Заправка для 3д принтера: Расходники для 3д принтера купить в Москве
Содержание
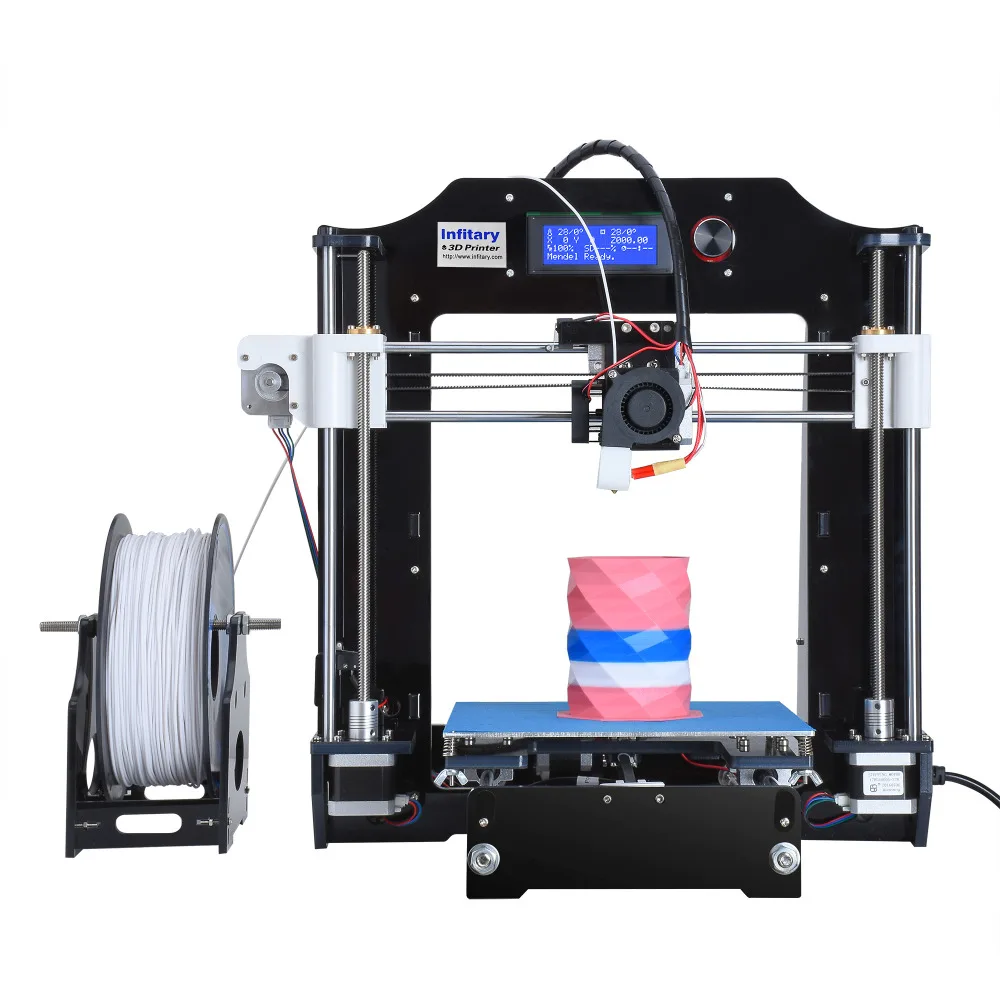
Инструкция по запуску, первой печати, калибровке и обслуживанию 3d-принтера Ulti Steel
Перед запуском первой печати необходимо осуществить подготовительные действия: откалибровать стол, заправить пластик, нанести адгезивные составы и т.д.
Навигация по меню:
Дисплей принтера:
1 — Температура сопла текущая/заданная. Когда заданная температура равно 0 — это значит, что нагрев не включен.
2 — Температура стола текущая/заданная.
3 — Строка с координатам. Координаты обновляются по мере печати.
4 — Feedrate — скорость печати в процентах. Можно менять скорость во время печати — нужно покрутить энкодер, не нажимая на него.
5 — SD — статус выполнения печати в процентах.
6 — Время от начала печати.
7 — Строка статуса для информации о процессе нагрева стола и сопла, остановке и старте печати и т.д.
Функции меню:
Чтобы зайти в главное меню — нажмите на энкодер.
1. Печать с SD карты.
Главное меню > Print From SD (Печать с SD карты) > Выбираем файл из списка.
Название файлов должно быть написано латинскими буквами.
2. Преднагрев.
