Дома 3d принтере: как их строят и почему им пророчат большое будущее? 7 реальных домов, в которых уже живут
Содержание
Строительная 3D-печать в ожидании прорыва / Хабр
Технология 3D-печати зародилась еще в 80-х годах 20-го века, а вот строительная 3D-печать появилась гораздо позже. Первые строительные проекты с использованием этой технологии появились только в 2014 году. Речь идет, прежде всего, о так называемых малых архитектурных формах (скамейки, клумбы, заборы). О постройке домов еще и не мечтали. Но уже в 2015 году российский стартап Apis Cor произвел фурор — напечатал целый дом в Подмосковье. С тех пор периодически появляются новости о новых 3D-печатных домах. Однако несмотря на то, что технология показала себя очень перспективной с точки зрения скорости возведения жилья и снижения стоимости строительства, никакого массового внедрения не последовало.
Строительство – это мировой рынок номер один. И, если в сфере многоэтажного строительства внедряется много технологических инноваций, то в сфере малоэтажного мало что изменилось за последние десятилетия. За последние 30 лет появился доступный интернет, мобильные телефоны, мобильный интернет, робототехника поднялась на новый уровень и т. д., но, попав на стройку дома, вы вряд ли обнаружите много технологических новинок. Автоматизация практически отсутствует, а ручной труд превалирует. 2020 год стал испытанием на прочность для всего мира, а также привел к высочайшему уровню инфляции, которая, в первую очередь, ударила по строительному рынку, произошло драматическое изменение цен на металлы, цемент, древесину и многое другое.
д., но, попав на стройку дома, вы вряд ли обнаружите много технологических новинок. Автоматизация практически отсутствует, а ручной труд превалирует. 2020 год стал испытанием на прочность для всего мира, а также привел к высочайшему уровню инфляции, которая, в первую очередь, ударила по строительному рынку, произошло драматическое изменение цен на металлы, цемент, древесину и многое другое.
Этот интернет-мем наглядно показывает, что произошло со стоимостью стройматериалов всего лишь за год. И процесс еще идет. Одновременно происходит серьезное удорожание стоимости рабочей силы, и наблюдается ее острый дефицит. Все это приводит к резкому удорожанию стоимости строительства домов. Как бы странно не звучало, но статистика показывает, что рост автоматизации происходит не тогда, когда всё хорошо, а именно в кризисных ситуациях, во время обострения конкуренции, снижении спроса и необходимости срочно искать новые технологии для повышения эффективности производства. Так случилось и в этот раз, и после некоторого прозябания строительная 3D-печать получила новый импульс развития.
Готовясь к написанию статьи, я обратился к основателю компании Arkon — Борису Козлову. Компания Arkon была создана в 2020 году и занимается производством строительных 3D-принтеров, причем как цехового типа для создания префабов (сборных домов), так и портального, способного напечатать двухэтажный дом. Я задал Борису ключевой, на мой взгляд, вопрос:
— Строительная 3D-печать возникла в 2014 году, но за 7-8 лет не последовало никакого массового внедрения этой технологии. Как Вы считаете, почему это произошло, и почему именно сейчас наблюдается всплеск новых проектов?
— Мне кажется, что причина в эффекте «снежного кома». Технология должна была созреть, дорасти от гипотезы до пилотного внедрения и, наконец, до начала коммерциализации и масштабирования (то, что происходит сейчас). Кроме того, надо учитывать, что строительство — одна из самых консервативных отраслей промышленности, где, в отличие даже от авиации и автопрома, до сих пор крайне низкое внедрение цифровых решений и автоматизации в области именно процесса производства — самой стройки.
Немаловажную роль играет и вопрос нормирования и сертификации — этот процесс долгий и создает дополнительный лаг.
В 2014 – 2016 гг. появились первые образцы строительных 3D-принтеров и прототипы напечатанных зданий. Проверялись концепции различных форм-факторов строительных 3D-принтеров и типов материалов печати.
В 2017 – 2018 гг. в мире были осуществлены первые заметные инвестиции в ряд стартапов по строительной 3D-печати. Далее, к 2020 г. эти инвестиции «прокрутились» в виде достижения определенного уровня зрелости технологии — появились первые коммерческие продукты (3D-принтеры и дома).
Наконец, в 2020 – 2022 гг. стало понятно, что гипотезы эффективности строительной 3D-печати оправдываются (дешевле, быстрее, экологичнее), и в отрасль начались крупные вложения. Яркий пример: инвестиция GE (французское подразделение General Electric) в датский COBOD или достижение капитализации в $2 млрд американской компанией ICON.
В 2022 – 2023 гг.
в мире будет напечатано уже свыше 1000 зданий, происходит масштабирование от отдельных зданий/пилотных проектов до целых поселков и крупных внедрений в области инфраструктуры / ЖБИ. Кроме того, в ряде стран к настоящему моменту создана или активно создается нормативная база для внедрения аддитивных технологий в строительную отрасль.
Таким образом, считаю, что указанный временной период — достаточно естественный цикл становления технологии, которую, вероятно, ждет экспоненциальный рост в ближайшее десятилетие.
По данным отчета ResearchAndMarket, мировой рынок строительной 3D-печати в 2022 году оценивается в 354.3 млн долларов США, и, по прогнозам, достигнет 11068.1 млн долларов США к 2027 году, увеличившись на 99,04%.
Различные рыночные процессы влияют на цены и поведение участников глобального рынка строительной 3D-печати. Они создают ценовые сигналы, которые являются результатом изменений в кривых спроса и предложения на продукт или услугу. Они могут быть связаны как с макроэкономическими, так и с микроэкономическими факторами. Даже человеческие эмоции также могут определять решения, влиять на рынок и создавать ценовые сигналы.
Они могут быть связаны как с макроэкономическими, так и с микроэкономическими факторами. Даже человеческие эмоции также могут определять решения, влиять на рынок и создавать ценовые сигналы.
Теперь давайте вкратце рассмотрим, что же собой представляет строительный 3D-принтер. Не углубляясь сильно в технологию, можно сказать, что строительные 3D-принтеры очень похожи на классические FDM/FFF принтеры, печатающие пластиком, только вместо пластика в качестве материала здесь выступает цементная смесь, которая подается напрямую в сопло и формирует объект путем послойного наложения. Принтеры также бывают портальными, на базе вылетной стрелы, с роборукой.
На рисунке слева строительной принтер на базе вылетной стрелы. На рисунке справа портальный строительный 3D-принтер
На рисунке выше строительный 3D-принтер в виде роборуки, установленной на мобильную платформу.
Окончательно все изменилось, когда летом 2021 года американская компания ICON, пытавшаяся внедрить 3D-печать в строительство разных вспомогательных объектов, подписала контракт с одним из крупнейших американских девелоперов – компанией Lennar, на строительство поселка на 100 домов в Техасе и тут же стала единорогом, получив 200 млн.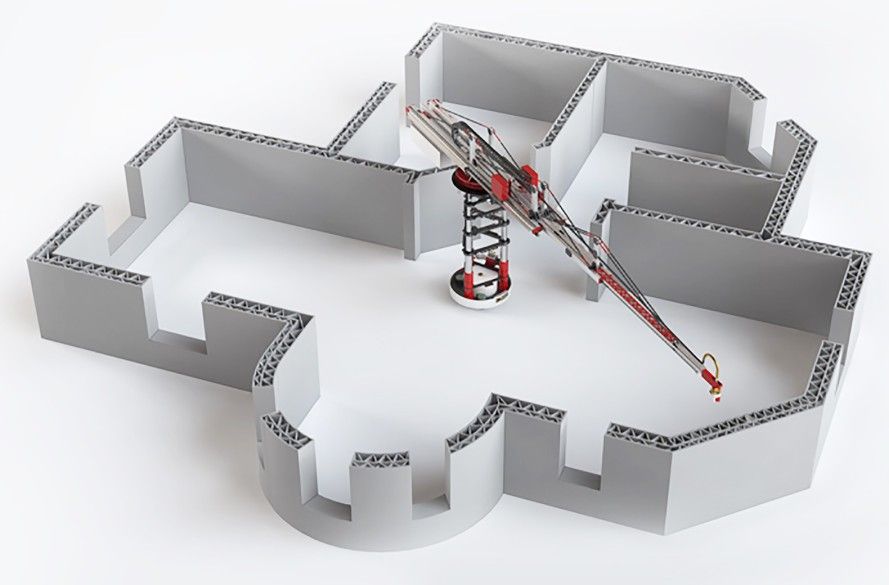 долларов инвестиций от нескольких инвестиционных фондов.
долларов инвестиций от нескольких инвестиционных фондов.
На фото 3D-печатный дом в Остине, штат Техас.3D-печатный дом в Остине, штат Техас.
Одновременно с этим, датская компания COBOD, созданная крупнейшим в мире концерном по производству строительной опалубки PERRI, начала продавать свои портальные строительные 3D-принтеры, а также участвовать в строительных проектах по всему миру. На фото ниже современный двухэтажный дом, построенный в Германии и здание школы в Малави, построенной за рекордные сроки с минимальным бюджетом.
