протекающего в проволоке. Добавление присадочного материала позволяет сформировать усиление с лицевой поверхности соединения, а также производить легирование металла шва. Другим способом осуществить присадку возможно при помощи тонких пластин (проставок) из определенного материала, которые в процессе подготовки соединения под сварку фиксируются между свариваемыми кромками (рис. 11). Способ предпочтителен при соединении трудносвариваемых сталей и разнородных материалов. В зависимости от толщины вставки (до 1 мм) можно сформировать на всю глубину отличный по составу сварной шов, состоящий из смеси основного и присадочного материалов.
Рис. 11. Пример сварного соединения, выполненного лазерной сваркой по вставке волоконным лазером: марка сталь 40, толщина 8 мм, скорость сварки 1 м/мин, мощность лазерного излучения 9,5 кВт [5]
а) б) Рис. 12. Лазерное сварное соединение, полученное волоконным лазером с присадочным порошком и с линейным сканированием: скорость сварки 1,5 м/мин, мощность лазерного излучения 7 кВт. а) макрошлиф с измерением микротвердости HV0.1 б) микроструктура зоны сплавления, увеличение 50х [5] Следует отметить, лазерная сварка может осуществляться с присадочным материалом в виде порошка. Данный способ возможно применять для устранения плавающих зазоров между свариваемыми кромками, когда порошок предварительно засыпается в имеющийся зазор. Величина зазора в этом случае может составлять 1,5–2 мм. При помощи порошка также можно осуществлять легирование сварного шва. Так, на рис. 12 представлено сварное соединение, сварной шов которого состоит из никелевого сплава и имеет аустенитную структуру, тогда как основной металл имеет ферритную структуру.
Классификация по наличию дополнительных источников нагрева
Начиная с 80‑х годов лазерный источник нагрева начали применять одновременно с дуговым, назвав технологию комбинированным методом лазерной сварки и дуговым плавящимся электродом (MIG) [11]. Сейчас эта технология стала достаточно популярной и получила название гибридной технологии лазерной сварки. Гибридизация процесса может быть как с дуговым процессом, плазменным и с другими источниками тепла. Если два источника находятся достаточно близко друг от друга, то происходит объединение двух источников энергии в одной жидкой ванне расплава и возникает синергетический эффект, т. е. увеличение глубины проплавления. Если два источника разнесены на определенное расстояние, то синергетического эффекта не происходит, то есть процесс становится комбинированным. В этом случае добавление второго источника тепла носит другие конкретные функции. Так, например, наличие дугового источника, который идет впереди лазерного излучения, позволяет произвести предварительный подогрев изделия и увеличить поглощательную способность материала. Если дуговой источник идет позади лазерного излучения, то дуговой процесс влияет на температуру охлаждения жидкого металла, делая термическим более мягким, в результате чего лазерная сварка может применяться для трудносвариваемых материалов, также дуговой процесс может использоваться для устранения геометрических дефектов верха сварного шва. Помимо дуги к лазерному источнику для решения конкретных технологических задач могут добавлять плазму, световое пятно, индукционный подогрев. Последнее позволяет проводить предварительный подогрев свариваемых кромок, что позволяет проводить сварку трудносвариваемых сталей с повышенным углеродным эквивалентом [12].
Классификация по виду сварных швов
Известно, что лазерной сваркой можно выполнять различные типы сварных соединений: стыковые, внахлест, угловые, тавровые и т. д. Однако помимо типовой классификации лазерные сварные соединения можно классифицировать также по виду сварных швов: непрерывные, точечные и коротко-шовные. Мощными волоконными лазерами непрерывного действия обычно выполняют непрерывные продольные швы. Такие сварные соединения наиболее часто используются для сварки ответственных сварных конструкций, для обеспечения герметичности конструкций. Для сварки менее ответственных конструкций применяют точечную лазерную сварку, такая технология используется при сварке импульсными твердотельными лазерами. Короткошовная лазерная сварка применяется для сварки тонколистового материала в автомобильной промышленности. В частности, разработана специализированная клещевая сварочная головка для сварки тонкостенных конструкций, которая уже применяется на ряде автомобильных заводов [13] (рис. 13).
Рис. 13. Устройство клещевой лазерной коротко-шовной сварки типа [5]
В сравнении с контактной сваркой данный способ сварки позволяет уменьшить вес кузова автомобиля, что достигается путем изменения ширины фланцев под сварку с 16 до 8 мм, а также применением новых типов сварных соединений [14]. Следует также отметить, что лазерная сварка оказывает минимальное воздействие на оцинкованное покрытие вокруг сварного шва и в некоторых случаях позволяет производить сварку без выхода сварного шва с лицевой стороны.
Классификация по виду оптических сварочных головок.
Сварочные головки обычно различают по типу оптических элементов: проходного и зеркального типа. Но для самой технологии лазерной сварки большее значение имеют параметры оптической системы, фокусные расстояния коллимирующей и фокусирующей линз, которые для сварочного процесса подбираются конкретно для решения той или иной задачи. Так, в зависимости от основного параметра оптической системы — фокусного расстояния фокусирующей линзы можно различить три вида сварочных головок: короткофокусные, среднефокусные и дальнофокусные. К короткофокусным системам можно отнести системы с фокусным расстоянием до 200 мм. К среднефокусным — от 200–600 мм. К длиннофокусным — от 600 мм и выше. Короткофокусные системы выгодно использовать для сварки тонкостенных изделий (до 2–3 мм), не требующих больших мощностей лазерного излучения. Процесс сварки в этом случае идет без образования значительных брызг и плазмы. Среднефокусные системы используются для сварки толщин более 3 мм, в этом случае используются лазерные источники с большей мощностью и увеличение фокусного расстояния позволяет уменьшить риск попадания брызг и искр на оптические элементы сварочной головки. Длиннофокусные системы используются для сварки небольших толщин с применением волоконных лазеров мощностью до 10 кВт либо для сварки сверхбольших толщин с использованием лазеров, имеющих мощность до 100 кВт. Так, получила распространение технология удаленной лазерной сварки (рис. 14). Для этих целей специально разработаны мощные сканеры, позволяющие независимо от манипулятора производить запрограммированные движения лазерным лучом, что позволяет увеличить производительность процесса сварки. Технология нашла применение в автомобильной промышленности для сварки различных штампованных изделий.
Рис. 14. Устройство удаленной лазерной сварки [5]
Классификация по типу защиты сварного шва от окружающей среды
Обычно лазерную сварку волоконными лазерами осуществляют в среде защитного газа аргон, как наиболее дешевого инертного газа. Длина волны волоконных лазеров 1065–1085 нм не поглощается аргоном. Однако приповерхностная плазма все равно присутствует, т. к. во время сварки аргон смешивается с парами металла и происходит ионизация. При повышении мощности лазерного излучения (свыше 5 кВт) приповерхностная плазма увеличивается, прозрачная плазма для лазерного излучения волоконного лазера уменьшается из-за наличия различных примесей, что вносит видимые искажения в процесс фокусировки лазерного излучения. Для подавления плазмы и увеличения стабильности лазерной сварки возможно применение различных смесей инертных газов: аргон + гелий. Добавление гелия позволяет уменьшить размер приповерхностной плазмы, снизить ее температуру и увеличить прозрачность для лазерного излучения, тем самым повысить стабильность процесса сварки. Для решения узкоспециализированных задач, например, для увеличения глубины проплавления, производительности или для уменьшения вероятности появления количества дефектов в сварном шве добавляют активные газы: углекислоту, кислород, водород или азот. Так, кислород, попадая в большом количестве в сварной шов, однозначно ухудшает прочность сварного шва, так как появляются оксиды, которые выпадают по границам зерен кристаллов, что в конечном счете увеличивает вероятность появления горячих и холодных трещин. Однако добавления кислорода в защитный газ в лимитированном размере позволяет стабилизировать парогазовый канал, в результате чего снижается количество внутренних дефектов в виде пор. Углекислота оказывает аналогичное влияние [15]. Небольшое количество азота в защитном газе на некоторых сталях, которые содержат такие легирующие элементы, как марганец, титан, молибден, оказывает положительное воздействие. Образование нитридов увеличивает прочность сварного шва с уменьшением пластичности. Другим методом защиты сварного шва является применение сварочного флюса, который может использоваться сверху для защиты сварного шва от взаимодействия с окружающей средой, так и снизу в виде флюсовой подушки для поддержания жидкой ванны расплава и для защиты от окисления. Также на неответственных конструкциях при лазерной сварке защитный газ не применяется. Так, для сварки низкоуглеродистых сталей, используемых в автомобильной промышленности, для уменьшения себестоимости погонного метра сварки защита не применяется. Следует также отметить, что лазерная сварка, также как и сварка электронным лучом, может производиться в вакууме. На рынке доступны станки для лазерной сварки трансмиссий автомобилей в вакууме [16]. Лазерный источник в этом случае работает как полноценная замена электронно-лучевой пушке. При этом не требуется обеспечивать глубокий вакуум.
Заключение
1. Предложенная классификация лазерной сварки по восьми признакам позволяет упорядочить то многообразие технологических процессов, имеющихся в области лазерной сварки. 2. Лазерная сварка на базе волоконных лазеров является гибким многообразным процессом, и в зависимости от поставленных задач могут применяться и разрабатываться новые способы сварки.
Литература 1. DAVID A. BELFORTE Fiber lasers continue growth streak in 2014 laser market//Industrial laser solution. — 2015. — № 1. — С. 5–13. 2. Gapontsev V. et al. 2 kW CW ytterbium fiber laser with record diffraction-limited brightness//Lasers and Electro-Optics Europe, 2005. CLEO/Europe. 2005 Conference on. — IEEE, 2005. — С. 508. 3. Gapontsev V. P. et al. 100‑kW ytterbium fiber laser//Optoelectronics’ 99‑Integrated Optoelectronic Devices. — International Society for Optics and Photonics, 1999. — С. 49–54. 4. Григорьянц А. Г., Шиганов И. Н., Мисюров А. И. Технологические процессы лазерной обработки. — М.: Изд-во МГТУ им. НЭ Баумана, 2008. 5. Технический отчет о проведении научно-исследовательской работы отдела лазерных технологий (103) сектор лазерной сварки ООО НТО «ИРЭ-Полюс». 6. Seffer O. et al. Laser-GMA hybrid welding of API 5L X70 with 23 mm plate thickness using 16 kW disk laser and two GMA welding power sources//Journal of Laser Applications. — 2014. — Т. 26. — №. 4. 7. Zhang X. et al. Welding of thick stainless steel plates up to 50 mm with high brightness lasers//Journal of Laser Applications. — 2011. — Т. 23. — №. 2 8. Longfield N. et al. Improving laser welding efficiency//WELDING JOURNAL-NEW YORK-. — 2007. — Т. 86. — №. 5. — С. 52. 9. Hayashi T. et al. Reduction mechanism of porosity in tandem twin-spot laser welding of stainless steel//Welding international. — 2003. — Т. 17. — №. 1. — С. 12–19. 10. Grigor’yants A. G. et al. Efficiency of the process of two-beam deep penetration laser welding//Welding International. — 2011. — Т. 25. — №. 03. — С. 188–195. 11. Hamasaki M. Welding method combining laser welding and MIG welding: пат. 4507540 США. — 1985. 12.Lahdo R. et al. GMA-laser Hybrid Welding of High-strength Fine-grain Structural Steel with an Inductive Preheating//Physics Procedia. — 2014. — Т. 56. — С. 637–645. 13.Siewert A., Krastel K. Fiber Laser Seam Stepper Replacing Resistance Spot-Welding//Laser Technik Journal. — 2014. — Т. 11. — №. 4. — С. 52–55. 14. Klinger J. Automotive Body Structure Assembly: Mass & Cost Saving Potential ofLaser Welding Compared to Spot Welding. — 2012. 15.Zhao L. et al. Prevention of porosity by oxygen addition in fibre laser and fibre laser-GMA hybrid welding//Science and Technology of Welding and Joining. — 2014. — Т. 19. — №. 2. — С. 91–97. 16.Сайт компании Precision technology, INC. url: http://www.ptreb.com/Vacuum-Laser-Welding-Systems/.
Какие материалы можно сваривать лазерной сваркой?
Лазерная сварка — это процесс, используемый для соединения металлов или термопластов с использованием лазерного луча для образования сварного шва. Благодаря концентрированному источнику тепла, лазерная сварка тонких материалов может выполняться с высокой скоростью, измеряемой метрами в минуту, а в более толстых материалах могут производиться узкие и глубокие сварные швы между деталями с прямоугольными кромками. Лазерный сварочный аппарат — это машина для лазерной обработки материалов.
Волоконный лазерный сварочный аппарат
Волоконный лазерный сварочный аппарат идеально подходит для обработки металлических деталей. Кроме того, он предлагает высокую надежность и эффективность. По оценкам, точность лазерного сварочного аппарата с использованием волоконного лазера близка к 25%.
Лазерные сварочные аппараты CO2
Лазерные сварочные CO2 аппараты могут обеспечить отличный непрерывный сварочный луч, который создает эффективные и прочные сварные швы. Он может легко проникать в металлы и неметаллические тела.
Nd: YAG-лазерные сварочные аппараты
Лазеры Nd: YAG менее энергоэффективны по сравнению с оптоволоконными сварочными аппаратами. Тем не менее, есть определенные системы, такие как улучшенное управление лазером, которых вы не можете достичь с другими типами лазерных источников.
Штампованная сталь
Лазерная сварочная машина может быть использована для сварки штамповой стали S136, SKD-11, NAK80, 8407, 718, 738, h23, P20, W302, 2344 и других моделей, эффект от сварки хороший.
Углеродистая сталь
Углеродистая сталь хорошо сваривается лазерным сварочным аппаратом, а качество сварки зависит от содержания примесей.
Если содержание углерода превышает 0,25%, для получения хорошего качества сварки требуется предварительный подогрев.
При сварке сталей с разным содержанием углерода лазерный луч может быть слегка смещен в сторону низкоуглеродистых материалов для обеспечения качества сварного шва.
Поскольку скорость нагрева и скорость охлаждения при лазерной сварке очень быстрая, при сварке углеродистой стали с высоким содержанием углерода также увеличивается чувствительность к сварочным трещинам.
Стали со средним и высоким содержанием углерода и обычные легированные стали могут быть хорошо сварены лазером, но для устранения напряжения и предотвращения трещин требуется предварительный подогрев и послесварочная обработка.
Нержавеющая сталь
В целом, лазерной сваркой нержавеющей стали легче получить высококачественные соединения, чем при обычным методом.
Это происходит благодаря высокой скорости сварки и малой зоне термического влияния лазерной сварки, уменьшается перегрев и негативное влияние большого коэффициента линейного расширения, а сварной шов не имеет таких дефектов, как поры и включения.
По сравнению с углеродистой сталью, нержавеющую сталь легче сварить узким сварным швом с глубоким проплавлением из-за ее низкой теплопроводности, высокого поглощения энергии и эффективности плавления.
Соединения с хорошим внешним видом, гладким и красивым швом можно получить при сварке тонких листов маломощным лазером.
Медь и медные сплавы
При сварке меди и медных сплавов часто возникает проблема неполного проплавления и неполного провара, поэтому следует использовать концентрированный и мощный источник тепла и принимать меры по предварительному подогреву;
Если у заготовки тонкая толщина или жесткость конструкции мала и нет мер по предотвращению деформации, то после сварки могут возникнуть большая деформация, а если сварное соединение подвергается большим жестким ограничениям, то легко возникает сварочное напряжение;
При сварке меди и медных сплавов также легко возникают термические трещины; Пористость является распространенным дефектом при сварке меди и медных сплавов.
Пластик
Технология лазерной сварки может использоваться практически для всех термопластов и термопластичных эластомеров. К распространенным материалам для сварки относятся PP, PS, PC, ABS, полиамид, PMMA, полиоксиметилен, PET и PBT.
Другие инженерные пластмассы, такие как полифениленсульфид PPS и жидкокристаллические полимеры, не могут быть напрямую сварены с лазерного оборудования из-за свойств.
Как правило, в нижний материал добавляют технический углерод, чтобы материал мог поглощать достаточно энергии для удовлетворения требований лазерной сварки.
Лазерная сварка алюминиевых сплавов
Основной трудностью при лазерной сварке алюминия и алюминиевых сплавов является их высокая отражательная способность.
Алюминий является хорошим проводником тепла и электричества. Высокая плотность свободных электронов делает его хорошим отражателем света.
Отражательная способность исходной поверхности превышает 90%, то есть сварка с глубоким проплавлением должна начинаться с менее чем 10% входной энергии, что требует высокой входной мощности для обеспечения необходимой плотности в начале сварки, при этом образуются небольшие отверстия.
Лазерная сварка магниевых сплавов
Плотность магниевых сплавов на 36% ниже, чем у сплавов алюминия, который привлек большое внимание как материал с высокой удельной прочностью.
Были проведены испытания импульсного YAG-лазера и непрерывной С02-лазерной сварки. Для сплава AZ31B-h344 (3,27% Al, 0,79% Zn) с толщиной листа 1,8 мм, наилучшими условиями сварки с меньшим количеством дефектов были средняя мощность 0,8 кВт, 5 мс, 120 Гц, 300 мм/с и размер фокуса 0,42 мм.
Сварной шов с хорошим проплавлением был получен при непрерывной сварке С02-лазером.
Низколегированная высокопрочная сталь
При лазерной сварке низколегированной высокопрочной стали, если выбранные параметры сварки соответствуют требованиям, можно получить соединение с механическими свойствами, эквивалентными основному металлу.
Сталь HY-130 является типичной низколегированной высокопрочной сталью. После закалки и отпуска она обладает высокой прочностью и высокой трещиностойкостью.
При традиционном методе сварки сварной шов и структура ЗТВ представляют собой комбинацию крупного зерна, мелкого зерна и оригинальной структуры.
Вязкость и трещиностойкость у сварного шва намного хуже, чем у основного металла, а сварной шов и структура металла ЗТВ особенно чувствительны к холодным трещинам в сваренном состоянии.
Лазерной сваркой можно сваривать большое количество материалов, а также можно сваривать различные разнородные металлы, такие как медь и никель, никель и титан, медь и титан, титан и молибден, медь и латунь, медь и низкоуглеродистая сталь при определенных условиях.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Преимущества лазерной сварки» и «Инструкция по ручной лазерной сварке [часть 1]».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Волоконный лазерный сварочный аппарат | Ручной сварочный аппарат с волоконным лазером
Сварочный аппарат с волоконным лазером (1000 Вт, 1500 Вт и 2000 Вт)
Сварочный аппарат с волоконным лазером
два варианта сварка+резка
Или сварка+очистка+резка (1000 Вт, 1500 Вт и 2000 Вт)
Сварка, очистка и резка:
Волоконный лазерный сварочный аппарат заменил традиционные методы сварки TIG и MIG.
Лазер обеспечивает бесконтактную высокоскоростную сварку металлов для современного производства.
Сварка осуществляется путем плавления металлов для создания высококачественного сварного шва.
Может потребоваться присадочный материал (как при сварке ВИГ).
Лазерный луч точно сфокусирован, тепловложение сведено к минимуму, а детали можно брать в руки почти сразу.
Высокая точность соединения мелких и крупных деталей.
Не требует умения, сноровки или длительного обучения.
Минимальная деформация благодаря низкому подводу тепла.
Бесконтактная сварка – качество сварки не ухудшается.
Через деталь не проходит ток.
Сварка разнородных металлов.
Минимальное обслуживание.
Сварочный аппарат с волоконным лазером можно использовать с непрерывным лучом для точная очистка для удаления поверхностной краски, покрытий и оксидных слоев без повреждения подложки. Подложка может быть любой формы и размера.
Скачать информацию
Цена включает: 9 шт.0003
Установка и обучение
Обновление Wobble Laser Gun 2022
Автоматический механизм подачи проволоки мощностью 1500 и 2000 Вт
Комплект расходных материалов/запасных частей
Преимущества сварочного аппарата с волоконным лазером
Лазерный источник
Волокно 1080 Н·м
Волокно 1080 Н·м
Волокно 1080 Н·м
Мощность
1000 Вт
1500 Вт
2000 Вт
Частота модуляции
<10 кГц
<10 кГц
<10 кГц
Стабильность энергии
+/-1,5%
+/-1,5%
+/-1,5%
Рабочий режим
Импульсный или непрерывный
Импульсный или непрерывный
Импульсный или непрерывный
Входное напряжение
220 В переменного тока/60 Гц
220 В перем. тока/60 Гц/1 фаза
220 В перем. тока/60 Гц/1 фаза
Мощность
6кВт
8кВт
10кВт
Охладитель воды
1 л.с.
1,5 л.с.
2 л.с.
Длина оптоволоконного кабеля
10 м/33 фута
10 м/33 фута
10 м/33 фута
Максимальная толщина материалов Глубина проникновения*
Нержавеющая сталь
Аргон
3 мм = 0,118 дюйма
5 мм = 0,196 дюйма
6 мм=0,236 дюйма
Углеродистая сталь
СО2
3 мм = 0,118 дюйма
5 мм = 0,196 дюйма
6 мм=0,236 дюйма
Оцинкованная сталь
Аргон
2 мм=0,078 дюйма
4 мм=0,157 дюйма
5 мм = 0,196 дюйма
Алюминий
N2 или аргон+гелий
2 мм=0,078 дюйма
4 мм=0,157 дюйма
5 мм = 0,196 дюйма
Латунь
Аргон
2 мм=0,078 дюйма
3 мм = 0,118 дюйма
4 мм=0,157 дюйма
Примечание:
Обновление горелки до Qilin с восемью режимами сварки
Максимальная глубина проплавления материала толщины зависит от сплава материала и отражения поверхности.
Свяжитесь с Ascent для тестирования образцов с вашими материалами
* Только для информации, Ascent оставляет за собой право изменять спецификации без предварительного уведомления
Расходные материалы
1
ЗАЩИТНАЯ ЛИНЗА
Д=20ММ, Т=2ММ
3 шт.
2
КОМПЛЕКТ КЛАССИЧЕСКИХ ФОРСУНОК
ТИП А+В+С
1 шт.
3
ОЧКИ ДЛЯ ЗАЩИТЫ ОТ ЛАЗЕРА
ТЕМНЫЙ ЦВЕТ
1 шт.
4
НАБОР ДЛЯ ЧИСТКИ ОПТИКИ
1 шт.
Сварка волоконным лазером: преимущества, системы и области применения
Сварка волоконным лазером — это процесс сварки, в котором в качестве источника тепла используется лазерный луч. Как бесконтактные инструменты, волоконные лазеры не требуют особого обслуживания и обеспечивают высокую скорость сварки. Лазерный луч обладает высокой точностью и низким тепловложением, что сводит к минимуму повреждение материала.
Одним из новых применений является соединение ячейки с шиной для цилиндрических и призматических ячеек и модулей. Вы можете увидеть пример в следующем видео:
Чтобы лучше понять различные возможности, продолжайте читать, чтобы узнать всю необходимую информацию.
Преимущества и проблемы
Системы лазерной сварки
Оптические и электрические компоненты
Другие компоненты
Непрерывный и импульсный
Одномодовый против многомодового
Типы волоконных лазерных сварочных систем
Ручные лазерные сварочные аппараты
Рабочие станции для лазерной сварки
Роботизированные лазерные сварочные аппараты
Роботизированные лазерные сварочные аппараты
Сварка волоконным лазером по сравнению с другими методами сварки
Сравнение лазерной и ультразвуковой сварки
Лазерная сварка в сравнении со сваркой MIG
Сравнение лазерной сварки и сварки TIG
Лазер против сварки сопротивлением
Лазерная сварка
Преимущества и проблемы
Сварка волоконным лазером становится все более популярной в производстве для расширения производства и повышения качества. Но это также связано с собственным набором проблем, представленных ниже.
Преимущества
Вызовы
Высокая скорость сварки, которую можно масштабировать для каждого применения путем регулировки мощности лазера
На качество сварки влияют внешние факторы (такие как зазор в стыке, дефекты материала и т. д.)
Процесс точен и прост в управлении, что делает его воспроизводимым
Меры лазерной безопасности необходимы для защиты рабочих и рабочей среды
Волоконные лазеры могут сваривать широкий спектр металлов, таких как медь, алюминий, нержавеющая сталь и разнородные металлы
Изменения в расположении деталей могут повлиять на фокусировку лазерного луча
Волоконно-лазерная технология компактна и позволяет минимизировать занимаемую площадь
На пути лазерного луча не должно быть препятствий, в том числе пыли и дыма (которые могут исказить луч)
Процесс сварки является бесконтактным и требует минимального обслуживания
Отражательная способность материала сильно влияет на эффективность лазерного процесса
Лазеры управляются контроллером, что упрощает их автоматизацию с помощью роботов
Оптические компоненты требуют защиты, поэтому необходимы расходные материалы, такие как защитное стекло
Эффективное использование энергии обеспечивает низкое тепловложение и минимальное тепловое искажение
Лазерный процесс должен быть оптимизирован для каждого применения, поскольку каждый металл имеет разную температуру плавления (это особенно сложно при сварке разнородных металлов)
Наши специалисты по лазерной технике знают, как решить эти проблемы, и могут помочь вам.
Системы волоконной лазерной сварки
Система волоконной лазерной сварки с лазерным источником, лазерным контроллером и лазерной сварочной головкой. Имиджевая собственность Laserax.
Оптические и электрические компоненты
При сварке волоконным лазером для соединения металлов используется высокосфокусированный лазерный луч. Лазерный луч генерируется с помощью системы электрических и оптических компонентов. Ниже приведен список наиболее важных из них и их определения.
Блок питания — Источник питания преобразует электрический ток в постоянный ток (DC), который используется источником насоса.
Лазерный источник — Лазерный источник включает в себя источник накачки, усиливающую среду и лазерный резонатор. Источником накачки является электрическое устройство (обычно массив лазерных диодов), которое преобразует электрическую энергию в лазерный свет. Усиливающая среда представляет собой волокно, легированное редкоземельным элементом (например, иттербием). Когда свет накачки проходит через легированное волокно, возбужденные молекулы генерируют свет с определенной длиной волны. Этот свет усиливается в лазерном резонаторе.
Волоконно-оптический кабель – Волоконно-оптический кабель используется для направления лазерного луча и доставки его в нужное место на обрабатываемой поверхности.
Волоконный коллиматор – Коллиматор представляет собой линзу, которая преобразует свет, выходящий из оптоволоконного кабеля, собирая его в одном направлении для лучшей фокусировки его энергии.
Расширитель луча – Расширитель луча увеличивает размер коллимированного лазерного луча. Хотя таким образом луч становится менее концентрированным, лазерный процесс лучше переносит изменения поверхности и положения.
Фокусирующая линза – Фокусирующая линза используется для фокусировки лазерного луча на обрабатываемой поверхности. Например, фокусирующая линза 200 мм обеспечивает хорошую фокусировку для сварки на расстоянии 200 мм.
Сдвигатель фокуса — также называемый 3D-головкой, сдвигатель фокуса представляет собой оптический узел, который может регулировать фокусное расстояние на лету, чтобы учесть большие изменения поверхности или положения.
Другие компоненты
Сварочные аппараты с волоконным лазером включают другие компоненты, помимо оптических и электрических. Вот некоторые из них.
Устройство подачи проволоки
Устройство подачи проволоки можно использовать для добавления присадочного материала во время сварки. Это гибридная технология сварки MIG и лазерной сварки. Подача проволоки в некоторых случаях может помочь добиться высокого качества сварки, но она замедляет процесс сварки, поскольку энергия лазера используется для расплавления большего количества металла. Подача проволоки полезна, когда подгонка стыка не идеальна и вызывает зазоры; когда затвердевание происходит слишком быстро и вызывает трещины; и когда вам нужно изменить механические свойства сварного шва.
Защитный газ
Для предотвращения окисления сварных швов некоторые производители используют защитный газ (например, аргон) в сочетании с лазерной сваркой. Хотя использование защитного газа не всегда необходимо для достижения требуемого качества сварки, оно всегда полезно, так как помогает уменьшить количество дефектов в сварных швах. Хорошей практикой, которую мы используем в Laserax, является разработка процесса лазерной сварки без защитного газа и стремление таким образом достичь хорошего качества сварки. Если после этого добавить защитный газ, это пойдет только на пользу процессу.
Контроллер лазера
Контроллер представляет собой электронное устройство, которое управляет лазерным процессом, регулируя такие параметры, как мощность лазера, частота повторения импульсов и длительность импульса. Он также используется для управления функциями безопасности.
Блок удаления дыма
При лазерной сварке образуются токсичные пары и загрязняющие вещества, которые необходимо удалять и фильтровать из рабочей среды. У нас есть советы о том, как выполнить вытяжку дыма, чтобы максимизировать ее эффективность и обеспечить безопасность.
Лазерный монитор сварки
Существуют различные методы LWM для анализа процесса сварки в режиме реального времени. Лазерный контроль сварки (LWM) необходим для обеспечения хорошего качества сварки и обнаружения любых отклонений от хороших характеристик сварки. Он используется для определения того, когда сварные швы должны быть доработаны (пройдено/не пройдено).
Чиллер
Мощные лазеры, используемые для промышленной сварки, выделяют тепло, которым необходимо управлять для поддержания оптимальной рабочей температуры и предотвращения проблем с безопасностью. В зависимости от мощности лазера могут использоваться различные системы охлаждения, такие как охладитель воздуха или охладитель воды.
Непрерывный и импульсный
Для лазерной сварки могут использоваться как непрерывные, так и импульсные волоконные лазеры. Их характеристики делают их более подходящими для различных применений. Вот чем они отличаются:
Цена: Непрерывные лазеры дешевле
Размер сварного шва: Лазеры непрерывного действия позволяют легче производить сварные швы большего размера
Зона термического влияния: Импульсные лазеры имеют более низкую зону термического влияния
Глубина сварки: Импульсные лазеры могут создавать более мелкие, менее интрузивные сварные швы
Одномодовые лазеры по сравнению с многомодовыми
Одномодовые лазеры лучше подходят для микросварки, требующей повышенной точности, например, для сварки выступов аккумулятора, тогда как многомодовые лазеры идеально подходят для более крупных заготовок, которые необходимо обрабатывать быстрее. Вот их ключевые отличия.
Точность: Благодаря меньшему размеру пятна одномодовые лазеры обеспечивают повышенную точность при микросварке. Многомодовые лазеры менее точны, так как лазерный луч менее сфокусирован.
Плотность энергии: Одномодовые лазеры генерируют лазерные лучи с более высокой плотностью энергии из-за меньшего размера луча и лучшего качества луча. Хотя многомодовые лазеры имеют более низкую плотность энергии, они могут быстрее обрабатывать большие поверхности.
Зона термического влияния: У одномодовых лазеров меньшая зона термического влияния, поскольку тепло используется более эффективно. Многомодовые лазеры имеют тенденцию генерировать сварные швы более низкого качества с более высокой пористостью.
Типы систем волоконной лазерной сварки
Ручные лазерные сварочные аппараты
Ручные волоконные лазерные сварочные аппараты стали доступнее, чем когда-либо. Как и в системах сварки MIG и TIG, операторы держат «пистолет», чтобы активировать и направлять лазерный луч. Даже новые, неопытные сварщики могут быстро стать продуктивными и создавать высококачественные сварные швы, поскольку кривая обучения намного ниже.
Рабочие станции лазерной сварки
Рабочие станции представляют собой полуавтоматические решения, которые обычно требуют, чтобы оператор загружал заготовки и запускал процесс лазерной сварки. Они идеально подходят для запуска небольших производственных партий, поддержки разработки продуктов и разработки процессов, оптимизированных для конкретного применения. Вы можете увидеть пример этого на нашей рабочей станции лазерной сварки для производителей аккумуляторов.
Роботы для лазерной сварки
Манипуляторы роботов часто используются при лазерной сварке из-за их точности и воспроизводимости. Манипуляторы робота можно запрограммировать на перемещение лазерной сварочной головки в определенные точки на заготовке, что позволяет сваривать большие заготовки, такие как детали кузова автомобиля, крылья самолета и трубы.
Роботизированные лазерные сварочные аппараты
На производственных линиях манипуляторы роботов можно использовать для перемещения и позиционирования зажимных инструментов во время лазерной сварки, сводя к минимуму время ожидания для зажима. Это также позволяет адаптировать положение зажима и давление для каждого отдельного сварного шва.
Наш аккумуляторный лазерный сварочный аппарат представляет собой роботизированное решение, предназначенное для помощи производителям в расширении производства и повышении качества. Функции автоматизации и технического зрения позволяют выполнять сварку на высокой скорости. Для 21700 цилиндрических ячеек наша машина в среднем составляет 100 мс/ячейку.
Сварка волоконным лазером по сравнению с другими методами сварки
Сварка волоконным лазером все чаще используется в современных производственных линиях из-за ее многочисленных преимуществ по сравнению с традиционными методами сварки. Он обеспечивает более высокую точность и скорость, лучшее качество сварки и возможность сваривать более широкий спектр материалов.
Этот процесс также безопасен для окружающей среды, снижает количество отходов и требует меньше обслуживания, чем другие методы сварки. Это делает его экономически эффективным и устойчивым решением для современного производства.
Лазерное и ультразвуковое склеивание
Ультразвуковое склеивание — это метод, в котором для соединения поверхностей используются ультразвуковые колебания. Более подробную информацию о том, как работает этот метод, можно найти здесь. Вот основные различия между ультразвуковой сваркой и лазерной сваркой:
Лазеры намного быстрее. На линиях по производству аккумуляторов для электромобилей они выполняются как минимум в 10 раз быстрее, чем ультразвуковая сварка, что позволяет производителям увеличивать производство и сокращать количество машин в цехе.
Лазеры
производят более прочные и долговечные соединения.
Лазеры
обеспечивают большую точность и контроль над процессом сварки, что приводит к более высокому качеству сварки.
Ультразвуковая сварка не может использоваться для сварки толстых деталей (обычно ограничивается несколькими миллиметрами)
Ультразвуковая сварка может использоваться для сварки пластмасс и ковких металлов. Лазеры можно использовать для более широкого спектра металлов, а также для соединения разнородных металлов.
Ультразвуковая фиксация требует меньших первоначальных инвестиций.
Лазерная сварка по сравнению со сваркой MIG
Сварка MIG или дуговая сварка металлическим газом (GMAW) предполагает использование проволочного электрода, который расходуется в процессе сварки для создания электрической дуги и нагрева соединяемого металла. .
При сварке волоконным лазером получаются более качественные сварные швы, чем при сварке MIG, особенно в тех случаях, когда требуется высокая точность и контроль. Это также лучшее решение для производителей, стремящихся расширить производство.
Однако лазерная сварка более дорогая и сложная в настройке.
Лазерная сварка по сравнению со сваркой TIG
youtube.com/embed/uO5pVLOAmD4″>
Сварка TIG, также известная как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), использует неплавящийся вольфрамовый электрод для создания электрической дуги и плавления свариваемого металла. Отдельный присадочный стержень используется для добавления материала к сварному соединению по мере необходимости.
В отличие от сварки волоконным лазером, для сварки TIG требуется высококвалифицированный сварщик для контроля подачи тепла и присадочного металла. Этот процесс также более медленный и трудоемкий.
Лазерная сварка создает меньшую зону термического влияния, что приводит к меньшему повреждению материала. Тем не менее, сварка TIG может быть предпочтительнее для применений, где важен внешний вид, поскольку она обеспечивает более эстетичный вид сварных швов.
Сравнение лазерной сварки сопротивлением
youtube.com/embed/5UBfko7JMP4″>
Сварка сопротивлением пропускает электрический ток через свариваемые металлические детали. Когда ток проходит через металл, электрическое сопротивление в точке контакта генерирует тепло и вызывает плавление двух соприкасающихся металлов. Для создания точечной сварки можно использовать электроды, а для создания шва можно использовать вращающиеся колеса.
Сварка волоконным лазером дает лучшие результаты сварки, чем сварка сопротивлением. Как бесконтактный процесс, он производит очень маленькие и точные сварные швы с минимальным подводом тепла, что приводит к минимальной деформации и меньшей зоне термического влияния.
Сварку сопротивлением труднее контролировать из-за износа электродов. Однако он больше подходит для небольших ручных операций, поскольку лазеры имеют высокую начальную стоимость.
Лазерная сварка
Благодаря практически безграничным возможностям лазерной сварки технология лазерной сварки универсальна и адаптируема. Это делает его эффективным в ряде отраслей промышленности, позволяя выполнять высококачественные сварные швы как малых, так и больших заготовок.
Промышленность
Примеры применения
Автомобилестроение
Аккумуляторные элементы и модули, корпус белого цвета, система подвески, система трансмиссии
Самолет
Лопасти турбин, шпангоуты, секции фюзеляжа
Электроника
Печатные платы, аккумуляторные элементы и модули, корпуса, электрические контакты
Медицинский
Медицинские изделия и имплантаты
Строительство
Оконные рамы, плиты, трубы
Защита
Рамы, бронепластины
Растущая роль волоконной лазерной сварки
Поскольку спрос на более быстрые, эффективные и точные производственные процессы продолжает расти, волоконная лазерная сварка, вероятно, будет играть все более важную роль во многих отраслях промышленности.
Сварог ARC 205 – сварочный инвертор: характеристики, особенности
Чем примечателен сварочный инвертор модели Сварог ARC 205
Сферы применения и конструкция устройства
Правила использования оборудования
Что следует знать для эффективного использования инвертора
Обслуживание и самостоятельный ремонт инвертора ARC 205
Сварочный инвертор модели Сварог ARC 205, в маркировке которого также может содержаться обозначение J96, – это современное инновационное оборудование, позволяющее эффективно осуществлять технологические операции по сварке и наплавке. Кроме функциональности и высокой эффективности, устройство данной модели также отличают простота в эксплуатации и легкость в техническом обслуживании. Благодаря своим техническим характеристикам данное оборудование одинаково успешно используется для оснащения как производственных участков, так и домашних мастерских.
Внешний вид сварочного инвертора Сварог АRC 205
Чем примечателен сварочный инвертор модели Сварог ARC 205
Отличительными особенностями модели инвертора ARC 205 (или J96, как его тоже обозначают) являются низкое энергопотребление, повышенный КПД, хорошие динамические характеристики, компактные размеры и легкий вес. Данный аппарат позволяет создавать стабильную сварочную дугу с саморегулирующейся мощностью.
В конструкции инвертора данной модели используются силовые транзисторы серии IGBT и реализована инновационная технология широтно-импульсной модуляции.
Среди преимуществ применения ARC 205, а также ряда инверторов, являющихся его модификациями, можно выделить следующие:
возможность подачи электрического питания на инвертор от бензинового или дизельного генератора;
легкий розжиг сварочной дуги;
формирование качественных, надежных и аккуратных сварных швов;
низкий уровень шума при работе;
невысокое напряжение холостого хода;
возможность работы по технологии ручной дуговой или выполняемой в среде защитного газа (TIG) сварки;
надежность оборудования и длительный срок его эксплуатации.
Органы управления ранее выпускавшейся модели ARC 205 и современной ARC 205B
При подключении к бытовой электросети инвертор Сварог ARC 205 успешно сглаживает резкие перепады напряжения, что обеспечивается особенностями его конструктивного исполнения. Инвертор данной модели подходит даже начинающим сварщикам, так как с его помощью можно успешно создавать надежные и аккуратные соединения, не обладая высокой квалификацией.
Технические характеристики инвертора ARC 205 (J96) делают его удачным выбором и для производственных предприятий, и для строительных организаций, которые с его приобретением получают возможность создавать качественные сварные конструкции.
Лицевая панель аппарата с органами управления
Рассмотрим основные технические характеристики сварочного инвертора ARC модели 205 (J96):
коэффициент полезного действия – 85%;
величина напряжения в питающей электрической сети – 185–260 В;
Среди отзывов специалистов об этом оборудовании трудно найти отрицательные. К дополнительным преимуществам сварочного аппарата Сварог ARC 205 следует также отнести опцию «Антизалипание». Тех, кто решит приобрести сварочный инвертор данной модели, несомненно, порадует и стандартная заводская комплектация, в которую входит удобный кейс для переноски и хранения устройства, а также специальная защитная маска для выполнения работ.
Сферы применения и конструкция устройства
Технические характеристики, вес и габариты инвертора Сварог ARC 205 предопределяют наиболее популярные сферы его применения. Это оборудование, которое может подключаться к бензиновым и дизельным генераторам электрического тока, удобно использовать в составе передвижных монтажных комплексов. Большой популярностью данный инвертор пользуется у домашних мастеров, у работников жилищно-коммунальных хозяйств и аварийных служб, строителей и монтажников различных металлических конструкций. Кроме того, данную модель сварочного инвертора нередко можно встретить в оснащении авторемонтных мастерских.
Производитель рекомендует работать на данном инверторе не только в помещениях со свободным притоком свежего воздуха, но и на открытых площадках (если они расположены в зоне умеренного климата: температура окружающего воздуха не более 40 градусов, относительная влажность воздуха – не выше 80%). В том случае, если сварочный аппарат будет подключаться к автономным источникам электрического тока, следует проверить, чтобы их характеристики были совместимы.
При разработке и создании инвертора Сварог ARC 205 были использованы передовые запатентованные технологии. За качеством процесса сварки, который осуществляется с помощью такого оборудования, следит блок управления, работающий по технологии цифровой обработки сигналов (DSP). Основу такого блока составляет специальный чипсет, произведенный известной компанией Atmel.
Инверторный блок, который отвечает за выработку высокочастотных токовых импульсов, собран на базе силовых транзисторов, произведенных компаниями Toshiba (MOSFET) и Siemens (IGBT).
Держатель электродов, входящий в комплектацию, очень удобен и хорошего качества
Отзывы об инверторах аналогичной категории от других производителей свидетельствуют о том, что аппарат торговой марки «Сварог» не является лучшим в своем классе. Однако, если учесть стоимость, габариты, вес и достойные технические характеристики инвертора этой модели, он заслуживает внимания специалистов.
Правила использования оборудования
Как большинство инверторов, Сварог ARC 205 (J96) не рекомендуется использовать в условиях атмосферных осадков, о чем свидетельствует класс его защиты – IP 21S. В качестве места установки данного устройства следует выбирать ровную площадку. Корпус инвертора не должен быть загроможден посторонними предметами. Если не обеспечить естественную вентиляцию аппарата, то он очень быстро выйдет из строя. Необходимо следить, чтобы на корпус оборудования не попадали искры, частички расплавленного металла и грязь.
Подключая инвертор к электрической сети (для этого используется розетка с автоматическим предохранителем), надо обеспечить плотность и надежность прилегания контактов, чтобы избежать их искрения и интенсивного нагревания в процессе выполнения сварочных работ. Чтобы не возникали проблемы при эксплуатации сварочного инвертора, для его подключения лучше всего использовать оригинальный сетевой кабель.
Типичные неисправности инвертора и методы их устранения
Кабели, по которым электрический ток поступает к сварочному держателю и массе, подсоединяются к соответствующим разъемам на лицевой части аппарата. Контактные наконечники электрических кабелей вставляются в такие разъемы и проворачиваются по часовой стрелке до упора. При этом необходимо проследить, чтобы контакт получился плотным и надежным. Тогда при сварке не будет происходить искрения, нагревания в звеньях электрической цепи и потерь напряжения.
Как известно, сварка в зависимости от ее особенностей и типа используемого электрода может выполняться на прямой или обратной полярности. В первом случае к плюсовому разъему на инверторе подключается кабель, идущий на массу, а к минусовому – кабель со сварочным держателем. Для выполнения сварки на обратной полярности, соответственно, к плюсовому разъему присоединяют кабель сварочного держателя, к минусовому – провод массы.
Чтобы избежать значительных потерь напряжения в сварочных проводах, производители инверторов делают их достаточно короткими, порядка 2,5 метров. Если же возникла необходимость использовать провода большей длины, понадобится кабель большего сечения. Тогда потери напряжения не будут слишком критичными.
Упаковка и внешний вид сварочного аппарата
Как уже говорилось выше, сварочный инвертор Сварог ARC 205 применяется и для выполнения сварки в среде защитного газа (TIG). Чтобы практически реализовать данную технологию, к инверторному аппарату необходимо дополнительно приобрести горелку вентильного типа и специальный соединительный набор. Горелку при помощи соединительного набора подсоединяют к минусовому разъему инвертора, а к плюсовому подключают кабель массы, обратный конец которого при помощи зажима фиксируется на свариваемых деталях. Перед началом сварочных работ корпус инверторного устройства необходимо заземлить. Это обеспечит безопасность сварки и исключит риск образования статического электричества.
Защитный газ при выполнении сварки по технологии TIG должен постоянно подаваться в зону выполнения работ, что обеспечивается посредством газоснабжающей системы, которая включает:
баллон с газом;
шланг, по которому газ подается в зону сварки;
редуктор, при помощи которого регулируется давление подаваемого газа.
Сварочный набор для сварки в аргоне
В конструкции инвертора рассматриваемой модели отсутствует осциллятор, обеспечивающий бесконтактное зажигание сварочной дуги, поэтому дугу при выполнении сварки по технологии TIG необходимо зажигать методом касания электродом поверхности соединяемых деталей.
Что следует знать для эффективного использования инвертора
Инверторный аппарат Сварог ARC модели 205 оснащен удобными органами управления и контрольными приборами, что дает возможность эффективно выполнять сварку даже начинающему специалисту. Так, органы управления устройством позволяют выбрать требуемый сварочный ток, тип выполняемой сварки (MMA или TIG), включить функцию, которая позволяет уменьшить напряжение холостого хода, подключить к оборудованию пульт дистанционного управления.
Проконтролировать, какой силы ток в данный момент используется для выполнения сварки, и оперативно выбрать его требуемую величину, дает возможность цифровой амперметр, расположенный на лицевой панели устройства. Прежде чем приступить к работе на данном аппарате, следует внимательно изучить инструкцию к нему, прочесть отзывы и рекомендации опытных специалистов.
Качество сварки, даже если она выполняется при помощи исправного оборудования, может значительно ухудшиться, если на поверхности соединяемых деталей есть ржавчина, лакокрасочные покрытия, окалина, оксидная пленка и различные загрязнения. Именно поэтому, если вам нужен качественный, надежный и аккуратный сварной шов, поверхности соединяемых деталей необходимо тщательно очистить.
Серьезное влияние на качество формируемого сварного шва оказывает и состояние используемых электродов. В том случае, если электроды хранились в условиях повышенной влажности и их покрытие отсырело, их прокаливают в печи и только после этого используют по назначению.
При выполнении сварки с использованием инвертора стучать электродом по поверхности деталей, чтобы разжечь дугу, не рекомендуется. Это может привести к отставанию покрытия от металлического сердечника. Вполне достаточно чиркнуть кончиком электрода по поверхности детали, чтобы сварочная дуга загорелась.
Ориентировочные настройки аппарата для TIG-сварки листов из нержавеющей стали
Если вы используете неплавящийся электрод по технологии TIG, необходимо регулярно обновлять его заточку, а также контролировать такой параметр, как вылет электрода, который измеряется по отношению к торцу сопла сварочной горелки.
Обслуживание и самостоятельный ремонт инвертора ARC 205
Каким бы надежным устройством ни был инвертор Сварог ARC модели 205, для нормальной работы и продления срока эксплуатации его необходимо регулярно обслуживать. При этом проводятся следующие мероприятия:
внешний осмотр, в результате которого выявляются механические повреждения на корпусе устройства, определяется состояние органов управления и разъемов, целостность изоляции силовых кабелей;
продувка внутренней части аппарата при помощи сжатого воздуха, необходимая для удаления пыли и частиц грязи;
проверка состояния контактов, их зачистка и подтяжка, если в этом есть необходимость.
Повреждение вилки электропитания – типичная неисправность, свойственная аппаратам бытового класса
Выполняя техническое обслуживание инвертора, надо следить за тем, чтобы в его внутреннюю часть не попала вода. Если же это произошло, надо аккуратно удалить воду при помощи сухой ткани и дополнительно просушить внутренности устройства посредством струи сжатого воздуха.
В том случае, если инверторное устройство используется редко, для его длительного хранения необходимы специальные условия: невысокая влажность воздуха в помещении, отсутствие в окружающем воздухе агрессивных паров солей, щелочей и кислот. Если инверторный аппарат содержится в оригинальном кейсе, то температура окружающего воздуха может находиться в интервале от –30 до +50 градусов Цельсия.
Отдельные неисправности инвертора Сварог ARC модели 205 сварщик может устранить самостоятельно, главное – знать причины их возникновения.
Так, отсутствие тока на электроде и светового сигнала на индикаторе сети при включенном оборудовании может свидетельствовать о неисправности вентилятора. Иногда достаточно проверить контакты вентилятора, затянуть их или заменить провод, по которому к нему подается электрический ток. Если перечисленные меры не помогли, то проблема не в вентиляторе, а устранить такую неисправность своими силами достаточно сложно.
Аппарат инверторной сварки Сварог ARC 250 без защитного кожуха
Включение в процессе сварки светодиода защиты также может свидетельствовать о неисправности вентилятора или о том, что превышено время непрерывной работы, которое необходимо скорректировать.
Другие неисправности ARC модели 205, которые устраняются силами самого сварщика, могут быть связаны с нарушением полярности подключения сварочных кабелей (сильное искрение при сварке), повреждением кабелей и их некачественным подключением (не зажигается дуга). Устранение более сложных неисправностей лучше доверить квалифицированным специалистам.
В целом отзывы профессионалов о сварочном инверторе Сварог ARC 205 положительные, поэтому его можно рекомендовать как начинающим, так и опытным сварщикам.
youtube.com/embed/Dw0mvKdjtVo»/>
Развернутый отзыв об инверторе Сварог ARC 205 (J96)
0
На сумму:
0 р.
→ Спуститься ниже к отзыву, пропустив вступительную часть
В начале 2014 года один их самых популярных форумов о сварке в Рунете «Вебсварка» проводил конкурс среди сварщиков. Конкурс носил название «Сделано своими руками», а его целью заключалось, как указано в регламенте: «выявление и поощрение индивидуальных навыков Участников Конкурса, связанных со сваркой; поддержка творческого самовыражения и развитие творческих навыков у Участников Конкурса; популяризация профессии Сварщик.» Проще говоря, каждый, кто знаком со сварочным делом мог выставить специально подготовленную работу для конкурса, после чего, путем голосования на протяжении нескольких месяцев выбирались лучшие работы, а на заключительном этапе конкурсанты набравшие наибольшее число голосов получали ценные призы от спонсоров.
Нас- как крупнейшему специализированному интернет-магазину сварочного оборудования, это мероприятие не оставило равнодушным и Тиберис выступил с поддержкой конкурса в качестве главного спонсора и информационного партнера, тем самым помимо предоставления приза победителю, анонсировал информацию о ходе конкурса в крупнейшем сообществе сварщиков в социальной сети Вконтакте. Было установлено, что призер конкурса за второе место получает от компании Тиберис сварочный инвертор Сварог ARC 205 (J96). Неплохо не правда? Ведь это одна из самых востребованных моделей инверторов для бытовых целей на отечественном рынке. К слову, приз за первое место подготовила компания «Ресанта» и это был сварочный полуавтомат САИ 250ПРОФ, подробнее с моделью можете ознакомиться по ссылке.
По завершению конкурса от «Вебсварка» второе место занял Сергей Владимирович Клянчин из города Ульяновск, представивший в качестве конкурсной работы- компактную печь для обогрева своей мастерской, в которой за тип топлива выбрано отработанное масло. (Прим. ред.) Сергей Владимирович работает на автозаводе УАЗ инженером, а сварку называет своим «хобби», но после общения с ним на тему сварочных аппаратов в его навыках и профессионализме сомнений не возникает 🙂 Поэтому, после того как приз «добрался» до своего обладателя, мы попросили Сергея Владимировича написать развернутый, а главное правдивый обзор инвертора Сварог ARC 205 (J96), основанный на опыте эксплуатации аппарата. Хотим еще раз поблагодарить Сергея Владимировича за предоставленную информацию!
Отзыв по сварочному аппарату Сварог ARC 205 (J96)
Начнем с внешнего вида упаковки и аппарата.
Качественная красивая упаковка с показом основных характеристик аппарата. Выделяется 5 летняя гарантия, что не может не радовать владельца аппарата. Возможность сварки 5мм электродом показывает, что в этом малыше скрытый немалый поценциал по сварке. Ручка упаковки, не вызывает доверия надежности – поднял над диваном – чуть дернул и ручка вылетела. Ладно снизу мягкий диван.
Вскрываем — все отлично упаковано, кабеля перевязаны, держак и клемма массы отдельно упакованы, чтобы не поцарапать аппарат. Для своих габаритов аппарат тяжеленький. Сразу поразила толщина сетевого кабеля, способного взять из сети приличный ток. Но на морозе кабель дубеет. Качество исполнения корпуса на высоте — отлично покрашен, шелкография, качественный пластик.
Ручка потенциометра в меру тугая, что не позволит случайно сбить настройку. Но переключатель ММА/ТИГ хлипковат, и может быть сломан случайным задеванием за него – частично спасает, что он утоплен в корпус лицевой крышки аппарата. В данном случае целесообразнее применить клавишный переключатель. Маркировки на лицевой панели аппарата не вызывают каких либо вопросов у владельца немного знакомого со сваркой.
Создает некоторое неудобство расположение сетевого выключателя, но индикатор питания на лицевой панели сообщит вам, что аппарат включен. Сверху аппарата удобный плечевой ремень, напрашивается небольшая ручка, желательно с намоткой на нее сетевого кабеля. Когда несешь аппарат на ремне, приходится держать отдельно сетевой кабель.
Некоторые производители применяют простейшие держатели для смотки проводов сзади, что намного упрощает транспортировку аппарата.
Мощные силовые разъемы показывают, что аппарат способен дать приличный ток.
Теперь рассмотрим силовые провода.
Не понравился запах пластиковой изоляции силовых проводов, вспомнился мой первый инверторный аппарат FOBAQ (прим. ред.- название изменено) у которого также неприятно пахли кабеля. Гибкость кабеля тоже не самая лучшая. Держак электродов понравился – высокое усилие на плече зажима и бронзовые контакты не позволят электроду выпасть из него. Конфигурация насечек позволяет зажимать электрод как прямо так и под углом 45 градусов. Держатель массы стальной с покрытием и имеет преимущество перед многими китайскими держателями бронзовыми контактами со свариваемой деталью. Многие производители только напыляют тонкий слой меди на стальные губки, что легко проверяется магнитом. Гибкая пластина между губками спасет пружину от перегорания. Все прилично и по науке.
Пробуем первое включение. Несильное урчание вентилятора показывает, что аппарат работает. Хотелось бы чтоб вентилятор работал только при необходимости охлаждения, а не постоянно без необходимости, засасывая всю пыль в аппарат. Но,эту функцию имеют аппараты другого ценового диапазона.
Пробую варить — 4-ка МР3 (пятерку не смог найти) – хороший поджиг – 120 ампер прилично, 180 ампер – спокойно режем металл 5ку. Мощи для 4ки с запасом. Ставлю УОНИ – неплохо подхватывает, ходя при повторном поджиге, приходится ударом убирать «козырек» обмазки, но это стандартно для УОНИ. Понравилось, что аппарат способен держать дугу на самом малом токе. Варить при этом конечно невозможно, но это показывает возможности аппарата. Немного жестковата дуга, хотелось иметь регулировку жесткости дуги, но это уже другой ценовой диапазон.
Сварог ARC 205 очень приличный аппарат, способный работать как на даче, так и при решении довольно серьезных задач при сварке конструкций средних толщин и имеющий небольшую цену.
Отзыв по аппарату Сварог ARC 205 (J96) составил Сергей Владимирович Клянчин, победитель конкурса «Сделано своими руками» от «Вебсварка».
Спасибо за подписку!
MTS-205, 205-амперный сварочный аппарат MIG MAG с флюсовой проволокой Lift-TIG Stick Arc 3-в-1 инверторный сварочный аппарат постоянного тока, сварка с двойным напряжением 100–250 В, совместимый шпульный пистолет: SPG15250 — Amico Electric
MTS-205 — многофункциональный — функциональный электросварочный аппарат с гладким и элегантным внешним видом с превосходной технологией производства. В нем используется самая передовая инверторная технология IGBT, обеспечивающая превосходную стабильность дуги и безупречный сварочный эффект. Сваривать можно все металлы: нержавеющую сталь, углеродистую сталь, низкоуглеродистую сталь, сталь, сплав, железо, медь, чугун и даже алюминий (с помощью шпульного пистолета SPG15250).
Особенности:
MTS-205 сочетает в себе самую инновационную конструкцию и технологию и включает в себя все функции каждого сварочного аппарата: MIG, MAG, сварка с флюсовым сердечником, Lift-TIG, сварка стержнем и шпульным пистолетом. Он может идеально сваривать все токопроводящие металлы: алюминий, алюминиевый сплав, нержавеющую сталь, легированную сталь, углеродистую сталь, сталь, чугун, железо и медь — все до 1/2 дюйма. Это самая производительная машина для всех задач, включая промышленное производство, модификацию автомобилей и профессиональное техническое обслуживание.
MIG: разработан и изготовлен в соответствии с самыми высокими стандартами промышленных сварочных аппаратов; Можно использовать катушки весом 10 фунтов (8 дюймов) и 2 фунта (4 дюйма). Высокопроизводительный приводной механизм подачи проволоки изготовлен с применением самых передовых технологий, обеспечивающих стабильную и эффективную скорость подачи проволоки. При использовании сварки MIG/MAG/Flux-Core регулировка сварочного тока и скорости подачи проволоки очень проста, легка и непосредственна.
STICK: с профессиональным производством и сильным проникновением, он совместим со всеми электродами: E6010, E6011, E6013, E7014, E7018 и т. д. С функцией регулировки тяги, встроенной функцией горячего запуска, функцией антиприлипания электрода, и функция контроля интенсивности тока, он может эффективно и легко выполнять всю работу и задачи. Это надежный и эффективный инструмент для профессиональных сварщиков и машина мечты для начинающих.
LIFT-TIG: он может эффективно и безопасно сваривать тонкую нержавеющую сталь и различные другие металлы без высокочастотных помех. Благодаря функции автоматического контроля температуры машина работает очень тихо. В комплект входят: 13-футовая горелка MIG, 13-футовая горелка Lift-TIG, 10-футовый держатель электрода на 300 А, 10-футовый зажим заземления на 300 А и адаптер питания 115/230 В.
Интеллектуальная система электропитания может автоматически определять входное напряжение и легко переключаться между 115 В и 230 В. Удлинение шнура питания на 700 футов также может противостоять колебаниям мощности и затуханию в кабеле, позволяя ему по-прежнему эффективно функционировать. Он очень подходит для сложных операций на строительных площадках, обслуживании домов, доках, сельскохозяйственных объектах и даже в отдаленных районах.
Технические характеристики:
Тип сварочного аппарата: Комбинированный сварочный аппарат MIG/TIG/STICK 3-В-1
Тип выходного разъема: Прямой провод
Источник питания: 100–250 В переменного тока/однофазный/50–60 Гц 900 03
Действует Входной ток:
115 В: 35,0 А (МИГ)/21,5 А (ВИГ)/35,7 А (СТИК)
230 В: 27,0 А (МИГ)/15,5 А (ВИГ)/24,8 А (СТИК)
Максимальный входной ток:
115 В: 45,2 A (MIG)/27,7 A (TIG)/46,0 A (STICK)
230 В: 34,8 А (МИГ)/20,0 А (ВИГ)/32,0 А (СТИК)
Выходной диапазон тока:
MIG: 115 В/50–150 А, 230 В/50–205 А
ВИГ: 115В/10А-130А, 230В/10А-170А
РУЧКА: 115В/10А-130А, 230В/10А-170А
Номинальное постоянное напряжение холостого хода (OCV): 56 В
Мощность сварки, 104F (40°C), 10 мин (230 В):
. 8 В
Рабочий цикл:
МИГ: 60 % при 205 А, 100 % при 158 А
TIG: 60 % при 170 А, 100 % при 132 А
СТИК: 60 % при 170 А 100 % при 132 А
КПД: 93%
Коэффициент мощности: 0,85
Метод охлаждения: Вентиляторное охлаждение
Размер изделия: 13,4 x 9,1 x 17,3 дюйма
Вес изделия: 27,0 фунтов.
Размер упаковки: 24,2 x 14,2 x 18,1 дюйма.
Вес упаковки: 50,0 фунтов.
Комплектация:
13-футовая профессиональная горелка MIG 200A в сборе
13-футовая профессиональная горелка TIG на 200 А в сборе
10-футовый держатель электрода 300 А в сборе
10-футовый рабочий зажим 300 А в сборе
Адаптер питания 110 В/230 В
8-футовый шланг для CO2 и аргона
1 катушка порошковой проволоки и 1 катушка стальной проволоки
2 вольфрамовые иглы и 4 электрода
1 ролик с V-образным приводом для 0,023” и 0,030” (0,6 мм и 0,8 мм)
1 ролик с U-образным приводом для 0,030” и 0,035” (0,8 мм и 0,9 мм)
1 ролик с V-образным приводом для 0,035” и 0,040” (0,9мм и 1,0 мм)
Краткое руководство и руководство пользователя
Только зарегистрированные клиенты, которые приобрели этот продукт, могут оставить отзыв.
Amico Electric
Перейти к содержанию
ARC-200, комбинированный сварочный аппарат Stick Arc & Lift-TIG, 200 А, широкое напряжение 100–250 В, рабочий цикл 80 %, совместим со всеми электродами: E6010 E6011 E6013 E7014 E7018 и т. д.
229,00 $ ПодробнееБыстрый просмотр
ARC-180, комбинированный сварочный аппарат Stick Arc & Lift-TIG на 180 А, широкое напряжение 100–250 В, рабочий цикл 80 %, совместим со всеми электродами: E6010 E6011 E6013 E7014 E7018 и т. д.
189,00 $ Добавить в корзинуБыстрый просмотр
ARC-160, комбинированный сварочный аппарат Stick Arc & Lift-TIG, 160 А, широкое напряжение 100–250 В, рабочий цикл 80 %, совместим со всеми электродами: E6010 E6011 E6013 E7014 E7018 и т. д.
169,00 $ Добавить в корзинуБыстрый просмотр
MIG-200, 200-амперный сварочный аппарат для сварки MIG/MAG/флюсовой проволокой/Lift-TIG/дуговой дугой постоянного тока с инвертором постоянного тока, 115/230 В, совместимая сварочная горелка: SPG15250
599,00 $ Добавить в корзинуБыстрый просмотр
MIG-180, 180-амперный сварочный аппарат для сварки MIG/MAG/флюсовой проволокой/Lift-TIG/дуговой дугой постоянного тока с инвертором постоянного тока, 115/230 В, совместимая сварочная горелка: SPG15250
549,00 $ Добавить в корзинуБыстрый просмотр
MIG-160, 160-амперный сварочный аппарат для сварки MIG/MAG/флюсовой проволокой/Lift-TIG/дуговой дугой постоянного тока с инвертором постоянного тока, 115/230 В, совместимая шпульная горелка: SPG15180 и SPG15250
479,00 $ Добавить в корзинуБыстрый просмотр
MTS-205, сварочный аппарат MIG MAG с флюсовой проволокой Lift-TIG Stick Arc 3-в-1, 205 А, инверторный сварочный аппарат постоянного тока 3-в-1, сварка с двумя напряжениями 100–250 В, совместимый шпульный пистолет: SPG15250
649,00 $ Добавить в корзинуБыстрый просмотр
MTS-185, 185-амперный сварочный аппарат MIG MAG с флюсовой проволокой Lift-TIG Stick Arc инверторный сварочный аппарат постоянного тока, 100–250 В, двойное напряжение, совместимый шпульный пистолет: SPG15180 и SPG15250
599,00 $ Добавить в корзинуБыстрый просмотр
MTS-165, 165-амперный сварочный аппарат MIG MAG с флюсовой проволокой Lift-TIG Stick Arc инверторный сварочный аппарат постоянного тока, 100–250 В, двойное напряжение, совместимый шпульный пистолет: SPG15180 и SPG15250
499,00 $ Добавить в корзинуБыстрый просмотр
ARC-200DC, комбинированный сварочный аппарат Stick Arc & Lift-TIG, 200 А, широкое напряжение 100–250 В, рабочий цикл 80 %, совместим со всеми электродами: E6010 E6011 E6013 E7014 E7018 и т.
д.
199,00 $ Добавить в корзинуБыстрый просмотр
ARC-180DC, комбинированный сварочный аппарат Stick Arc & Lift-TIG, 180 А, широкое напряжение 100–250 В, рабочий цикл 80 %, совместим со всеми электродами: E6010 E6011 E6013 E7014 E7018 и т. д.
Рейтинг 5.00 из 5
189,00 $ Добавить в корзинуБыстрый просмотр
ARC-160DC, комбинированный сварочный аппарат Stick Arc & Lift-TIG, 160 А, широкое напряжение 100–250 В, рабочий цикл 80 %, совместим со всеми электродами: E6010 E6011 E6013 E7014 E7018 и т. д.
169,00 $ Добавить в корзинуБыстрый просмотр
CTS-200,Аппарат для плазменной резки/HF-TIG/дуговой сварки 3-в-1, плазменный резак 50A, аппарат HF-TIG для сварки 200A, дуговая сварка электродом 200A
599,00 $ Добавить в корзинуБыстрый просмотр
CTS-180,Аппарат для плазменной резки/HF-TIG/дуговой сварки 3-в-1, плазменный резак 40A, аппарат HF-TIG 180A, дуговая сварка электродом 160A
549,00 $ Добавить в корзинуБыстрый просмотр
CTS-160, Аппарат для плазменной резки/HF-TIG/дуговой сварки 3-в-1, аппарат для плазменной резки 30 А, аппарат для сварки HF-TIG на 160 А, аппарат для сварки электродом 140 А
499,00 $ Добавить в корзинуБыстрый просмотр
CUT-50, 50-амперный профессиональный воздушно-плазменный резак, инверторная система IGBT, чистый рез 3/4 дюйма.
Машина с широким диапазоном напряжения 100–250 В
279,00 $ Добавить в корзинуБыстрый просмотр
CUT-40, Профессиональный плазменный резак 40 А, широкое напряжение 100–250 В, чистый рез 1/2 дюйма.
269,00 $ Добавить в корзинуБыстрый просмотр
CUT-30, Профессиональный плазменный резак 30 А, широкое напряжение 100–250 В, чистый рез 2/5 дюйма.
239,00 $ Добавить в корзинуБыстрый просмотр
APC-70HF, Бесконтактный пилотный дуговой плазменный резак, 70 А, широкое напряжение 100–250 В, рабочий цикл 80 %, чистый рез 1,2 дюйма
579,00 $ Добавить в корзинуБыстрый просмотр
APC-60HF, Бесконтактный пилотный дуговой плазменный резак, 60 А, широкое напряжение 100–250 В, рабочий цикл 80 %, чистый рез 1,0 дюйма.
499,00 $ Добавить в корзинуБыстрый просмотр
APC-50HF, Бесконтактный пилотный дуговой плазменный резак, 50 А, широкое напряжение 100–250 В, рабочий цикл 80 %, чистый рез 4/5 дюйма.
439,00 $ Добавить в корзинуБыстрый просмотр
APC-50, Профессиональный плазменный резак 50 А, широкое напряжение 100–250 В, чистый рез 3/4 дюйма.
299,00 $ ПодробнееБыстрый просмотр
APC-40, Профессиональный плазменный резак 40 А, широкое напряжение 100–250 В, чистый рез 1/2 дюйма.
279,00 $ ПодробнееБыстрый просмотр
APC-30, Профессиональный плазменный резак 30 А, широкое напряжение 100–250 В, чистый рез 2/5 дюйма.
269,00 $ ПодробнееБыстрый просмотр
TIG-225HF, сварочный аппарат HF-TIG Stick Arc DC 225 А с инвертором, широкое напряжение 100–250 В, рабочий цикл 80 %.
329,00 $ Добавить в корзинуБыстрый просмотр
TIG-205HF, сварочный аппарат HF-TIG Stick Arc DC 205 А с инвертором, широкое напряжение 100–250 В, рабочий цикл 80 %.
299,00 $ Добавить в корзинуБыстрый просмотр
TIG-185HF, сварочный аппарат HF-TIG Stick Arc DC 185 А с инвертором, широкое напряжение 100–250 В, рабочий цикл 80 %.
279,00 $ Добавить в корзинуБыстрый просмотр
TIG-165HF, сварочный аппарат HF-TIG Stick Arc DC 165 А с инвертором, широкое напряжение 100–250 В, рабочий цикл 80 %.
249,00 $ Добавить в корзинуБыстрый просмотр
CUT-55M, Профессиональный плазменный резак 55 А, широкое напряжение 100–250 В, чистый рез 3/5 дюйма.
319,00 $ Добавить в корзинуБыстрый просмотр
CUT-45M, Профессиональный плазменный резак 45 А, широкое напряжение 100–250 В, чистый рез 2/5 дюйма.
AG-60, 60-амперный профессиональный 13-футовый плазменный резак, используется для CUT-30/40/50, CUT-45M/55M, CTS-160/180/200
69,00 $ Добавить в корзинуБыстрый просмотр
AP-60, 13-футовый пилотный дуговой плазменный резак на 60 А, используется для CUT-50HF/60HF, APC-40HF/50HF/60HF
79,00 $ Добавить в корзинуБыстрый просмотр
AP-80, 13-футовый пилотный дуговой плазменный резак 80 AMP, используется для APC-40HF/50HF/60HF/70HF и CUT-50HF/60HF
99,00 $ Добавить в корзинуБыстрый просмотр
TIG-26V, 200-амперная 13-футовая профессиональная горелка TIG, совместимая со всеми высокочастотными сварочными аппаратами Amico.
79,00 $ Добавить в корзинуБыстрый просмотр
AP-60HF, 60-амперный 13-футовый пилотный дуговой плазменный резак, используется для CUT-50HF/60HF, APC-40HF/50HF/60HF
69,00 $ Добавить в корзинуБыстрый просмотр
MIG15200, 2-контактный разъем, 200-амперный 15-футовый сварочный пистолет MIG, совместим со старой моделью: MTS-165/185/205
99,00 $ Добавить в корзинуБыстрый просмотр
PT31-13, 40-амперный 13-футовый плазменный резак, используется для CUT-30, CUT-40, CTS-160, CTS-180 и APC-30, APC-40
49,00 $ Добавить в корзинуБыстрый просмотр
PT31-15, 40-амперный 15-футовый плазменный резак, используется для CUT-30, CUT-40, CTS-160, CTS-180 и APC-30, APC-40
59,00 $ Добавить в корзинуБыстрый просмотр
PT31-20, 40-амперный 20-футовый резак для плазменной резки, используется для CUT-30/40 CTS-160/180 и APC-30/40
69,00 $ Добавить в корзинуБыстрый просмотр
PT31-25, 40-амперный 25-футовый плазменный резак, используется для CUT-30/40 CTS-160/180 и APC-30/40
79,00 $ Добавить в корзинуБыстрый просмотр
PGA50-20, шнур питания NEMA L14-30P — N6-50R, 50 А, от всех генераторов до сварочных аппаратов
49,00 $ Добавить в корзинуБыстрый просмотр
AP3050-28, 28 дюймов.
10-30P 30A Обычная вилка к розетке N6-50R Адаптер питания 50A 12AWG
39,00 $ Добавить в корзинуБыстрый просмотр
AG60HF-050, 60-А, 50 шт., расходные материалы для пилотной дуговой плазменной резки без сенсорного экрана, 20 сопел, 20 электродов, 5 чашек, 5-проводная направляющая прокладки, используется для CUT-50HF, CUT-60HF
69,00 $ Добавить в корзинуБыстрый просмотр
AG60HF-100, 60-амперный, 50 шт. расходных материалов для пилотной дуговой плазменной резки без сенсорного экрана, 40 сопел, 40 электродов, 10 чашек, 10 проволочных проставочных направляющих, для CUT-50HF, CUT-60HF
99,00 $ В корзинуБыстрый просмотр
AP80-48, набор расходных материалов для пилотной дуговой плазменной резки без сенсорного управления на 80 А, совместим с CHF-50 CHF-60 и APC-40HF, APC-50HF, APC-60HF, APC-70HF, APC-80HF
109,00 $ Добавить в корзинуБыстрый просмотр
AP80-92, набор расходных материалов для пилотной дуговой плазменной резки без сенсорного экрана на 80 А, совместим с CHF-50 CHF-60 и APC-40HF, APC-50HF, APC-60HF, APC-70HF, APC-80HF
189,00 $ Добавить в корзинуБыстрый просмотр
AP80HF-45, 80A-120A Набор расходных материалов для пилотной дуговой плазменной резки, 20 электродов, 20 шунтов, 4 бакелитовых чашки, 1 роликовые направляющие резака
109,00 $ Добавить в корзинуБыстрый просмотр
AP80HF-90, 80A-120A Набор расходных материалов для пилотной дуговой плазменной резки, 40 электродов, 40 шунтов, 8 бакелитовых чашек, 2 роликовых направляющих резака
189,00 $ Добавить в корзинуБыстрый просмотр
CUT50-G50, 50 шт.
Расходные материалы для плазменной резки Сопла, электроды и чашки для AMICO CUT-50, APC-50 и CTS-200
79,00 $ Добавить в корзинуБыстрый просмотр
CUT50-G100, 100 шт. Расходные материалы для плазменной резки Сопла, электроды и чашки для AMICO CUT-50, APC-50 и CTS-200
109,00 $ Добавить в корзинуБыстрый просмотр
CUT5060-050, 50 шт., расходные материалы для плазменной резки, сопла, электроды и чашки для AMICO CUT-50, APC-50 и CTS-200
69,00 $ Добавить в корзинуБыстрый просмотр
CUT5060-100, 100 шт. Расходные материалы для плазменной резки Сопла, электроды и чашки для AMICO CUT-50, APC-50 и CTS-200
99,00 $ Добавить в корзинуБыстрый просмотр
MIG130-050, 50 шт. Расходные материалы для сварки MIG, 20 шт. наконечника 0,030 дюйма, 20 шт. наконечника 0,35 дюйма, 5 шт.
69,00 $ Добавить в корзинуБыстрый просмотр
WP-17V, 13 футов.
180-ампер Pro. Горелка Lift-TIG, используется для MIG-160/180/200, MTS-165/185/205, ARC-160/180, ARC-160DC/180DC/200DC.
59,00 $ Добавить в корзинуБыстрый просмотр
MIG030-60, Детали сварочного аппарата MIG, 50 шт. наконечников 0,030”, 5 шт. сопел, 5 шт. диффузоров для MTS-165/185/205, MIG-160/180/200, MIG-140GS
79,00 $ Добавить в корзинуБыстрый просмотр
MIG030-120, Детали сварочного аппарата MIG, 100 шт. наконечников 0,030”, 10 шт. сопел, 10 шт. диффузоров для MTS-165/185/205, MIG-160/180/200, MIG-140GS
129,00 $ Добавить в корзинуБыстрый просмотр
MIG035-60, Детали сварочного аппарата MIG, 50 шт. наконечников 0,035 дюйма, 5 шт. сопла, 5 шт. диффузоров для MTS-165/185/205, MIG-160/180/200, MIG-140GS
79,00 $ Добавить в корзинуБыстрый просмотр
MIG035-120, Детали сварочного аппарата MIG, 100 шт. наконечников 0,035 дюйма, 10 шт. сопла, 10 шт. диффузоров для MTS-165/185/205, MIG-160/180/200, MIG-140GS
Главная
>Электрооборудование
>Инструмент, измерительные приборы и средства защиты
>Инструменты для опрессовки, резки и изоляции
>Ножницы кабельные , Тросорез
>КВТ
>Ножницы секторные НС-70 (КВТ) к-кт — 53053 (#303175)
Наименование
Наличие
Цена
опт с НДС
Дата обновления
Добавить в корзину
Срок поставки
Ножницы секторные НС-70 КВТ 53053
127
13 163.03
р.
19. 05.2023
От 1 дня
Ножницы секторные НС-70 | 53053 | КВТ
9
13 163.03
р.
19.05.2023
От 1 дня
Ножницы секторные НС-70 комплект — 53053
Под заказ
13 163.03
р.
19.05.2023
От 30 дней
… … … … … … … … … …
Ножницы секторные НС-765 для резки небронир. кабеля IEK TLK10-765 (ИЭК)
Ножницы секторные НС-240 для резки небронир. кабеля IEK TLK10-240 (ИЭК)
54
8 544.75 р.
Ножницы секторные НС-325 для резки небронир. кабеля IEK TLK10-325 (ИЭК)
27
4 614.80 р.
Условия поставки ножниц секторные НС-70 (КВТ) к-кт — 53053
Купить ножницы секторные НС-70 (КВТ) к-кт — 53053 могут физические и юридические лица, по безналичному и наличному расчету,
отгрузка производится с пункта выдачи на следующий день после поступления оплаты.
Цена ножниц секторные НС-70 (КВТ) к-кт — 53053 430 мм КВТ комплект зависит от общей суммы заказа, на сайте указана оптовая цена.
Доставим ножницы секторные НС-70 (КВТ) к-кт — 53053 на следующий день после оплаты, по Москве и в радиусе 200 км от МКАД, в другие регионы РФ отгружаем транспортными компаниями.
Похожие товары
Резак для кабеля 160 мм | 201085 Haupa
по запросу
Ножницы секторные НС-120 (КВТ) к-кт — 54569
6
22 446. 12 р.
Ножницы секторные НС-45 (КВТ) к-кт — 53142
139
7 252.84 р.
Ножницы секторные НС-100 (КВТ) к-кт — 53808
2
18 526.29 р.
Ножницы секторные НСТ-40 (КВТ) к-кт — 53809
7
17 328. 01 р.
53053 Ножницы секторные НС-70 (КВТ) к-кт
Описание Характеристики Отзывы
НС-70 Секторные ножницы для резки бронированных кабелей, КВТ 53053 — предназначены для резки кабелей с ленточной броней диаметром до 70 мм
Характеристики КВТ НС-70 «ПРОФИ»:
Диапазон резки: кабели с ленточной броней диаметром до 70 мм
Оптимальное соотношение: функциональность – качество – цена
Секторные лезвия специальной формы
Твердость лезвий HRC 48…52
Функция разблокировки лезвий
Телескопические рукоятки с возможностью фиксации в любой точке
Ножницы не предназначены для резки проводов со стальным сердечником и кабелей с проволочной стальной броней
Упаковка: тканевая водозащитная сумка
Вес: 2. 90 кг
Длина: 350/430 мм
Производитель
КЭЗ КВТ ООО, Россия, г. Москва, проезд 17-й Марьиной Рощи, д. 9
Преимущества и особенности частотников китайского производства
Ситуация на российском рынке частотных преобразователей быстро меняется в сторону доминирования китайских производителей. Возникла необходимость заменить покидающие нашу страну и рынок бренды Danfoss, Schneider, Abb и других западных производителей на не менее функциональные и при этом более доступные по стоимости и логистике китайские преобразователи частоты для промышленности, инфраструктуры и систем жизнеобеспечения.
Почему мы уделяем внимание китайским брендам частотных преобразователей
Это решение диктуется комплексом факторов от введения санкций до сложностей с логистикой, патентными ограничениями, волатильностью курса валют и непредсказуемостью поведения ранее надежных партнеров. Работа промышленных предприятий не может быть остановлена, поэтому китайские частотники с их доступностью и возможностями становятся реальным выходом из сложившейся ситуации. Почему мы видим выход именно в этой продукции:
широкий выбор вариантов – китайские разработчики умеют находить баланс стоимости и функциональности, они предлагают широкий спектр решений от универсальных до специфических;
ценовая и логистическая доступность – частотные преобразователи из Китая стоят заметно меньше брендовых аналогов, не уступают им по функциональности, их проще заказать и доставить в Россию, используя железнодорожный и авиационный транспорт;
унификация – в этом иногда возникает проблема, так как некоторые решения китайских разработчиков специфичны, они могут опираться на ограниченные в выпуске партии компонентов, но эта тенденция постепенно корректируется;
у покупателя есть возможность ориентироваться на определенный ценовой сегмент, например, подобрать недорогой китайский преобразователь частоты для простой системы вентиляции, не переплачивая за бренд и в принципе ненужные дополнения;
в подавляющем большинстве случаев заменить частотный преобразователь брендового происхождения на китайский не составляет проблемы, если вы хорошо знаете технологический процесс, где будет применяться преобразователь частоты, знаете схему подключения и протоколы коммуникации, при интеграции в систему управления производством, и ориентируетесь в широком спектре предложений.
Наши предложения по частотным преобразователям из Китая
Мы предлагаем сформировать подход к выбору продукции, исходя из знания запросов рынка, предложений производителей и специфики задач. Для подбора решения необходимо:
сформулировать задачу и требования, например, указать цель использования прибора и характеристики основного оборудования;
ознакомиться с ассортиментом решений – китайских производителей много, мы можем подготовить свои рекомендации, исходя из знания этого сегмента;
обозначить ценовой и функциональный сегмент, в котором вас устроит соотношение стоимости и возможности приборов;
указать специфические особенности – например, необходимость подбора китайского частотного преобразователя, совместимого с определенным протоколом передачи данных, интерфейсом, узким диапазоном параметров питания и работы оборудования.
У китайской продукции в области преобразователей частоты есть важная особенность – она совместима с подавляющим большинством распространенных и применяемых в России решений. Если ваша насосная группа, ваши вентиляторы, моторы компрессоров в чиллере приобретены раньше и работают по стандартным протоколам, то найти китайский преобразователь частоты под них несложно. Он будет совместим по параметрам питания, обмена данными, диапазону погрешностей и спектру задач.
INNOVERT – хорошо проработанные решения для управления асинхронными двигателями в системах вентиляции, кондиционирования, подачи и аспирации воздуха. В зависимости от модели могут работать с простыми устройствами в сложных системах HVAC.
Advanced Control — китайские частотные преобразователи для широкого круга техники и электродвигателей с большими возможностями настроек. Хорошо известны в России, адаптивны, просты в обслуживании и управлении. Характеризуются простотой запуска в эксплуатацию, максимальной адаптированностью к российским условиям эксплуатации и запросам промышленности.
IDS Drive – бренд, специализирующийся на разработке и производстве преобразователей частоты для телемеханики, приводов, компактных устройств и простых систем вентиляции.
OptimusDrive – бренд работает над техникой для управления приводами насосов, конвейеров, вентиляторов. Выпускаются модели для сервоприводов и точных телемеханических устройств.
Prostar– китайские преобразователи частоты для широкого спектра промышленных и инфраструктурных решений. Бренд известен как производитель простых и недорогих устройств для большого спектра задач со стандартными запросами.
EasyDrive – преобразователи для управления двигателями с адаптивными настройками, сенсорным векторным управлением, для устройств с большим крутящим моментом и широким диапазоном параметров.
Здесь приведен далеко не полный список частотников из Китая, уже хорошо известных российскому потребителю. Наше предложение будет расширяться, так как на сегодня и в долгосрочной перспективе именно эти производители смогут обеспечить решение актуальных для российской промышленности задач.
Преимущества и особенности частотников китайского производства
Есть ряд особенностей, на которые мы рекомендуем обратить внимание:
китайские преобразователи частоты относятся к продукции, способной конкурировать по цене с любым западным или японским брендами;
за ценовую выгоду приходится платить – это выражается в том, что самые недорогие решения могут быть не универсальными, не всегда заменяемыми, но вполне рабочими на среднесрочный период;
китайские производители поддерживают сервис своих приборов, в последнее время охотно передают полномочия российским фирмам;
среди китайских частотников есть самые доступные по цене варианты, но есть и глубоко проработанные высокотехнологичные приборы с высокой стоимостью и широкой функциональностью;
приборы поддерживают работу с распространенными протоколами и интерфейсами, адаптивность распространяется на все стандарты питания, управления, защиты и передачи данных, сложности могут возникнуть при взаимодействии со специфическими разработками типа Lenze или Allen Bradley.
Стоит обратить внимание на китайский подход к разработке и производству – производители из КНР ценят функциональность, тяготеют к созданию универсальных приборов, пользующихся повышенным спросом. Возникающие при этом диапазоны погрешностей могут быть несколько расширенными, но не критичными для вашего производства. С учетом логистических и ценовых преимуществ именно китайские преобразователи частоты имеют самые серьезные перспективы на российском рынке.
вернуться в блог
Частотный Преобразователь, Китай Частотный Преобразователь каталог продукции Сделано в Китае
Главная
Каталог Продукции
Электричество и Электроника
Частотный Преобразователь
Категория Продуктов
Список Поставщиков
Примерно 34169 товаров найдены
Страница 1/1001
1
2
3
4
5
6
7
1001
Следующая
Показ:
10
30
50
Особенности Компании
Тип Члена
Gold Member
Audited Supplier
Тип Бизнеса
Исследование и Разработка
Провинция & Регион
Китайские производители преобразователей частоты
HomeInverters
Однофазный инвертор
Однофазный инвертор обычно используется для регулирования скорости электродвигателя малой мощности, с однофазным входом от 220 В до 240 В и трехфазным выходным напряжением (ниже, чем входное напряжение). Благодаря компактной конструкции этот тип преобразователей частоты может быть установлен в небольшое пространство легко.
Преобразователь частоты с векторным управлением
Этот преобразователь частоты поставляется нашей фабрикой со встроенной функцией векторного управления. Этот инвертор может работать непрерывно, даже если электропитание отключено на несколько секунд. Эта новая функция позволяет двигателю автоматически работать в условиях нестабильного электроснабжения, кроме того, он может отслеживать скорость асинхронного двигателя в режиме реального времени и запускать его с текущей скоростью, когда отключается питание. питание включено, эта функция обеспечивает более плавную работу электродвигателя с меньшими затратами на техническое обслуживание.
Преобразователь частоты среднего напряжения Gozuk
Gozuk EDS1000 — это полнофункциональный преобразователь частоты среднего напряжения, обеспечивающий выдающееся качество, производительность и надежность от 200 до 5000 л. с. Он использует технологию Smart HarmonicsTM от Gozuk, которая снижает общее гармоническое искажение входной мощности (THD) до уровня менее 50% от уровней IEEE519-1992.
Характеристики преобразователя частоты для управления двигателем насоса
Привод насоса имеет характеристику снижения крутящего момента, эффективная функция защиты от перегрузки важна для обеспечения работы насоса в условиях повышенного крутящего момента. В этом случае, как только ток перегрузки достигнет заданного значения, уменьшите выходную частоту преобразователя частоты, чтобы он не работал. Для таких нагрузок с пониженным крутящим моментом преобразователь частоты может работать в точке баланса в течение короткого времени и автоматически восстанавливать исходную заданную частоту после падения нагрузки.
Разработка преобразователя частоты в Китае для энергосберегающих отраслей
В ближайшие годы китайские инвестиции в энергосберегающие отрасли достигнут 4 трлн юаней, что очень хорошо для развития индустрии преобразователей частоты. В соответствии с постоянным развитием новых технологий, это позволит объединить новые технологии в отрасли для разработки инверторов нового поколения.
Преобразователь частоты в горнодобывающей промышленности
Преобразователь частоты используется в отраслях автоматизации в Китае около 20 лет, благодаря производительности и впечатляющим показателям экономии электроэнергии коэффициент использования достигает 30 процентов в различных отраслях и приложениях, особенно в последние годы, годовой темп роста составляет около 20%. Преобразователь частоты в моем приложении появился позже, чем в других приложениях, но за последние 5 лет развитие идет очень быстро и станет главой других приложений.
Как выбрать электродвигатель для преобразователя частоты?
Вам необходимо задать такие вопросы, как: 1. Какова будет длина кабеля между преобразователем частоты и двигателем? 2. Какое напряжение в системе? 3. Каково время нарастания выходных IGBT инвертора? 4. Является ли нагрузка постоянным крутящим моментом, переменным крутящим моментом или постоянной мощностью? 5. Какой диапазон скоростей требуется? 5. Будет ли двигатель переменного тока всегда получать питание от преобразователя частоты или требуется сетевой байпас? 6. Какое напряжение и частота указаны на паспортной табличке двигателя? 7. Какова мощность электродвигателя в лошадиных силах или кВт? 8. Будут ли проводники между двигателем и преобразователем частоты экранированными или неэкранированными? 9. Какой тип кабелепровода будет использоваться для проводников между преобразователем частоты и двигателем?
Высококачественные преобразователи частоты для управления скоростью электродвигателей в энергосберегающих решениях.
Поиск инверторов …
Категория
инверторы
Рекомендуемые
Однофазный инвертор
Однофазный инвертор обычно используется для регулирования скорости электродвигателя малой мощности, с однофазным входом от 220 В до 240 В для трехфазного напряжения . ..
Преобразователь частоты с векторным управлением
Этот преобразователь частоты поставляется нашим заводом со встроенной функцией векторного управления. Этот инвертор может работать непрерывно даже при отключении питания на несколько …
Рынок преобразователей частоты
Производители преобразователей частоты в основном сосредоточены на исследованиях и разработках, чтобы разрабатывать новые и улучшенные продукты, которые предлагают более выдающиеся и революционные функции …
Что такое преобразователь частоты?
Преобразователь частоты изменяет частоту и величину выходного напряжения, чтобы изменять скорость, мощность и крутящий момент подключенного асинхронного двигателя в соответствии с условиями нагрузки. …
Реконструкция преобразователя частоты для экономии энергии
Реконструкция преобразователя частоты ТЭЦ способствовала повышению экономического эффекта. Преобразователь частоты завоевал признание пользователей своей высокой надежностью, …
Типичные области применения преобразователя частоты
Инверторы Gozuk подходят для электроэнергетики, черной металлургии, ОВКВ, нефтяной, шахтной, строительной и т. д. для регулировки скорости высоковольтного двигателя, энергетики …
Преобразователь частоты для вентиляторов для энергосбережения
При использовании преобразователя частоты для регулировки скорости скорость вентилятора уменьшится с N1 до N2. Поскольку статическое давление вентилятора Pst=0, в соответствии с …
Последние
Преобразователь частоты 60 Гц в 50 Гц Двигатель 50 Гц, работающий от источника питания 60 Гц Однофазный преобразователь в трехфазный Типичные недостатки преобразователя частоты Поиск и устранение неисправностей преобразователя частоты Преобразователь частоты, лучшее решение для энергосбережения Преобразователь частоты лучше регулирующих клапанов в регуляторах расхода Преобразователь частоты для насосов Зачем двигателю переменного тока нужен преобразователь частоты? Определение размера преобразователя частоты Расчет энергоэффективности преобразователя частоты Преобразователь частоты для тяжелых условий эксплуатации (горнодобывающая промышленность)