Позволяет одним нажатием запустить процесс нагрева печатающей головки и стола под выбранный вами пластик. Данная функция полезна как для смены пластика, так и для более быстрого запуска принтера на печать, например пока вы готовите модель в слайсере, в это время принтер нагревается.
Главное меню > Temperature (Температура) > Preheat PLA (Преднагрев PLA) / Preheat ABS (Преднагрев ABS)
— Preheat ABS — преднагрев и сопла и стола,
— Preheat ABS END — преднагрев сопла,
— Preheat ABS BED — преднагрев стола.
3. Принудительная установка температуры и обдува.
Позволяет выставить параметры вручную для обслуживания печатающей головки, смены пластика или проверки работоспособности.
— Главное меню > Temperature (Температура) > Nozzle — установка температуры печатающей головки.
— Главное меню > Temperature (Температура) > Bed — установка температуры стола
— Главное меню > Temperature (Температура) > Fan Speed — установка скорости вращения вентилятора обдува моделей (значение может задаваться от 0 до 255, либо в процентом соотношении от 0 до 100 в зависимости от версии прошивки).
4. Парковка принтера.
Команда перемещения печатающей головки в нулевые координаты.
Главное меню > Motion (Перемещение) > Auto Home (Парковка)
5. Выключение шаговых двигателей.
При калибровке стола или ручном перемещении печатающей головки и стола для обслуживания.
Главное меню > Motion (Перемещение)> Disable steppers (Выключение шаговых двигателей)
6. Выключение нагрева.
Активируется только тогда, когда принтеру задана какая-либо температура во время печати, преднагрева или ручной установки параметров.
Главное меню > Temperature (Температура) > Cooldown (Охладить)
Калибровка стола.
Принтер UlTi Steel настроен так, что точка касания сопла и поверхности стола (стол у сопла, левый ближний угол) является началом координат и одновременно точкой парковки. Нужно только отрегулировать винтами три точки касания сопла о стекло:
- Вызовите из меню функцию парковки.
- Выключите шаговые двигатели (функция в меню).

- Крутите левую ближнюю барашковую гайку до тех пор, пока в отражении стекла не увидите зазор между соплом и стеклом.
- Руками переместите печатающую головку в правый угол, под вторую барашковую гайку. По аналогии с предыдущим пунктом откалибруйте сопло по касанию. Важно, чтобы сопло слегка касалось стола, а не упиралось в него.
- Переместите головку в третью точку и так же настройте сопло.
Калибровка стола закончена.
Если вы недостаточно точно выставили сопло, то во время печати первого слоя вашей модели можно слегка отрегулировать плоскость стола барашковыми гайками.
Определить правильность калибровки стола можно по характеру поверхности на первом слое:
- Если слой слишком тонкий и буквально просвечивается, то сопло в этой области расположено очень близко к столу, необходимо немного закрутить один из регулировочных винтов.
- Если при печати первого слоя линии не плоские, а полукруглые и виднеется зазор между соседними слоями, то сопло расположено очень высоко.

- Идеальной калибровкой считается, когда большая часть площади заполнена ровным, равномерным слоем пластика.
Иногда при очень малой высоте первого слоя могут проявляться локальные «проплешины». Это может быть вызвано попаданием мусора между стеклом и нагревательной пластиной либо неравномерным нанесением клея. Чтобы такие микронеровности не влияли на печать, лучше устанавливать высоту первого слоя в 0,15 мм.
На фотографии ниже изображена неверная калибровка стола: с правой стороны зазор слишком большой, слева и в центре — очень мал.
Заправка/замена пластика.
Всегда перед тем, как начать производить манипуляции с пластиком — нагрейте печатающую головку.
Даже если вы не знаете, какой пластик сейчас заправлен в принтер, просто нагрейте сопло до 190 градусов. Любые виды пластика начнут при этой температуре размягчатся и позволят вам извлечь пластик, не повредив при этом саму печатающую головку.
Извлечение пластика:
- Нагреть сопло до рабочей температуры.
- Отщелкнуть максимально вверх эксцентриковый прижим подающего механизма.
- Вручную подать небольшое количество пластика в печатающую головку, чтобы из сопла начал выходить пластик.
- Уверенным движением вынуть нить пластика из подающего механизма.
- Если не требуется устанавливать новый пластик, выключить принтер или отключить нагрев (функция Cooldown).
Заправка пластика:
- Нагреть сопло до рабочей температуры — которую рекомендует производитель пластика, с которым вы работаете.
- Отщелкнуть максимально вверх эксцентриковый прижим подающего механизма.