Мало что объединяет развитые, развивающиеся и бедные страны, везде свои проблемы и задачи, но нехватка доступного жилья является общемировой повесткой. Если в бедных странах остро стоит вопрос с ростом количества бездомных из-за нехватки жилья, как такового, то в развивающихся странах необходимо резко ускорить количество возводимого нового жилья для удовлетворения потребностей растущего населения. В развитых же странах проблема, прежде всего, в стоимости жилья, которое подорожало до такой степени, что стало практически недоступным для молодежи. А с одновременным увеличением в этих странах продолжительности жизни эта проблема только усугубляется.
А с одновременным увеличением в этих странах продолжительности жизни эта проблема только усугубляется.
Параллельно развивается тренд на «зеленую повестку», снижение выбросов CO2, строительство из более экологичных материалов и т.д. Но, к сожалению, пока что строительная отрасль является абсолютным лидером по выбросам CO2, а также по количеству мусора, который оставляет после себя каждая стройка. Нельзя сказать, что строительная 3D-печать решает все эти проблемы, но, как минимум, она идет в правильном направлении. Давайте посмотрим на это на нескольких наглядных примерах.
Стены, напечатанные строительным 3D-принтером.
На сегодняшний день, когда мы говорим о 3D-печати домов, речь идет о печати стен. Все остальное (фундамент, окна, двери, перекрытия и крыша) делаются традиционным способом. 3D-печатные стены возводятся как несъемная опалубка, что существенно экономит количество используемого цемента, а это, в свою очередь, снижает стоимость постройки и уменьшает экологический ущерб при производстве цемента. Кроме того, при этом способе возведения не производится никаких дополнительных отходов, прочность конструкции не страдает. Ее можно армировать, как это показано на фото слева, и сразу закладывать инженерные коммуникации, как показано на фото справа, что также влияет на конечную скорость возведения объекта. Общий вес конструкции при этом снижается, оставшиеся полости можно заполнять легким пенобетоном, утеплителем, соломой или любым другим доступным материалом. Такая облегченная конструкция может использовать более легкий фундамент. Сам способ возведения является более экономичным с точки зрения материала, а следовательно, и экологичным.
Кроме того, при этом способе возведения не производится никаких дополнительных отходов, прочность конструкции не страдает. Ее можно армировать, как это показано на фото слева, и сразу закладывать инженерные коммуникации, как показано на фото справа, что также влияет на конечную скорость возведения объекта. Общий вес конструкции при этом снижается, оставшиеся полости можно заполнять легким пенобетоном, утеплителем, соломой или любым другим доступным материалом. Такая облегченная конструкция может использовать более легкий фундамент. Сам способ возведения является более экономичным с точки зрения материала, а следовательно, и экологичным.
Сейчас активно ведутся разработки экобетона с добавлением полимеров, при производстве которого выбросы CO2 меньше от 30% до 100%. Упоминаемая в начале статьи компания Apis Cor, строившая в 2015 году дом в Подмосковье, ныне базирующаяся в жаркой Флориде, планирует начать использовать этот материал в своих проектах.
Еще один стартап, родом из России, – Mighty Buildings со штаб-квартирой в Калифорнии, изначально сделал ставку на полимер с добавлением минеральной крошки. И, хотя компания не строит дома целиком, а делает только стеновые панели, она получила множество наград за дизайн, а также оценку в 400 миллионов долларов в ходе привлечения нескольких инвестиционных раундов.
И, хотя компания не строит дома целиком, а делает только стеновые панели, она получила множество наград за дизайн, а также оценку в 400 миллионов долларов в ходе привлечения нескольких инвестиционных раундов.
В итоге, при грубом подсчете можно сказать, что суммарная экономия на строительстве стен может достигать 30%, а общая стоимость дома может быть снижена на 10%. Это справедливо для спроектированных под обычное строительство домов. А если изначально проектировать с 3D-печатью, можно улучшить это соотношение за счет оптимизации прокладки коммуникаций, возможности сразу печатать внутренние стены, закладки ниш для ванных, каминов, встроенных шкафов и кухни, как это было сделано в доме, построенным COBOD в Германии.
«И на солнце есть пятна». Несмотря на все преимущества строительной 3D-печати, у нее есть несколько существенных недостатков. Главный — это слоистость, избежать которой при текущем уровне развития технологии невозможно.
На фото выше видна слоистость 3D-печатных стен.
С этой задачей можно работать в нескольких направлениях:
Ребристые стены можно шпаклевать, красить и обыгрывать как элемент дизайна. Так делает ICON в США., например их последний проект House Zero сделан именно так и он был отмечен рядом наград за дизайн.
3D-печатный дом House Zero в США, построенный компанией ICON.
Использовать специальные «шторки» на печатной голове, которые позволяют сглаживать слои, как это делают COBOD и другие производители. На фото ниже видно, что и это не обеспечивает полного отсутствия слоистости.
Полностью зашлифовать поверхность, чтобы получить привычную гладкую стену под шпаклевку, покраску, поклейку обоев или другую отделку. Это возможно, но потребует огромных трудозатрат, которые могут снизить общую эффективность от использования 3D-печати.
На фото выше стена после 3D-печати, отшлифованная до гладкости.
Второй проблемой является необходимый температурный режим. В идеале печать должна проходить при температуре от +5С° до +30С°. Влажность также важна. Используя присадки, можно раздвигать эти границы, но не до бесконечности. При сильных минусовых температурах печать будет возможна в полевых условиях, только если стройплощадка будет закрыта куполом и внутри будет достигнута необходимая температура с помощью тепловых пушек. В условиях же сильной жары предпочтительно печатать ночью. Еще одним решением может быть печать стеновых панелей в цеху и их сборка на месте строительства. Безусловно, каждое из этих решений будет отрицательно влиять на экономическую эффективность проекта.
В идеале печать должна проходить при температуре от +5С° до +30С°. Влажность также важна. Используя присадки, можно раздвигать эти границы, но не до бесконечности. При сильных минусовых температурах печать будет возможна в полевых условиях, только если стройплощадка будет закрыта куполом и внутри будет достигнута необходимая температура с помощью тепловых пушек. В условиях же сильной жары предпочтительно печатать ночью. Еще одним решением может быть печать стеновых панелей в цеху и их сборка на месте строительства. Безусловно, каждое из этих решений будет отрицательно влиять на экономическую эффективность проекта.
Строительная 3D-печать может пригодиться не только для возведения домов. С ее помощью можно решить много других задач, и там ее минусы не будут иметь значения. Например, американский концерн GE использует принтеры COBOD для строительства опор для ветряных генераторов в цеху. Ребристость поверхности и температурные ограничения в данном случае не играют никакой роли. Строительство идет в цеху, после чего объект перевозится на место установки.
Строительство идет в цеху, после чего объект перевозится на место установки.
3D-печатная башня ветрогенератора.3D-печатная башня ветрогенератора.
Строительная 3D-печать, или, как ее еще называют, аддитивное строительство, только появилась на свет, и хочется верить в ее светлое будущее. К этому есть много предпосылок, но для успеха многое еще нужно сделать. В первую очередь, нужно разработать принципы проектирования домов для строительной 3D-печати. Затем необходимо привлечь топовых архитекторов для создания знаковых проектов, за которыми может последовать массовое внедрение новой и очень перспективной технологии. Строительная 3D-печать может помочь в решении глобальной проблемы нехватки жилья, а также привнести большую долю автоматизацию в другие сферы строительства.
Александр Корнвейц
Эксперт в области аддитивных технологий и 3D-печати, руководитель компании “Цветной мир”
17 реальных зданий, напечатанных на 3D-принтере — Будущее на vc.
 ru
ru
Технологии 3D-печати развиваются чрезвычайно быстро и используются в самых разных сферах жизни человека.
42 553
просмотров
В последнее время большое внимание уделяется печати зданий, и напечатанные дома все чаще появляются в последние годы в разных странах мира — в США, Саудовской Аравии, Мексике, Франции, России, ОАЭ и других. Я подготовил список существующих на 2020 год зданий, возведенных методом строительной 3D-печати.
Что собой представляет 3Д-принтер для строительства.