преобразователь частоты — перевод на китайский — примеры английского
Эти примеры могут содержать нецензурные слова, основанные на вашем поиске.
Эти примеры могут содержать разговорные слова на основе вашего поиска.
Источник гармоник: ИБП, преобразователь частоты
谐波源:ups、 变频器
Применение преобразователя частоты среднего напряжения в водоснабжении
新科瑞 变频器 在供热系统中的应用及行业分析
Проверить индикатор неисправности на преобразователе частоты .
№ 变频器 上的故障指示器。
Хост имеет преобразователь частоты регулятор скорости kwong
主机速度有 变频器 【科沃】控制
Могут ли быть поставлены подходящие вентиляторы для специального напряжения для работы преобразователя частоты ?
是否可以将适用于 变频器 运行模式的风机用于特殊电压?
Нагрузка: воздушный компрессор, двигатель с преобразователем частоты
Цилиндрические направляющие используются в станках с ЧПУ, для которых точность обработки не так важна, и на первое место ставится стоимость оборудования. Технология индукционной закалки поверхности (твердость доходит до 60 HRC) повышает износостойкость, последующая шлифовка до Ra 0,8 max уменьшает коэффициент трения. Используются в комплекте как с бронзовыми или фторопластовыми втулками скольжения, так и с подшипниками качения.
Полированные валы
Характеризуются ценовой доступностью и легкостью монтажа, что снижает затраты на ремонт. Не рекомендуются к применению как направляющие для перемещаемых столов, расход которых превышает 1 м, поскольку крепление к станине в двух точках приводит к провисанию под нагрузками. В то же время, пригодны для перемещения шпинделя по оси Z, при условии, что шпиндель не нагружается (гравировка, раскрой тонкого листового металла, резьба по дереву и т.д.) и уравновешивается противовесом.
Недостатки:
при использовании подшипников качения давление со стороны шарика прикладывается в одной точке, со временем в этой точке продавливается канавка;
повышенная чувствительность к стружке и пыли;
невозможность подгонки подшипника к валу и создания преднатяга.
Тем не менее, эти минусы нивелируются низкой стоимостью и простотой замены вала, а проблема пыли и стружки в дерево- и камнеобрабатывающих мастерских решается установкой вытяжки с раструбом непосредственно в рабочей зоне.
Цилиндрические рельсы на опорах
Главный недостаток полированного вала – отсутствие опоры по длине, в этой конструкции компенсируется тем, что вал укладывается на алюминиевый профиль, крепящийся непосредственно к станине. Сопротивление нагрузке на изгиб одинаково во всех точках длины вала, поэтому цилиндрический рельс не прогибается.
Используются при построении бюджетных станков с рабочей зоной более 1 м. Но есть один нюанс, обуславливаемый конструкцией подшипников. Разомкнутый контур подшипника воспринимает усилия, прилагаемые в разных направлениях, по-разному, что требует контроля совпадения центра масс устанавливаемой на стол заготовки и геометрического центра стола. По этой же причине не применяются в кинематических схемах осей Z в станках с тяжелыми шпинделями.
Цилиндрические направляющие – бюджетный вариант, идеально подходящий для использования в малогабаритных или ненагружаемых станках с легкими шпинделями.
Круглые направляющие на опоре для станков ЧПУ
Срочная доставка по всей России
Станки с ЧПУ
Фрезерные станки с ЧПУ
Механические комплектующие
Алюминиевые заготовки
Гибкий кабель-канал
Держатели двигателей
Станочный профиль
Электроника для станков с ЧПУ
Блоки питания
Системы управления
Драйвера шаговых двигателей
Шаговые двигатели
Сервомоторы Omron
Шпиндели
Частотные преобразователи
Концевые датчики
Электронные компоненты
Фурнитура
Провода, кабели
Линейная механика
Линейные направляющие, подшипники
Круглые направляющие на опоре
Рельсовая механика
Приводная механика
Зубчатые рейки, шестерни
Трапецеидальный винт
Шарико-винтовые пары
Подшипниковые опоры
Зубчатые ремни и шкивы
Муфты
Оснастка, расходники
Для фрезерных станков
Дополнительное оборудование
Поворотные оси
Подставка для станка ЧПУ
Стол для СОЖ, нержавейка
Прочее
Наборы для сборки
Оптика
Зеркала и линзы
Главная / Линейная механика / Круглые направляющие на опоре
Круглые направляющие на опоре
Композиционные материалы всё больше завоевывают доверие в мире машиностроения, являются наиболее перспективными. Они сочетают в себе все лучшие качества нескольких материалов. Так и круглые направляющие на опоре (цилиндрические рельсы) несут в себе надежность, износостойкость, устойчивость к силовым нагрузкам стали и легкость, пластичность алюминия.
Рельсы данного типа закрепляются непосредственно на поверхность (станину, корпусную деталь) с помощью отверстий в опоре.
В отличие от обычных цилиндрических валов без опоры, менее подвержены осевым нагрузкам на прогиб. Это позволяет создавать конструкции с большей длиной линейного перемещения.
Мы поставляем направляющие максимальной длиной 3000мм. Их можно порезать в любой размер. Все цены указаны за 1000м
Линейные модули
Опорные модули SBR (каретки) на основе открытых подшипников LM..OP для использования в системах линейного перемещения в паре с цилиндрическими направляющими на опоре. Также могут использоваться с круглыми направляющими без опор для уменьшения габаритных размеров конструкции.
Корпус выполнен из качественного алюминия. Опорная поверхность отфрезерована для достижения точности относительного расположения, избежания несоосностей.
Предусмотрены 4 крепежных отверстия. На боковой поверхности резьбовое отверстие для регулировочного штифта (устранение люфтов при износа).
Высокоточные подшипники гарантируют минимальные потери на трение.
В настоящее время у Thomson есть две учетные системы: одна для загрузки веб-сайта и моделей САПР, а другая для электронной коммерции. Мы понимаем, что два входа в систему доставляют неудобства, и работаем над тем, чтобы объединить наши системы в один процесс входа. Пока мы не сможем объединить два входа, следуйте этим рекомендациям:
Вход на веб-сайт
Загрузить модели САПР
Сохранение и извлечение проектов в инструментах LinearMotioneering® и MicronMotioneering®
Доступ к экстрасети дистрибьютора и всем связанным ресурсам
Вход в систему электронной коммерции
Заказ напрямую в Thomson онлайн (только для Северной Америки)
Авторизованные дистрибьюторы Thomson могут просматривать и заказывать котировки онлайн (по всему миру)
Просмотр корзины покупок и просмотр предыдущих прямых заказов
Поиск продукта
Обзор
Литература
Модели САПР
Размер вашей системы
1Bx Концевая опора Система линейных направляющих RoundRail
1Nx Концевая опора Система линейных направляющих RoundRail
Система линейных направляющих RoundRail с непрерывной опорой 1Cx
1Px Система линейных направляющих RoundRail с непрерывной поддержкой
1Vx Система линейных направляющих FluoroNyliner RoundRail
Система линейных направляющих RoundRail бокового монтажа 1Dx
Двухвальная система линейных направляющих RoundRail 2DA
Система линейных направляющих RoundRail с двойным валом 2CA
Аксессуары для линейных направляющих
Линейные направляющие RoundRail — это неприводные строительные блоки для линейных столов скольжения. Они обеспечивают гибкость, чтобы соответствовать конкретным оболочкам, позволяя настраивать расстояния между валами и / или подшипниками на валах для создания более высокой допустимой нагрузки. В сочетании с шарико-винтовыми передачами они превращаются в приводной стол скольжения.
Почему системы линейных направляющих Thomson?
Для оптимального самовыравнивания компонентов подшипника с минимальным напряжением системы линейных направляющих Thomson обеспечивают сверхплавное перемещение при установке на подготовленные поверхности с более широким допуском. Наши системы линейных направляющих доступны в широком диапазоне размеров, типов подшипников и монтажных конфигураций, чтобы наилучшим образом соответствовать вашим конструкциям и приложениям управления движением.
Варианты индивидуальной настройки
Несмотря на множество вариантов линейных направляющих (концевая и непрерывная опора, FluoroNyliner®, боковая установка, двойная и двойная ось и т. д.), иногда для ваших дизайнерских проектов требуется решение, выходящее за рамки нашего стандартного предложения. В этих случаях инженеры по применению Thomson будут рады сотрудничать с вами, чтобы настроить систему линейных направляющих для круговых ограждений, которая точно соответствует вашим спецификациям.
С чего начать?
Thomson предоставляет обширные онлайн-ресурсы, которые помогут вам, где бы вы ни находились в процессе принятия решения о покупке:
Размер и выбор
Записи вебинаров
Часто задаваемые вопросы
ВИДЕО: Технические советы: Выбор опоры вала Thomson
Опоры вала необходимы для установки круглого вала, который будет использоваться в качестве линейной направляющей. Посмотрите это видео, чтобы узнать о различных стилях и о том, как их можно использовать в своих проектах.
ВИДЕО: Технические советы: выбор опорного блока Thomson
Посмотрите это видео, чтобы узнать о многочисленных конфигурациях опорных блоков Thomson и о том, какие из них подходят для ваших систем линейного перемещения.
ВИДЕО: Технические советы: как использовать регулируемые опорные блоки для повышения точности
Чтобы повысить точность ваших конструкций с линейным движением, рекомендуется отрегулировать опорные блоки для удаления ресниц. Посмотрите это видео, чтобы узнать, как это сделать.
ВИДЕО: Технические советы: Варианты монтажа круглого вала
Для использования круглого вала в качестве линейной направляющей требуется правильная установка вала. Посмотрите это видео, чтобы узнать о наиболее распространенных методах монтажа вала.
Технические статьи
Круглый или квадратный? Какая линейная направляющая идеальна для вашего приложения
Улучшения в грузоподъемности, сроке службы и простоте изготовления позволили постоянно расширяющемуся диапазону применений получать выгоду от линейных направляющих, практически свободных от трения. С момента появления квадратной или профильной направляющей линейной направляющей в 19 в. В 70-е годы перед инженером-конструктором встал принципиальный вопрос: круглый или квадратный?
Узнать больше
Выбор правильных линейных рельсов для вашего приложения
Как сделать выбор между основными типами линейных технологий и как спроектировать системы автоматизации, обеспечивающие оптимальную производительность, используя конструктивные требования, а не стоимость, в качестве основного фактора при выборе линейных компонентов.
Подробнее
Выбор и применение линейных подшипников и направляющих качения
Правильный выбор подшипника для конкретного применения необходим для экономии времени и чрезмерных затрат. Понимание компромиссов каждого типа подшипников важно для точного определения размера и выбора правильного подшипника для вашего приложения. В этой статье будет представлен обзор основных типов подшипников и направляющих для линейного перемещения, объяснено, как определить их для конкретных приложений, и описано, как устранять общие проблемы приложений.
Изучение компромиссных решений при выборе профиля линейной направляющей
2016-01-12
Изучение компромиссов конструкции при выборе профиля линейной направляющей
18. 11.2015
Правильный выбор линейных направляющих для вашего применения
2015-01-25
Миниатюрные самоустанавливающиеся шариковые подшипники с низким коэффициентом трения для линейного перемещения повышают точность тепловизионной камеры
05.12.2014
Круглая или квадратная линейная направляющая — что лучше подходит для вашего применения?
2013-05-16
Техническое обслуживание линейных подшипников — 5 ключевых советов, которые помогут избежать незапланированных простоев
01. 05.2012
Более качественная и экономичная гибка труб — роликовые подшипники Thomson обеспечивают…
01.12.2010
Выбор и применение линейных подшипников качения и направляющих
01.04.2010
Точное решение проблем управления движением — конвейеры, упаковка и другие…
01.08.2009
Линейные подшипники придают новый смысл движению по рельсам — Как выбрать линейный рельс…
01.01.2009
Круглый или квадратный? Новые технологии производства и экономия за счет масштаба…
01. 10.2007
К сожалению, этот инструмент выбора продуктов Thomson не работает должным образом без включенного JavaScript. Пожалуйста, активируйте для продолжения.
Направляющие системы RoundRail 2D/3D интерактивные модели
Размер вашей системы >
Линейная направляющая с круглым или профильным рельсом?
В этой статье мы расскажем, как выбрать линейную направляющую для вашего приложения и среды.
Линдси Бримейдж и Эрик Шульц | Томсон Индастриз Ян Миллер | Motion Industries Canada
Разработчики систем линейного перемещения часто взвешивают все за и против круглых и профильных (также известных как квадратные) линейных направляющих. При попытке определить, какую технологию внедрить, в игру вступает множество соображений; это только усугубляется, когда беспокойство вызывают экстремальные условия окружающей среды. Слишком часто выбор технологии линейных направляющих делается на поздних этапах проектирования и основывается на предположениях. Время, затраченное на детальный анализ, может отличить простую конструкцию от сложной, влияя на производительность, время сборки и общую стоимость.
Выбор круглых или профильных (квадратных) рельсов может повлиять на стоимость, производительность и долговечность в зависимости от применения. Изображение предоставлено Thomson Industries
Круглые и профильные рельсы часто функционально взаимозаменяемы, но даже внутри этих категорий существуют заметные различия. Правильный выбор для вашего приложения может дать значительные преимущества в стоимости, производительности и долговечности. В этой статье обсуждается, как эти различия проявляются в приложениях, осложненных экстремальными условиями окружающей среды. Будут обсуждаться вопросы выхода жидкости или твердых частиц, экстремальных температур, коррозии, ударов и вибрации.
Перед рассмотрением этих усложняющих факторов важно помнить о преимуществах и недостатках как круглых, так и профильных линейных направляющих в несложных условиях. Понимание этих технологий и того, как их лучше всего применить к приложению, всегда является первым шагом в хорошей практике проектирования.
Круглые направляющие для щадящих установок
Круглые направляющие являются более старой из двух технологий и существуют уже около 80 лет. Как правило, наиболее экономичный вариант (относительно стоимости комплектующих) круглых рельсов имеет меньшую грузоподъемность и меньшую точность. Конструкция круглого рельса очень снисходительна; это прощение может быть как силой, так и слабостью в зависимости от вашего применения. Для применений, где допустимы нестрогие допуски или где низкая стоимость компонентов более важна, чем жесткие допуски, круглые рельсы являются отличным вариантом.
Круглые направляющие являются самоустанавливающимися и легко прощают проблемы, возникающие из-за плохой параллельности или разной высоты направляющих в системах, использующих более одной направляющей. Эта технология обеспечивает гладкую платформу с низким сопротивлением. Красноречиво упрощенный профиль обеспечивает высокоэффективную герметизацию и устойчивость к естественным загрязнениям. Кроме того, круглые рельсы не требуют затрат времени и средств на обработку монтажной поверхности и являются единственным вариантом для приложений с торцевой опорой.
Обычно используется для гидравлических испытательных стендов, гидравлических насосов / двигателей с круглыми направляющими для испытаний. Прощающий характер круглых направляющих делает их подходящим выбором для применения. Изображения предоставлены Motion Industries
Профильная рейка (также известная как квадратная рейка) для большей точности
Профильная рейка является более новой из двух технологий и используется уже около 40 лет. Как правило, более дорогой из двух вариантов, профилированный рельс имеет более высокую грузоподъемность и гораздо большую точность. Конструкция профильной рейки не прощает ошибок, и эта строгость может как принести большую пользу, так и усложнить ваш дизайн. Природа этой технологии хорошо подходит для приложений, где требуются чрезвычайно высокие уровни точности или где чрезмерная нагрузка неотъемлема от выполняемой задачи. Компактный характер системы может помочь уменьшить общий размер оборудования, но более высокие предварительные нагрузки могут увеличить сопротивление.
Кроме того, природа процесса монтажа и установки профильных направляющих (включая механическую обработку поверхности) делает очень непростительной неправильную параллельность или изменение высоты направляющих для систем, в которых используется более одной направляющей. Производственные системы с использованием профильных рельсов требуют более высокой точности. Их сложный, хотя и компактный профиль также страдает от более сложной герметизации и сравнительно меньшей устойчивости к загрязнениям.
Для применения на плавильных заводах в этой части устройства для обработки алюминиевых слитков используются профильные (квадратные) направляющие. Профильные направляющие были выбраны из-за больших нагрузок и высоких требований к точности. Изображение предоставлено Motion Industries
Учет воздействия жидкости при выборе линейного рельса
Воздействие жидкостей, таких как вода, туман и высокая влажность, может привести к коррозии рельсов любого типа. Под давлением, например, при промывке, жидкости могут вымывать смазку. Воздействие коррозионно-активных жидкостей, таких как химические аэрозоли, горючее, кислые пищевые продукты, углеводороды, мочевина и удобрения, может представлять угрозу безопасности, а также способствовать износу, простоям и снижению производительности. Как круглые, так и профильные направляющие будут различаться по своим характеристикам работы с жидкостями в зависимости от уплотнения, типа смазки, выбора материала, покрытия, монтажа и соответствия стандартам, что особенно важно в медицинской и пищевой промышленности.
Как для круглых, так и для профильных направляющих полноконтактные уплотнения и надлежащая смазка предотвратят образование ржавчины на дорожках качения стальных компонентов. Уплотнения на круглых направляющих, как правило, вызывают меньшее сопротивление из-за их простой круговой геометрии, но для профилей в сборе доступны варианты с низким сопротивлением. В вагонах профильного рельса также могут использоваться продольные уплотнения, защищающие от проникновения снизу узла.
Выбор материала является еще одним ключевым компонентом способности системы работать с жидкостями. Преимущество круглых рельсов в том, что они могут использовать валы из незакаленной нержавеющей стали. Это делает их привлекательными для чистых сред, например, в полупроводниковой и медицинской промышленности, а также в суровых условиях пищевой промышленности. Для более высоких нагрузок может потребоваться закаленный вал. Этого можно добиться с помощью усовершенствованных покрытий, которые могут увеличить срок службы компонентов в 200 раз.
Варианты покрытия сопоставимы как для круглых, так и для профильных рельсов, и в обоих случаях повышенная защита от коррозии может потребовать компромисса с твердостью. Например, хромовое покрытие Armaloy обеспечивает умеренную коррозионную стойкость и твердость 78 HRc. Напротив, аустенитная нержавеющая сталь, такая как серия 300, более устойчива к коррозии, но дороже и имеет уровень твердости HRc только в 20-х единицах. Аустенитные нержавеющие стали обычно рекомендуются только для использования с втулками простого типа. Мартенситная нержавеющая сталь, такая как 440C, также обладает улучшенной коррозионной стойкостью по сравнению с углеродистой сталью, но может достигать уровня твердости в 50 и, таким образом, может использоваться с некоторыми запатентованными шарикоподшипниковыми шариковыми втулками.
На самом деле при рассмотрении вариантов покрытия могут играть роль и другие факторы. Нержавеющая сталь, например, является особенно хорошим выбором для пищевых сред или других применений, в которых пользователей может беспокоить отслаивание покрытия.
Правильно подобранная геометрия, ориентация и ограждение машины также могут улучшить ее способность справляться с избытком жидкости. Ориентация направляющей таким образом, чтобы свести к минимуму проникновение жидкости в опорные поверхности или способствовать стеканию, также улучшит обращение с жидкостью. Профильные рейки более компактны, поэтому они могут обеспечить большую гибкость, если возможны стандартные монтажные геометрии. Качество отделки монтажной поверхности является ключом к максимальной гибкости при установке профильных реек. Для большей гибкости установки профильные рейки поставляются в различных конфигурациях монтажа. Например, они могут крепиться болтами сверху или снизу и предлагают несколько способов закрытия отверстий под болты и их защиты от мусора, включая накладки, пластиковые и металлические заглушки для направляющих.
Когда требуется большая гибкость, круглые валы имеют преимущество. Они могут быть сконфигурированы разными способами, чтобы облегчить удерживание концов вала, и даже могут обеспечить структурную поддержку в более крупном узле. Варианты реализации уменьшенных диаметров, плоскостей или сверления корпуса вала по центру или радиально повышают гибкость монтажа. Самовыравнивающаяся конструкция круглых рельсов также более терпима к плохой параллельности и колебаниям высоты рельсов.
Защита линейных направляющих от твердых частиц
Твердые частицы, такие как металл, древесная стружка, очень тонкое стекло, керамическая пыль или мука, попадают в движущиеся части и влияют на износ и производительность. Твердые частицы могут падать на круглые или профильные рельсы или могут находиться в воздухе. Производители направляющих решают проблему удаления пыли и твердых частиц с помощью конструкций уплотнений и грязесъемников, которые защищают от твердых загрязнений, попадающих на поверхности подшипников.
Обеспечение надежного уплотнения на профильном рельсе является сложной задачей, поскольку грязесъемники должны соответствовать шариковым дорожкам, которые отшлифованы в рельсе, и могут увеличить сопротивление — фактически вдвое большее сопротивление, чем у круглых линейных подшипников. Конструкция скребков с малым лобовым сопротивлением для профильных рельсовых тележек помогает свести к минимуму эту проблему, но не устраняет ее.
Профильные рельсы могут использовать скребки для удаления более тяжелых частиц или сильфоны для защиты дорожек качения от скопления пыли или частиц. Круглые рельсы обладают естественной способностью избавляться от мусора из-за кривизны их валов. Хотя профильные рельсы скрыты от прямого доступа, они не обязательно сбрасывают мусор.
Каркас оборудования этого гидравлического испытательного стенда, который готов и находится в эксплуатации, защищает круглые рельсы от повреждений и загрязнения. Изображение предоставлено Motion Industries
Как круглые и профильные рельсы выдерживают экстремальные температуры
Экстремальные температуры, как правило, оказывают наибольшее влияние на пластиковые компоненты, такие как уплотнения и механизмы рециркуляции. Температуры выше или ниже номинала смазки могут привести к разделению и уменьшению таких компонентов, как базовое масло, загуститель и присадки. Колебания температуры могут вызвать конденсацию, что приводит к коррозии, а также к тепловому расширению и сжатию стали и алюминия.
На круглые рельсы можно установить цельнометаллические или нержавеющие подшипники без пластиковых компонентов. Как сталь, так и нержавеющая сталь обеспечивают более широкий профиль рабочих температур, но подшипники из нержавеющей стали имеют меньшую грузоподъемность, чем стальные. Кроме того, пластиковые торцевые заглушки и рециркуляционные трубки в профильных шинах часто не позволяют использовать их при экстремальных температурах.
Вибро- и ударопрочность
Постоянный крутящий момент и движение могут со временем ослабить компонент и привести к поломке. Ударная нагрузка, как и мгновенная ударная нагрузка, воздействует на все подшипники. Чем тяжелее груз, тем больше проблема, и, поскольку профильные рельсы могут выдерживать более тяжелые нагрузки, удар является скорее ударной силой. Однако во всех случаях рельс рассчитан на нормальную нагрузку, а не на ударную нагрузку. Наибольшее влияние оказывает тяжелая техника, где удар более вреден только из-за задействованной чистой массы.
Профильные рельсы также более устойчивы к сильным ударам, потому что они предлагают различные варианты предварительной нагрузки, которые могут сделать их более устойчивыми к другим ударам, не влияющим на тело качения.
Круглые рельсы менее устойчивы к ударам из-за естественной посадки с зазором. Однако они превосходят профильные направляющие, когда к рельсу прикладывается движущая сила жидкости, потому что они с меньшей вероятностью подтягиваются на участках дорожки, чем профильные рельсы.
Круглая или профильная рейка — окончательный вердикт
Решение о том, использовать ли круглую или профильную рейку, зависит от области применения. Как всегда, начните с определения профиля движения и основных рабочих характеристик. Затем оцените варианты в соответствии с их преимуществами или недостатками для каждой среды.
Профильные и круглые рельсы могут использоваться во влажных, агрессивных, запыленных средах, а также в средах с сильными ударами и вибрациями, если учитываются их конструктивные различия, аксессуары и общие требования к точности и нагрузке.
В тех случаях, когда точность, превышающая возможности круглых рельсов, важна в опасных условиях, могут быть указаны покрытия — или разработчику необходимо будет учитывать эксплуатационные ограничения и дополнительные затраты на профильные рельсы.
Профильные рельсы могут иметь некоторые преимущества во влажной среде, поскольку их компактный размер обеспечивает большую гибкость при монтаже во избежание влаги, но если требуются щадящие допуски, нестандартная геометрия или конфигурации с торцевой опорой, круглые рельсы имеют явное преимущество. Доступно множество полезных онлайн-инструментов, которые помогают пользователям взвешивать компромиссы между различными опасными условиями.
Для получения дополнительной информации посетите Motion Industries по адресу MotionIndustries.com/designworld . Также посмотрите это видео о вариантах монтажа для круглых валов…
Об авторах
Линдси Бримейдж — специалист по линейке продуктов — линейные подшипники и направляющие в Thomson Industries.
Шпагат джутовый двухниточный 1200 текс 100 м FIT 68264 аналоги, замены
Шпагат джутовый двухниточный 1200 текс 100 м FIT 68264 аналоги, замены
Показать каталог ↑Скрыть каталог ↓
Уважаемые Клиенты! В связи со сложившейся ситуацией, просим Вас актуальные цены на продукцию уточнять у персональных менеджеров. Благодарим за взаимопонимание и сотрудничество!
Найти
Kорзинa
(пуста)
Общая рубрика
Электрооборудование
Кабель-Провод
Светотехника
Низковольтное оборудование
Электроустановочные изделия
Материалы общестроительные
Инженерные системы
Инструмент и крепеж
Популярные категории
АВВГнг
АПвзБбШп
ПуГВ
Лампы накаливания
МКЭШвнг
КПСЭнг(А)-FRLS
ПНСВ
SAT
Труба гофрированная пластиковая
АПвБбШп
Главная
>Общая рубрика
>FIT
>Шпагат джутовый двухниточный 1200 текс 100 м FIT 68264 (#960902)
Данный товар не поставляется, возможные замены в перечне “Похожие товары”
Шпагат джутовый двухниточный 1200 текс 100 м FIT 68264 не поставляется, возможно товар снят с производства, по запросу, наши инженеры помогут подобрать аналоги, замены.
Шпагат джутовый двухниточный в категории «Тара и упаковка»
Шпагат джутовый двухниточный 0,8 кг/ д.2 мм
На складе
Доставка по Украине
238 грн/бобина
Купить
Шпагат (пряжа) джутовая двухниточная 0,6 кг
На складе в г. Киев
Доставка по Украине
180 грн/бобина
Купить
Шпагат джутовый двухниточный BSV 2 мм х 100 г коричневый
Доставка по Украине
32 грн
Купить
Шпагат джутовый двухниточный BSV 2 мм х 200 г коричневый
Доставка по Украине
60 грн
Купить
Шпагат джутовый двухниточный BSV 2 мм х 600 г коричневый
Доставка из г. Киев
174 грн
Купить
Шпагат джутовый двухниточный BSV 2 мм х 400 г коричневый
Доставка по Украине
116 грн
Купить
Шпагат джутовый двухниточный клубок BSV 2 мм х 85 г коричневый
Доставка по Украине
32 грн
Купить
Шпагат джутовый 2мм двухниточный 800 гр
На складе
Доставка по Украине
238 грн/бобина
Купить
Шпагат джутовый двухниточный для вязания 600 гр
На складе в г. Киев
Доставка по Украине
180 грн/бобина
Купить
Шпагат джутовый 400 г
Доставка по Украине
70 грн
Купить
Шпагат джутовый 600г
Доставка по Украине
105 грн
Купить
Шпагат джутовый двухниточный BSV 2 мм х 100 г коричневый
Доставка из г. Киев
37 грн
Купить
Шпагат джутовый двухниточный BSV 2мм х 200г коричневый
Доставка из г. Киев
73 грн
Купить
Шпагат джутовый двухниточный BSV 2 мм х 400 г коричневый
Доставка из г. Киев
142 грн
Купить
Шпагат джутовый двухниточный BSV 2мм х 600г коричневый
Доставка из г. Киев
211 грн
Купить
Смотрите также
Шпагат джутовый двухниточный клубок BSV 2 мм х 85 г коричневый
Доставка из г. Киев
37 грн
Купить
Шпагат джутовый JuteRD двухниточный 400грам 360м
Доставка по Украине
119 грн/бухта
Купить
Шпагат джутовый полированный 2мм (500 г)
Доставка по Украине
от 134 грн/бобина
Купить
Джутовая нить (шпагат) — 600 грамм. Шпагат для упаковки и декора.
Доставка по Украине
175.60 грн
184.90 грн
Купить
Шпагат джутовый полированный, 225 метров
Доставка из г. Киев
280 грн
Купить
Шпагат джутовый полированный, 75 метров
Доставка из г. Киев
120 грн
Купить
Шпагат джутовый упаковочный 50 метров
Доставка из г. Киев
100 грн
Купить
Шпагат джутовый, 350м
На складе в г. Киев
Доставка по Украине
222 грн
Купить
Шпагат джутовый JuteRD двуниточный 100 г 90 м
На складе в г. Киев
Доставка по Украине
55 грн
Купить
Шпагат джутовый JuteRD двуниточный 400 г 350 м
На складе в г. Киев
Доставка по Украине
188 грн
Купить
Шпагат джутовый JuteRD двуниточный 200 г 180 м
На складе в г. Киев
Доставка по Украине
94 грн
Купить
Шпагат джутовый фасованный 800 гр/3-х ниточный
На складе
Доставка по Украине
238 грн/бобина
Купить
Шпагат джутовый 200 гр.
На складе в г. Павлоград
Доставка по Украине
99 — 120 грн
от 2 продавцов
99 грн
Купить
Павлоград
Шпагат джутовый 400гр
На складе в г. Павлоград
Доставка по Украине
по 130 грн
от 2 продавцов
130 грн
Купить
Павлоград
Первая история — Поваренная книга шпагата
Начиная с истории
Многие проекты Twine 2 начинаются с сюжетной идеи. В этом примере идея истории будет заключаться в том, что игрок — астронавт, исследующий галактику. Они столкнутся с планетой, похожей на Землю, но со странными существами вместо людей!
При запуске Twine 2, онлайновой или настольной версии, открывается список историй. Здесь хранятся все истории, и к ним можно получить доступ.
Чтобы создать новую историю, нажмите кнопку «+История» на правой боковой панели. Это попросит название истории. Назовите эту историю Странная встреча в космосе и нажмите кнопку «+Добавить».
Теперь новая история добавлена в список, а просмотр проходов открывается автоматически!
Редактирование отрывков
Первый пассаж, добавленный в Twine 2, называется «Безымянный пассаж». Он будет расположен в середине экрана. Двойной щелчок (или тап на мобильном телефоне) откроет проход для редактирования.
Проходы имеют имена, необязательные теги и содержимое. По умолчанию отрывок будет иметь содержание . Дважды щелкните этот отрывок, чтобы отредактировать его.
Измените содержимое на следующее:
Как только люк вашего корабля «Кориолис» открывается, вы видите, как вокруг вас роятся твари. Их много, больше, чем вы можете легко сосчитать, и все они постоянно находятся в движении.
Закройте редактор прохода либо с помощью клавиши Escape, либо нажав или нажав на X в правом верхнем углу. Twine 2 автоматически сохраняет проход, когда вы его закрываете!
Игра в историю
Проход закрыт, пора играть!
Нижнее меню в окне прохода — это меню истории. Это позволяет изменять детали истории, возвращаться к списку историй и прямо сейчас воспроизводить историю.
Нажмите кнопку «Играть» в правом нижнем углу.
Twine 2 откроет историю в виде HTML-файла в веб-браузере.
Игра с онлайн-шпагатом 2
При использовании онлайн-версии история откроется в новой вкладке.
Примечание: URL-адрес в онлайн-версии Twine 2 будет выглядеть примерно так: https://twinery.org/2/#!/stories/2f3e4f18-2bde-4213-b29b-08a1e368804c/play .
Это не URL для доступа к истории! Числовая часть URL-адреса является ключом только к локальному хранилищу браузера.
История может быть воспроизведена, а новая вкладка безопасно закрыта, когда закончите. (Чтобы продолжить редактирование, оставьте вкладку открытой, и Twine 2 обновит ее при повторном нажатии кнопки «Воспроизвести».)
Игра с настольным шпагатом 2
При использовании настольной версии Twine 2 откроет HTML-файл, хранящийся во временных файлах операционной системы и в любом веб-браузере по умолчанию для системы.
В отличие от онлайн-версии, десктопная версия Twine 2 будет создавать новый файл при каждом нажатии кнопки «Воспроизвести».
Соединительные проходы
Вернуться к просмотру проходов.
Дважды щелкните (или коснитесь на мобильном устройстве) «Отрывок без названия» еще раз.
На этот раз добавьте следующее внизу:
[[Неужели это действительно Земля!?]]
На фоне редактирования прохода Twine 2 создаст новый проход под названием «Может ли это действительно быть Земля!?».
Примечание: Приведенное выше использование двойных открывающих и закрывающих квадратных скобок является переходной ссылкой. В Twine 2 ссылки соединяют проходы.
Закройте редактор прохода либо с помощью клавиши Escape, либо нажав или нажав X в правом верхнем углу.
Теперь два прохода! Первый — «Проход без названия», а второй — «Может ли это действительно быть Земля !?».
Щелкнув и перетащив любой проход, вы увидите, что они соединены. Они «связаны!»
Сыграй еще раз
Нажмите кнопку «Играть» еще раз.
На новой вкладке или на существующей вкладке воспроизведения (в зависимости от версии или если она была закрыта ранее) история будет обновляться.
В текст добавлена новая ссылка «Может ли это быть действительно Земля!?».
Ссылки на отрывки — это не просто связи между ними, они также являются гиперссылками между отрывками в рассказе.
При нажатии на историю загрузится новый отрывок. Тем не менее, этот отрывок «Может ли это действительно быть Земля!?», по-прежнему имеет текст по умолчанию «Дважды щелкните этот отрывок, чтобы отредактировать его».
Вернитесь к просмотру прохода и дважды щелкните (или коснитесь на мобильном телефоне) «Может ли это действительно быть Земля!?» проход.
Измените его содержимое на следующее:
Это действительно странная планета! Это не может быть Земля. Должно быть, я запутался по дороге сюда.
Закройте редактор прохода либо с помощью клавиши Escape, либо нажав или нажав X в правом верхнем углу.
Проверка прохода
На этот раз вместо того, чтобы нажимать «Играть», наведите курсор на проход в окне «Проход».
Появится новое меню со значками. Нажмите на треугольник («Тестовая история начинается здесь»).
Вместо того, чтобы начинать с исходного прохождения, история начнется в режиме отладки и начнется история с нового прохождения.
Это очень удобный способ протестировать отдельные отрывки и увидеть их содержание вместо того, чтобы перемещаться по истории.
Тестирование истории
Вернитесь к просмотру проходов.
В правом нижнем углу нажмите кнопку «Проверить».
Как и при тестировании с одного прохождения, это откроет историю через Режим отладки . Это откроет историю со стартового прохождения.
Поздравления
Использование шпагата 2 следует схемам, описанным на этой странице:
Начиная с идеи для истории
Добавление переходов и ссылок
Играйте в истории, чтобы испытать их в качестве читателя
Тестирование как отдельных отрывков, так и истории в целом
Шпагат Определение и значение — Merriam-Webster
1 из 3
твин
1
: прочная нить из двух или более нитей, скрученных вместе
2
архаичный
: скрученная или переплетенная часть или объект
3
архаичный
: акт скручивания, переплетения или объятия
близнец
тви-не
прилагательное
шпагат
2 из 3
переходный глагол
1
а
: скрутить вместе
б
: формовать путем скручивания : плетение
2
а
: переплетение
девушка сплетенная ее руки — Джон Бьюкен
б
: заставить окружить или свернуть что-то
с
: окружить
непереходный глагол
1
: обмотать вокруг опоры
2
: растянуться или двигаться извилистым образом : меандр
речной шпагат
6
сущ.
шпагат
3 из 3
переходный глагол
в основном Шотландия
: заставить (одного) потерять владение : лишить
скрутить его носа — J. C. Выкуп
непереходный глагол
в основном Шотландия
: часть
мы с тобой должны сплести—Р. Л. Стивенсон
Синонимы
Глагол (1)
катушка
штопор
завиток
переплести
спираль
поворот
ветер
Просмотреть все синонимы и антонимы в тезаурусе
Примеры предложений
Существительное
Пакет был завернут в коричневую бумагу и перевязан шпагатом .
прочный кусок шпагата
Последние примеры в Интернете
По мере роста лозы привязывайте ее к оконной раме с помощью шпагата .
— Джилл Глисон, Country Living , 31 марта 2023 г.
Используйте шпагат или цветочные завязки, чтобы закрепить все на месте.
— Линн Коултер, Better Homes & Gardens , 29 марта 2023 г.
Его ботинки были связаны сыромятными петлями, его брюки были завязаны шпагат вокруг лодыжек, а на шляпе были перья индейки.
— Фрэнк С. Хиббен, Outdoor Life , 27 марта 2023 г.
Оберните и обвяжите шпагатом .
— Хорошая уборка , 14 марта 2023 г.
Последний совет: укройте кусты до наступления зимы мешковиной или обмотайте ветки шпагатом .
— Чандра Флеминг, 9 лет.0078 Detroit Free Press , 10 марта 2023 г.
Аккуратно проденьте световую нить в террариум через отверстие в задней части, затем используйте бечевку и маленькие S-образные крючки, чтобы прикрепить мини-фонарики к ветвям.
— Журнал «Сансет» , 10 декабря 2022 г.
Все горшки на Аляске также должны использовать шпагат , который является биоразлагаемым, чтобы крабы могли сбежать в случае потери снаряжения.
—Лейн Уэлч | Рыбный фактор, Anchorage Daily News , 18 января 2022 г.
Используйте натуральный конопляный шпагат вместо пластиковой ленты и украсьте многоразовыми или природными предметами, такими как цветы или свежие травы.
— Washington Post , 21 декабря 2021 г.
Горизонтальная проволочная опора удерживает переплетающихся ветвей в вертикальном положении.
— oregonlive , 2 апреля 2023 г.
Прикрепите важные фотографии к плотной бумаге и повесьте их на веревку или бельевую веревку с помощью прищепок (если ваша вечеринка проходит в помещении, прикрепите их к бечевке или ленте и повесьте их на каминную полку или на стену).
— Сара Мартенс, Better Homes & Gardens , 1 марта 2023 г.
Его любимые занятия и еда. Любимое место Райтца в Диснейленде — бобслей на Маттерхорне, пара стальных американских горок , обвивающих альпийский пейзаж, напоминающий знаменитый крутой пик.
— Эй Джей Уиллингем, CNN , 4 марта 2023 г.
Шоколадная лоза У этой мощной вьющейся лозы привлекательные сложные листья, каждая из которых имеет пять округлых листочков.
Прикрепите важные фотографии к плотной бумаге и повесьте их на веревку или бельевую веревку с помощью прищепок (если ваша вечеринка проходит в помещении, прикрепите их к бечевке или ленте и повесьте их на каминную полку или на стену).
— Сара Мартенс, Better Homes & Gardens , 1 марта 2023 г.
Перед нами двое молодых людей с растрепанными волосами обвивают руки вокруг шеи друг друга.
— Клэр Дедерер, New York Times , 25 сентября 2022 г.
Прикрепите важные фотографии к плотной бумаге и повесьте их на веревку или бельевую веревку с помощью прищепок (если ваша вечеринка проходит в помещении, прикрепите их к бечевке или ленте и повесьте их на каминную полку или на стену).
— Сара Мартенс, Better Homes & Gardens , 3 августа 2022 г.
Образцы малиновой и бежевой ткани, прикрепленные к шпагату , имитируют развешенное для просушки белье; крошечная кучка металлических опилок и несколько камней образуют аккуратное птичье гнездо.
— The New Yorker , 18 августа 2021 г.
Узнать больше
Эти примеры программно скомпилированы из различных онлайн-источников, чтобы проиллюстрировать текущее использование слова «шпагат». Любые мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв об этих примерах.
История слов
Этимология
Существительное
Среднеанглийское twin , от древнеанглийского twin ; родственный среднеголландскому twijn шпагат, древнеанглийский twā two
Глагол (2)
изменение шотландского twin , от среднеанглийского twinnen , от twin double
Первое известное использование
Существительное
до 12 века, в значении, определенном в смысле 1 6
9 Verb0 век, в значении, определяемом в переходном смысле 1a
Глагол (2)
1722, в значении, определенном в переходном смысле
Путешественник во времени
Первое известное использование шпагата было до 12 века
Посмотреть другие слова того же века
Словарные статьи рядом с
шпагат
двухместный номер с двумя односпальными кроватями
шпагат
двухмоторный
Посмотреть другие записи поблизости
Процитировать эту запись «Шпагат».
Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/twine. По состоянию на 13 апреля 2023 г.
Ссылка на копию
Детское определение
шпагат
1 из 2
сущ.
twīn
: веревка из двух или более скрученных вместе нитей
шпагат
2 из 2
глагол
1
а
: скрутить вместе
б
: Interlace
2
: для катушки или причины катушки вокруг поддержки
Мощный сварочный аппарат предназначен для ручной электродуговой сварки с применением плавких электродов (ММА). Электронные компоненты и микропроцессорное управление сварочным током обеспечивают малые вес и габариты, стабильность характеристик и оперативное подстраивание к любым условиям процесса сварки: реализация защит, облегчение зажигания дуги, возможность сварки различных материалов различными электродами и т.д. ЗУБР — передовые технологии у Вас на службе
Применение
Для ручной электродуговой сварки с применением плавких электродов (ММА).
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Техническая информация
Артикул
Тип
инвертор
Тип сварки
ММА
Тип транзистора
IGBT
Мощность, кВт
8. 4
Макс. потребляемый ток, А
36
Род сварочного тока
постоянный
Сварочный ток, А
20-220
Диаметр электродов, мм
1. 6-5
Напряжение холостого хода, В
70
Рабочее напряжение, В
27.6
Диапазон напряжений сети, В
160-230
Пв, %
70
Кпд, %
85
Форсаж дуги
есть
Горячий старт
есть
Защита от прилипания электрода
есть
Защита от перегрева и перегрузки
есть
Дисплей
нет
Класс электробезопасности
I
Степень защиты
IP21
Номинальное напряжение, В/Гц
230 /50
Габариты, см
29х11. 5х18
Масса изделия, кг
5.1
Масса в упаковке, кг
6.0
Комплектация
Аппарат сварочный
1
Кабель с электрододержателем
1
Кабель с зажимом массы
1
Ремень
1
Руководство по эксплуатации
1
Документация
Инструкция (скачать pdf, 7. 59 МБ)
Рекламная брошюра (скачать pdf, 2.92 МБ)
Инструкция для печати (скачать pdf, 7.64 МБ)
СА-220_Приложение к инструкции (скачать pdf, 181.33 КБ)
СА-220_Приложение к инструкции (скачать pdf, 181.33 КБ)
Сопутствующие товары
Электроды с основным покрытием
Электроды с рутил-целлюлозным покрытием
Щетки крацовки
Электроды с рутиловым покрытием
Одежда защитная
Верстаки, тиски, струбцины
Сварочный аппарат инверторный, 220 А, ЗУБР по цене 8 820 руб.
у официального партнера ЗУБР в России
Преимущества
Надежный помощник в любых сварочных работах
Сварочный инвертор по технологии IGBT: — плавная регулировка сварочного тока в широком диапазоне — малое потребление электроэнергии, высокий КПД — простота работы и высокое качество сварного шва — сварка различных металлов — меньшее количество силовых элементов (при той же мощности) и, соответственно, выше надежность и меньше вес и размеры по сравнению с технологией MOSFET
Система защиты от перегрузки и перегрева
Функция «Горячий старт» облегчает поджиг дуги, форсируя стартовый ток
Функция «Форсаж дуги» увеличивает силу тока на очень короткий промежуток времени, снижая вероятность залипания электрода
Функция «Антиприлипание электрода» автоматически снижает сварочный ток в момент залипания электрода
Качественные компоненты позволяют работать дольше, проще и качественнее
Сварка постоянным током обеспечивает лучшее качество сварочного шва по сравнению со сваркой переменным током
Устойчивая работа при колебаниях сетевого напряжения до 160 В
Защита от пыли (покрытие платы специальным высокотемпературным лаком)
Меньшие вес и габариты по сравнению с трансформаторными сварочными аппаратами увеличивают мобильность и позволяют работать в труднодоступных местах
Ремень для переноски в комплекте
Возможность работы от генератора
Описание
Мощный сварочный аппарат предназначен для ручной электродуговой сварки с применением плавких электродов (ММА). Электронные компоненты и микропроцессорное управление сварочным током обеспечивают малые вес и габариты, стабильность характеристик и оперативное подстраивание к любым условиям процесса сварки: реализация защит, облегчение зажигания дуги, возможность сварки различных материалов различными электродами и т.д. ЗУБР — передовые технологии у Вас на службе
Применение
Для ручной электродуговой сварки с применением плавких электродов (ММА).
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Чтобы добавить отзыв, пожалуйста, зарегистрируйтесь или войдите
Распродажа
67 819 ₽
32 720 ₽
В наличии
Нет в наличии
23 452 ₽
11 490 ₽
В наличии
Купить в 1 клик
New!
21 619 ₽
11 430 ₽
В наличии
Купить в 1 клик
14 698 ₽
6 150 ₽
В наличии
Купить в 1 клик
10 628 ₽
4 450 ₽
В наличии
Купить в 1 клик
New!
8 456 ₽
4 730 ₽
В наличии
Купить в 1 клик
7 284 ₽
2 990 ₽
В наличии
Купить в 1 клик
New!
5 070 ₽
4 016 ₽
Осталась 1 штука
Купить в 1 клик
Оптовая фабрика сварочных аппаратов в Китае
Сварочный аппарат является одним из самых важных инструментов в библиотеке инструментов профессионального сварщика. С помощью этой машины можно легко и просто сварить несколько металлических деталей. Электросварщики используют тепло, чтобы расплавить металлические детали и сплавить их вместе.
Типы сварочных аппаратов
В зависимости от энергосистемы на рынке существуют две распространенные классификации сварочных аппаратов: электрические сварочные аппараты и бензиновые сварочные аппараты.
Электросварочные аппараты используют электрический ток для выработки большого количества тепла для расплавления металлических деталей. Поддержание постоянной подачи тока является важной частью бесперебойного выполнения сварочных работ. Электросварочные аппараты используют для сварки постоянный или переменный ток, плавящиеся или неплавящиеся электроды. Плавящийся электрод меняет свою структуру во время сварки, образуя сварной шов.
Сварочные аппараты с приводом от двигателя соединяют бензиновые, дизельные или пропановые двигатели с генераторами для обеспечения мощности для сварки прутком, сварки TIG (вольфрам в среде инертного газа), MIG (металл в среде инертного газа) и сварки порошковой проволокой. Их не нужно подключать к источнику питания, и они могут быть установлены на грузовике или прицепе. Чаще всего они используются в строительстве, ремонте сантехники и других наружных работах. Если они не используются для сварки, их можно использовать в качестве независимых генераторов для электроинструментов и другого оборудования. Инверторный сварочный аппарат более высокого класса сначала выпрямляет переменный ток из сети в постоянный, а затем преобразует постоянный ток в понижающий трансформатор для выработки необходимого сварочного тока. Этот портативный сварочный аппарат полезен для домовладельцев, специалистов по ремонту или техническому обслуживанию дома.
Аппарат для аргонодуговой сварки : Аппарат для вольфрамовой сварки в среде инертного газа подходит для выполнения любых точных работ. По сравнению с другими моделями сварочные аппараты TIG позволяют сваривать различные сплавы или металлы. Подходящие металлы включают никель, магний, низкоуглеродистую сталь, нержавеющую сталь и т. п.
Сварочный аппарат MIG : Аппарат для сварки металлов в среде инертного газа считается наиболее универсальным из всех сварочных аппаратов. Сварочный аппарат MIG подходит для сварки низкоуглеродистой стали, алюминия, нержавеющей стали и других материалов.
Аппарат для сварки стержней : Аппарат для сварки стержней очень удобен, потому что он не требует сжатого газа и может отлично работать в любой ветреной, ржавой или грязной среде. Он имеет функцию TIG и может обрабатывать стержни до 1/8 дюйма.
Точечная сварка : Считается антикоррозионной технологией, позволяющей соединять стальные листы толщиной примерно 3 мм. С помощью точечной сварки можно легко соединить 2 или 4 стальных листа с такой высокой плотностью толщины.
Подумайте, где, по словам ваших клиентов, используется сварочный аппарат, и какие виды сварки им необходимо выполнять. Если у вас есть вопросы о каком-либо из продуктов BISON или вы не уверены, какой продукт лучше всего подходит для вашего приложения, свяжитесь с нами.
Справочник по оптовой продаже сварочных аппаратов
Кроме того, внешний вид сварочного аппарата существенно влияет на портативность, вес и размер. Как правило, существует два типа дизайна. Первый представляет собой открытую или трубчатую раму, а второй представляет собой закрытый корпус. Сварочные аппараты для трубных рам обычно легче закрытых сварочных аппаратов и, как правило, более компактны. Закрытые корпуса обеспечивают лучшую защиту, а их уровень шума, как правило, ниже.
мощность
Вам необходимо обратить внимание на различную силу тока (мощность) или тип сварочного аппарата в зависимости от назначения сварочного аппарата, который вы хотите. Убедитесь, что сила тока, вырабатываемая машиной, достаточна для удовлетворения ваших потребностей. Чем выше сила тока, тем толще доску можно сварить с его помощью. Сварочный аппарат с приводом от двигателя может обеспечить мощность от 5 000 до 20 000 Вт. Если вам нужно одновременно управлять другими электроинструментами, работающими на открытом воздухе, вам может потребоваться более высокая мощность. Например, для работы воздушного компрессора требуется не менее 7500 Вт.
Вес и конструкция
Практически у каждой машины можно наблюдать общую черту, то есть чем мощнее машина, тем она тяжелее. Это только результат дополнительных компонентов, необходимых для увеличения мощности сварки. Дополнительные компоненты могут выполнять работу с большей точностью и аккуратностью, потому что вы можете настроить производительность в соответствии с вашими требованиями и максимально использовать возможности вашей машины.
Портативность
Если вы выполняете сварочные работы в разных местах, мобильность является важным фактором при покупке. Если вам нужно возить с собой мощное устройство, лучше всего установить его в кузове грузовика. Некоторые машины имеют колеса для увеличения мобильности.
Рабочий цикл
Рабочий цикл аппарата означает время, в течение которого сварочный аппарат может непрерывно работать при определенной мощности в течение десятиминутного периода. Рабочий цикл 60 % означает, что вы должны дать сварщику отдохнуть в течение примерно 4 минут после 6 минут непрерывной сварки. В большинстве случаев рабочий цикл увеличивается с уменьшением мощности. В условиях низкой мощности вы сможете сваривать в течение длительного времени.
Уровень шума
Сварочные аппараты с приводом от двигателя громче, чем электросварочные аппараты. Громкий шум отвлекает и может привести к потере слуха. Поэтому, если вы не хотите, чтобы ваших клиентов беспокоили проблемы с шумом, выбирайте модель с максимально бесшумной конструкцией.
специальная функция
Большинство сварочных аппаратов предназначены для специализированных сварочных проектов, таких как MIG, TIG и Stick. Большинство моих вариантов предоставляют вам сварку стержней, потому что ее проще всего настроить, и сварка не очень сложна. Однако к некоторым сварочным аппаратам можно подключать аксессуары, такие как газовые клапаны, катушки для сварки или устройства подачи проволоки для сварки MIG, TIG и сварки с флюсовой проволокой. Поэтому, если вам нужны определенные функции, обязательно приобретите соответствующие аксессуары.
Топливный бак
Одним из преимуществ сварочного генератора является его превосходная гибкость. Выполнять сварочные работы можно где угодно: на крыше, где-нибудь в поле или даже на обочине дороги. Поэтому мы настоятельно рекомендуем вам также продавать топливные баки оптом.
Сварочное приспособление
Используя сварочные приспособления, вы можете зафиксировать металл под определенным углом и в правильном положении, чтобы обеспечить чистый сварной шов. Сварочные приспособления и инструменты для обработки металла являются очень ценными аксессуарами для многопроцессорной сварки.
Защитный кожух
Вам необходимо обеспечить достаточную защиту сварки во время простоя. Защитный кожух позволяет не только продлить срок службы оборудования, но и избежать снижения рабочего цикла оборудования и вероятности выхода из строя из-за старения.
Материал двигателя
Основным компонентом электросварочного аппарата является двигатель. Рекомендуется продавать двигатели из чистой меди оптом, потому что проводимость меди уступает только серебру, тепловые характеристики уступают только серебру и золоту, а пластичность, коррозионная стойкость и механические свойства очень хорошие.
емкость
Вообще говоря, чем больше емкость, тем долговечнее сварочный аппарат.
Безопасность
Электросварочный аппарат — это инструмент с высокой степенью риска, безопасность превыше всего. Проверьте, есть ли на изделии винт заземления. Соединение заземляющего винта должно быть очищено от краски и хорошо заземлено.
В дополнение к принадлежностям самого сварочного аппарата не забудьте включить стоимость принадлежностей и расходных материалов, необходимых для эксплуатации нового сварочного аппарата. Сюда входят средства защиты сварщиков (каски, перчатки, куртки и т.
Как выбрать лазерный гравер для изготовления ПЕЧАТЕЙ и ШТАМПОВ
Далее нужно определить какой объем продукции вы хотите изготавливать.
Варианты оборудования для гравировки печатей и штампов
Маленькое, штучное производство
Для таких целей вам подойдет лазерный гравер Wattsan 0203 — самый оптимальный вариант для небольших задач или разовых нужд.
Размер рабочего поля этого станка 200х300мм. Размер заготовки резины обычно равен формату A5 или чуть больше.
Точность позиционирования — 0.05 мм, прост в настройке и управлении.
Популярен в изготовлении печатей для ООО, однако не подходит для печатей по ГОСТу.
Серийное производство
Для серийного производства подойдет лазерный гравер, модели Wattsan 0503.
На нём установлена профессиональная кинематика: шаговые трехфазные двигатели и линейные направляющие, которые обеспечивают беспрерывную работу станка в течение нескольких смен.
К примеру, у Wattsan 0203 направляющие роликовые. На них, в отличие от линейных, шарик касается направляющей только одной точкой.
И в сравнении с линейными, они выдерживают меньшую нагрузку и имеют меньшую скорость перемещения.
Если у вас крупное производство, лучше комплектовать станок линейными направляющими. Например, у Wattsan 0503 они идут в стандартной комплектации.
Он и многие другие наши станки универсальны. То есть, их можно использовать для разных производств, а в случае разовой необходимости дополнительно гравировать, например, печати.
Крупносерийное производство
Если вы хотите изготавливать ещё больше печатей, вам отлично подойдёт станок из серии Duos, например, Wattsan 1290.
У него две лазерные головы, работающие симметрично и синхронно. Они гравируют несколько изделий сразу.
При этом рабочее поле делится пополам, а макет для всех изделий должен быть одинаковым.
Лазерные граверы для изготовления штампов
Если с печатями все понятно, то для изготовления штампов нужна глубокая гравировка. К тому же, и резина для них используется более толстая.
Для работы с такими материалом потребуется более мощная лазерная трубка.
Кроме того, штампы нужно гравировать в несколько проходов. Что тоже нужно учитывать, если вы планируете изготавливать именно этот вид продукции.
На китайских лазерных станках без проблем можно изготовить любые печати и шампы, кроме печатей по ГОСТу.
Для изготовления печатлей по госту, необходимы специализированые станки.
Как повысить качество гравировки на печатях и штампах?
У гравировки резины, в отличие от работы с другими материалами, есть особенности. В основном, они связаны с подготовкой макета. Мы подскажем вам несколько фишек, которые нужно знать при гравировке печатей и штампов, чтобы улучшить её качество.
Зеркальное изображение
В управляющей программе RdWorks, которая обычно используется в лазерных станках, есть кнопка для “отзеркаливания” — Horz Mirror.
Эту функцию всегда необходимо использовать при гравировке, иначе её качество оставит желать лучшего.
Однонаправленная гравировка
И вторая фишка — кнопка X_urilateralism. Её так же несложно найти в управляющей программе.
Это значит, что гравировка будет однонаправленная.
При обычной гравировке лазер двигается сначала в одну сторону,т потом в другую. А при однонаправленной — он будет гравировать только в одну сторону.
То есть, в одну сторону он пойдёт вхолостую, а в другую — в рабочую.
Поскольку у резины мягкая текстура, при гравировке она может повредиться, и, как следствие, ухудшается качество изображения.
Таким образом, уменьшая силу и количество воздействий на материал, можно в десятки и даже сотни раз повысить качество гравировки, использовав функцию X_urilateralism.
Если вы воспользуетесь нашими рекомендациями по выбору станка для гравировки печатей и штампов и по настройкам управляющей программы, поверьте, вы приблизитесь к очень высокому качеству изображения.
Нюансы изготовления печатей и штампов на лазерном станке
Лазерные станки с ЧПУ обеспечивают высокую скорость и качество обработки. Прецизионная механическая часть и высокое разрешение оптической системы позволяют лазерным станкам с ЧПУ обеспечивать тонкий и аккуратный шов реза. Система ЧПУ чётко отслеживает положение излучателя и обеспечивает отменную точность позиционирования лазерной головки над заготовкой. В результате чего лазерный станок может реализовывать сложный маршрут обработки, а также гравировать поверхность заготовки с очень высокой детализацией изображений.
Принципиальным достоинством лазерного оборудования является способность работать с заготовками из различного материала. В частности, лазерный станок прекрасно обрабатывает резину, в то время как других способов её обработки с тем же качеством просто не существует (к примеру, фрезерный станок с ЧПУ не может бороться с «увязанием» режущего инструмента в податливой поверхности резиновой заготовки). Способность работы с резиной нашла воплощение в широком использовании лазерного оборудования для изготовления печатей и штампов.
Вне зависимости от сложности и детализации изображения печати, лазерный станок с лёгкостью перенесёт его на резиновую матрицу. При этом основой программы для обработки может выступать растровый или векторный рисунок (в том числе готовый или модифицированный шаблон), что значительно облегчает процесс производства. Поскольку мощность излучения в процессе обработки поддаётся регулировке в широких пределах, лазерный станок с ЧПУ может наносить эскиз печати или штампа на резиновую матрицу любого типа. Однако для получения качественного результата необходимо соблюдать ряд тонкостей в процессе обработки.
Технология лазерной гравировки
Принцип лазерной обработки состоит в точечном воздействии луча высокой энергии на материал заготовки. Под действием значительной температуры, поверхность материала испаряется в тех местах, где шаблон печати имеет пробелы. Соответственно, резиновая матрица приобретает рельефный вид. Благодаря движению лазерной головки над заготовкой реализуется возможность фигурной обработки в соответствии с заложенной в память ЧПУ графической программой.
Микроконтроллер ЧПУ считывает коды программного файла и формирует управляющие импульсы для исполнительных шаговых двигателей. Шаговые электродвигатели через ременные передачи приводят в движение головку лазерного излучателя. Перемещаясь над заготовкой, излучатель «выжигает» узор, являющейся точной копией графического эскиза — основы для управляющей программы. Газообразные отходы через систему вытяжки станка отводятся из зоны обработки. Иных отходов в процессе работы не образуется, что является значительным преимуществом бесконтактной лазерной обработки перед механическим резанием (точением или фрезерованием). Кроме того, лазерные станки с ЧПУ обеспечивают наилучшее соотношение качества, скорости и экономичности обработки.
Распространённые дефекты «лазерных» печатей
Типичной проблемой лазерной гравировки печати на резиновой матрице является несовпадение размеров/толщины шрифта с исходным рисунком (программой обработки). Шрифт может получаться заметно тоньше, или быть нечётким (вплоть до полной неразличимости).
Причиной такой ошибки может являться неправильная поправка на «толщину» луча. Средний размер лазерной «точки», фокусируемой системой линз станка непосредственно на поверхности обрабатываемой заготовки, составляет 0,1 мм. Следовательно, для внесения «поправки на толщину» следует программный эскиз в масштабе 1:1 обвести абрисом толщиной 0,1 мм.
Второй возможной причиной является неверное разрешение исходного эскиза (графического макета печати). Как правило, штампы рисуются в векторных программах (например, «CorelDraw»). Затем этот макет экспортируется в специальную программу управления лазерным станком (например, «LaserCut»), где на базе исходного эскиза строится маршрут обработки (траектория движения головки лазерного излучателя). Таким образом, макет печати может экспортировать в векторной форме, или предварительно конвертироваться в растровый формат.
Если макет печати экспортируется в растровом виде, его разрешение должно быть сравнительно высоким (от 1000 dpi и более). Иначе при «рисовании» лазером на поверхности резиновой матрицы отдельные элементы будут иметь сильно различимый «ступенчатый» вид. В этом случае проблемы с несоответствием толщины шрифта исходному макету решаются аналогично — увеличением разрешения графического файла.
При наличии возможности рекомендуется отправлять на станок векторные изображения для гравировки. Если же исходный макет печати содержит и векторный и растровый тип данных (к примеру, растровый логотип и векторная «шапка» шрифта), то лучше всё изображение перевести в растровую форму — с соблюдением приведённых выше рекомендаций по уровню разрешения.
И наконец, ещё одной причиной негативного результата гравировки печати может быть низкое качество резиновой матрицы.
Оптимизация управляющей программы для серийного изготовления
Мероприятия для обеспечения качества готовой печати, описанные выше, были рассмотрены для изготовления единичного экземпляра. Однако после «отладки» пробного изделия может понадобиться изготовить серию одинаковых печатей. Вне зависимости от конечного объёма партии, лазерный станок с ЧПУ обеспечит 100%-ое качество каждой печати и их полную идентичность.
Однако качество отдельных единиц серии — это не единственный показатель совершенства производства. При массовом изготовлении важным моментом является экономия материала заготовок и удельные затраты на работу станка в целом. Для сокращения издержек рекомендуется использовать возможности современных программ управления лазерным станком. В частности, утилиты автоматической оптимизации траектории движение головки излучателя и расположения повторяющихся изделий на большом листе заготовки. Для экономии материала, естественно, лучше располагать эскизы печатей вплотную друг к другу. Тонкость лазерного луча при «обводе» готовой печати по контуру обеспечит минимальное количество обрезков резины.
При производстве резиновых печатей на лазерном станке с ЧПУ (особенно, в процессе непрерывного изготовления большого количества изделий), необходима организации принудительной вытяжки и исправная система вентиляции производственного помещения!
Свежее:
Как выбрать лазерный гравировальный станок?
Лазерный маркиратор: как он работает и что может делать?
Можно ли лазером разрезать дерево?
Сферы применения лазерных станков с ЧПУ
Лазерный сварочный аппарат
Популярное:
Что такое чиллер для лазерного станка с ЧПУ?
Диагностика и ремонт блока питания лазерного станка с ЧПУ
Особенности лазерной резки пенокартона
Как выбрать лазерный станок
Способы качественного раскроя ткани на лазерном станке с ЧПУ
Побывали в гостях на производстве предприятия «АЛЬТАИР», которое успешно занимается производством деревянных игрушек и сувенирной продукции.
Видео с производства компании Пластфактория — наш уже постоянный клиент, который занимается POS-материалами и работает с крупными косметическими брендами.
Популярные категории товаров
Лазерные станки по фанере Газовый маркер Волоконный маркер Лазерные станки по дереву Лазерные станки Zerder Лазерный маркиратор Лазерные станки по металлу Лазерные станки Rabbit Лазерные станки для гравировки Лазерные станки WATTSAN
Индивидуальный запрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
Оцените информацию на странице
Средняя оценка: 3,9 Голосов: 12
Получить консультацию специалиста
Оставьте свои контактные данные и наши специалисты ответят на любой интересующий вас вопрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
Seal Engraving — Etsy.
de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 1000+ релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)
Печать Настольные пломбы с гравировкой
Мы наносим гравировку любого рисунка на настольную печать. Наше стандартное уплотнение показано ниже с твердой латунной головкой диаметром 25 мм, дополненной полированной ручкой из палисандра или дуба. Различные формы и размеры головы доступны по специальному запросу, как правило, за дополнительную плату в размере 50 фунтов стерлингов. Пожалуйста, заполните форму заказа, и мы подтвердим вам стоимость, прежде чем продолжить. Используя древние навыки, передаваемые из поколения в поколение, мы традиционно гравируем наши настольные печати; Это означает, что гравировка глубокая и трехмерная. После небольшой практики настольная печать способна легко создавать прочные и прозрачные восковые печати или оттиски. Все наши настольные печати, являющиеся отличным подарком, поставляются в привлекательных черных мешочках. В комплект входят бесплатные восковые палочки и презентационная восковая печать с вашим выгравированным рисунком.
Цена «Купить сейчас» включает в себя следующие гравированные рисунки (пожалуйста, нажмите для примера) Геральдический герб | ‘Семейный оружейный полигон’ | значок клана | Значок школы или клуба | Популярные символы:
Настольное уплотнение — 25 мм палисандр/дуб Ручка:
Выгравировано ВАШИМ гербом | Семейное оружие | Клан | Значок клуба
Индивидуальный дизайн:
464 фунта стерлингов
660 $
Доверенность
КУПИТЬ
ЦИТАТА
Для индивидуального дизайна, не подпадающего ни под одну из этих категорий, например, изготовленного на заказ или богато украшенного герба (где «Семейный ассортимент оружия» не подходит), запросите котировка .
Виды фокусирующих линз для лазерных станков CO2 с ЧПУ и их предназначение
Фокусирующая линза в лазерном станке CO2 является принципиально важным звеном на пути движения лазерного луча от лазерной трубки до обрабатываемой заготовки. Фокусирующая линза завершает движение луча и необходима для создания зоны каустики луча. Зона каустики дает возможность лучу разрезать и гравировать материалы.
D – диаметр светового потока
f – фокусное расстояние
d – диаметр светового пятна или иначе ширина реза
2z — зона каустики луча (зона протяжки), как видно на рисунке, определяет толщину разрезаемого материала.
Таким образом фокусирующая линза позволяет делать ширину реза детали минимальной и определяет максимально возможную толщину разрезаемого материала.
Длина каустической зоны 2z (Рис. 1) определяется мощностью излучения лазерной трубки. Обычно на 10 Ватт мощности приходится 1 миллиметр толщины реза. К примеру, если необходимо резать фанеру толщиной 10 миллиметр, то необходимо использовать лазерную трубку CO2 с мощностью излучения не менее 100 Ватт.
Виды фокусирующих линз
Линзы между собой различаются по нескольким параметрам:
Материал изготовления
Фокусное расстояние
Диаметр
Материал изготовления
Чаще всего в лазерных станках СО2 применяются линзы с напылением: GaAs – арсенид галлия и ZnSe – селенид цинка.
Линзы GaAs с арсенидом галлия имеют темно зеленоватый цвет с металлическим блеском. Их особенностью является твердость и жесткость напыления, что значительно расширяет спектр их применения. Поэтому их используют в производствах, где при работе с материалом пылевые и абразивные частицы попадают на линзу.
Так же более устойчивы к ручной чистке, протирке. Исходя из этого являются более долговечными, но и более дорогими.
Линзы ZnSe – являются наиболее востребованными в лазерных станках СО2. Имеют желто-оранжевый цвет, прозрачные. Обладают высокой точностью, и меньшим поглощением за счет своей прозрачности.
Так же на линзах ZnSe лучше заметны загрязнения, что позволяет своевременно их чистить и иметь на выходе лазерный луч без оптических потерь.
Фокусное расстояние
По фокусному расстоянию линзы делятся на 3 категории:
Короткофокусные линзы CO2 ( фокус f до 40 мм.)
Среднефокусные линзы CO2 ( фокус f от 40 мм. до 75 мм.)
Длиннофокусные линзы CO2 ( фокус f от 75 мм. и больше)
f – фокусная зона (Рис.1)
Фокус линзы подбирается исходя из поставленных задач резки и гравировки. Тут существует одна закономерность: чем меньше фокус, тем тоньше диаметр лазерного луча, но и меньше зона каустики (толщина реза), и соответственно наоборот.
Поэтому если необходима максимальная четкость гравировки, то выбирается короткофокусная линза, а если есть необходимость разрезать более толстый материал, то выбирается длиннофокусная линза.
Среднефокусная линза является золотой серединой между резкой и гравировкой и поэтому стала самой популярной при работе на лазерных станках CO2. Чаще всего в базовом комплетке поставки станка идет именно среднефокусная линза.
Диаметр линзы
Диаметр линзы для лазерных станков CO2 варьируется в интервале от 12 мм. до 30 мм. И чаще всего зависит от размера станка и мощности лазерной трубки. Связано это с тем, что лазерный луч имеет коническую форму на расширение (рассеивание) и чем больший путь он проходит между двумя зеркалами, тем сильнее расширяется и соответственно для сбора луча в тонкий пучок требуется линза большего диаметра.
Поэтому если расстояние между зеркалом 2 и зеркалом 3 небольшое (менее 50 см.) то ставят линзы диаметром менее 20 мм. Если расстояние между зеркалом 2 и зеркалом 3 менее 180 см., то уже ставят линзу диаметром 20 мм., ну а если это расстояние больше 180 см., то ставят уже линзу диаметром 25 или даже 30 мм.
Надеюсь, что ознакомившись с данной статьей вы облегчите себе выбор оптимальной линзы под ваши задачи для работы на лазерном станке CO2. При бережном отношении к линзе, своевременной чистке вы обеспечите её долгосрочную работу и всегда будете иметь на выходе луч максимально возможной мощности без оптических потерь.
Каталог линз для лазерных станков — открыть.
Фокусные линзы для лазерного станка
Основная задача линзы — собирать и уплотнять лазерный луч, направляя его на поверхность материала. Чем меньше будет паразитного излучения, то есть любого излучения вне центральной точки фокуса, тем больше будет скорость резки и качество гравировки. В идеале вся энергия лазера должна быть сфокусирована в одной маленькой точке и никак не рассеивается, но это идеальные условия и естественно, что какая-то часть излучения будет рассеиваться всегда.
Что такое фокусирующая линза?
Это небольшая, круглая, цилиндрическая шайба желтого или черного цвета. Диаметр изделия, используемого в лазерных станках Co2, бывает: 12, 18, 20 или 25 мм, а толщина от полутора до трёх миллиметров.
Линза может быть как прозрачной, так и не прозрачной. Это зависит от материала из которого она выполнена. Наиболее распространены желтые линзы, которые, в свою очередь, могут обладать разными оттенками желтого цвета. Примененный материал в производстве: селенид цинка (ZnSe). Нсмотря на визуальное сходство, это не стекло, а искусственно выращенный материал из паров цинка и селенида. Черные линзы делаются из Арсенида Галия (GaaS). Основное отличие состоит в том, что они менее эффективны, но гораздо более прочные, впрочем, как раз из-за сниженного КПД, особого распространения они не получили.
Использовать обычную стеклянную оптическую линзу для фокусировки лазерного луча не имеет никакого смысла, так как с учётом длины волны лазерного луча, стекло не является прозрачным материалом. Как следствие, при попытке применения такой оптики, она просто нагреется и лопнет.
Какую форму линзы выбрать?
Форма оптическая линзы, правильность ее геометрии, а также качество материала определяют конечную производительность лазерного станка. Применяемые в настоящее время линзы на лазерных станках имеют формы:
Плоско-выпуклая
Менисковая (положительный мениск)
Самым лучшим выбором для лазерного станка будет менисковая линза. Она имеет лучшие параметры собираемости луча и плотность. Менисковость, то есть «вогнутость», «впуклость» будет составлять 0.4-1 мм в центре линзы.
Материал и производители
Материал для линзы производят в России, США, Китае. Производители, изготавливающие фокусные линзы наилучшего качества: II-VI и Ophir. Данный материал имеет двойное назначение. Так как данный материал пропускает ультрафиолетовое и инфракрасное излучение, сферы его применения очень разнообразны: от обтекателей ракет (головок самонаведения), до известных всем нам оптических линз для лазерных станков.
Как чистить фокусную линзу?
Линза без должного ухода прослужит очень недолго и вскоре станет причиной низкой скорости резки. Оптика требует минимального ухода, но надо знать, как правильно это делать.
Порядок ухода
Мягкую не ворсистую палочку промочить в чистом спирте
От центра линзы круговыми движения по спирали без нажима смочить поверхность (дать время разъесть грязь)
Повторить несколько раз процедуру
Если у вас остаются разводы, то спирт содержит примеси. Надо найти чистый спирт без примесей.
Важно не давить и не тереть область загрязнения, ведь таким образом вы можете поцарапать линзу. Если у вас въевшееся загрязнение, то аккуратно вытащите линзу и положите ее в емкость со спиртом на 30-60 минут. Потом аккуратно почистите ватной палочкой.
Как подобрать линзу для лазера?
Оптический элемент подбирается исходя из решаемых задач. Если ваша задача это резка тонкого, ровного материала, то лучше брать линзу с фокусом 38 мм. Если материал толще 10 мм, то фокусное расстояние должно быть от 76 мм. Наиболее универсальная линза имеет фокус 50. 8 мм.
Как часто надо менять?
Менять линзы надо не дожидаясь, когда они развалятся, так как, не заменяя ее своевременно вы снижаете КПД производства и тем самым увеличиваете производственные издержки из-за нестабильного качества и увеличенных расходов на электричество.
Линзы надо менять каждые 500 рабочих часов, то есть примерно 1 раз в 3 месяца. Заменяемая линза необязательно должна быть треснута и тп, она просто утрачивает свои физические свойства. Увидеть их на глаз и как-то измерить невозможно без специального оборудования. Выбрасывать линзы не стоит, лучшеее отложить на случай если у вас не будет подменной в случае полного разрушения текущей.
Для каких станков подходит?
Важными параметрами подбора фокусной линзы являются ее физические габариты, так как она помещается внутрь лазерной головки. Далее надо определиться с фокусным расстоянием и ее качеством. Цена не говорит о качестве, равно как и то, что там написали китайцы на упаковке. Важен поставщик, который гарантирует качество и параметры при которых вы достигнете нужной производительности, так как именно это является вашей конечной целью.
Производитель станка и его марка не имеют никакого значения для подбора линзы. Линзы универсальные и подходят для любых станков.
Лазерные линзы, оптика и фокус
НовичкамВ новостяхОптикаОптика
24.11.2019
26 703 5 минут чтения
В этой статье немного рассказывается о лазерной теории, а также о практическом применении оптических систем в типичном портальном CO2-лазере. Это статья начального уровня. В будущем будут созданы более продвинутые статьи.
1. ЛАЗЕРНЫЕ ЛУЧИ
Лазер состоит из усиливающей среды, механизма подачи энергии и элемента, обеспечивающего оптическую обратную связь. Усиливающая среда представляет собой материал, свойства которого позволяют ему усиливать свет за счет вынужденного излучения. Свет определенной длины волны, проходящий через усиливающую среду, усиливается.
Чтобы усиливающая среда усиливала свет, она должна получать энергию в процессе, называемом накачкой. Энергия обычно подается в виде электрического тока или в виде света с другой длиной волны. Свет накачки может обеспечиваться лампой-вспышкой или другим лазером.
Наиболее распространенный тип лазера использует обратную связь от оптического резонатора с парой зеркал на обоих концах усиливающей среды. Свет отражается между зеркалами, проходя через усиливающую среду и каждый раз усиливаясь. Обычно одно из двух зеркал, выходной ответвитель, частично прозрачно. Часть света уходит через это зеркало.
Участок луча, ближайший к соединителю, очень когерентный и параллельный. В дальнем поле пучок начинает расходиться. Диаметр луча на дальнем конце зависит от длины луча, но в случае обычного лазерного гравера он составляет около 0,24 дюйма. Луч отражается через зеркала к головке, в которой находится фокусирующая линза.
2. ЗЕРКАЛА
Направляющие зеркала направляют лазерный луч на головную и портальную транспортную систему и позволяют ей двигаться. Лазерные зеркала разработаны с высокой степенью отражения для определенной длины волны или диапазона длин волн с использованием различных подложек, покрытий или их комбинации.
Зеркала идеально подходят для лазерных приложений, где пространство ограничено, поскольку луч можно точно направить несколько раз, чтобы он попал в определенную область. Мы кратко коснемся некоторых распространенных типов зеркал и их свойств:
Si Зеркало: Силиконовое стекло с золотым покрытием, отличный коэффициент отражения, не годится для чего-либо выше 80 Вт. Mo Зеркало: Молибден, очень прочный, но с самым низким коэффициентом отражения, отлично подходит для источников мощностью 80 Вт и выше. Cu Зеркало: Медь, показатель отражающей способности ниже золотого Si, но прочный и показатель лучше, чем у Mo.
Si прослужит от 9 месяцев до года, медные прослужат год или больше, но легко царапаются и требуют постоянной чистки/полировки. Mo прослужит до 3 лет или около того, K9 … ну … вы действительно должны содержать их в безупречной чистоте и избегать ЛЮБЫХ царапин или дефектов.
Вот хак, который я выполнил на своем ULS-25. Я использовал старые пластины жесткого диска для изготовления «аварийного» зеркала (которое все еще находится в устройстве и работает ОТЛИЧНО). Правильный способ сформировать зеркало — вырезать его на фрезерном станке с ЧПУ, чтобы предотвратить коробление и деформацию, но в итоге я просверлил ряд небольших отверстий и использовал пару диагональных резаков, чтобы обрезать его. Это уродливо, но это сработало как шарм:
3. ФОКУСИРУЮЩИЕ ЛИНЗЫ
Фокусирующие линзы, которые чаще всего используются в K40 (а также в большинстве других аналогичных конструкций), представляют собой плосковыпуклые линзы из селенида цинка (ZnSe). Они изогнуты с одной стороны и плоские с другой. С плосковыпуклой линзой ИЗОГНУТАЯ СТОРОНА ПОДНИМАЕТСЯ (к лучу) и ПЛОСКАЯ СТОРОНА ВНИЗ (к работе). Другими словами, лазерный луч должен сначала пройти через изогнутую часть линзы. Объективы обычно обозначаются их фокусом. Самый распространенный объектив, поставляемый с K40, — это объектив 2,0 дюйма или 50,8 мм. Это относится к фокусу или расстоянию между объективом и произведением. это не относится к диаметру. Диаметр стандартного объектива K40 составляет 12 мм. Многие люди заменяют заводскую головку на головку LightObject.
Вот схема, показывающая некоторые распространенные линзы и их фокусирующие свойства. Допуск — это фокальная плоскость или часть луча с почти одинаковым размером пятна. Фокусное расстояние находится от линзы до точной середины допуска (фокальной плоскости).
щелкните изображение, чтобы увеличить его
4. ЧИСТКА И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
ПРИМЕЧАНИЕ. Необходимо следовать рекомендациям производителя, и они имеют приоритет над нашими рекомендациями.
Пыль и пятна на оптике могут вызвать рассеяние, а загрязнения на оптической поверхности могут реагировать с падающим лазерным светом и повреждать оптические покрытия. При правильном обращении и очистке оптики вы можете предотвратить ее повреждение и обеспечить ее постоянную работу.
Если он не грязный, не чистите его! Обращение с оптикой увеличивает вероятность ее загрязнения или повреждения, поэтому чистить оптику следует только при необходимости.
Вы должны обращаться с оптикой в чистой среде с низким содержанием пыли. Поскольку масло и грязь с ваших рук могут испачкать или повредить оптические покрытия, вы не должны прикасаться к какой-либо пропускающей или отражающей поверхности оптики.
Осмотрите оптику на наличие пыли и пятен, поднеся ее к яркому источнику видимого света. Просмотр оптики под разными углами позволяет увидеть рассеяние от пыли и пятен.
Удаление пыли всегда является первым шагом в чистке оптики. Протирать пыльную оптику все равно, что чистить ее наждачной бумагой. Поэтому перед протиранием любой оптики всегда протирайте пыль баллончиком, сжатым и отфильтрованным воздухом или азотом.
Если на запыленной оптике нет видимых пятен после того, как вы пропылили ее, помните: «Если она не грязная, не чистите ее». Если он все еще грязный, правильное использование растворителей и салфеток для линз часто может помочь.
Растворители для чистки стекол оставят полосы, а папиросная бумага или футболка поцарапают, поэтому всегда чистите оптику реагентным или спектрофотометрическим растворителем и салфеткой с низким содержанием ворса, предназначенной для очистки оптики.
Всегда используйте ткань для линз с растворителем, так как сухая ткань для линз может поцарапать оптические поверхности. Хорошим растворителем для использования является смесь 60% ацетона и 40% метанола. Метанол замедляет время испарения, а также растворяет мусор, который не очистил бы один ацетон.
Изопропиловый спирт безопасен и эффективен, но его относительно медленное испарение может оставить следы высыхания на оптике.
Очистка краев оптики перед очисткой ее поверхностей предотвращает попадание грязи на поверхность. Медленное вытирание позволяет растворителю испариться без образования полос. Помните, медленно и неуклонно чистите оптику.
Для более мягких покрытий, которые легче повредить, мы рекомендуем использовать метод «погружения». Просто удалите пыль с оптики, а затем погрузите ее в ацетон. Если оптика сильно загрязнена, можно использовать ультразвуковую ванну.
Промойте и погрузите оптику в свежий растворитель несколько раз, пока она не станет чистой. Чтобы высушить оптику, осторожно сдуйте растворитель с одного направления, чтобы не оставить следов высыхания.
5. ТЕСТ ЛАМПА
Это мой взгляд на тест линейного изменения скорости:
Связанные статьи
Проверьте также
Закрывать
Фокусировочная линза для CO2-лазера: что вам нужно знать
Фокусировочная линза для CO2-лазера является важной частью большинства лазерных станков для резки и гравировки. Независимо от того, являетесь ли вы любителем, энтузиастом или профессионалом в сфере бизнеса, определение подходящего объектива для ваших нужд поначалу может сбивать с толку. К сожалению, не существует одной линзы, которая подойдет для каждого проекта, но вы можете менять линзы в соответствии со своими конкретными потребностями и получать наилучшие результаты от своего лазерного гравера CO2.
Каждая линза имеет разные возможности в зависимости от того, используете ли вы ее для резки (вектор) или только для гравировки (растр). Переменные будут варьироваться от толщины или твердости вашего материала до уровня детализации, который вам нужно вырезать или выгравировать. Давайте рассмотрим различные варианты объективов, которые помогут вам выбрать именно тот объектив с лазерной фокусировкой, который вам нужен.
Линза фокусировки лазера CO2: принцип работы
Когда лазерный луч выходит из лазерной трубки, он срабатывает в несфокусированном состоянии. Поскольку луч, испускаемый трубкой CO2-лазера, шире, чем у волоконного лазера или УФ-лазера, его необходимо сфокусировать в точке, в которой он сможет правильно взаимодействовать с материалом. Лазерный луч по-прежнему сможет оставлять следы на ваших материалах без фокусирующей линзы CO2-лазера, но он будет выглядеть как непоследовательный ожог.
Чтобы можно было использовать луч, испускаемый CO2-лазерной трубкой, его необходимо сфокусировать в точку на заданном расстоянии с помощью выпуклой линзы. Фокус этих линз находится в диапазоне от полутора до пяти дюймов от линзы, и это расстояние будет определять, как лазерный луч воздействует на материал.
Простыми словами:
Чем короче фокусное расстояние, тем меньше деталей можно выгравировать, но будет меньше глубина резания,
Объективы с большим фокусным расстоянием не смогут выгравировать мелкие детали, но будут иметь увеличенное фокусное расстояние.
Объектив для фокусировки с помощью CO2-лазера: воздушные конусы
Различные фокусные расстояния линз варьируются от 1,5 до 5 дюймов. и будет поставляться с соответствующими инструментами и воздушными конусами, которые потребуются для правильной фокусировки и функционирования этого объектива.
В CO2-лазерах серии Muse будет свой носовой конус, который будет использоваться для каждой фокусирующей линзы. Этот носовой конус обеспечивает оптимальное давление воздуха на ваш материал, помогая сдувать пыль или мусор и предотвращая возгорание.
Для высокопроизводительных лазерных систем серии P будут использоваться конусы двух разных длин. Больший воздушный конус будет использоваться для линз с большим фокусным расстоянием, а короткий конус будет использоваться для линз с меньшим фокусным расстоянием.
Объектив для лазерной фокусировки CO2: Фокусное расстояние в разбивке
Предлагаются четыре варианта фокусного расстояния: 1,5″, 2″, 2,5″ и 5″. Серия Muse стандартно поставляется с 2-дюймовым объективом и соответствующим предустановленным воздушным конусом, а серия P стандартно поставляется с 2,5-дюймовым объективом и соответствующим предустановленным воздушным конусом.
1,5-дюймовая фокусная линза (размер пятна 0,003 дюйма): Это линза с самым коротким фокусным расстоянием. Поскольку луч будет сфокусирован более близко к вашему материалу, это означает, что он также будет быстрее распространяться после точки фокусировки. Из-за этого луч фокусируется в гораздо меньшей точке, что позволит вам гравировать детали размером до 6 точек, но из-за быстрого распространения луча это не подходит для резки. Лучше всего использовать для мелких деталей и тонких линий.
2-дюймовая фокусная линза (размер пятна 0,004 дюйма): Эта линза, входящая в комплект поставки CO2-лазеров серии Muse, позволяет гравировать мелкие детали, но луч распространяется довольно быстро после точки фокусировки. Лучше всего подходит для обработки мелких деталей и резки тонких материалов.
Фокусная линза 2,5 дюйма (размер пятна 0,005 дюйма): Это линза, которая входит в стандартную комплектацию лазерных систем серии P. Хотя он не может гравировать такие мелкие детали, как линзы меньшего размера, он все же может гравировать шрифты размером до 8 пунктов. Лазерный луч распространяется не так быстро, что делает его идеальным для резки материалов толщиной до полудюйма. Лучше всего использовать для обычной гравировки и резки материалов толщиной до 0,5 дюйма.
Фокусная линза 5 дюймов (размер пятна 0,01 дюйма): Поскольку фокусное расстояние в два раза больше, чем в предыдущем варианте, это предотвращает слишком быстрое распространение луча за пределы фокусной точки, что позволяет резать более толстые и мягкие материалы, такие как мыло. Поскольку размер пятна больше, это предотвращает резку более твердых материалов, таких как дерево и акрил. Это также отличный вариант для гравировки на глубоких объектах, таких как миски и коробки, и требуется для использования сквозного отверстия на насадке Riser для лазерных систем Muse Core и 3D. Лучше всего использовать для гравировки на неровных/глубоких объектах и резки более толстых и неплотных материалов.
Объективы с разными фокусными расстояниями дадут разные результаты. Убедитесь, что у вас есть правильный объектив для работы.
Каждая фокусирующая линза CO2-лазера имеет свое применение. Возможность менять фокусную линзу для работы с разными проектами и материалами — это один из многих способов контролировать то, что вы можете создать. Это открывает ваши возможности и означает, что вы не ограничены одним фокусным расстоянием и шириной материала.
Если вы не уверены, какая линза вам понадобится, будь то для вашего нового лазера, который вы собираетесь приобрести, или для лазерной системы, которая у вас уже есть, у Full Spectrum Laser есть технические специалисты, которые могут помочь вам сделать правильный выбор. .
Full Spectrum Laser — лидер в производстве простых в использовании и универсальных станков для лазерной резки и лазерной гравировки. Размеры наших систем варьируются от настольных устройств и крупносерийных машин до производственного оборудования промышленного класса. Наши машины работают по всему миру: от начальных школ до национальных лабораторий, гаражных стартапов и многих компаний из списка Fortune 500.
 Максимум 15 000a за один раз.
Максимум 15 000a за один раз. производительность по воде: 720, Макс. глубина: 3, Макс. высота: 40, Диаметр: 78, Мощность: 210, Макс. давление: 4, Эжектор: нет, Диаметр на выходе (в дюймах): 3/4, Материал корпуса: сталь, Расположение рабочих органов: вертикальное, Длина кабеля: 40, Макс. температура воды на входе: 40, Класс защиты: IP68
производительность по воде: 720, Макс. глубина: 3, Макс. высота: 40, Диаметр: 78, Мощность: 210, Макс. давление: 4, Эжектор: нет, Диаметр на выходе (в дюймах): 3/4, Материал корпуса: сталь, Расположение рабочих органов: вертикальное, Длина кабеля: 40, Макс. температура воды на входе: 40, Класс защиты: IP68 68/8/4
68/8/4 Деньгах
Деньгах 210Вт.720л/ч.верх.заб.термозащита.трёхжильный кабель,
210Вт.720л/ч.верх.заб.термозащита.трёхжильный кабель, Можете ознакомиться с ремонтом и настройкой вибрационного насоса в домашних условиях самостоятельно.
Можете ознакомиться с ремонтом и настройкой вибрационного насоса в домашних условиях самостоятельно. ..
.. Видео
Видео