- Вставить пластик в нижнее отверстие подающее механизма и подавать вручную до тех пор, пока не почувствуете, что пластик уперся в печатающую головку.
- С равномерным усилием продавливать пруток дальше по каналу, чтобы пластик начал выходить из сопла. Если вы заправляете катушку пластиком того же цвета и вида, то выдавите немного пластика через сопло, если пластик другой — то подавайте, пока не выйдет весь старый.
- Защелкните эксцентриковый зажим в третье положение.
Настройка подающего механизма.
Перед запуском печати тестовой детали необходимо убедиться, что подающий механизм настроен правильно, иначе из-за недостаточного прижима могут начаться пропуски подачи пластика:
- Во время заправки пластика, когда эксцентриковый зажим отщелкнут максимально вверх, необходимо руками закрутить регулировочный винт, на котором установлена пружина. Закручивать необходимо до тех пор, пока подающая шестерня не начнет касаться прутка пластика.
- Далее, когда защелкивается эксцентрик, начиная со второго положения должно чувствоваться упругое усилие, это означает, что пружина начала сжиматься и пруток надежно прижимается в подающей шестерне.
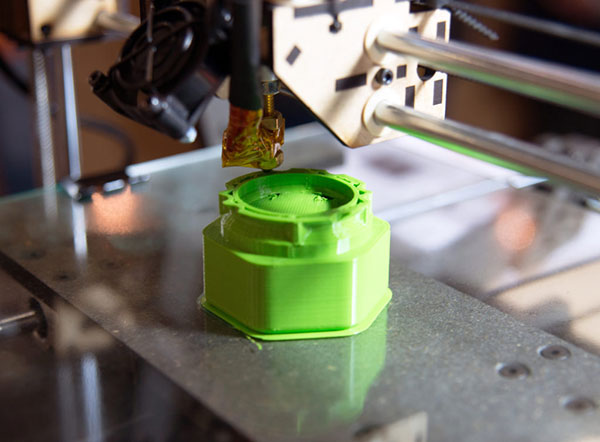
Запуск тестовой модели.
Чтобы проверить правильность работы принтера — лучше всего начать печать с тестовой модели.
Для увеличения адгезии пластика к стеклу не забудьте нанести клей, иначе модель может не прилипнуть.
Проследите, как начнет происходить печать первых слоев.
Техническое обслуживание принтера.
Для того, чтобы принтер работал долгое время, его периодически необходимо обслуживать. В обслуживание принтера входит очистка принтера от пыли, замена изнашиваемых деталей, обслуживание подающего механизма и т.д.
Скачайте подготовленный файл для печати (G-code), загрузите его на SD карту памяти и запустите печать функцией Print From SD.
Ссылка на скачивание: Тестовая модель
Проследите как начнет происходить печать первых слоев.
Удаление пыли и грязи.
Пыль и шерсть домашних животных оседают на стенки корпуса принтера, направляющие валы и все открытые места. Также на направляющих валах может скапливаться старое масло.
Регулярную уборку следует разделить на три этапа:
- Очистка корпуса принтера от пыли.
- Очистка механических частей от продуктов износа.
- Очистка от пыли кулеров обдува.
Выньте вилку из розетки. Корпус принтера UlTi Steel допускается протирать влажной тряпкой. Особое внимание уделите основанию стола под нагревательной пластиной. Убедитесь, что на корпусе не осталось следов воды и все поверхности насухо вытерты. После этого можно установить временно снятые элементы (дверки, нагревательная пластина и т.д.)
Убедитесь, что на корпусе не осталось следов воды и все поверхности насухо вытерты. После этого можно установить временно снятые элементы (дверки, нагревательная пластина и т.д.)
Во время длительной работы трущиеся детали прирабатываются друг к другу, а смазка загрязняется продуктами износа и пылью. Чаще всего смазка скапливается на концах валов и на гайке ходового винта. Убрать ее можно сухой салфеткой. Старайтесь полностью убирать старую смазку.
Кулеры обдува принтера можно очистить сжатым воздухом либо специальной антистатической кисточкой. Чаще всего на лопастях кулера налипает пыль и шерсть, что ухудшает эффективность обдува.
Обслуживание подающего механизма.
Иногда после нескольких месяцев работы принтера могут начаться пропуски слоев. Это может происходить по разным причинам, чаще всего — забитое сопло или плохой пластик.
Иногда пластик может крошится и налипать на зубья подающей шестерни, в таком случае очистите их металлической щеткой или тонкой иглой, предварительно сняв рокер и коромысло.