Существующие на сегодняшний день строительные 3D-принтеры, отличаются конструкциями и методами возведения стен. Наиболее часто встречаются принтеры портальной конструкции, двух- и четырех- опорной конструкции, на базе руки-манипулятора или циркульной конструкции. Оборудование позволяет создавать малые архитектурные формы и элементы сооружений для последующей их сборки на месте, либо позволяют печатать здание целиком на строительной площадке. Высота и размеры печатаемого здания зависят от технических характеристик используемого принтера.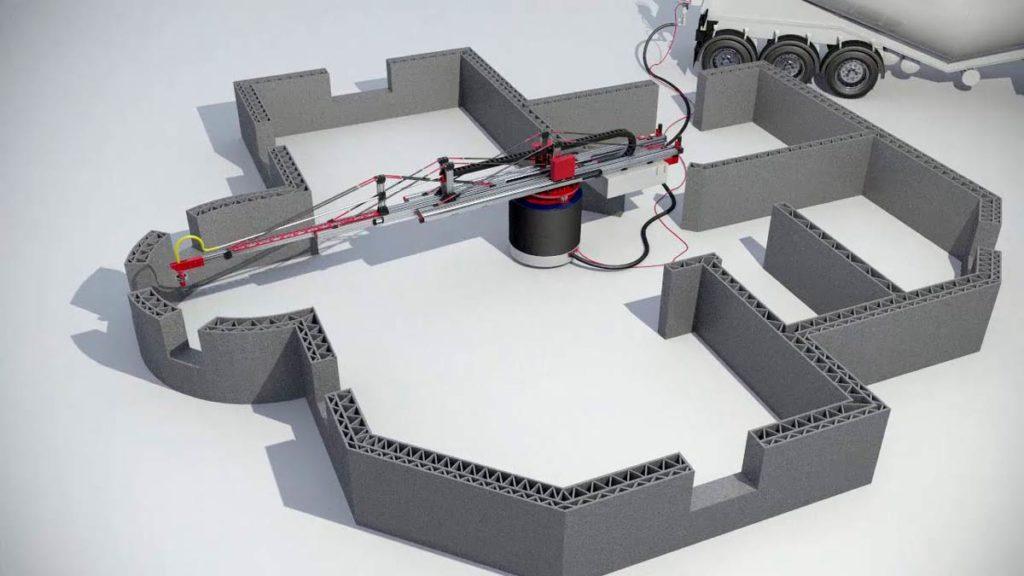
Как происходит процесс печати.
Экструдер выдавливает быстротвердеющую бетонную смесь с различными добавками. Каждый последующий слой наносится поверх предыдущего, благодаря чему образуется вертикальная конструкция. Бетонные слои, находящиеся снизу, таким образом, уплотняются, тем самым растёт их способность выдерживать следующие слои, а значит, и весь вес конструкции. Для упрочнения конструкции производится ее армирование, которое может быть как вертикальным, так и горизонтальным. Укладка горизонтального армпояса производится между слоями, вертикальную арматуру устанавливают по окончании затвердевания состава, а затем заливают бетоном.
Преимущества 3D печати перед другими методами строительства.
Изготовление конструкций 3D-принтером открывает большие возможности для предприятий строительной и смежных отраслей. Практическое применение выявило следующие преимущества аддитивного производства:
- Снимает ограничения с фантазии дизайнеров и архитекторов, проектирующих здания, так как даёт возможности, не доступные при строительстве привычными нам методами.

- Высокая скорость возведения зданий и сооружений.
- Полная автоматизация процесса.
- Низкое энергопотребление оборудования.
- Значительная экономия в сравнении с классическими методами строительных работ за счёт снижения затрат на оплату труда персонала и энергоресурсы и ускорения сроков строительства.
- Полностью исключается образование отходов стройматериалов.
- Минимизация человеческого вмешательства в процесс строительства не только позволяет строить в недоступных для людей местах, но и на обычных территориях нивелирует человеческий фактор и уменьшает вероятность ошибки.
1. Июнь 2014. Китай. Китайская компания Shanghai WinSun Decoration Design Engineering Co представила дома, построенные с помощью техники 3D-печати в промышленном парке в китайской провинции Цзянсу. Всего было создано десять домов, каждый из которых стоил немногим больше трех тысяч фунтов стерлингов.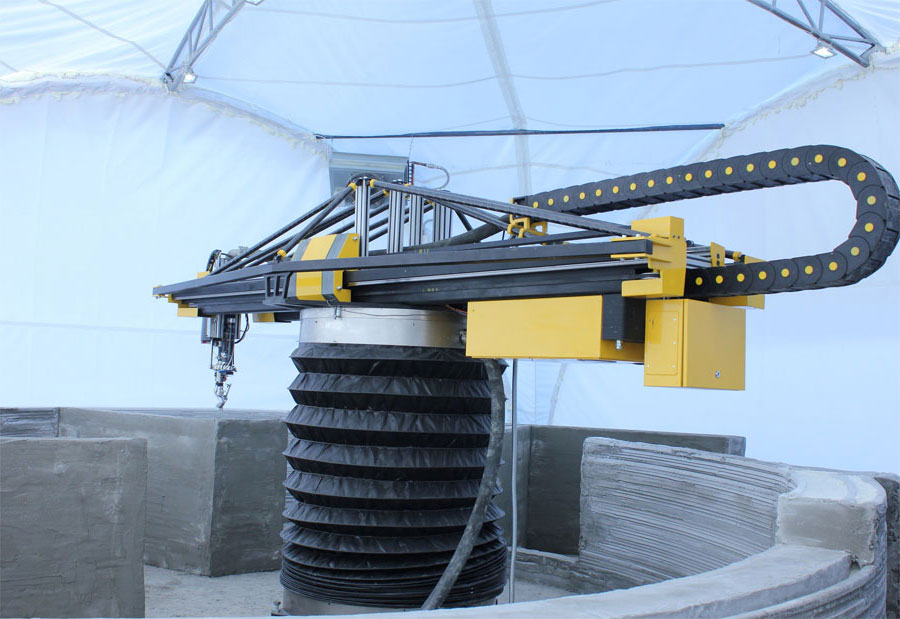 За последовавшие десять месяцев технология была усовершенствована, и компания изготовила для выставки несколько разнотипных зданий, самое высокое из которых насчитывает пять этажей.
За последовавшие десять месяцев технология была усовершенствована, и компания изготовила для выставки несколько разнотипных зданий, самое высокое из которых насчитывает пять этажей.
2. Август 2014. США. Компания Totalkustom Андрея Руденко отпечатала замок. Печать заняла в общей сложности 2 месяца.Скорость печати машины составляла 50 см за 8 часов. Основная часть замка размерами 3 м х 5 м и 3,5 м в высоту, была напечатана как единое целое, а башни затем были напечатаны отдельно.
3. Июль 2015. Китай. Китайская компания Zhuoda собрала двухэтажный дом в рекордно короткий срок. Модульный дом состоящий из шести модулей, созданных с помощью технологии 3D печати, были собран на месте менее чем за 3 часа. Конечно на самом деле около 90% работ были выполнены в цехах компании, а на участке они уже были только собраны в единое здание.
4. Сентябрь 2015. Филиппины. Компания Totalkustom Андрея Руденко построила апартаменты на территории гостиницы на Филиппинах, размерами 10,5 м х 12,5 м и высоту 3 метра. Здание было построено с применением местных материалов — песка и вулканического пепла.
Здание было построено с применением местных материалов — песка и вулканического пепла.
5. Май 2016. ОАЭ. Китайская компания Shanghai WinSun Decoration Design Engineering Co отпечатала сборные конструкции для последующей сборки офисного здания в Дубае. Площадь одноэтажного здания составляет около 250 кв. м.
6. Март 2017. Россия. Компания Apis Cor представила первое полностью отпечатанное на строительной площадке здание площадью 37 кв. м.. Напечатанный дом имеет интересную форму, но как говорят сами участники: это лишь для того, чтобы показать гибкость технологии печати, форма построек может быть и привычной квадратной. В сравнении с другими строительными 3D-принтерами, этот принтер весьма компактный (4×1,6×1,5 м), весит 2 тоны, благодаря чему может спокойно транспортироваться на место строительства.
7. Октябрь 2017. Россия. В Ярославле компания Спецавиа представила первый в Европе и СНГ жилой дом, построенный с помощью технологии строительной 3D-печати. Строительство дома началось в 2015 году. Коробка здания была отпечатана портальным принтером по частям, а затем смонтирована на фундаменте за один месяц в декабре 2015 года. Летом 2017 завершено устройство крыши и проведен основной объем внутренних отделочных работ.
Строительство дома началось в 2015 году. Коробка здания была отпечатана портальным принтером по частям, а затем смонтирована на фундаменте за один месяц в декабре 2015 года. Летом 2017 завершено устройство крыши и проведен основной объем внутренних отделочных работ.
8. Март 2018. Франция. Компания Yhnova представила пятикомнатный одноэтажный дом с площадью 95 квадратных метров. Для его возведения инженеры использовали большой манипулятор, на конце которого закреплен экструдер для монтажной пены. Во время работы он наносил пену в соответствии с загруженной в него 3D-моделью здания. После нанесения пены строители периодически заливали возведенную часть бетоном, а также вставляли рамы дверей и окон.
9. Март 2018. США. Американская компания Icon возвела прототип дома в Техасе для подтверждения работоспособности своей технологии. Площадь здания составила 32 кв.м., печать выполнялась портальным типом 3D-принтера, передвигающегося по установленным на площадке рельсам.
10. Июль 2018. Испания. Компания Be More 3D отпечатала здание из бетона площадью 24 м2. Для постройки использовался двухопорный 3D-принтер , ширина которого составляет 7 метров, а высота 5 метров.