 RMS является мерой средней скорости или ускорения. Для чистой синусоиды среднеквадратичное значение равно 0,707 пикового значения. Для более сложных сигналов (рис. 2) он берет каждую точку сигнала, возводит ее в квадрат, складывает их все вместе, берет среднее арифметическое, а затем извлекает квадратный корень из этого числа. Проще говоря, это средняя энергия в форме волны с течением времени.
RMS является мерой средней скорости или ускорения. Для чистой синусоиды среднеквадратичное значение равно 0,707 пикового значения. Для более сложных сигналов (рис. 2) он берет каждую точку сигнала, возводит ее в квадрат, складывает их все вместе, берет среднее арифметическое, а затем извлекает квадратный корень из этого числа. Проще говоря, это средняя энергия в форме волны с течением времени. Для получения дополнительной информации посетите сайт pumps.org.
Для получения дополнительной информации посетите сайт pumps.org.
 Некоторые детали насоса, такие как торцевые уплотнения и их патрубки, обычно горячие, необходимо соблюдать осторожность, чтобы не соприкасаться с этими частями, кабель измерительного прибора при контакте с горячей патрубком может обжечься.
Некоторые детали насоса, такие как торцевые уплотнения и их патрубки, обычно горячие, необходимо соблюдать осторожность, чтобы не соприкасаться с этими частями, кабель измерительного прибора при контакте с горячей патрубком может обжечься.