В редких случаях изнашивается сама подающая шестерня, происходит замятие нескольких зубьев, при таком дефекте шестерню следует заменить.
Смазка.
В комплект к UlTi Steel мы прикладываем флакон с минеральным трансмиссионным маслом. У него прекрасные смазывающие свойства, а густота позволяет удобно подавать смазку на направляющие валы так, чтобы она не стекала.
Не требуется много смазки, достаточно пары капель на вал. После этого вручную несколько раз переместите печатающую головку по всей области печати, чтобы смазка равномерно распределилась. Излишки удалите сухой салфеткой.
Не допускайте попадание масла на ремни, иначе с течением времени при длительном контакте они могут начать деградировать. Если масло попало на ремень — вытрите его салфеткой.
Выбор пластика для 3D-ручки.
 ABS или PLA?
ABS или PLA?
Главная
—
Полезное
—
Выбор пластика для 3D-ручки. ABS или PLA?
Перед каждым, кто решил купить 3d ручку или 3d принтер, обязательно встает выбор: «Чем рисовать 3D ручкой? Какой пластик выбрать? ABS или PLA?». И хотя современные 3D-ручки работают с любым из них, каждый пластик для 3d ручек имеет свои особенности.
Попробуем разобраться, в плюсах и минусах каждого из них.
1. Попробуем рассмотреть физические свойства 3d пластиков, которые могут сказаться в разные моменты творчества.
Творческая задумка | PLA пластик | ABS пластик |
| Рисуем острые углы (менее 90 градусов) | ||
| Рисуем свободно стоящие детали (спирали, вертикали) | ||
Рисуем объемные детали, наложением пластика слоями. | ||
| Использование гибких частей модели. | ||
| Отделяем деталь от поверхности бумаги. | ||
| Рисуем на бумаге длинные линии | ||
| Рисунок на поверхностях из стекла, металла и керамики | ||
| Рисуем полупрозрачные объекты. |
2. Судя по результатам в таблице, мы можем точно сказать, что PLA пластик более подходящий для рисования 3D ручками, но давайте разберемся в происхождении пластиков и особенностях их эксплуатации.
PLA пластик | ABS пластик | |
| Из чего производится? | Растительная основа (кукуруза, кукурузный крахмал, соя) | На основе нефти |
| Распространенность | Менее распространен, но пластики на растительной основе активно развиваются в последние годы, и все чаще используются производителями. | Большинство пластиков, с которым вы сталкиваетесь ежедневно, это ABS. |
| Запах | Запах отсутствует совсем, либо присутствует легкий сладковатый запах слегка схожий с запахом кукурузы. | Запах горящей пластмассы (рекомендуется работа в хорошо проветриваемых помещениях) |
| Твердость, прочность | Жесткий, но более хрупкий. Может ломаться при усилии к сгибанию. | Жесткий, устойчивый к ударам. При этом устойчив к легкому сгибанию. |
| Температура плавления | 180 – 240C | 225 – 250C |
| Устойчивость к внешней среде | Подвержен воздействию влаги и солнечного света и перегреву в процессе эксплуатации. При этом перегрев наступает при более низких температурах. | Подвержен к воздействию влаги, солнечного света, так же как и к перегреву в процессе эксплуатации. При этом более устойчив к воздействию химических веществ. |
| Липкость | Высокая липкость позволяет рисовать на большинстве поверхностей включая стекло, керамику и металл. | Низкая липкость, но достаточная для рисования на бумаге. |
| Внешний вид | Множество вариантов внешнего вида, включая полупрозрачный и светящийся в темноте. | Чаще всего обладает блестящей глянцевой поверхностью. |
| Загрязнение окружающей среды | PLA это пластик, который имеет растительное происхождение и является биоразлагаемым в агресивной среде. | Может быть переработан как обычный пластик. |
Выводы: Нет объективного преимущества ни у одного из 3d пластиков. Замечательные вещи можно творить из любого из них. Но с небольшим перевесом, по нашему мнению, побеждает все-таки пластик PLA. Если вы новичок, и не имеете навыка для создания сложных творений, которые стремятся ввысь, то PLA лучший выбор. Он хотя и обладает некоторыми ограничениями, но возможностей у него гораздо больше. Множество его вариантов позволяют создать практически все что угодно. В зависимости от задумки можно рисовать полупрозрачным и прозрачным 3d пластиком, или взять светящийся в темноте пластик для 3d ручек. И один из важных аргументов это конечно запах. Чаще всего 3d ручку мы покупаем детям, а детское здоровье для нас важнее всего.