11. Сентябрь 2018. Дания. Компания 3D Printhuset отпечатала в Нордхавне офис площадью 50 квадратных метров. Используемый для печати 3D-принтер относится к типу «портальный» и имеет размер 8 x 8 x 6 метров. Скорость печати 2,5 метра / мин. Каждый слой 50-70 мм. Материал для печати — бетон, изготовленный в значительной степени из переработанных плиток и песка.
12. Октябрь 2018. Италия. Компания Crane Wasp используя трехопорный строительный 3D-принтер возвела здание за десять дней. В доме используется технология пассивного солнечного нагрева и естественная вентиляция.Состав для печати был создан на основе отходов от выращивания риса (он на 25% состоял из местной почвы (глина и песок), на 40%, из – из соломы, еще на 25% – из рисовой шелухи и на 10% – из гидравлической извести).
13. Ноябрь 2018. Италия. Компания Arup в коллаборации с архитектурным бюро CLS Architetti возвели здание за 1 неделю площадью 100 кв.м. Здание печаталось сегментами с последующей сборкой на строительной площадке.
14. Ноябрь 2018. Саудовская Аравия. Нидерландская компания CyBe Construction завершила строительство здания площадью 80 кв.м. На 3D-печать необходимых элементов ушло около недели, а на сборку чуть больше суток. Стены состоят из 27 напечатанных блоков, на изготовление парапетов понадобилась еще 21 блоков.
15. Август 2019. США. Компания S-Squared 3D Printers (SQ3D) показала прототип жилого дома, который можно от пола до крыши возвести всего за двенадцать часов. Дом имеет площадь 46 м2. В процессе печати использовался 3D-принтер двухопорной конструкции.
16. Октябрь 2019. ОАЭ. Компания Apis Cor объявила о завершении строительства крупнейшего в мире здания с помощью технологии 3D-печати. Расположенное в Дубае, здание площадью 650 кв. метров имеет высоту здания 9,5 метров и вошло в Книгу рекордов Гиннесса как самое большое здание, отпечатанное непосредственно на строительной площадке.
метров имеет высоту здания 9,5 метров и вошло в Книгу рекордов Гиннесса как самое большое здание, отпечатанное непосредственно на строительной площадке.
17. Декабрь 2019. Мексика. Американская компания Icon возвела два жилых здания по заказу некоммерческой организации New Story, в юго-восточной Мексике. Отпечатанные здания имеют плоскую крышу, изогнутые стены и площадь 46,5 квадратных метров
Как видно из внушительного перечня завершенных проектов, прогресс в сфере строительной 3D печати явно не стоит на месте, постоянно внедряются новые методики, создаются различные материалы, в том числе из переработанного сырья, разрабатывается высокотехнологичное оборудование. За короткий промежуток времени технология заинтересовала большое количество предприятий, которые занимаются разработкой оборудования, специальных строительных смесей, библиотек конструкционных решений для проектирования зданий под 3D-печать, а также подготовкой законодательно-нормативной и регуляторной базы.
Уверен, что в будущем весь процесс строительства сможет стать полностью автоматизированным, без вмешательства людей не только при печати фундамента и стен, но и при печати перекрытий и крыш, автоматически устанавливать инженерные коммуникации, двери и окна. Также, возможно, в будущем мы не будем ограничиваться печатью домов в 2-3 этажа, а сможем перейти к многоэтажному строительству. Все это уже не является чем-то невозможным и перестало звучат как фантастические мечты о высокотехнологическом будущем. Нужно лишь дать время для естественного хода эволюции технологии 3D строительства.
Обзор 3D-принтера
Prusa MK3S+: чемпион в супертяжелом весе продолжает доминировать
Аппаратный вердикт Тома
Prusa MK3S+ продолжает удерживать свои позиции на рынке, насыщенном недорогими конкурентами.
Плюсы
- +
+ PrusaSlicer обеспечивает лучшую в своем классе модельную нарезку
- +
+ Гибкая платформа сборки устанавливает стандарт
Почему вы можете доверять Tom’s Hardware
Наши эксперты-рецензенты часами тестируют и сравнивают продукты и услуги, чтобы вы могли выбрать лучшее для себя.![]() Узнайте больше о том, как мы тестируем.
Узнайте больше о том, как мы тестируем.
Существует несколько 3D-принтеров с таким количеством отраслевых наград, как Prusa i3 MK3S+, и, проведя некоторое время с этим принтером, легко понять, почему он является одним из лучших 3D-принтеров на рынке в настоящее время . При цене 999 долларов за собранную машину или 750 долларов за комплект для самостоятельной сборки цена MK3S+ приближается к верхней границе потребительского 3D-принтера открытого формата, но функции этой машины и экосистема, созданная Prusa (они делать свое собственное оборудование, программное обеспечение, нить и многое другое) сделали MK3S + грозной машиной для всех, кто заинтересован в том, чтобы вывести свою игру 3D-печати на новый уровень.
Характеристики MK3S+ (бесшумные шаговые драйверы, аварийное питание и т. д.), заслуживающие внимания при первоначальном запуске, в значительной степени стали стандартными для недорогих машин и могут показаться не особенно впечатляющими в спецификации. Тем не менее, умная программная реализация и хорошо написанная документация позволили создать машину, обеспечивающую лучшие в своем классе возможности печати. Например, датчик SuperPINDA с автоматическим выравниванием в MK3S+ отображает платформу сборки на предмет искажений поверхности, но прошивка принтера способна хранить несколько Z-смещений, поэтому вы можете переключать платформы сборки без необходимости каждый раз выполнять повторную калибровку.
Например, датчик SuperPINDA с автоматическим выравниванием в MK3S+ отображает платформу сборки на предмет искажений поверхности, но прошивка принтера способна хранить несколько Z-смещений, поэтому вы можете переключать платформы сборки без необходимости каждый раз выполнять повторную калибровку.
MK3S+ — это машина, отличающаяся визуально; а команда Prusa сохранила свою черно-оранжевую цветовую схему для своего меньшего принтера Prusa Mini+ . Ярко-оранжевые печатные детали на MK3S+ обеспечили мгновенную узнаваемость бренда для линейки принтеров Prusa, и Prusa удвоила это, усилив свой брендинг на своей машине. Фактически, вы можете найти слово «Prusa», напечатанное, выгравированное или вытравленное на MK3S+ в 25 местах, 29, если вы используете катушку их материала Prusa Polymers Prusament PLA.
Технические характеристики
Свигай до прокрутки горизонтально
| Следы на машине | 16,5 x 16,5 x 15 дюймов (42,0см x 42. 0см x 38,0 см) 0см x 38,0 см) | ||||||||||||||||||||||||||||||
| Материал | 1,75 мм PLA, ABS, ASA, PETG | ||||||||||||||||||||||||||||||
| Extruder Type | Direct Drive | ||||||||||||||||||||||||||||||
| NOTLEAL | .0047 | Сборная платформа | Магнитный тепловой подставка со съемными пружинами PEI Spring Steel | ||||||||||||||||||||||||||||
| Свод питания | 240 Вт. | ||||||||||||||||||||||||||||||
| Датчик биения нити | Да |
Входит в комплект поставки Prusa MK3S+ почти каждый крепеж на машине. Полностью собранный MK3S+ также включает в себя сумку Haribo Goldbears, фирменное дополнение от команды Prusa.
Изображение 1 из 2
(Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware)
Prusa MK3S+ включает полную катушку серебряного материала PLA, отвертку, скребок для металлических деталей, клей-карандаш (для приклеивания), салфетка с изопропиловым спиртом, смазка для линейных направляющих, кабели питания и USB, лист наклеек, печатное руководство и диагностическая распечатка, подтверждающая работоспособность механических и электрических систем.
Изображение 1 из 2
(Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware)
Полезность справочника трудно переоценить. Когда вы начинаете использовать свой первый 3D-принтер, может быть сложно определить причину таких проблем, как потеря экструзии, плохая адгезия слоев или засор экструдера. Прилагаемое руководство полно подробных фотографий, рабочих процессов по устранению неполадок и решений распространенных проблем. Это бесценный ресурс как для новичков, так и для любителей, и экспертов, и мне ясно, что Prusa установила стандарт технической документации.
Прилагаемое руководство полно подробных фотографий, рабочих процессов по устранению неполадок и решений распространенных проблем. Это бесценный ресурс как для новичков, так и для любителей, и экспертов, и мне ясно, что Prusa установила стандарт технической документации.
Настройка Prusa MK3S+
(Изображение предоставлено Tom’s Hardware)
Prusa MK3S+ поставляется с готовой распечаткой, прикрепленной к платформе сборки. Этот принт представляет собой змеевидную линию с углами 90 градусов, кривые и сплошной блок в центре с логотипом Prusa, обращенным вверх. Этот отпечаток служит подтверждением того, что принтер работает и правильно собран и откалиброван. Мне удалось легко снять отпечаток с рабочей платформы, согнув стальной лист и осторожно удалив его.