 Причинами износа уплотнителей могут быть:
Причинами износа уплотнителей могут быть:

 Коэффициент проплавления K, отношение глубины сварного шва b к ширине a у сварных швов с глубоким проплавления равен более двух, у средних находится на уровне от 1 до 2, и у широких равен или менее 1 (рис. 2).
Коэффициент проплавления K, отношение глубины сварного шва b к ширине a у сварных швов с глубоким проплавления равен более двух, у средних находится на уровне от 1 до 2, и у широких равен или менее 1 (рис. 2). Такие жесткие требования могут быть выполнены только при наличии ровных (фрезерованных) кромок и точной геометрии заготовок. Наличие даже минимального зазора между свариваемыми кромками (0,1–0,2 мм) будет вносить в геометрию сварного шва дефекты.
Такие жесткие требования могут быть выполнены только при наличии ровных (фрезерованных) кромок и точной геометрии заготовок. Наличие даже минимального зазора между свариваемыми кромками (0,1–0,2 мм) будет вносить в геометрию сварного шва дефекты.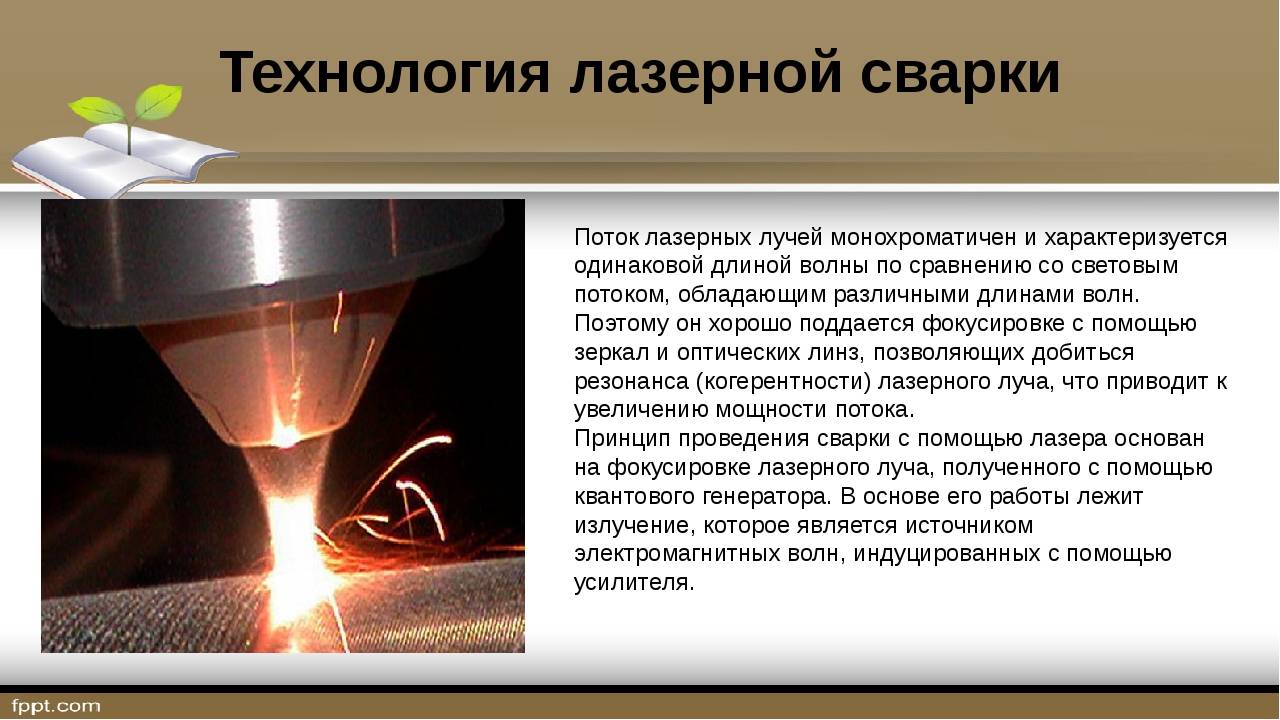 Феномен парогазового канала при таком режиме остается, но ширина шва увеличивается. Такие сварные соединения снижают требования к величине зазора между кромками и составляют в среднем до 10 % от толщины свариваемого материала. Увеличение диаметра пятна на поверхности и объема жидкой ванны расплава позволяет вести сварку с подачей присадочной проволоки, требования к величине зазора снижаются до 15–20 % от толщины материала. Другим способом увеличения ширины является применение различных специализированных фокусных пятен, речь о которых пойдет ниже.
Феномен парогазового канала при таком режиме остается, но ширина шва увеличивается. Такие сварные соединения снижают требования к величине зазора между кромками и составляют в среднем до 10 % от толщины свариваемого материала. Увеличение диаметра пятна на поверхности и объема жидкой ванны расплава позволяет вести сварку с подачей присадочной проволоки, требования к величине зазора снижаются до 15–20 % от толщины материала. Другим способом увеличения ширины является применение различных специализированных фокусных пятен, речь о которых пойдет ниже.
 Для устранения подобных дефектов авторы [6] предлагают гибридизировать процесс и использовать медные и флюсовые подкладки.
Для устранения подобных дефектов авторы [6] предлагают гибридизировать процесс и использовать медные и флюсовые подкладки. Сварное соединение, выполненное за два прохода с двух сторон [5]
Сварное соединение, выполненное за два прохода с двух сторон [5]  Преимущества по отношению к однопроходной лазерной сварке следующие: не требуется большая мощность лазерного излучения, снижается вероятность появления дефектов, особенно в виде трещин, повышение стабильности процесса.
Преимущества по отношению к однопроходной лазерной сварке следующие: не требуется большая мощность лазерного излучения, снижается вероятность появления дефектов, особенно в виде трещин, повышение стабильности процесса. Ключевыми параметрами в задании колебаний являются амплитуда, частота и фаза колебаний, в частности, гармонические, круговые (рис. 4, 8, 9).
Ключевыми параметрами в задании колебаний являются амплитуда, частота и фаза колебаний, в частности, гармонические, круговые (рис. 4, 8, 9).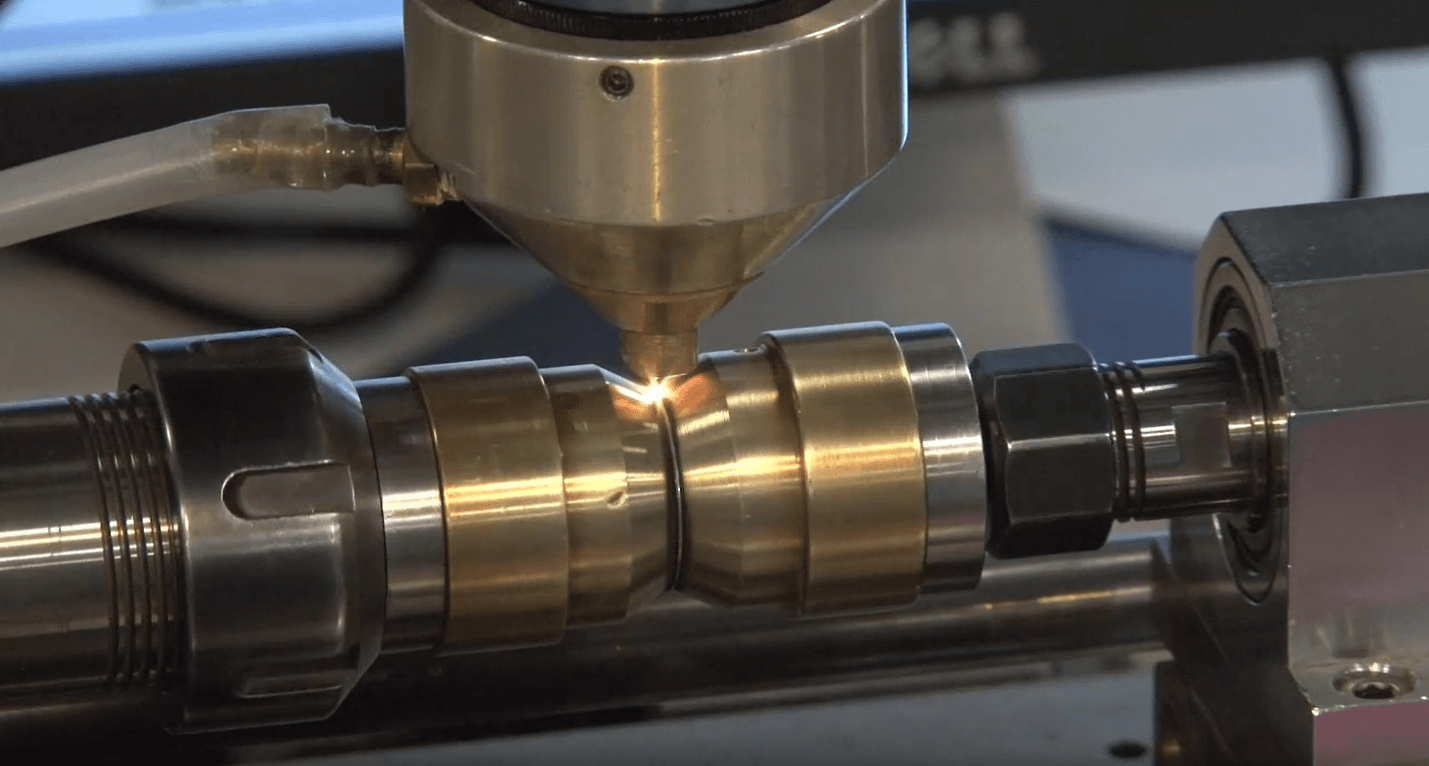 В первом случае фокусные пятна расположены поперечно сварному шву, во втором случае линейно вдоль сварного шва.
В первом случае фокусные пятна расположены поперечно сварному шву, во втором случае линейно вдоль сварного шва. Добавление присадочного материала позволяет сформировать усиление с лицевой поверхности соединения, а также производить легирование металла шва.
Добавление присадочного материала позволяет сформировать усиление с лицевой поверхности соединения, а также производить легирование металла шва. а) макрошлиф с измерением микротвердости HV0.1 б) микроструктура зоны сплавления, увеличение 50х [5]
а) макрошлиф с измерением микротвердости HV0.1 б) микроструктура зоны сплавления, увеличение 50х [5] 