Он хотя и обладает некоторыми ограничениями, но возможностей у него гораздо больше. Множество его вариантов позволяют создать практически все что угодно. В зависимости от задумки можно рисовать полупрозрачным и прозрачным 3d пластиком, или взять светящийся в темноте пластик для 3d ручек. И один из важных аргументов это конечно запах. Чаще всего 3d ручку мы покупаем детям, а детское здоровье для нас важнее всего.
От себя мы рекомендуем PLA пластик. Купить наборы пластика для 3d ручек можно в нашем каталоге.
.
ПОПОЛНЕНИЕ | Дешевая нить для 3D-печати PLA и PETG без катушки
REFILL | Дешевая нить для 3D-печати PLA и PETG без катушки | Фибрология
REFILL
PRINT ECO
REFILL — это картридж без катушки, совместимый со стандартом многоразовой катушки MASTERSPOOL, который каждый может распечатать самостоятельно, используя бесплатный и общедоступный проект RichRap. Это решение более экологично и немного дешевле по сравнению с нитями, предлагаемыми на одноразовых катушках. Fiberlogy — одна из первых компаний в мире, решивших добавить это решение в свой ассортимент.
Это решение более экологично и немного дешевле по сравнению с нитями, предлагаемыми на одноразовых катушках. Fiberlogy — одна из первых компаний в мире, решивших добавить это решение в свой ассортимент.
ПРИМЕНЕНИЕ:
ПРИМЕНЕНИЕ:
Применение такое же, как и в случае катушек с нитью. Отличие только в том, что у рефила нет шпули. Это делает его экологически чистым и дает дополнительный выигрыш. Поскольку посылка легче, она также дешевле.
Masterspool для загрузки: https://www.thingiverse.com/thing:2769823
ЗАПОЛНЕНИЕ АБС
| Диаметр | Вес нетто | Цвета |
|---|---|---|
| 1,75 мм | 0,85 кг |
Паспорт безопасности
ТДС
Спросите о продукте
Расширить описание
Найти магазин
Свойства:
- высокая твердость
- высокая ударопрочность
- устойчивость к высоким температурам и истиранию
- можно обрабатывать механически и химически
Как распечатать?
Следующие параметры являются только рекомендуемыми настройками печати для этого материала.
 Чтобы обеспечить наилучшее качество печати, необходимо выбрать соответствующие настройки для конкретного принтера и условий печати.
Чтобы обеспечить наилучшее качество печати, необходимо выбрать соответствующие настройки для конкретного принтера и условий печати.
| Температура сопла | 250-265°С |
| Температура кровати | 90-110°С |
| Закрытая камера | рекомендуемый |
| Вентилятор | 0-10% |
| Расход | 95-105% |
| Скорость печати | 35-60 мм/с |
| Поверхность | стекло, каптоновая лента, сок АБС |
| Втягивание (прямое) | 2-3 мм |
| Втягивание (боуден) | 4-6 мм |
| Скорость отвода | 20-45 мм/с |
| Условия сушки | 60°C / 4 часа |
Fiberlogy ABS получила положительную оценку в рамках проекта Open Filament Program (OFP), проводимого Raise3D:
- Raise3D E2CF
| Диаметр | Диаметр до | Овальный толь | Температура печати | Температура стола |
|---|---|---|---|---|
| 1,75 мм | +/- 0,02 мм | + 0,01 мм | 250-265 °С | 90-110°С |
Цвета
Черный
Графит
Серый
Белый
REFILL EASY PET-G
| Диаметр | Вес нетто | Цвета |
|---|---|---|
| 1,75 мм | 0,85 кг |
Паспорт безопасности
ТДС
Спросите о продукте
Расширить описание
Найти магазин
Свойства:
- простота печати
- высокая прочность
- низкая склонность к усадке и использованию зубной нити
- устойчивость к кислотам, солям, щелочным веществам
- без запаха
Как распечатать?
Следующие параметры являются только рекомендуемыми настройками печати для этого материала.
 Чтобы обеспечить наилучшее качество печати, необходимо выбрать соответствующие настройки для конкретного принтера и условий печати.