(Изображение предоставлено Tom’s Hardware)
После включения принтер автоматически выполняет процесс первоначальной настройки. Этот процесс включает в себя калибровку оси Z путем ее прохождения до верхней части принтера, запуск процесса выравнивания сетчатого слоя для установки смещения Z и загрузку нити.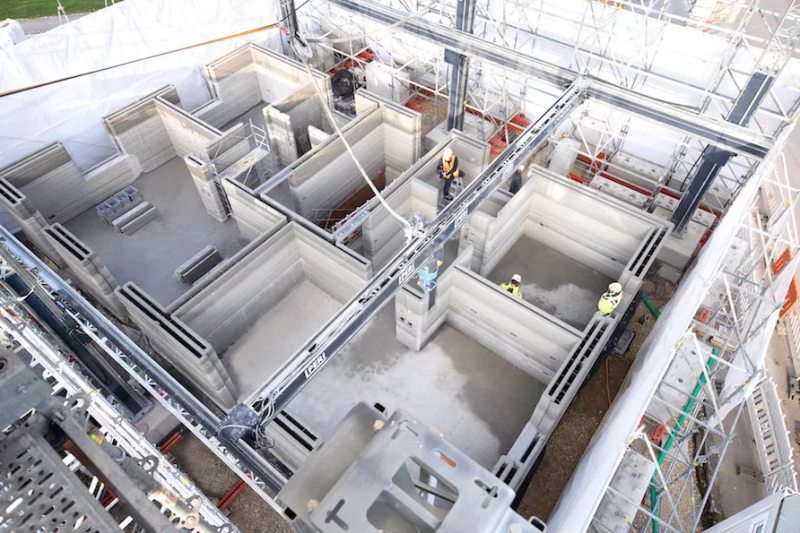 Весь этот процесс занял у меня всего несколько минут, а высокий уровень автоматизации означает, что единственное, что мне нужно было сделать, это вставить нить в экструдер после того, как он нагрелся.
Весь этот процесс занял у меня всего несколько минут, а высокий уровень автоматизации означает, что единственное, что мне нужно было сделать, это вставить нить в экструдер после того, как он нагрелся.
(Изображение предоставлено Tom’s Hardware)
Вы можете быть удивлены, обнаружив, что Prusa MK3S+ основан на раме RepRap i3 (третья итерация), первоначально выпущенной в сентябре 2012 года. Несмотря на эту почти десятилетнюю дату выпуска , MK3S+ полон современных достижений и достаточно инновационных функций, чтобы по-прежнему оставаться главным претендентом на рынке 3D-принтеров для профессиональных пользователей.
Изображение 1 из 2
(Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware)
Ярко-оранжевый цвет делает 3D-печатные детали на MK3S+ легко заметными. Кронштейны, установленные на принтере, печатаются компанией Prusa с использованием собственных Нить Prusament PETG . Эти кронштейны надежны и крепки, а однородный внешний вид печатных частей придает принтеру профессиональный вид. Эта версия MK3S+ поставляется с оранжевыми скобками, но принтер также доступен в полностью черном варианте. Большим преимуществом MK3S + является открытый исходный код машины, что означает, что все печатные части доступны для загрузки , если вы хотите загрузить, изменить или распечатать их самостоятельно.
Эта версия MK3S+ поставляется с оранжевыми скобками, но принтер также доступен в полностью черном варианте. Большим преимуществом MK3S + является открытый исходный код машины, что означает, что все печатные части доступны для загрузки , если вы хотите загрузить, изменить или распечатать их самостоятельно.
(Изображение предоставлено Tom’s Hardware)
Монохромный ЖК-интерфейс и колесо прокрутки на MK3S+ — одна из немногих менее впечатляющих особенностей этой машины; он кажется устаревшим, а навигация по пользовательскому интерфейсу может быть немного неуклюжей. Это контрастирует с такими принтерами, как Anycubic Vyper , машина стоимостью менее 400 долларов, которая оснащена ярким и отзывчивым цветным сенсорным экраном, который показывает подробную статистику печати во время печати. Этот монохромный дисплей был отраслевым стандартом, когда были представлены оригинальные 8-битные принтеры в стиле i3, но он кажется устаревшим по сравнению с последними принтерами с цветными сенсорными экранами.
(Изображение предоставлено Tom’s Hardware)
В MK3S+ используется держатель катушки с нитью, который крепится непосредственно к раме принтера. Т-образный держатель может одновременно удерживать две катушки, что идеально, если вы планируете менять цвета между несколькими цветами для получения многоцветной 3D-печати . Экструдер с прямым приводом на MK3S+ подает нить прямо вниз в горячий конец, поэтому установка нити непосредственно над экструдером обеспечивает прямой путь нити между катушкой и экструдером.
(Изображение предоставлено Tom’s Hardware)
Сердцем MK3S+ является 8-битная плата Einsy RAMBo, размещенная в напечатанном на 3D-принтере корпусе, прикрепленном к раме машины. Эта плата оснащена бесшумными шаговыми драйверами Trinamic 2130, заменяемыми пользователем предохранителями, а укладка кабелей выполнена аккуратно и профессионально.
Функции, ставшие возможными благодаря этой плате (паника питания, регулировка Z в реальном времени, бесшумные степперы), были значительными скачками при первоначальном представлении, но многие из этих функций перекочевали в менее дорогие 3D-принтеры FDM, такие как Элегоо Нептун 2 . Интерфейс остро нуждается в обновлении, а добавление цветного сенсорного экрана и 32-битной платы (например, той, что установлена на Prusa Mini+ ) обновит эту платформу.
Интерфейс остро нуждается в обновлении, а добавление цветного сенсорного экрана и 32-битной платы (например, той, что установлена на Prusa Mini+ ) обновит эту платформу.
(Изображение предоставлено Tom’s Hardware)
Внимание к деталям на Prusa MK3S+ очевидно, и прекрасным примером этого является управление проводами через машину. Токонесущие провода прикреплены к модулю экструдера с помощью стяжек-молний, которые действуют как разгрузка от натяжения, чтобы предотвратить усталость проводов и их отделение. Провода от блока питания аккуратно спрятаны под рамой машины, вне поля зрения и досягаемости пользователей, чтобы предотвратить их случайное отключение во время печати.
Чем отличается Prusa MK3S+?
Может быть трудно понять, почему Prusa MK3S+ стоит намного дороже, чем такой принтер, как Creality Ender 3 Pro , который на бумаге имеет схожие характеристики. Чтобы понять, почему эта машина намного дороже, нам нужно более подробно рассмотреть отдельные компоненты MK3S+.
(Изображение предоставлено Tom’s Hardware)
Решающим фактором успеха MK3S+ является изготовленный на заказ блок питания Delta 240 Вт, установленный на раме машины. Это устройство подает питание 24 В на платформу с максимальным током 10 А, что обеспечивает быстрый и надежный нагрев для печати высокотемпературными материалами, такими как PETG и ASA. Менее дорогие машины обычно используют блоки питания меньшей мощности, такие как блок питания мощностью 150 Вт, используемый Flashforge Adventurer 3 Lite , которые нагреваются дольше и с трудом поддерживают более высокую температуру.
(Изображение предоставлено Tom’s Hardware)
Нагреваемый стол 24 В способен надежно достигать 100°C, что более чем достаточно для того, чтобы высокотемпературные материалы, такие как PETG и ASA, прилипали к платформе сборки без расслоения. Магнитная сборочная платформа прочно удерживается на месте без каких-либо зажимов или защелок и может быть легко удалена после остывания до комнатной температуры. В частности, PETG легко удаляется с текстурированной поверхности текстурированного листа из пружинной стали, а сборочная платформа MK3S+ является лучшей в своем классе для высокотемпературной адгезии.
В частности, PETG легко удаляется с текстурированной поверхности текстурированного листа из пружинной стали, а сборочная платформа MK3S+ является лучшей в своем классе для высокотемпературной адгезии.
Изображение 1 из 2
(Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware)
MK3S+ оснащен подлинным хот-эндом E3D и имеет голографическую наклейку, чтобы доказать это (серьезно). E3D производит каждый компонент горячей части от сопла до терморазрыва, а это означает, что вы вряд ли столкнетесь с типом производственных дефектов, которые иногда возникают на менее дорогих принтерах (неправильно просверленные сопла, испорченная трубка из ПТФЭ и т. д.). Кроме того, это сопло рассчитано на максимальную температуру 300 ° C (572 ° F), что достаточно для экструдирования наиболее распространенных термопластов и даже некоторых высокотемпературных технических материалов, таких как нейлон и поликарбонат.
Изображение 1 из 2
(Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware)
Печатные детали на MK3S+ являются прекрасным примером того, как компания применяет свои глубокие знания предмета к своему продукту. Печатные кронштейны на MK3S + были напечатаны из PETG, а обращенная наружу текстурированная поверхность показывает уровень качества, который вы можете ожидать от использования текстурированного листа.