 Но для самой технологии лазерной сварки большее значение имеют параметры оптической системы, фокусные расстояния коллимирующей и фокусирующей линз, которые для сварочного процесса подбираются конкретно для решения той или иной задачи.
Но для самой технологии лазерной сварки большее значение имеют параметры оптической системы, фокусные расстояния коллимирующей и фокусирующей линз, которые для сварочного процесса подбираются конкретно для решения той или иной задачи.
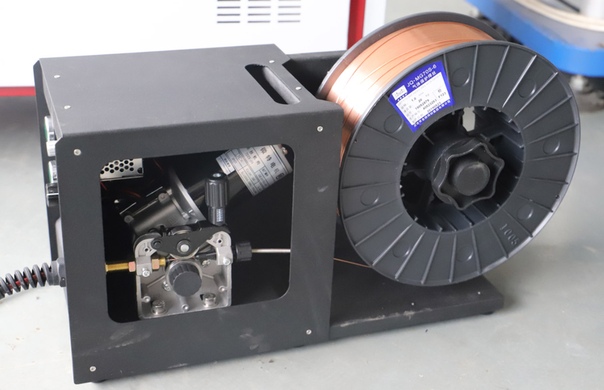 к. во время сварки аргон смешивается с парами металла и происходит ионизация. При повышении мощности лазерного излучения (свыше 5 кВт) приповерхностная плазма увеличивается, прозрачная плазма для лазерного излучения волоконного лазера уменьшается из-за наличия различных примесей, что вносит видимые искажения в процесс фокусировки лазерного излучения.
к. во время сварки аргон смешивается с парами металла и происходит ионизация. При повышении мощности лазерного излучения (свыше 5 кВт) приповерхностная плазма увеличивается, прозрачная плазма для лазерного излучения волоконного лазера уменьшается из-за наличия различных примесей, что вносит видимые искажения в процесс фокусировки лазерного излучения. Однако добавления кислорода в защитный газ в лимитированном размере позволяет стабилизировать парогазовый канал, в результате чего снижается количество внутренних дефектов в виде пор. Углекислота оказывает аналогичное влияние [15].
Однако добавления кислорода в защитный газ в лимитированном размере позволяет стабилизировать парогазовый канал, в результате чего снижается количество внутренних дефектов в виде пор. Углекислота оказывает аналогичное влияние [15].
 CLEO/Europe. 2005 Conference on. — IEEE, 2005. — С. 508.
CLEO/Europe. 2005 Conference on. — IEEE, 2005. — С. 508.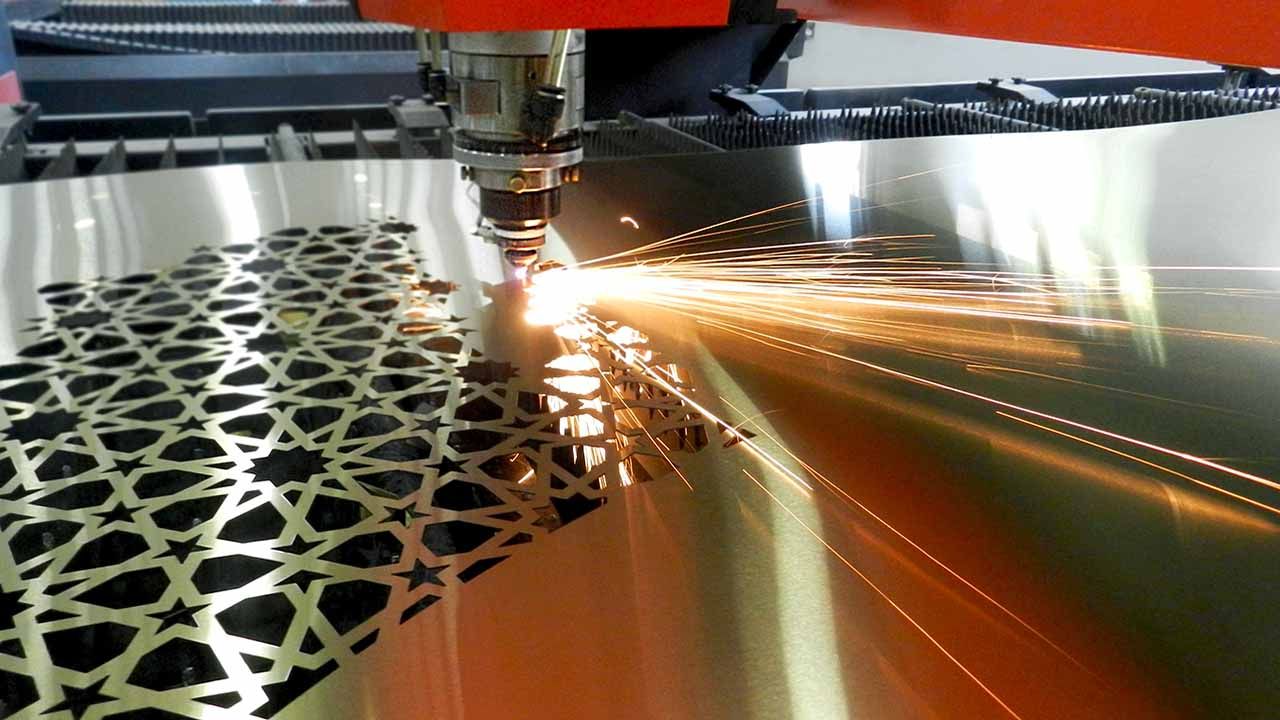 5. — С. 52.
5. — С. 52. — 2014. — Т. 19. — №. 2. — С. 91–97.
— 2014. — Т. 19. — №. 2. — С. 91–97.