Чтобы обеспечить наилучшее качество печати, необходимо выбрать соответствующие настройки для конкретного принтера и условий печати.
| Температура сопла | 220-250°С |
| Температура кровати | 90°С |
| Закрытая камера | не требуется |
| Вентилятор | 0-25% |
| Расход | 95-105% |
| Скорость печати | < 100 мм/с |
| Поверхность | малярная лента |
| Втягивание (прямое) | 2-3 мм |
| Втягивание (боуден) | 3-5 мм |
| Скорость отвода | 20-45 мм/с |
| Условия сушки | 60°C / 4 часа |
| Примечания | Из-за сильной адгезии к станине не рекомендуется печатать непосредственно на ее поверхности или на стекле. Это может привести к повреждению. Мы рекомендуем использовать малярный скотч. Это может привести к повреждению. Мы рекомендуем использовать малярный скотч. |
| Диаметр | Диаметр до | Овальный толь | Температура печати | Температура стола |
|---|---|---|---|---|
| 1,75 мм | +/- 0,02 мм | + 0,01 мм | 220-250°С | 90°С |
Цвета
Черный
Головокружение
Серебристый
Светло-зеленый, прозрачный
Бордовый, прозрачный
Оранжевый, прозрачный
Графит
Серый
Белый
Чисто прозрачный
REFILL EASY PLA
| Диаметр | Вес нетто | Цвета |
|---|---|---|
| 1,75 мм | 0,85 кг |
Паспорт безопасности
ТДС
Спросите о продукте
Расширить описание
Найти магазин
Свойства:
- биоразлагаемость
- очень хорошая адгезия между слоями печати
Как распечатать?
Следующие параметры являются только рекомендуемыми настройками печати для этого материала.
 Чтобы обеспечить наилучшее качество печати, необходимо выбрать соответствующие настройки для конкретного принтера и условий печати.
Чтобы обеспечить наилучшее качество печати, необходимо выбрать соответствующие настройки для конкретного принтера и условий печати.
| Температура сопла | 200-230°С |
| Температура кровати | 50-70°С |
| Закрытая камера | не требуется |
| Вентилятор | 75-100% |
| Расход | 90-100% |
| Скорость печати | < 100 мм/с |
| Поверхность | стекло, малярный скотч |
| Втягивание (прямое) | 2-3 мм |
| Втягивание (боуден) | 4-6 мм |
| Скорость отвода | 20-45 мм/с |
| Условия сушки | 50°C / 4 часа |
| Примечания | Easy PLA White – из-за красителя рекомендуемая минимальная температура печати составляет 230°C |
| Диаметр | Диаметр до | Овальный толь | Температура печати | Температура стола |
|---|---|---|---|---|
| 1,75 мм | +/- 0,02 | + 0,01 | 200-230°С | 50-70°С |
Цвета
Черный
Головокружение
Нержавеющая сталь
Светло-зеленый
Синий
Оранжевый
Графит
Серый
Белый
ЗАПОЛНЕНИЕ PCTG
| Диаметр | Вес нетто | Цвета |
|---|---|---|
| 1,75 мм | 0,75 кг |
Паспорт безопасности
ТДС
Спросите продукт
Развернуть описание
Найти магазин
Свойства:
- высокая ударная вязкость (до 20 раз выше, чем у PET-G)
- высокая химическая стойкость
- высокая оптическая прозрачность
- легко печатать – стабильность размеров и низкая усадка
- подходит для контакта с пищевыми продуктами – не содержит BPA
Как распечатать?
Следующие параметры являются только рекомендуемыми настройками печати для этого материала.
 Чтобы обеспечить наилучшее качество печати, необходимо выбрать соответствующие настройки для конкретного принтера и условий печати.
Чтобы обеспечить наилучшее качество печати, необходимо выбрать соответствующие настройки для конкретного принтера и условий печати.
| Температура сопла | 250-270°С |
| Температура кровати | 90-110°С |
| Закрытая камера | не требуется |
| Вентилятор | 0-25% |
| Расход | 90-100% |
| Скорость печати | < 100 мм/с |
| Поверхность | малярный скотч, клей ПВА, лак для волос |
| Втягивание (прямое) | 1-2 мм |
| Втягивание (боуден) | 4-6 мм |
| Скорость отвода | 20-45 мм/с |
| Условия сушки | 60°C / 4 часа |
| Примечания | Из-за сильной адгезии к станине не рекомендуется печатать непосредственно на ее поверхности или на стекле. Это может привести к повреждению. Мы рекомендуем использовать малярный скотч. Это может привести к повреждению. Мы рекомендуем использовать малярный скотч. |
Fiberlogy PCTG получил положительную оценку в рамках проекта Open Filament Program (OFP), проводимого Raise3D:
- Raise3D Pro3
| Диаметр | Диаметр до | Овальный толь | Температура печати | Температура стола |
|---|---|---|---|---|
| 1,75 мм | +/- 0,02 мм | + 0,01 мм | 250-270°С | 90-110°С |
Цвета
Черный
Графит
Белый
Прозрачный
ЗАПОЛНЕНИЕ R ABS
| Диаметр | Вес нетто | Цвета |
|---|---|---|
| 1,75 мм | 0,75 кг |
Паспорт безопасности
ТДС
Спросите о продукте
Расширить описание
Найти магазин
Свойства:
- высокая твердость
- высокая ударопрочность
- устойчивость к высоким температурам и истиранию
- можно обрабатывать механически и химически
Как распечатать?