Печатные кронштейны на MK3S + были напечатаны из PETG, а обращенная наружу текстурированная поверхность показывает уровень качества, который вы можете ожидать от использования текстурированного листа.
Кроме того, я ценю то, что Prusa применила к этим деталям принципы DFAM (дизайн для аддитивного производства). Эти принципы DFAM включают в себя такие концепции, как печать шестиугольников вместо кругов для рельефных отверстий, которые печатаются без вспомогательного материала, и печать скобок перпендикулярно их предполагаемой нагрузке для создания механически прочных деталей.
(Изображение предоставлено Tom’s Hardware)
Prusa MK3S+ оснащен датчиком SuperPINDA, который используется для выравнивания рабочей платформы без помощи рук. Датчик SuperPINDA (расшифровывается как Super P rusa IND uction A utoleveling sensor) определяет близость зонда к строительной платформе и сохраняет эту информацию в прошивке. MK3S+ — не первый принтер, использующий датчик для выравнивания стола, но реализация программного обеспечения в PrusaSlicer означает, что после настройки принтера вы можете печатать, не тратя много времени на калибровку.
(Изображение предоставлено Tom’s Hardware)
По сравнению с ручным процессом выравнивания платформы принтера, такого как Creality Ender 3 Pro, MK3S+ быстрее, проще в использовании и требует меньше проб и ошибок. PrusaSlicer включает команду «G80» в начальном G-коде (инструкции, которые принтер считывает при изготовлении детали), и эта команда выполняет «Выравнивание сетчатого основания», которое исследует основание в сетке 3×3 для создания сетчатой поверхности, которая используется для калибровки. Эта сетчатая поверхность заставляет двигатели оси Z волнообразно перемещаться по неровным участкам, в то время как печатающая головка остается перпендикулярной оси X/Y. Во время моего тестирования мне не нужно было запускать на принтере ни одной калибровки без печати после первоначального выравнивания сетчатого слоя.
Платформы сборки на Prusa MK3S+
(Изображение предоставлено Tom’s Hardware)
Удаление напечатанной детали с платформы сборки 3D-принтера может оказаться сложной задачей, если принтер неправильно откалиброван. Prusa MK3S+ пытается решить эту проблему, используя съемную сборочную платформу, которая удерживается на месте с помощью магнита и может сгибаться для удаления деталей после того, как платформа остынет. Я пробовал много разных типов поверхностей сборки, и гладкий лист PEI, используемый Prusa, на сегодняшний день является одним из самых простых для печати, удаления деталей и очистки.
(Изображение предоставлено Tom’s Hardware)
Prusa также предлагает платформу для сборки из текстурированной стали для MK3S+ с шероховатой поверхностью, которая может придать напечатанным деталям более однородный вид. Фактически, характерный текстурированный вид печатных деталей на MK3S + исходит из этой платформы сборки.
Детали, напечатанные на гладкой сборочной платформе, будут иметь гладкую нижнюю поверхность, которая визуально отличается от борозд по бокам детали. Используя текстурированный лист, я смог сделать отпечатки, которые имеют текстурированный вид как снизу, так и по бокам. Этот лист идеально подходит для печати PETG; высокая температура печати материала требует текстурированной поверхности для приклеивания, но также требует поверхности, от которой он может легко отделяться.
Печать на Prusa MK3S+
(Изображение предоставлено Tom’s Hardware)
Образцы отпечатков на прилагаемой SD-карте с Prusa MK3S+ представляют собой освежающее изменение по сравнению с образцами деталей, которые обычно входят в комплект поставки недорогих 3D-принтеров. MK3S+ включает в себя 16 предварительно нарезанных частей, подготовленных для PLA, при этом общее время печати указано в имени файла. Время отпечатков образцов варьируется от 23 минут (простой блок со словом PRUSA) до почти 14 часов (замок, напечатанный с толщиной слоя 0,1 мм), и все они были подготовлены с использованием разумных настроек для машины и подчеркивают различные функции. (переменная высота слоя, многоцветная печать и высокое разрешение слоя 0,1 мм).
Изображение 1 из 2
(Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware)
Один из моих любимых образцов деталей — подшипник планетарной передачи, напечатанный одним отпечатком. Я напечатал эту модель, используя PLA-материал Prusament Jet Black, и после снятия ее с платформы для сборки я смог легко и свободно вращать механизм. Эта часть действительно подчеркивает способность MK3S + производить детали с функциональной прочностью и назначением в дополнение к деталям, разработанным с учетом эстетики.
(Изображение предоставлено Tom’s Hardware)
Еще одним выдающимся образцом, включенным в MK3S+, является модель дракона под названием Adalinda the Singing Serpent от Loubie3D . Эта модель печатается немного дольше (около 8 часов), но окончательный отпечаток — еще один мой фаворит. Поскольку эта модель была нарезана компанией Prusa для принтера MK3S+, образец распечатки получается с высоким уровнем детализации и без неожиданных настроек, которые могут вызвать проблемы (слишком много внешних оболочек, отсутствие втягивания и т. д.), как образцы распечаток, прилагаемые к другим 3D-принтеры FDM.
(Изображение предоставлено Tom’s Hardware)
Печать с помощью PrusaSlicer на Prusa MK3S+
(Изображение предоставлено Prusa)
Компания Prusa разработала собственный слайсер для Prusa MK3S+ под названием PrusaSlicer. PrusaSlicer — это ответвление сложного в произношении приложения Slic3r, которое также является бесплатным приложением с открытым исходным кодом. Prusa вложила много времени и усилий в PrusaSlicer, и это превратилось в одно из самых мощных приложений для 3D-печати, доступных для настольных 3D-принтеров на рынке.
(Изображение предоставлено Prusa)
Текущая версия PrusaSlicer (2.3.3) включает профили для принтеров Prusa, Creality, Lulzbot и других, а также библиотеку профилей материалов. В дополнение к этим профилям PrusaSlicer также включает в себя несколько профилей настроек печати, которые варьируются от сверхвысокой детализации при высоте слоя 0,05 мм до чернового режима, который обеспечивает высокую скорость печати слоев 0,3 мм за счет снижения качества.
Модели нарезки в PrusaSlicer для Prusa MK3S+
(Изображение предоставлено Prusa)
PrusaSlicer — многофункциональная программа с упрощенным интерфейсом, доступная для новичков, экспертов и всех, кто находится между ними. Я провел много времени в настройках PrusaSlicer, и я ценю, сколько работы Prusa вложила в то, чтобы сделать почти каждый параметр процесса печати доступным без создания перегруженного интерфейса.
Настройки разбиты на три основные категории: Настройки печати , Настройки нити и Настройки принтера . Настройки печати обычно ориентированы на скорость/качество печати, Настройки нити используются для определения температуры и параметров экструзии, а Настройки принтера используются для глобальных параметров и определения инструкций по запуску/остановке.
(Изображение предоставлено Prusa)
Основной интерфейс предлагает три настройки: Простой , Расширенный и Экспертный . Простой предлагает упрощённую работу с возможностью настройки лишь нескольких параметров, в то время как Advanced и Expert позволяют настраивать печать на более детальном уровне.
PrusaSlicer Quality Settings for the Prusa MK3S+ / PLA
(Image credit: Prusa)
Swipe to scroll horizontally
| Material | Prusa Basic PLA, Silver |
| Layer Height | 0.20 mm |
| Процент заполнения | 15%, Gyroid |
| Скорость печати | 45 мм/второй |
| Devuder Temperal | 215 DEGREES CELSIS (419 DEGREES FAH FAH FAH FAH FAH FAHEIT FAHERES FAHERE. (140 градусов по Фаренгейту) |
| Время печати | 1 час 34 минуты |
(Изображение предоставлено Tom’s Hardware)
0031 3DBenchy , поэтому я использовал прилагаемую катушку Prusa PLA серебра, чтобы распечатать эту модель, используя настройки качества PrusaSlicer по умолчанию 0,2 мм. Я был впечатлен общим качеством Benchy, и даже с материалом с высокой отражающей способностью, таким как серебристый PLA, который может выделять дефекты из-за неровных слоев, слои выглядели ровными и однородными повсюду. 1 из 2 ), и беглый осмотр модели показывает, что MK3S+ работает очень хорошо и не имеет каких-либо типичных дефектов, характерных для этой модели.
Настройки спиральной вазы Prusaslicer для Prusa Mk3s+ / PLA
(изображение кредитование: Prusa)
Свигай до прокрутки.
Этот режим идеально подходит для печати таких объектов, как вазы или ограждения, для которых требуется только один контур, а не несколько контуров и структура заполнения. Я распечатал Изогнутая сотовая ваза от eggnot, чтобы выделить этот режим печати.(Изображение предоставлено Tom’s Hardware)
Prusament Galaxy Purple — мой любимый цвет из-за добавления блесток в нить. Эта добавка создает линии слоев, которые равномерно растушевываются и имеют текстурированный вид. Комбинируя этот материал с режимом Spiral Vase, можно получить детали, которые выглядят практически обычными, с линиями слоев, которые трудно увидеть. Эта модель была напечатана чуть более чем за 3 часа в режиме Spiral Vase, по сравнению с более чем 13 часами, если бы она была напечатана с использованием обычных настроек.