 Подложка может быть любой формы и размера.
Подложка может быть любой формы и размера. тока/60 Гц/1 фаза
тока/60 Гц/1 фаза
 Лазерный луч обладает высокой точностью и низким тепловложением, что сводит к минимуму повреждение материала.
Лазерный луч обладает высокой точностью и низким тепловложением, что сводит к минимуму повреждение материала. Но это также связано с собственным набором проблем, представленных ниже.
Но это также связано с собственным набором проблем, представленных ниже.
 Когда свет накачки проходит через легированное волокно, возбужденные молекулы генерируют свет с определенной длиной волны. Этот свет усиливается в лазерном резонаторе.
Когда свет накачки проходит через легированное волокно, возбужденные молекулы генерируют свет с определенной длиной волны. Этот свет усиливается в лазерном резонаторе. Например, фокусирующая линза 200 мм обеспечивает хорошую фокусировку для сварки на расстоянии 200 мм.
Например, фокусирующая линза 200 мм обеспечивает хорошую фокусировку для сварки на расстоянии 200 мм.
 У нас есть советы о том, как выполнить вытяжку дыма, чтобы максимизировать ее эффективность и обеспечить безопасность.
У нас есть советы о том, как выполнить вытяжку дыма, чтобы максимизировать ее эффективность и обеспечить безопасность. Их характеристики делают их более подходящими для различных применений. Вот чем они отличаются:
Их характеристики делают их более подходящими для различных применений. Вот чем они отличаются: Многомодовые лазеры менее точны, так как лазерный луч менее сфокусирован.
Многомодовые лазеры менее точны, так как лазерный луч менее сфокусирован. Как и в системах сварки MIG и TIG, операторы держат «пистолет», чтобы активировать и направлять лазерный луч. Даже новые, неопытные сварщики могут быстро стать продуктивными и создавать высококачественные сварные швы, поскольку кривая обучения намного ниже.
Как и в системах сварки MIG и TIG, операторы держат «пистолет», чтобы активировать и направлять лазерный луч. Даже новые, неопытные сварщики могут быстро стать продуктивными и создавать высококачественные сварные швы, поскольку кривая обучения намного ниже. Манипуляторы робота можно запрограммировать на перемещение лазерной сварочной головки в определенные точки на заготовке, что позволяет сваривать большие заготовки, такие как детали кузова автомобиля, крылья самолета и трубы.
Манипуляторы робота можно запрограммировать на перемещение лазерной сварочной головки в определенные точки на заготовке, что позволяет сваривать большие заготовки, такие как детали кузова автомобиля, крылья самолета и трубы.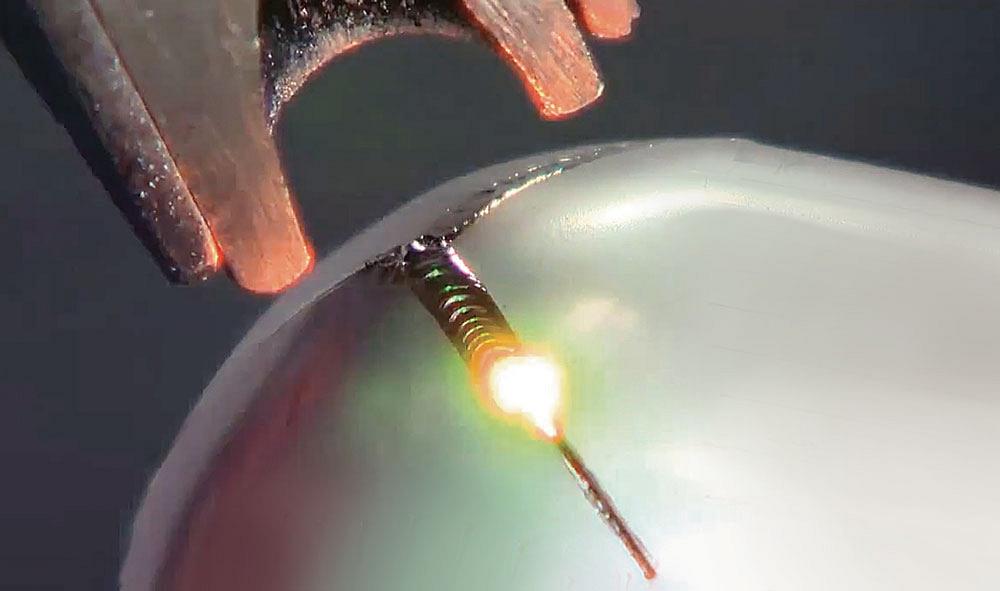 Для 21700 цилиндрических ячеек наша машина в среднем составляет 100 мс/ячейку.
Для 21700 цилиндрических ячеек наша машина в среднем составляет 100 мс/ячейку. Более подробную информацию о том, как работает этот метод, можно найти здесь. Вот основные различия между ультразвуковой сваркой и лазерной сваркой:
Более подробную информацию о том, как работает этот метод, можно найти здесь. Вот основные различия между ультразвуковой сваркой и лазерной сваркой:
 youtube.com/embed/uO5pVLOAmD4″>
youtube.com/embed/uO5pVLOAmD4″>  youtube.com/embed/5UBfko7JMP4″>
youtube.com/embed/5UBfko7JMP4″> 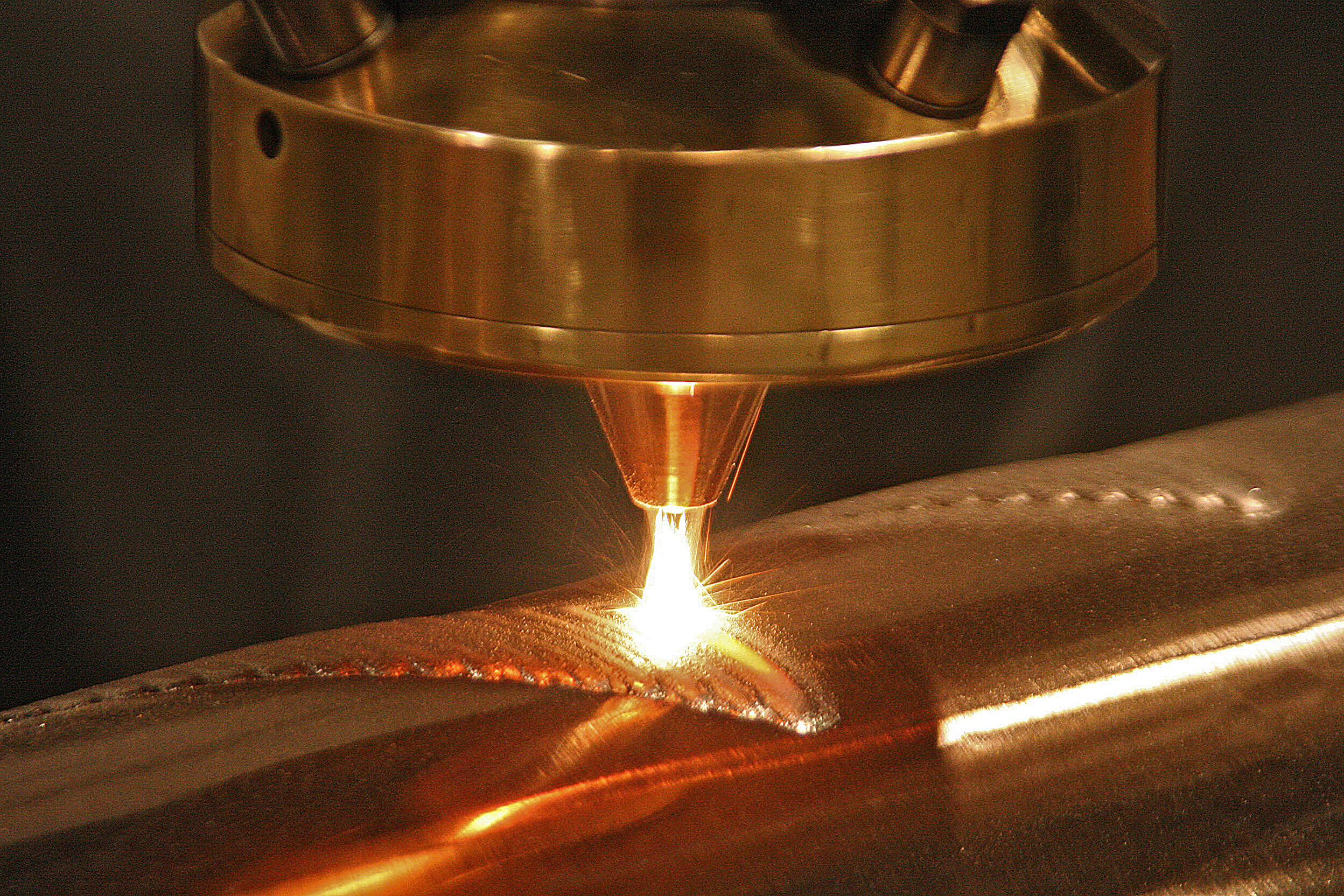 Это делает его эффективным в ряде отраслей промышленности, позволяя выполнять высококачественные сварные швы как малых, так и больших заготовок.
Это делает его эффективным в ряде отраслей промышленности, позволяя выполнять высококачественные сварные швы как малых, так и больших заготовок.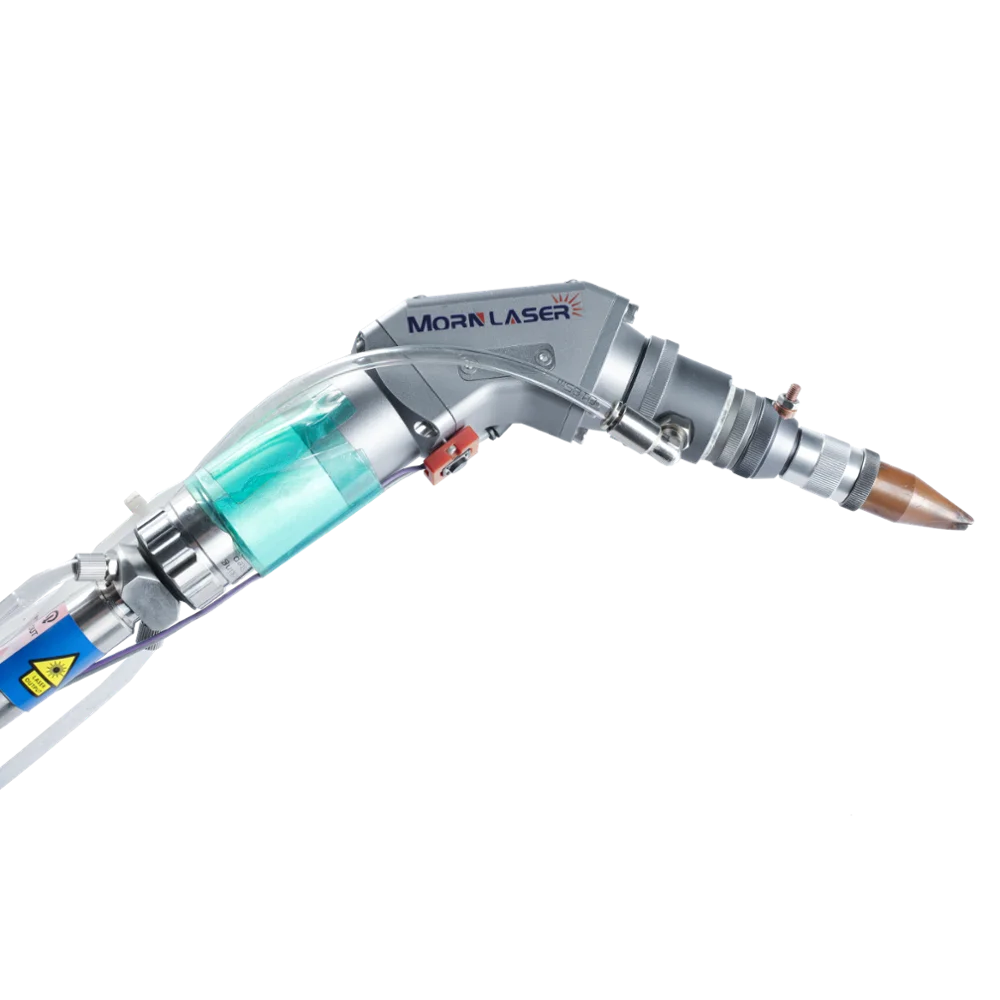