Следующие параметры являются только рекомендуемыми настройками печати для этого материала.
 Чтобы обеспечить наилучшее качество печати, необходимо выбрать соответствующие настройки для конкретного принтера и условий печати.
Чтобы обеспечить наилучшее качество печати, необходимо выбрать соответствующие настройки для конкретного принтера и условий печати.
| Температура сопла | 250-265°С |
| Температура кровати | 90-110°С |
| Закрытая камера | рекомендуемый |
| Вентилятор | 0-10% |
| Расход | 95-105% |
| Скорость печати | 35-60 мм/с |
| Поверхность | стекло, каптоновая лента, сок АБС |
| Втягивание (прямое) | 2-3 мм |
| Втягивание (боуден) | 4-6 мм |
| Скорость отвода | 20-45 мм/с |
| Условия сушки | 60°C / 4 часа |
| Диаметр | Диаметр до | Овальный толь | Температура печати | Температура стола |
|---|---|---|---|---|
| 1,75 мм | +/- 0,02 мм | + 0,01 мм | 250-265°С | 90-110°С |
Цвета
Антрацит
Найти магазин
Четвертое измерение
печати
Запасная нить Fiberlogy — 3DJake International
Сортировать по
РелевантностьБестселлерыОтзывы покупателейЦена от низкой к высокойЦена от высокой к низкойНовинкиМаксимальная скидка
 75 mm (850 g)","id":"refill-easy-pet-g-black","position":null,"category":"Category-631"}»> 4.6
75 mm (850 g)","id":"refill-easy-pet-g-black","position":null,"category":"Category-631"}»> 4.6
(20)Fiberlogy Сменный блок Easy PET-G Черный, 1,75 мм (850 г)
- Сменный блок Masterspool
- Очень доступный вариант
- Очень хорошая адгезия слоев
- 4.3
(15)Fiberlogy Сменный блок Easy PET-G Vertigo, 1,75 мм (850 г)
- Сменный блок Masterspool
- Доступный вариант
- Очень хорошая адгезия слоев
 75 mm (850 g)","id":"refill-easy-pla-black","position":null,"category":"Category-631"}»> 4,3
75 mm (850 g)","id":"refill-easy-pla-black","position":null,"category":"Category-631"}»> 4,3
(13)Fiberlogy Refill Easy PLA Черный, 1,75 мм (850 г)
- Заправка MasterSpool
- Доступная эко-версия
- Очень хорошая адгезия
- 4,3
(12)Fiberlogy Сменный блок Easy PET-G Graphite, 1,75 мм (850 г)
- Сменный блок Masterspool
- Доступный вариант
- Очень хорошая адгезия слоев
 75 mm (850 g)","id":"refill-easy-pet-g-pure-transparent","position":null,"category":"Category-631"}»> 5,0
75 mm (850 g)","id":"refill-easy-pet-g-pure-transparent","position":null,"category":"Category-631"}»> 5,0
(7)Fiberlogy Сменный блок Easy PET-G Pure Transparent, 1,75 мм (850 г)
- Сменный блок Masterspool
- Очень доступный
- Очень хорошая адгезия первого слоя
- 4,3
(13)Fiberlogy Refill Easy PET-G White, 1,75 мм (850 г)
- Наполнитель Masterspool
- Доступный вариант
- Очень хорошая адгезия слоев
 75 mm (850 g)","id":"refill-easy-pla-blue","position":null,"category":"Category-631"}»> 5,0
75 mm (850 g)","id":"refill-easy-pla-blue","position":null,"category":"Category-631"}»> 5,0
(4)Fiberlogy Сменный блок Easy PLA Blue, 1,75 мм (850 г)
- Сменный блок MasterSpool
- Доступная эко-версия
- Очень хорошая адгезия
- 4,8
(5)Fiberlogy Сменный блок Easy PLA Inox, 1,75 мм (850 г)
- Сменный блок MasterSpool
- Доступная эко-версия
- Очень хорошая адгезия
 75 mm (850 g)","id":"refill-easy-pet-g-silver","position":null,"category":"Category-631"}»> 4,0
75 mm (850 g)","id":"refill-easy-pet-g-silver","position":null,"category":"Category-631"}»> 4,0