PrusaSlicer Speed Settings for the Prusa MK3S+ / PETG
(Image credit: Prusa)
Swipe to scroll horizontally
| Material | Prusament PETG, Chalky Blue |
| Layer Height | 0. 2mm |
| Процент заполнения | 15%, сетка |
| Скорость печати | 60 мм/сек |
| Температура экструдера | градусов Цельсия0049 |
| ТЕМПЕР ДЛЯ ПЕРЕДЕЛИ | 90 градусов Цельсий (194 градусов по Фаренгейту) |
| Время печати | 4 часа, 5 минут |
049
(изображение 2
. кредит: Tom’s Hardware)
PETG — это материал, который обеспечивает повышенную механическую прочность, термостойкость и гибкость по сравнению с деталями, напечатанными из PLA. Компания Prusa воспользовалась преимуществами этих свойств материала, напечатав многие компоненты MK3S+ с помощью PETG, что создает жесткую деталь, способную выдерживать механические нагрузки. Печатать PETG также, как известно, сложно из-за высокого уровня натяжения, которое может возникнуть при одновременной печати нескольких деталей, но у меня не было никаких проблем при печати материалом Prusament PETG на MK3S+.
Изображение 1 из 2
(Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware)
Я использовал настройки по умолчанию в PrusaSlicer для печати модели зажима , предоставленной Prusa , которая была разработана специально для PETG. Эта модель имеет функциональную резьбу, гибкое шаровое соединение и может быть натянута без защелкивания корпуса хомута. Деталь печаталась из нескольких частей без натяжения, и я смог легко собрать ее и проверить работоспособность, не повредив зажим. При печати из более хрупкого материала (например, PLA) зажим может треснуть в точке перехода на корпусе, но PETG смог выдержать натяжение, не деформируясь и не ломаясь.
Prusaslicer 3MF импорт для Prusa Mk3S+ / PLA
(изображение Кредит: Prusa)
Свигай до прокрутки.
9 245148 градусов Цельсияdegrees Fahrenheit)
(Image credit: Tom’s Hardware)
PrusaPrinters ( онлайн-репозиторий файлов, созданный и поддерживаемый Prusa), предлагает уникальную возможность делиться файлами для 3D-печати, которые были предварительно нарезаны и подготовлены для MK3S +, с подробной статистикой печати, доступной на сайте. Прекрасным примером этого является Сумочная клипса от Андрея; зажим для сумки с кулачковым приводом, который подчеркивает свободу дизайна, предлагаемую 3D-принтером.
Эта модель была загружена в виде файла .3MF, который содержит всю информацию, необходимую для печати, такую как настройки слайсера, температура сопла и слоя, а также специальные опорные конструкции (видны на снимке экрана выше). 3MF становится все более популярной альтернативой. в файл STL, который не содержит много информации, кроме необработанной геометрии модели.
(Изображение предоставлено Tom’s Hardware)
Эта деталь была напечатана безукоризненно с первой попытки, а предоставленный .3MF (или .gcode) позволяет пользователю отправить этот файл кому-либо еще с таким же принтером и материалом и быть уверенным, что часть будет неотличима по внешнему виду и производительности. Я всегда думал о 3D-принтере как о репликаторе из романа Майкла Крайтона «Временная шкала », который способен создавать идентичные объекты в разных местах, преобразовывая их в цифровую информацию. Однако успех детали часто зависит от настроек, выбранных пользователем для изготовления, поэтому возможность делиться планами изготовления на один шаг ближе к возможности отправки физического продукта в виде цифровых данных.
(Изображение предоставлено Tom’s Hardware)
При цене 999 долларов за собранный принтер (или 749 долларов за комплект) Prusa MK3S+ — это машина, которая не ставит под угрозу пользовательский опыт и является абсолютно одной из . лучшие 3D-принтеры в настоящее время на рынке. MK3S+ имеет профессиональный и аккуратный внешний вид, но 8-битный монохромный пользовательский ЖК-интерфейс может быть проблемой для некоторых пользователей, учитывая высокую цену. Помимо интерфейса, профессиональные функции MK3S + делают его выдающейся машиной для тех, кто ищет надежную машину для производства функциональных деталей, не беспокоясь о том, чтобы тратить много времени на возню.
Если вы ищете менее дорогую машину за пределами экосистемы Prusa, Elegoo Neptune 2 (в настоящее время на Amazon за 180 долларов США) предлагает аналогичные размеры печати и функции (за заметным исключением автоматического выравнивания платформы) на долю цена, но без такого же уровня надежной поддержки и документации, как MK3S + или любой из компонентов известной марки, таких как хот-энд E3D. Если вы хотите испытать Prusa, но хотите потратить немного меньше денег, Prusa Mini+ (доступен в Prusa за 399 долларов в сборе, 349 долларов за комплект) — отличное место для начала.
Эндрю Синк впервые использовал 3D-принтер в 2012 году и с тех пор с энтузиазмом участвует в индустрии 3D-печати. Напечатав все, от сканирования собственного мозга до бутерброда с арахисовым маслом и желе, он продолжает все глубже погружаться в бесконечные области применения аддитивных технологий. Он всегда работает над новыми экспериментами, проектами и обзорами и делится своими результатами на Tom’s Hardware, YouTube и т. д.
Обзор Creality Ender 3 S1 Pro
: все навороты
Аппаратный вердикт Тома
Компания Creality взяла свой самый популярный бюджетный 3D-принтер и усовершенствовала его, сэкономив ваше время и даже немного денег.
Плюсы
- +
Качественная печать
- +
Простая сборка
- +
Автоматическое выравнивание платформы
- +
Прямой привод
+ Сенсорный экран
005
Почему вы можете доверять Tom’s Hardware
Наши эксперты-рецензенты часами тестируют и сравнивают продукты и услуги, чтобы вы могли выбрать лучшее для себя. Узнайте больше о том, как мы тестируем.
Лучшие предложения Creality Ender 3 S1 Pro на сегодняшний день новая вкладка)
(открывается в новой вкладке)
$519
(открывается в новой вкладке)
399,20 $
(открывается в новой вкладке)
Вид (открывается в новой вкладке)
Цена снижена )
499 $
(откроется в новой вкладке)
469 $
(откроется в новой вкладке)
Посмотреть (откроется в новой вкладке)
Цена со скидкой
3 S Creality is0 900 довольно много, но это также настоящий принтер. Вскоре после анонса Deluxe Ender 3 S1 , Creality необъяснимым образом добавила еще больше функций своей верной рабочей лошадке и назвала ее «профессиональной» версией.
Ни одна из этих новых функций не заставит вас выбросить S1 в мусор, но они заманчивы, если вы переходите с модели Ender 3 Pro или V2. Готовый конкурировать с лучшими 3D-принтерами на рынке, Ender 3 S1 Pro поставляется с первым цельнометаллическим хотэндом Creality, гибкой пластиной PEI, сенсорным экраном, улучшенным держателем катушки и встроенным комплектом подсветки.
Это помимо основных улучшений, уже представленных в версии S1, таких как прямой привод, двойная ось Z, автоматическое выравнивание кровати и слот для полноразмерной SD-карты.
Розничная цена 479 долларов США на веб-сайте Creality (открывается в новой вкладке), этот принтер далек от своих бюджетных корней. Это все еще на 360 долларов дешевле комплекта Prusa MK3S+ , но почти в два раза дороже базового Ender 3, все еще присутствующего на рынке. Эти дешевые подвалы Enders по-прежнему популярны, потому что их так легко модернизировать. Почти все, что поставляется с Ender 3 S1 Pro, можно добавить к классическому Ender 3, если вы готовы потратить не менее 350 долларов на детали и самостоятельно добавить их к старому принтеру (что доставляет хлопот и стоит больше, если вы не у меня еще нет Ender 3).
- Creality Ender 3 S1 Pro (Black) At Walmart за 469 долл. США (Opens in New Tab)
Спецификации: Ender 3 S1 Pro
Смай 625 mm (19.2 x 18 x 24.5 inches)
Creality Ender 3 S1 Pro: входит в комплект поставки
(Изображение предоставлено Tom’s Hardware)
Ender 3 S1 Pro поставляется со всем необходимым для настройки принтера. Вы получаете инструменты для сборки и обслуживания принтера, боковые резаки, металлический скребок, очиститель сопла, запасное сопло, дополнительный концевой выключатель Z и полноразмерную SD-карту с USB-адаптером. Также есть небольшой образец белого PLA для печати вашей первой модели.
На SD-карте есть два коротких видео: одно о сборке принтера, а другое о том, как его выровнять. Вы также получаете копию руководства в формате PDF, копию Creality Slicer 4.8.0 и модели в предварительно нарезанных форматах .gcode и .stl.
(Изображение предоставлено Tom’s Hardware)
Ender 3 S1 Pro немного ярче, чем старый Ender 3, но лишь немного отличается от предыдущего S1.