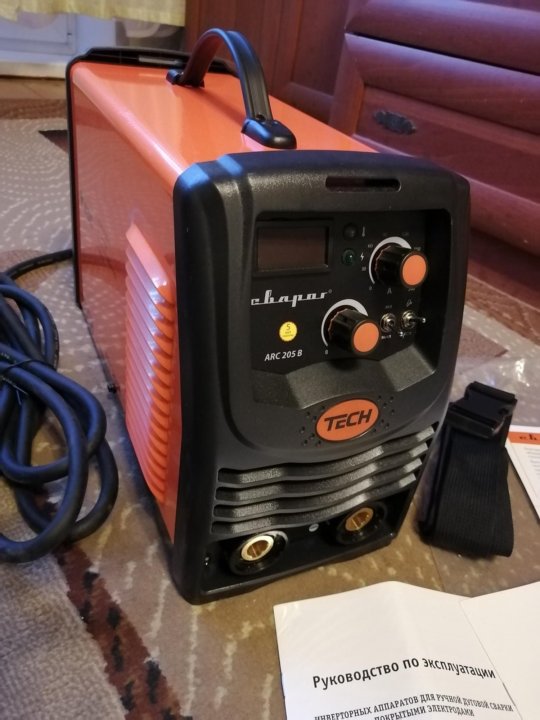
 Кроме того, данную модель сварочного инвертора нередко можно встретить в оснащении авторемонтных мастерских.
Кроме того, данную модель сварочного инвертора нередко можно встретить в оснащении авторемонтных мастерских. Основу такого блока составляет специальный чипсет, произведенный известной компанией Atmel.
Основу такого блока составляет специальный чипсет, произведенный известной компанией Atmel. Корпус инвертора не должен быть загроможден посторонними предметами. Если не обеспечить естественную вентиляцию аппарата, то он очень быстро выйдет из строя. Необходимо следить, чтобы на корпус оборудования не попадали искры, частички расплавленного металла и грязь.
Корпус инвертора не должен быть загроможден посторонними предметами. Если не обеспечить естественную вентиляцию аппарата, то он очень быстро выйдет из строя. Необходимо следить, чтобы на корпус оборудования не попадали искры, частички расплавленного металла и грязь. При этом необходимо проследить, чтобы контакт получился плотным и надежным. Тогда при сварке не будет происходить искрения, нагревания в звеньях электрической цепи и потерь напряжения.
При этом необходимо проследить, чтобы контакт получился плотным и надежным. Тогда при сварке не будет происходить искрения, нагревания в звеньях электрической цепи и потерь напряжения. Чтобы практически реализовать данную технологию, к инверторному аппарату необходимо дополнительно приобрести горелку вентильного типа и специальный соединительный набор. Горелку при помощи соединительного набора подсоединяют к минусовому разъему инвертора, а к плюсовому подключают кабель массы, обратный конец которого при помощи зажима фиксируется на свариваемых деталях. Перед началом сварочных работ корпус инверторного устройства необходимо заземлить. Это обеспечит безопасность сварки и исключит риск образования статического электричества.
Чтобы практически реализовать данную технологию, к инверторному аппарату необходимо дополнительно приобрести горелку вентильного типа и специальный соединительный набор. Горелку при помощи соединительного набора подсоединяют к минусовому разъему инвертора, а к плюсовому подключают кабель массы, обратный конец которого при помощи зажима фиксируется на свариваемых деталях. Перед началом сварочных работ корпус инверторного устройства необходимо заземлить. Это обеспечит безопасность сварки и исключит риск образования статического электричества.
 Именно поэтому, если вам нужен качественный, надежный и аккуратный сварной шов, поверхности соединяемых деталей необходимо тщательно очистить.
Именно поэтому, если вам нужен качественный, надежный и аккуратный сварной шов, поверхности соединяемых деталей необходимо тщательно очистить.

 Если перечисленные меры не помогли, то проблема не в вентиляторе, а устранить такую неисправность своими силами достаточно сложно.
Если перечисленные меры не помогли, то проблема не в вентиляторе, а устранить такую неисправность своими силами достаточно сложно. youtube.com/embed/Dw0mvKdjtVo»/>
youtube.com/embed/Dw0mvKdjtVo»/>

 (Прим. ред.) Сергей Владимирович работает на автозаводе УАЗ инженером, а сварку называет своим «хобби», но после общения с ним на тему сварочных аппаратов в его навыках и профессионализме сомнений не возникает 🙂 Поэтому, после того как приз «добрался» до своего обладателя, мы попросили Сергея Владимировича написать развернутый, а главное правдивый обзор инвертора Сварог ARC 205 (J96), основанный на опыте эксплуатации аппарата. Хотим еще раз поблагодарить Сергея Владимировича за предоставленную информацию!
(Прим. ред.) Сергей Владимирович работает на автозаводе УАЗ инженером, а сварку называет своим «хобби», но после общения с ним на тему сварочных аппаратов в его навыках и профессионализме сомнений не возникает 🙂 Поэтому, после того как приз «добрался» до своего обладателя, мы попросили Сергея Владимировича написать развернутый, а главное правдивый обзор инвертора Сварог ARC 205 (J96), основанный на опыте эксплуатации аппарата. Хотим еще раз поблагодарить Сергея Владимировича за предоставленную информацию!
 Когда несешь аппарат на ремне, приходится держать отдельно сетевой кабель.
Когда несешь аппарат на ремне, приходится держать отдельно сетевой кабель. Гибкая пластина между губками спасет пружину от перегорания. Все прилично и по науке.
Гибкая пластина между губками спасет пружину от перегорания. Все прилично и по науке.
 Он может идеально сваривать все токопроводящие металлы: алюминий, алюминиевый сплав, нержавеющую сталь, легированную сталь, углеродистую сталь, сталь, чугун, железо и медь — все до 1/2 дюйма. Это самая производительная машина для всех задач, включая промышленное производство, модификацию автомобилей и профессиональное техническое обслуживание.
Он может идеально сваривать все токопроводящие металлы: алюминий, алюминиевый сплав, нержавеющую сталь, легированную сталь, углеродистую сталь, сталь, чугун, железо и медь — все до 1/2 дюйма. Это самая производительная машина для всех задач, включая промышленное производство, модификацию автомобилей и профессиональное техническое обслуживание. д. С функцией регулировки тяги, встроенной функцией горячего запуска, функцией антиприлипания электрода, и функция контроля интенсивности тока, он может эффективно и легко выполнять всю работу и задачи. Это надежный и эффективный инструмент для профессиональных сварщиков и машина мечты для начинающих.
д. С функцией регулировки тяги, встроенной функцией горячего запуска, функцией антиприлипания электрода, и функция контроля интенсивности тока, он может эффективно и легко выполнять всю работу и задачи. Это надежный и эффективный инструмент для профессиональных сварщиков и машина мечты для начинающих. Он очень подходит для сложных операций на строительных площадках, обслуживании домов, доках, сельскохозяйственных объектах и даже в отдаленных районах.
Он очень подходит для сложных операций на строительных площадках, обслуживании домов, доках, сельскохозяйственных объектах и даже в отдаленных районах. 8 В
8 В
 д.
д. Машина с широким диапазоном напряжения 100–250 В
Машина с широким диапазоном напряжения 100–250 В


 10-30P 30A Обычная вилка к розетке N6-50R Адаптер питания 50A 12AWG
10-30P 30A Обычная вилка к розетке N6-50R Адаптер питания 50A 12AWG Расходные материалы для плазменной резки Сопла, электроды и чашки для AMICO CUT-50, APC-50 и CTS-200
Расходные материалы для плазменной резки Сопла, электроды и чашки для AMICO CUT-50, APC-50 и CTS-200 180-ампер Pro. Горелка Lift-TIG, используется для MIG-160/180/200, MTS-165/185/205, ARC-160/180, ARC-160DC/180DC/200DC.
180-ампер Pro. Горелка Lift-TIG, используется для MIG-160/180/200, MTS-165/185/205, ARC-160/180, ARC-160DC/180DC/200DC.
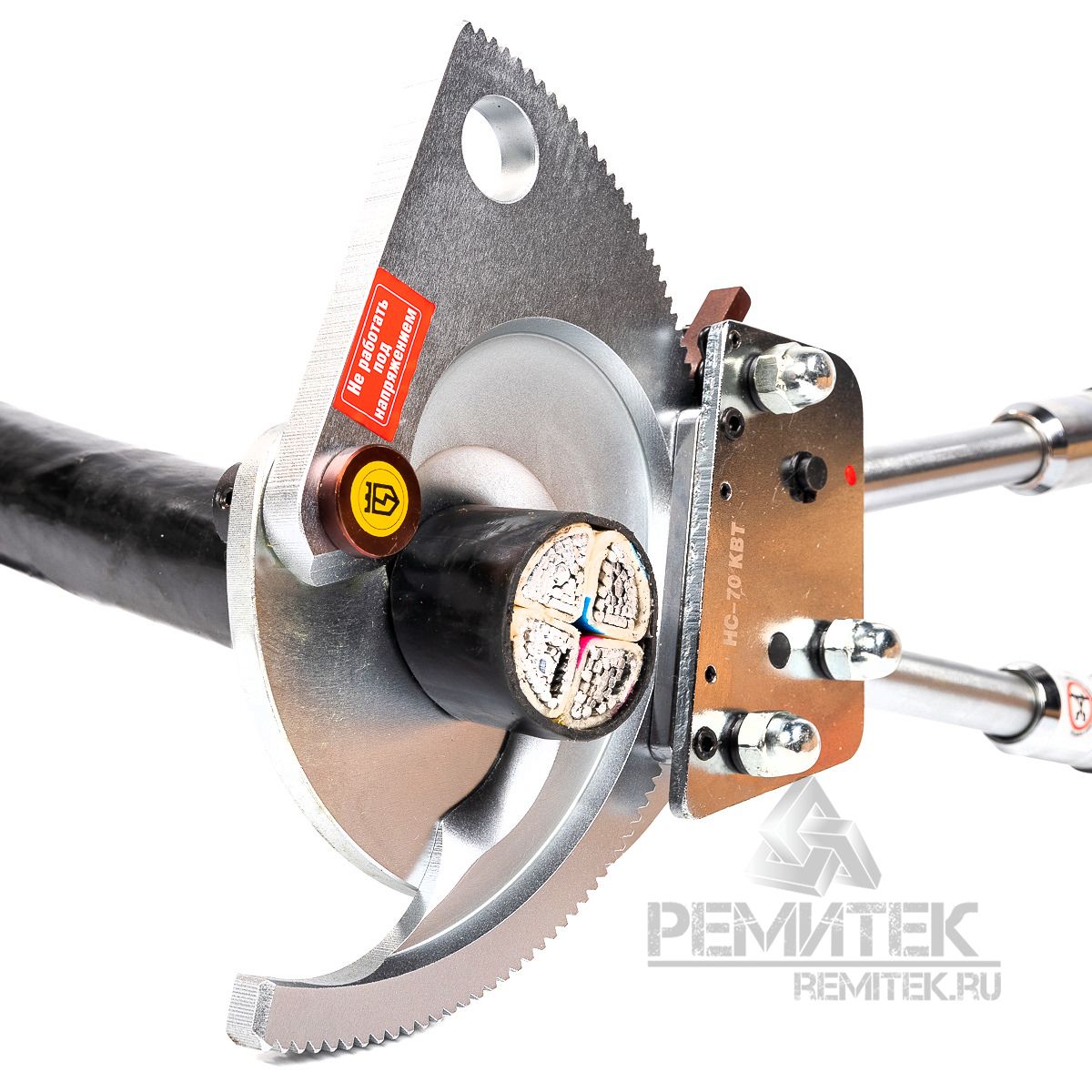 кабеля IEK TLK10-765 (ИЭК)
кабеля IEK TLK10-765 (ИЭК) кабеля IEK TLK10-325 (ИЭК)
кабеля IEK TLK10-325 (ИЭК) 12 р.
12 р.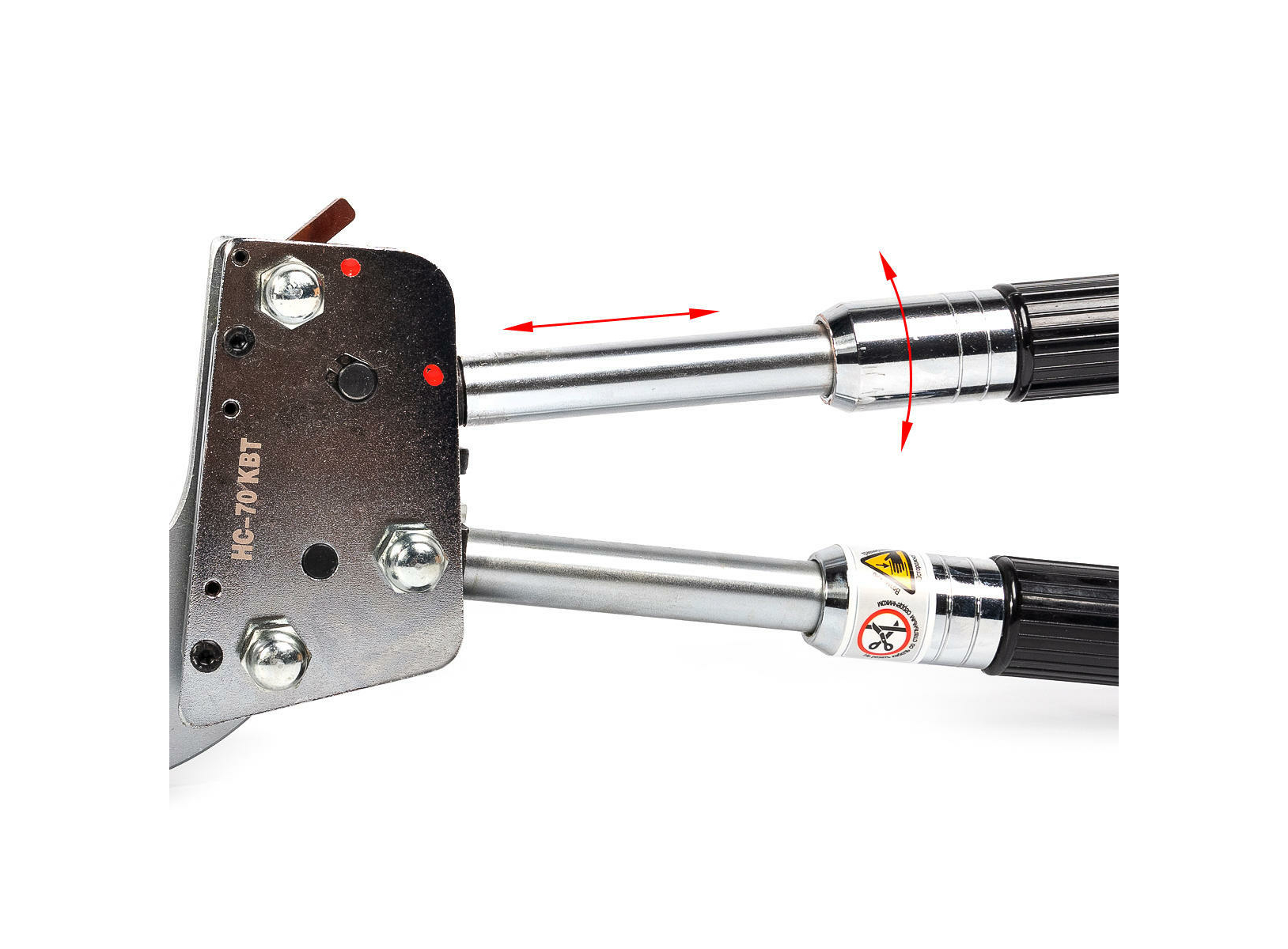 01 р.
01 р. 90 кг
90 кг 36 BYN
36 BYN 02 BYN
02 BYN 37 BYN
37 BYN 1 BYN
1 BYN 14 BYN
14 BYN 25 BYN
25 BYN 51 BYN
51 BYN 37 BYN
37 BYN 66 BYN
66 BYN 86 BYN
86 BYN 29 BYN
29 BYN 67 BYN
67 BYN 31 BYN
31 BYN 53 BYN
53 BYN 43 BYN
43 BYN
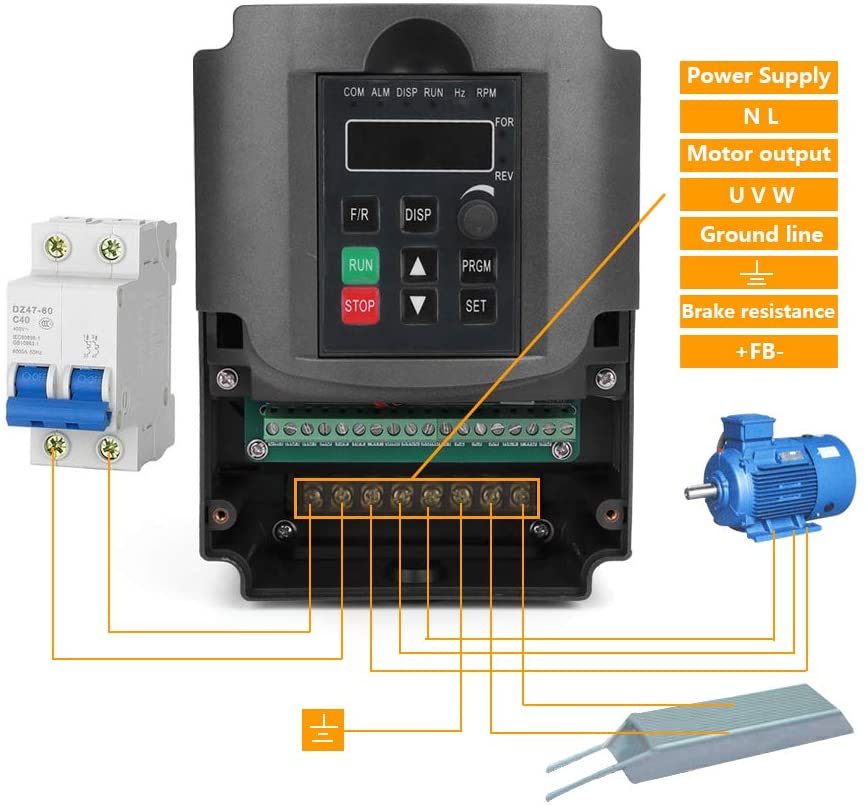
 Если ваша насосная группа, ваши вентиляторы, моторы компрессоров в чиллере приобретены раньше и работают по стандартным протоколам, то найти китайский преобразователь частоты под них несложно. Он будет совместим по параметрам питания, обмена данными, диапазону погрешностей и спектру задач.
Если ваша насосная группа, ваши вентиляторы, моторы компрессоров в чиллере приобретены раньше и работают по стандартным протоколам, то найти китайский преобразователь частоты под них несложно. Он будет совместим по параметрам питания, обмена данными, диапазону погрешностей и спектру задач.

 Наше предложение будет расширяться, так как на сегодня и в долгосрочной перспективе именно эти производители смогут обеспечить решение актуальных для российской промышленности задач.
Наше предложение будет расширяться, так как на сегодня и в долгосрочной перспективе именно эти производители смогут обеспечить решение актуальных для российской промышленности задач.

 Благодаря компактной конструкции этот тип преобразователей частоты может быть установлен в небольшое пространство легко.
Благодаря компактной конструкции этот тип преобразователей частоты может быть установлен в небольшое пространство легко. с. Он использует технологию Smart HarmonicsTM от Gozuk, которая снижает общее гармоническое искажение входной мощности (THD) до уровня менее 50% от уровней IEEE519-1992.
с. Он использует технологию Smart HarmonicsTM от Gozuk, которая снижает общее гармоническое искажение входной мощности (THD) до уровня менее 50% от уровней IEEE519-1992. В соответствии с постоянным развитием новых технологий, это позволит объединить новые технологии в отрасли для разработки инверторов нового поколения.
В соответствии с постоянным развитием новых технологий, это позволит объединить новые технологии в отрасли для разработки инверторов нового поколения. Является ли нагрузка постоянным крутящим моментом, переменным крутящим моментом или постоянной мощностью? 5. Какой диапазон скоростей требуется? 5. Будет ли двигатель переменного тока всегда получать питание от преобразователя частоты или требуется сетевой байпас? 6. Какое напряжение и частота указаны на паспортной табличке двигателя? 7. Какова мощность электродвигателя в лошадиных силах или кВт? 8. Будут ли проводники между двигателем и преобразователем частоты экранированными или неэкранированными? 9. Какой тип кабелепровода будет использоваться для проводников между преобразователем частоты и двигателем?
Является ли нагрузка постоянным крутящим моментом, переменным крутящим моментом или постоянной мощностью? 5. Какой диапазон скоростей требуется? 5. Будет ли двигатель переменного тока всегда получать питание от преобразователя частоты или требуется сетевой байпас? 6. Какое напряжение и частота указаны на паспортной табличке двигателя? 7. Какова мощность электродвигателя в лошадиных силах или кВт? 8. Будут ли проводники между двигателем и преобразователем частоты экранированными или неэкранированными? 9. Какой тип кабелепровода будет использоваться для проводников между преобразователем частоты и двигателем? ..
..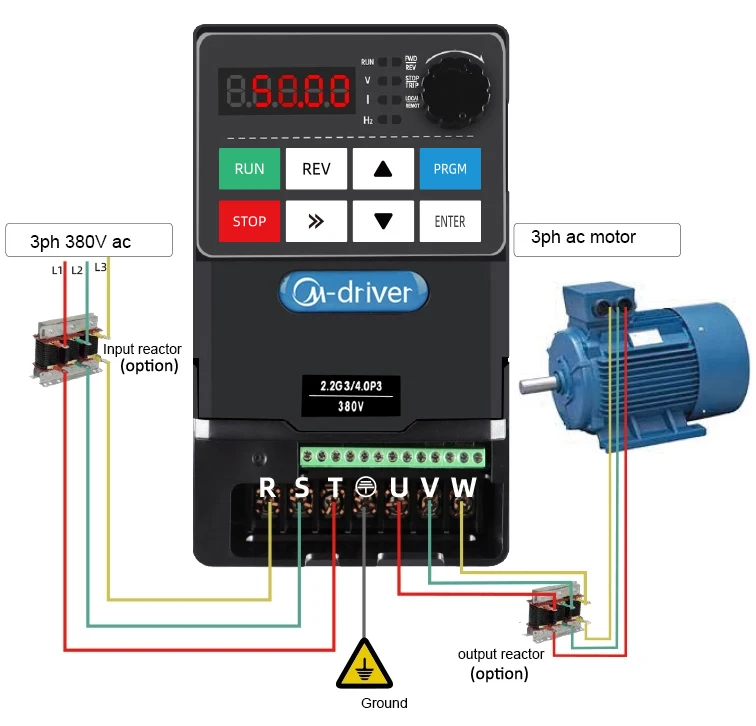 Преобразователь частоты завоевал признание пользователей своей высокой надежностью, …
Преобразователь частоты завоевал признание пользователей своей высокой надежностью, …