(5)Fiberlogy Refill Easy PET-G Silver, 1,75 мм (850 г)
- Заправка Masterspool
- Доступный вариант
- Очень хорошая адгезия слоев
- 4,4
(10)Fiberlogy Сменный блок Easy PET-G Светло-зеленый Прозрачный, 1,75 мм (850 г)
- Сменный блок Masterspool
- Доступный вариант
- Очень хорошая адгезия слоев
 75mm \/ 850g","id":"refill-abs-white","position":null,"category":"Category-631"}»> 5,0
75mm \/ 850g","id":"refill-abs-white","position":null,"category":"Category-631"}»> 5,0
(1)Fiberlogy Сменный блок ABS Белый, 1,75 мм / 850 г
- Сменный блок основной катушки
- Высокая твердость и ударопрочность
- Устойчивость к высоким температурам и истиранию
- 3,8
(10)Fiberlogy Refill Easy PLA White, 1,75 мм (850 г)
- Наполнитель MasterSpool
- Доступная эко-версия
- Очень хорошая адгезия
 75 mm (850 g)","id":"refill-easy-pet-g-burgundy-transparent","position":null,"category":"Category-631"}»> 4,0
75 mm (850 g)","id":"refill-easy-pet-g-burgundy-transparent","position":null,"category":"Category-631"}»> 4,0
(10)Fiberlogy Сменный блок Easy PET-G Burgundy Прозрачный, 1,75 мм (850 г)
- Сменный блок Masterspool
- Доступный вариант
- Очень хорошая адгезия слоев
- 4,7
(3)Fiberlogy Сменный блок ABS Черный, 1,75 мм / 850 г
- Сменный блок основной катушки
- Высокая твердость и ударопрочность
- Устойчивость к высоким температурам и истиранию
 75 mm (850 g)","id":"refill-easy-pla-graphite","position":null,"category":"Category-631"}»> 3,0
75 mm (850 g)","id":"refill-easy-pla-graphite","position":null,"category":"Category-631"}»> 3,0
(4)Fiberlogy Refill Easy PLA Graphite, 1,75 мм (850 г)
- Наполнитель MasterSpool
- Доступная эко-версия
- Очень хорошая адгезия
- 4,3
(3)Fiberlogy Сменный блок PCTG Черный, 1,75 мм / 750 г
- Сменный блок Masterspool
- Недорогой и более экологичный
- Высокая ударная вязкость
 75 mm (850 g)","id":"refill-easy-pet-g-grey","position":null,"category":"Category-631"}»> 4,7
75 mm (850 g)","id":"refill-easy-pet-g-grey","position":null,"category":"Category-631"}»> 4,7
(6)Fiberlogy Сменный блок Easy PET-G Grey, 1,75 мм (850 г)
- Сменный блок Masterspool
- Доступный вариант
- Очень хорошая адгезия слоев
- 3,0
(6)Fiberlogy Refill Easy PLA светло-зеленый, 1,75 мм (850 г)
- Наполнитель MasterSpool
- Доступная эко-версия
- Очень хорошая адгезия
 75 mm \/ 750 g","id":"refill-r-abs-anthracite","position":null,"category":"Category-631"}»> 4,5
75 mm \/ 750 g","id":"refill-r-abs-anthracite","position":null,"category":"Category-631"}»> 4,5
(2)Fiberlogy Сменный блок R ABS Антрацит, 1,75 мм / 750 г
- Сменный блок Masterspool
- Недорогой и более экологичный
- Для требовательных приложений
- 4.2
(6)Fiberlogy Сменный блок Easy PLA Vertigo, 1,75 мм (850 г)
- Сменный блок MasterSpool
- Доступная эко-версия
- Очень хорошая адгезия
 75 mm \/ 850 g","id":"refill-r-pet-g-anthracite","position":null,"category":"Category-631"}»>
75 mm \/ 850 g","id":"refill-r-pet-g-anthracite","position":null,"category":"Category-631"}»>Fiberlogy Сменный блок R PET-G Антрацит, 1,75 мм / 850 г
- Сменный блок Masterspool
- Недорогой и экологически чистый
- Высокое качество
- 4,4
(5)Fiberlogy Сменный блок Easy PET-G Orange Прозрачный, 1,75 мм (850 г)
- Сменный блок Masterspool
- Доступный вариант
- Очень хорошая адгезия слоев
Всего комментариев: 0