Ender 3 S1 Pro имеет современный внешний вид, универсальную конструкцию, гладкий металлический корпус и плоские кабели. Он имеет новейший прямой привод Creality, цельнометаллический Sprite, который не только улучшает производительность, но и устраняет необходимость в трубе Боудена.
Прямой привод представляет собой цельнометаллический двойной редуктор, который прекрасно работает. Он выглядит несколько промышленно по сравнению с остальной частью машины, но отсутствие пластикового корпуса позволяет снизить вес. Это титановый терморазрыв позволяет ему нагреваться до 300 градусов. Это позволяет нам печатать больше материалов, но, что более важно, сокращает количество неприятных засоров из-за сгоревших трубок из ПТФЭ.
Экструдер Creality Sprite поставляется в разобранном виде и крепится с помощью нескольких легкодоступных винтов. Его легко снять, поэтому вы можете заменить его лазерным комплектом (откроется в новой вкладке), приобретаемым отдельно. Мы рассмотрим лазер позже.
(Изображение предоставлено Tom’s Hardware)
Мне все еще не нравится неуклюжий охлаждающий вентилятор на передней панели, из-за которого трудно смотреть, как падает первый слой. Машина также поставляется с датчиком биения, установленным рядом с держателем катушки, и системой восстановления потери мощности.
Как и S1, Ender 3 S1 Pro имеет CR Touch для автоматического выравнивания кровати, но сохранил гибкие пружины и ручки кровати. Если CR Touch полностью выйдет из строя или вы просто ненавидите простое выравнивание кровати, Creality включила концевой переключатель Z, который вы можете добавить, чтобы перевести его обратно в ручной режим.
Последним интригующим дополнением является модернизация с двумя осями Z, что обычно предназначено для больших принтеров. Два ходовых винта синхронизированы с ремнем для дополнительной безопасности. Дополнительная ось Z обеспечивает более плавную печать за счет большей поддержки X-гентри.
Я был очень взволнован, увидев мою любимую модернизацию — стальную гибкую пластину с покрытием PEI. Пластина с покрытием из поликарбоната на S1 была слишком липкой и слишком гибкой и повредила несколько отпечатков в режиме вазы.
(Изображение предоставлено Tom’s Hardware)
Если вы использовали какую-либо машину Creality в прошлом, новый сенсорный экран заставит вас задуматься. Макет полностью отличается от всех старых версий со сложным текстовым меню, которое, честно говоря, местами не имеет особого смысла. Например, кнопки автоматического предварительного нагрева скрыты под «ручным», а выравнивание кровати — под настройками.
(Изображение предоставлено Tom’s Hardware)
Сборка Creality Ender 3 S1 Pro
(Изображение предоставлено Tom’s Hardware)
Creality Ender 3 S1 Pro в основном предварительно собран и поставляется вместе с несколькими аккуратно помеченными болтами и винты. Creality извлекла уроки из S1 и сделала бумажное руководство намного больше. Если вам проще следить за видео, вы можете посмотреть хорошее видео сборки на прилагаемой SD-карте.
(Изображение предоставлено Tom’s Hardware)
Сначала я установил портал. Он входит в пазы на базовом блоке и удерживается на месте 2 винтами и 2 болтами с каждой стороны. Затем я прикрепил узел хотэнда к X-порталу четырьмя винтами. Экран управления крепится сбоку 3 винтами, а держатель катушки защелкивается сверху.
Подключение очень простое, так как все уже прикреплено к раме и нужно только подключить его. убедитесь, что вы не пропустите скрытый переключатель.
(Изображение предоставлено Tom’s Hardware)
Выравнивание Creality Ender 3 S1 Pro
(Изображение предоставлено Tom’s Hardware)
Ender 3 S1 Pro поставляется с установленным CR Touch, версией популярного BL Touch от Creality. Он физически касается поверхности сборки металлическим зондом и работает как с металлическими, так и со стеклянными поверхностями.
Чтобы выровнять принтер в первый раз, выберите «Уровень» в меню настроек. Нажмите «Пуск», и принтер немедленно перейдет к процедуре выравнивания без предварительного нагрева и коснется 16 точек вокруг платформы.
(Изображение предоставлено Tom’s Hardware)
Теперь вернитесь в предыдущее меню и нажмите «Auto Level», чтобы установить смещение по Z, подсунув лист бумаги под сопло. Перемещайте смещение по оси Z вверх или вниз, пока сопло не коснется бумаги. Принтер, который я тестировал, не нуждался в настройке Z, он был идеальным с первого раза.
Если CR Touch не может выровнять кровать, вам нужно будет выровнять ее вручную. Указания для этого есть в руководстве.
Загрузка нити в Creality Ender 3 S1 Pro
(Изображение предоставлено Tom’s Hardware)
Creality Ender 3 S1 Pro — это первая машина Ender, которая включает процедуру загрузки нити в панель управления. Он находится в разделе «Готово» → «Ввод/вывод». Нажмите на значок сопла, введите количество миллиметров, которое вы хотите увеличить. 20 — хорошее место для начала. Если сопло не горячее, Ender 3 S1 Pro автоматически прогреется до 200 градусов, а затем продвинет нить.
Чтобы выгрузить материал, выполните обратный процесс.
Подготовка файлов/программного обеспечения для Creality Ender 3 S1 Pro
(Изображение предоставлено Tom’s Hardware)
Ender 3 S1 Pro поставляется с копией Creality Slicer 4.8.0, которая является просто старой версией Cura с брендингом Creality. и каждый принтер, который когда-либо производился, был предварительно загружен. PrusaSlicer — еще одна популярная альтернатива, которая также бесплатна и, по мнению некоторых, более проста в использовании.
В последней версии Cura (5.0) нет профиля для Ender 3 S1 Pro, но вы можете использовать профиль для Ender 3 Pro и настроить высоту сборки на 270. У PrusaSlicer есть профиль для Ender 3 S1, который имеет такой же размер сборки.
Печать на Creality Ender 3 S1 Pro
Creality Ender 3 S1 Pro отлично печатает сразу после распаковки. Моим первым отпечатком был предварительно нарезанный кот с SD-карты, который также был тестовым отпечатком, поставляемым с S1. У меня получилось точно так же, включая тот же маленький кусочек нити на губе. Это напечатано с использованием образца нити.
Модель предоставлена S1 (Изображение предоставлено Tom’s Hardware)
Мне нравится проверять адгезию к кровати с помощью модели с отпечатком на месте, например, гибкой игрушки. Этот дельфин от Flexi Factory отвечает всем требованиям и печатается очень чисто. Я сделал ручную замену цвета только для того, чтобы израсходовать последние остатки PLA. Он напечатан из Inland Turquoise PLA (открывается в новой вкладке) и Matterhackers Pro Series Blue PLA. (откроется в новой вкладке) Это заняло 3 часа 55 минут при высоте слоя 0,2 мм и скорости 60 мм.
Модель от Flexi Factory (Изображение предоставлено Tom’s Hardware)
Я хотел интересно протестировать ТПУ, поэтому я запустил этот действительно классный набор подставок от Trilobyte3D. Он выиграл конкурс на Printables.com, как вы уже догадались, на подставки! Это отпечаток из трех частей: листья, напечатанные из ТПУ, лежат плоско, затем стебель и горшок печатаются отдельно без опор. Листья изготовлены из полупрозрачного зеленого ТПУ Matterhackers (открывается в новой вкладке) и отделяются от стебля, чтобы поместиться под ваш напиток. Стержень из зеленого шелка Emerald City от Polyalchemy Elixir, а горшок из переработанного PLA Protopasta цвета Still Colorful 11. Все было напечатано индивидуально со стандартной высотой слоя 0,2 мм, и весь проект занял 19часов и 45 минут времени печати.
Модель от Trilobyte3D (Изображение предоставлено Tom’s Hardware)
Я искал практичные принты и нашел их с этой моделью столовых приборов для кредитных карт от jq910. Я использовал Keene Village Edge Glow Glass PETG. Толщина всего девять слоев, но она достаточно прочная. Это напечатано за 36 минут с высотой слоя 0,2 мм и скоростью 60 мм.
Модель jq910 (Изображение предоставлено Tom’s Hardware)
Чтобы увидеть, насколько большой я могу печатать с помощью Ender 3 S1 Pro, я взял эту вазу Twisted Cloud от PressPrint и увеличил ее на 200%, пока она не заполнила кровать. Затем я запустил его в Blue/Purple Evyone Matte Dual-Color PLA (откроется в новой вкладке). Это печать в режиме вазы, поэтому потребовалось всего 7 часов 36 минут при высоте слоя 0,2 мм и скорости 60 мм.
Модель от PressPrint (Изображение предоставлено Tom’s Hardware)
Ender 3 S1 Pro — это фантастический принтер, который представляет собой освежающую смену темпа его создания. Его легко собрать, а система выравнивания CR Touch отлично работала без необходимости каких-либо регулировок.
Всего комментариев: 0