 Они сочетают в себе все лучшие качества нескольких материалов. Так и круглые направляющие на опоре (цилиндрические рельсы) несут в себе надежность, износостойкость, устойчивость к силовым нагрузкам стали и легкость, пластичность алюминия.
Они сочетают в себе все лучшие качества нескольких материалов. Так и круглые направляющие на опоре (цилиндрические рельсы) несут в себе надежность, износостойкость, устойчивость к силовым нагрузкам стали и легкость, пластичность алюминия. Также могут использоваться с круглыми направляющими без опор для уменьшения габаритных размеров конструкции.
Также могут использоваться с круглыми направляющими без опор для уменьшения габаритных размеров конструкции. Они обеспечивают гибкость, чтобы соответствовать конкретным оболочкам, позволяя настраивать расстояния между валами и / или подшипниками на валах для создания более высокой допустимой нагрузки. В сочетании с шарико-винтовыми передачами они превращаются в приводной стол скольжения.
Они обеспечивают гибкость, чтобы соответствовать конкретным оболочкам, позволяя настраивать расстояния между валами и / или подшипниками на валах для создания более высокой допустимой нагрузки. В сочетании с шарико-винтовыми передачами они превращаются в приводной стол скольжения. В этих случаях инженеры по применению Thomson будут рады сотрудничать с вами, чтобы настроить систему линейных направляющих для круговых ограждений, которая точно соответствует вашим спецификациям.
В этих случаях инженеры по применению Thomson будут рады сотрудничать с вами, чтобы настроить систему линейных направляющих для круговых ограждений, которая точно соответствует вашим спецификациям.
 В 70-е годы перед инженером-конструктором встал принципиальный вопрос: круглый или квадратный?
В 70-е годы перед инженером-конструктором встал принципиальный вопрос: круглый или квадратный? В этой статье будет представлен обзор основных типов подшипников и направляющих для линейного перемещения, объяснено, как определить их для конкретных приложений, и описано, как устранять общие проблемы приложений.
В этой статье будет представлен обзор основных типов подшипников и направляющих для линейного перемещения, объяснено, как определить их для конкретных приложений, и описано, как устранять общие проблемы приложений. 11.2015
11.2015 05.2012
05.2012 10.2007
10.2007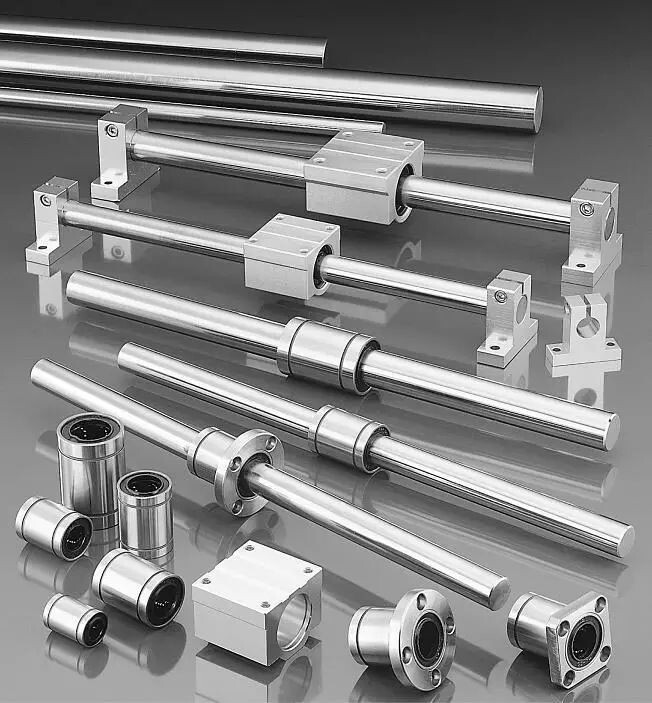 Слишком часто выбор технологии линейных направляющих делается на поздних этапах проектирования и основывается на предположениях. Время, затраченное на детальный анализ, может отличить простую конструкцию от сложной, влияя на производительность, время сборки и общую стоимость.
Слишком часто выбор технологии линейных направляющих делается на поздних этапах проектирования и основывается на предположениях. Время, затраченное на детальный анализ, может отличить простую конструкцию от сложной, влияя на производительность, время сборки и общую стоимость. Понимание этих технологий и того, как их лучше всего применить к приложению, всегда является первым шагом в хорошей практике проектирования.
Понимание этих технологий и того, как их лучше всего применить к приложению, всегда является первым шагом в хорошей практике проектирования. Красноречиво упрощенный профиль обеспечивает высокоэффективную герметизацию и устойчивость к естественным загрязнениям. Кроме того, круглые рельсы не требуют затрат времени и средств на обработку монтажной поверхности и являются единственным вариантом для приложений с торцевой опорой.
Красноречиво упрощенный профиль обеспечивает высокоэффективную герметизацию и устойчивость к естественным загрязнениям. Кроме того, круглые рельсы не требуют затрат времени и средств на обработку монтажной поверхности и являются единственным вариантом для приложений с торцевой опорой. Природа этой технологии хорошо подходит для приложений, где требуются чрезвычайно высокие уровни точности или где чрезмерная нагрузка неотъемлема от выполняемой задачи. Компактный характер системы может помочь уменьшить общий размер оборудования, но более высокие предварительные нагрузки могут увеличить сопротивление.
Природа этой технологии хорошо подходит для приложений, где требуются чрезвычайно высокие уровни точности или где чрезмерная нагрузка неотъемлема от выполняемой задачи. Компактный характер системы может помочь уменьшить общий размер оборудования, но более высокие предварительные нагрузки могут увеличить сопротивление. Изображение предоставлено Motion Industries
Изображение предоставлено Motion Industries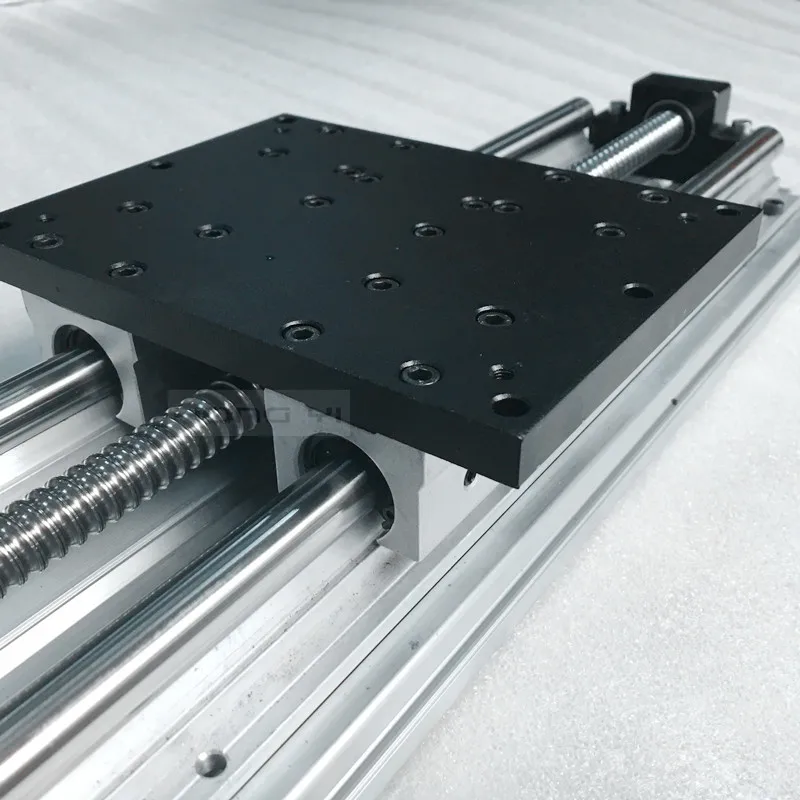 Уплотнения на круглых направляющих, как правило, вызывают меньшее сопротивление из-за их простой круговой геометрии, но для профилей в сборе доступны варианты с низким сопротивлением. В вагонах профильного рельса также могут использоваться продольные уплотнения, защищающие от проникновения снизу узла.
Уплотнения на круглых направляющих, как правило, вызывают меньшее сопротивление из-за их простой круговой геометрии, но для профилей в сборе доступны варианты с низким сопротивлением. В вагонах профильного рельса также могут использоваться продольные уплотнения, защищающие от проникновения снизу узла. Например, хромовое покрытие Armaloy обеспечивает умеренную коррозионную стойкость и твердость 78 HRc. Напротив, аустенитная нержавеющая сталь, такая как серия 300, более устойчива к коррозии, но дороже и имеет уровень твердости HRc только в 20-х единицах. Аустенитные нержавеющие стали обычно рекомендуются только для использования с втулками простого типа. Мартенситная нержавеющая сталь, такая как 440C, также обладает улучшенной коррозионной стойкостью по сравнению с углеродистой сталью, но может достигать уровня твердости в 50 и, таким образом, может использоваться с некоторыми запатентованными шарикоподшипниковыми шариковыми втулками.
Например, хромовое покрытие Armaloy обеспечивает умеренную коррозионную стойкость и твердость 78 HRc. Напротив, аустенитная нержавеющая сталь, такая как серия 300, более устойчива к коррозии, но дороже и имеет уровень твердости HRc только в 20-х единицах. Аустенитные нержавеющие стали обычно рекомендуются только для использования с втулками простого типа. Мартенситная нержавеющая сталь, такая как 440C, также обладает улучшенной коррозионной стойкостью по сравнению с углеродистой сталью, но может достигать уровня твердости в 50 и, таким образом, может использоваться с некоторыми запатентованными шарикоподшипниковыми шариковыми втулками. Ориентация направляющей таким образом, чтобы свести к минимуму проникновение жидкости в опорные поверхности или способствовать стеканию, также улучшит обращение с жидкостью. Профильные рейки более компактны, поэтому они могут обеспечить большую гибкость, если возможны стандартные монтажные геометрии. Качество отделки монтажной поверхности является ключом к максимальной гибкости при установке профильных реек. Для большей гибкости установки профильные рейки поставляются в различных конфигурациях монтажа. Например, они могут крепиться болтами сверху или снизу и предлагают несколько способов закрытия отверстий под болты и их защиты от мусора, включая накладки, пластиковые и металлические заглушки для направляющих.
Ориентация направляющей таким образом, чтобы свести к минимуму проникновение жидкости в опорные поверхности или способствовать стеканию, также улучшит обращение с жидкостью. Профильные рейки более компактны, поэтому они могут обеспечить большую гибкость, если возможны стандартные монтажные геометрии. Качество отделки монтажной поверхности является ключом к максимальной гибкости при установке профильных реек. Для большей гибкости установки профильные рейки поставляются в различных конфигурациях монтажа. Например, они могут крепиться болтами сверху или снизу и предлагают несколько способов закрытия отверстий под болты и их защиты от мусора, включая накладки, пластиковые и металлические заглушки для направляющих. Самовыравнивающаяся конструкция круглых рельсов также более терпима к плохой параллельности и колебаниям высоты рельсов.
Самовыравнивающаяся конструкция круглых рельсов также более терпима к плохой параллельности и колебаниям высоты рельсов.



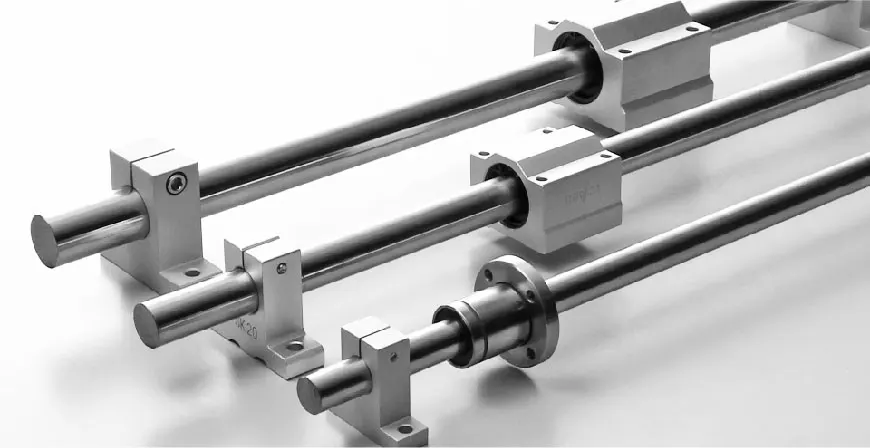
 Киев
Киев Шпагат для упаковки и декора.
Шпагат для упаковки и декора.
 Это попросит название истории. Назовите эту историю
Это попросит название истории. Назовите эту историю  Twine 2 автоматически сохраняет проход, когда вы его закрываете!
Twine 2 автоматически сохраняет проход, когда вы его закрываете! (Чтобы продолжить редактирование, оставьте вкладку открытой, и Twine 2 обновит ее при повторном нажатии кнопки «Воспроизвести».)
(Чтобы продолжить редактирование, оставьте вкладку открытой, и Twine 2 обновит ее при повторном нажатии кнопки «Воспроизвести».) В Twine 2 ссылки соединяют проходы.
В Twine 2 ссылки соединяют проходы.



 Хиббен, Outdoor Life , 27 марта 2023 г.
Хиббен, Outdoor Life , 27 марта 2023 г.


 Любые мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв об этих примерах.
Любые мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв об этих примерах. Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/twine. По состоянию на 13 апреля 2023 г.
Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/twine. По состоянию на 13 апреля 2023 г.
 6-5
6-5 5х18
5х18 59 МБ)
59 МБ) у официального партнера ЗУБР в России
у официального партнера ЗУБР в России Электронные компоненты и микропроцессорное управление сварочным током обеспечивают малые вес и габариты, стабильность характеристик и оперативное подстраивание к любым условиям процесса сварки: реализация защит, облегчение зажигания дуги, возможность сварки различных материалов различными электродами и т.д. ЗУБР — передовые технологии у Вас на службе
Электронные компоненты и микропроцессорное управление сварочным током обеспечивают малые вес и габариты, стабильность характеристик и оперативное подстраивание к любым условиям процесса сварки: реализация защит, облегчение зажигания дуги, возможность сварки различных материалов различными электродами и т.д. ЗУБР — передовые технологии у Вас на службе С помощью этой машины можно легко и просто сварить несколько металлических деталей. Электросварщики используют тепло, чтобы расплавить металлические детали и сплавить их вместе.
С помощью этой машины можно легко и просто сварить несколько металлических деталей. Электросварщики используют тепло, чтобы расплавить металлические детали и сплавить их вместе. Их не нужно подключать к источнику питания, и они могут быть установлены на грузовике или прицепе. Чаще всего они используются в строительстве, ремонте сантехники и других наружных работах. Если они не используются для сварки, их можно использовать в качестве независимых генераторов для электроинструментов и другого оборудования. Инверторный сварочный аппарат более высокого класса сначала выпрямляет переменный ток из сети в постоянный, а затем преобразует постоянный ток в понижающий трансформатор для выработки необходимого сварочного тока. Этот портативный сварочный аппарат полезен для домовладельцев, специалистов по ремонту или техническому обслуживанию дома.
Их не нужно подключать к источнику питания, и они могут быть установлены на грузовике или прицепе. Чаще всего они используются в строительстве, ремонте сантехники и других наружных работах. Если они не используются для сварки, их можно использовать в качестве независимых генераторов для электроинструментов и другого оборудования. Инверторный сварочный аппарат более высокого класса сначала выпрямляет переменный ток из сети в постоянный, а затем преобразует постоянный ток в понижающий трансформатор для выработки необходимого сварочного тока. Этот портативный сварочный аппарат полезен для домовладельцев, специалистов по ремонту или техническому обслуживанию дома. п.
п.
 Например, для работы воздушного компрессора требуется не менее 7500 Вт.
Например, для работы воздушного компрессора требуется не менее 7500 Вт. Рабочий цикл 60 % означает, что вы должны дать сварщику отдохнуть в течение примерно 4 минут после 6 минут непрерывной сварки. В большинстве случаев рабочий цикл увеличивается с уменьшением мощности. В условиях низкой мощности вы сможете сваривать в течение длительного времени.
Рабочий цикл 60 % означает, что вы должны дать сварщику отдохнуть в течение примерно 4 минут после 6 минут непрерывной сварки. В большинстве случаев рабочий цикл увеличивается с уменьшением мощности. В условиях низкой мощности вы сможете сваривать в течение длительного времени. Поэтому, если вам нужны определенные функции, обязательно приобретите соответствующие аксессуары.
Поэтому, если вам нужны определенные функции, обязательно приобретите соответствующие аксессуары.

 К тому же, и резина для них используется более толстая.
К тому же, и резина для них используется более толстая. 
 Прецизионная механическая часть и высокое разрешение оптической системы позволяют лазерным станкам с ЧПУ обеспечивать тонкий и аккуратный шов реза. Система ЧПУ чётко отслеживает положение излучателя и обеспечивает отменную точность позиционирования лазерной головки над заготовкой. В результате чего лазерный станок может реализовывать сложный маршрут обработки, а также гравировать поверхность заготовки с очень высокой детализацией изображений.
Прецизионная механическая часть и высокое разрешение оптической системы позволяют лазерным станкам с ЧПУ обеспечивать тонкий и аккуратный шов реза. Система ЧПУ чётко отслеживает положение излучателя и обеспечивает отменную точность позиционирования лазерной головки над заготовкой. В результате чего лазерный станок может реализовывать сложный маршрут обработки, а также гравировать поверхность заготовки с очень высокой детализацией изображений. При этом основой программы для обработки может выступать растровый или векторный рисунок (в том числе готовый или модифицированный шаблон), что значительно облегчает процесс производства. Поскольку мощность излучения в процессе обработки поддаётся регулировке в широких пределах, лазерный станок с ЧПУ может наносить эскиз печати или штампа на резиновую матрицу любого типа. Однако для получения качественного результата необходимо соблюдать ряд тонкостей в процессе обработки.
При этом основой программы для обработки может выступать растровый или векторный рисунок (в том числе готовый или модифицированный шаблон), что значительно облегчает процесс производства. Поскольку мощность излучения в процессе обработки поддаётся регулировке в широких пределах, лазерный станок с ЧПУ может наносить эскиз печати или штампа на резиновую матрицу любого типа. Однако для получения качественного результата необходимо соблюдать ряд тонкостей в процессе обработки. Шаговые электродвигатели через ременные передачи приводят в движение головку лазерного излучателя. Перемещаясь над заготовкой, излучатель «выжигает» узор, являющейся точной копией графического эскиза — основы для управляющей программы. Газообразные отходы через систему вытяжки станка отводятся из зоны обработки. Иных отходов в процессе работы не образуется, что является значительным преимуществом бесконтактной лазерной обработки перед механическим резанием (точением или фрезерованием). Кроме того, лазерные станки с ЧПУ обеспечивают наилучшее соотношение качества, скорости и экономичности обработки.
Шаговые электродвигатели через ременные передачи приводят в движение головку лазерного излучателя. Перемещаясь над заготовкой, излучатель «выжигает» узор, являющейся точной копией графического эскиза — основы для управляющей программы. Газообразные отходы через систему вытяжки станка отводятся из зоны обработки. Иных отходов в процессе работы не образуется, что является значительным преимуществом бесконтактной лазерной обработки перед механическим резанием (точением или фрезерованием). Кроме того, лазерные станки с ЧПУ обеспечивают наилучшее соотношение качества, скорости и экономичности обработки. Следовательно, для внесения «поправки на толщину» следует программный эскиз в масштабе 1:1 обвести абрисом толщиной 0,1 мм.
Следовательно, для внесения «поправки на толщину» следует программный эскиз в масштабе 1:1 обвести абрисом толщиной 0,1 мм.
 При массовом изготовлении важным моментом является экономия материала заготовок и удельные затраты на работу станка в целом. Для сокращения издержек рекомендуется использовать возможности современных программ управления лазерным станком. В частности, утилиты автоматической оптимизации траектории движение головки излучателя и расположения повторяющихся изделий на большом листе заготовки. Для экономии материала, естественно, лучше располагать эскизы печатей вплотную друг к другу. Тонкость лазерного луча при «обводе» готовой печати по контуру обеспечит минимальное количество обрезков резины.
При массовом изготовлении важным моментом является экономия материала заготовок и удельные затраты на работу станка в целом. Для сокращения издержек рекомендуется использовать возможности современных программ управления лазерным станком. В частности, утилиты автоматической оптимизации траектории движение головки излучателя и расположения повторяющихся изделий на большом листе заготовки. Для экономии материала, естественно, лучше располагать эскизы печатей вплотную друг к другу. Тонкость лазерного луча при «обводе» готовой печати по контуру обеспечит минимальное количество обрезков резины. youtube.com/embed/WG-BXo8PZSw» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/WG-BXo8PZSw» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  de
de Наше стандартное уплотнение показано ниже с твердой латунной головкой диаметром 25 мм, дополненной полированной ручкой из палисандра или дуба.
Наше стандартное уплотнение показано ниже с твердой латунной головкой диаметром 25 мм, дополненной полированной ручкой из палисандра или дуба.
 Имеют желто-оранжевый цвет, прозрачные. Обладают высокой точностью, и меньшим поглощением за счет своей прозрачности.
Имеют желто-оранжевый цвет, прозрачные. Обладают высокой точностью, и меньшим поглощением за счет своей прозрачности.
 При бережном отношении к линзе, своевременной чистке вы обеспечите её долгосрочную работу и всегда будете иметь на выходе луч максимально возможной мощности без оптических потерь.
При бережном отношении к линзе, своевременной чистке вы обеспечите её долгосрочную работу и всегда будете иметь на выходе луч максимально возможной мощности без оптических потерь.
 Применяемые в настоящее время линзы на лазерных станках имеют формы:
Применяемые в настоящее время линзы на лазерных станках имеют формы: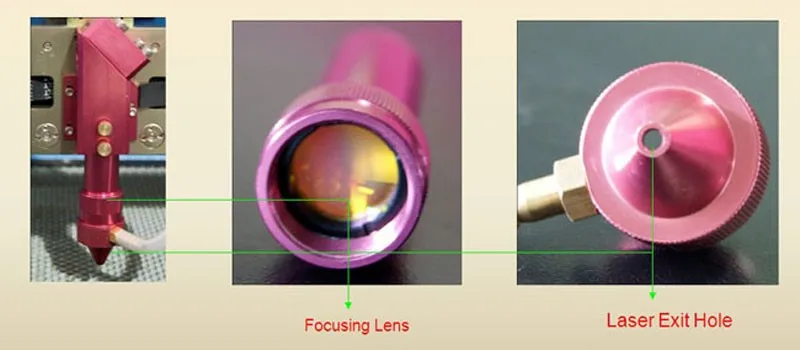
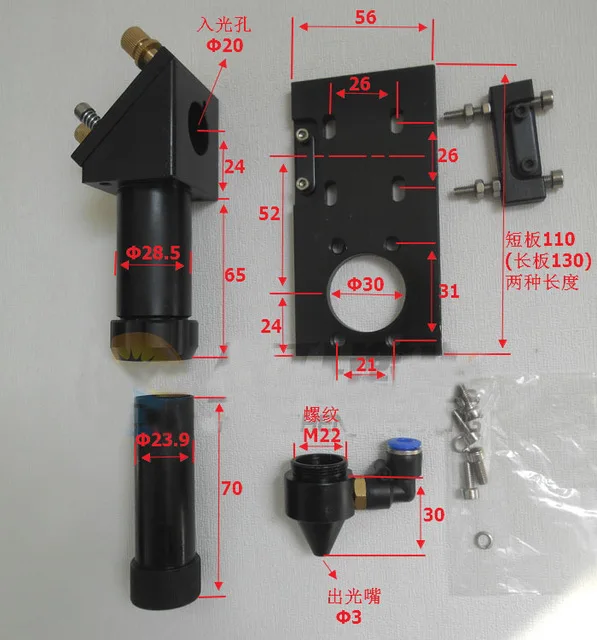 8 мм.
8 мм.
 Энергия обычно подается в виде электрического тока или в виде света с другой длиной волны. Свет накачки может обеспечиваться лампой-вспышкой или другим лазером.
Энергия обычно подается в виде электрического тока или в виде света с другой длиной волны. Свет накачки может обеспечиваться лампой-вспышкой или другим лазером.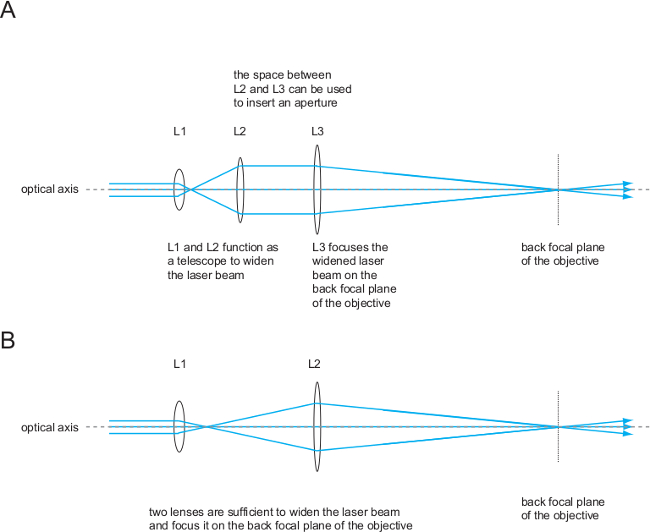 Лазерные зеркала разработаны с высокой степенью отражения для определенной длины волны или диапазона длин волн с использованием различных подложек, покрытий или их комбинации.
Лазерные зеркала разработаны с высокой степенью отражения для определенной длины волны или диапазона длин волн с использованием различных подложек, покрытий или их комбинации. Mo прослужит до 3 лет или около того, K9 … ну … вы действительно должны содержать их в безупречной чистоте и избегать ЛЮБЫХ царапин или дефектов.
Mo прослужит до 3 лет или около того, K9 … ну … вы действительно должны содержать их в безупречной чистоте и избегать ЛЮБЫХ царапин или дефектов.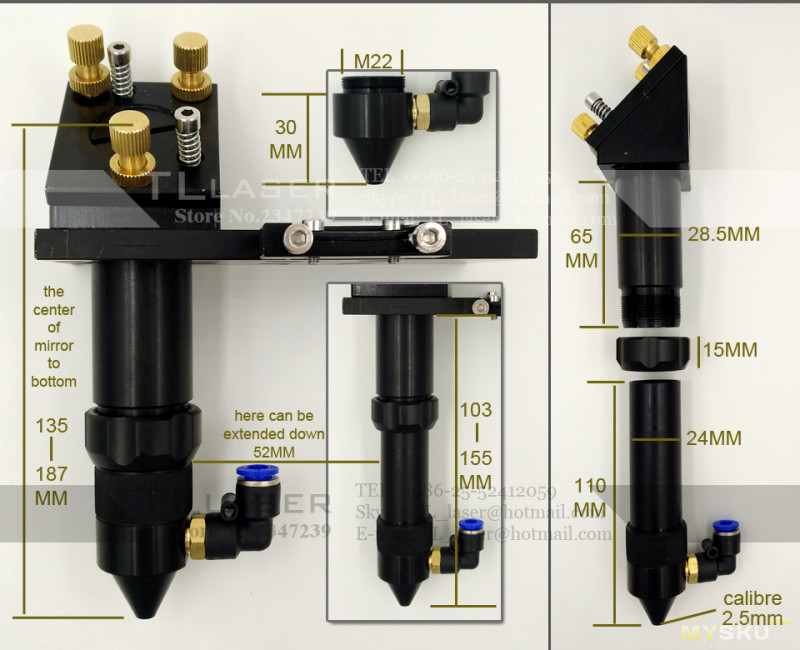 Другими словами, лазерный луч должен сначала пройти через изогнутую часть линзы. Объективы обычно обозначаются их фокусом. Самый распространенный объектив, поставляемый с K40, — это объектив 2,0 дюйма или 50,8 мм. Это относится к фокусу или расстоянию между объективом и произведением. это не относится к диаметру. Диаметр стандартного объектива K40 составляет 12 мм. Многие люди заменяют заводскую головку на головку LightObject.
Другими словами, лазерный луч должен сначала пройти через изогнутую часть линзы. Объективы обычно обозначаются их фокусом. Самый распространенный объектив, поставляемый с K40, — это объектив 2,0 дюйма или 50,8 мм. Это относится к фокусу или расстоянию между объективом и произведением. это не относится к диаметру. Диаметр стандартного объектива K40 составляет 12 мм. Многие люди заменяют заводскую головку на головку LightObject. При правильном обращении и очистке оптики вы можете предотвратить ее повреждение и обеспечить ее постоянную работу.
При правильном обращении и очистке оптики вы можете предотвратить ее повреждение и обеспечить ее постоянную работу. Если он все еще грязный, правильное использование растворителей и салфеток для линз часто может помочь.
Если он все еще грязный, правильное использование растворителей и салфеток для линз часто может помочь.
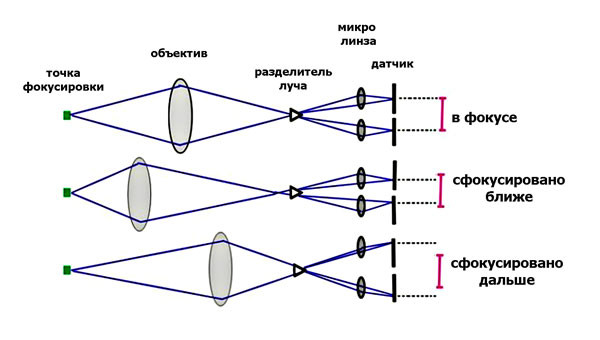 Независимо от того, являетесь ли вы любителем, энтузиастом или профессионалом в сфере бизнеса, определение подходящего объектива для ваших нужд поначалу может сбивать с толку. К сожалению, не существует одной линзы, которая подойдет для каждого проекта, но вы можете менять линзы в соответствии со своими конкретными потребностями и получать наилучшие результаты от своего лазерного гравера CO2.
Независимо от того, являетесь ли вы любителем, энтузиастом или профессионалом в сфере бизнеса, определение подходящего объектива для ваших нужд поначалу может сбивать с толку. К сожалению, не существует одной линзы, которая подойдет для каждого проекта, но вы можете менять линзы в соответствии со своими конкретными потребностями и получать наилучшие результаты от своего лазерного гравера CO2.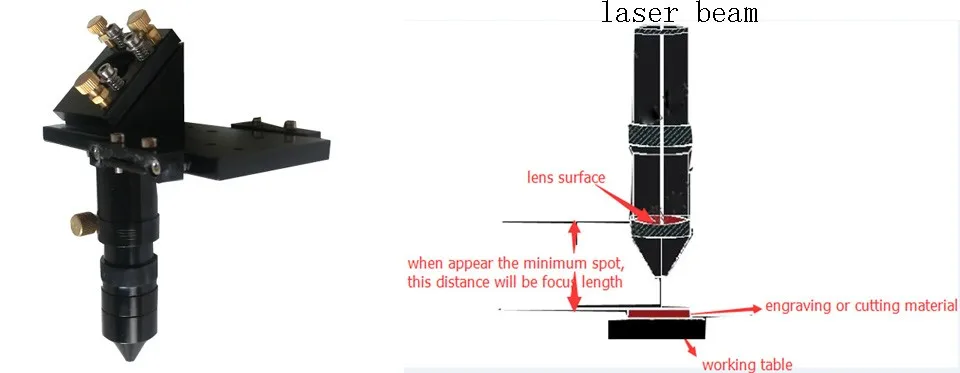 Лазерный луч по-прежнему сможет оставлять следы на ваших материалах без фокусирующей линзы CO2-лазера, но он будет выглядеть как непоследовательный ожог.
Лазерный луч по-прежнему сможет оставлять следы на ваших материалах без фокусирующей линзы CO2-лазера, но он будет выглядеть как непоследовательный ожог.
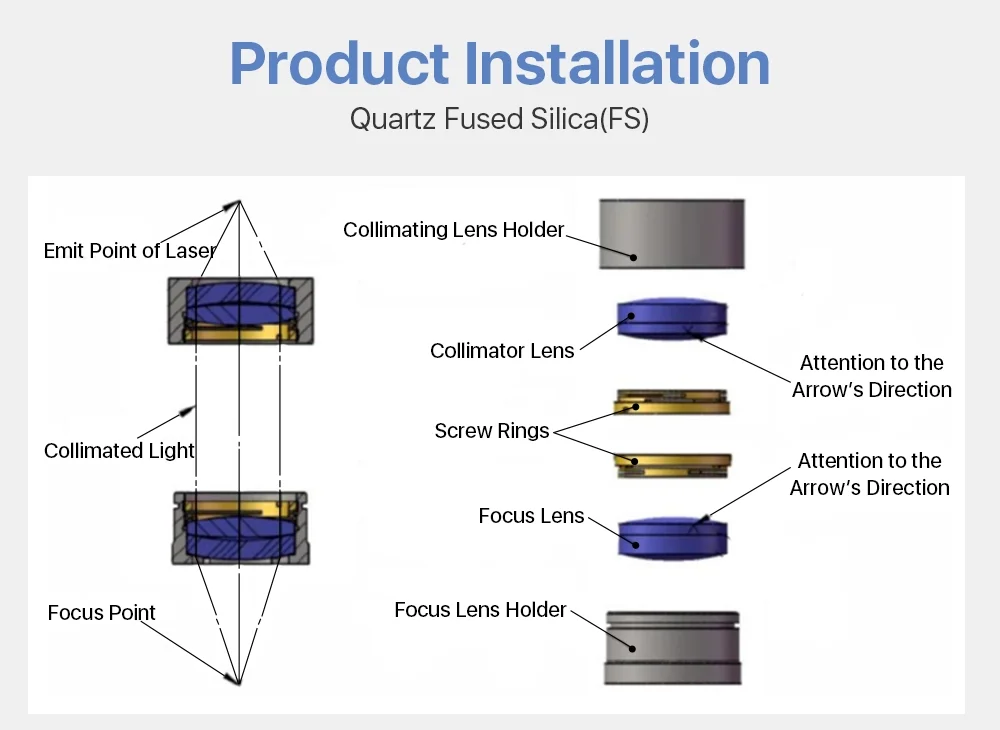 Поскольку луч будет сфокусирован более близко к вашему материалу, это означает, что он также будет быстрее распространяться после точки фокусировки. Из-за этого луч фокусируется в гораздо меньшей точке, что позволит вам гравировать детали размером до 6 точек, но из-за быстрого распространения луча это не подходит для резки. Лучше всего использовать для мелких деталей и тонких линий.
Поскольку луч будет сфокусирован более близко к вашему материалу, это означает, что он также будет быстрее распространяться после точки фокусировки. Из-за этого луч фокусируется в гораздо меньшей точке, что позволит вам гравировать детали размером до 6 точек, но из-за быстрого распространения луча это не подходит для резки. Лучше всего использовать для мелких деталей и тонких линий.  Лазерный луч распространяется не так быстро, что делает его идеальным для резки материалов толщиной до полудюйма. Лучше всего использовать для обычной гравировки и резки материалов толщиной до 0,5 дюйма.
Лазерный луч распространяется не так быстро, что делает его идеальным для резки материалов толщиной до полудюйма. Лучше всего использовать для обычной гравировки и резки материалов толщиной до 0,5 дюйма. 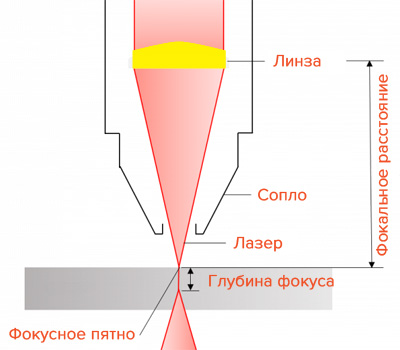 Убедитесь, что у вас есть правильный объектив для работы.
Убедитесь, что у вас есть правильный объектив для работы.