Заправка для 3д принтера: Расходники для 3д принтера купить в Москве
Содержание
как поменять, вставить и извлечь
Современная 3D-печать позволяет создавать предметы и модели удивительной сложности. Однако процесс требует опыта и знаний. Неправильное обслуживание оборудования, в том числе и смена пластиковой нити в случае необходимости, может повредить устройство или привести к потере качества при печати изделий. Для того чтобы подобная проблема не возникала, необходимо тщательно изучить нюансы процедуры перед тем, как приступить к смене филамента. Как правило, для домашней 3D-печати применяется пластик, которому производители придали форму нити, поставляемый в катушках. Именно о замене этого типа материалов и пойдет речь в нашей статье.
Как подготовить 3D-принтер к замене пластика?
Так как заправка – одна из самых сложных задач при трехмерной печати, ей стоит уделить повышенное внимание.
Ключевой задачей пользователя, которому необходимо сменить катушечный филамент в своем 3D-принтере, является подготовка устройства. Подготовка принтера должна осуществляться в строго определенном порядке:
- В первую очередь следует убедиться в том, что устройство подключено к компьютеру USB-кабелем.
 Необходимо проверить то, насколько плотно шнур вставлен в гнезда входа, а затем проверить работу устройства и его «видимость» для системы.
Необходимо проверить то, насколько плотно шнур вставлен в гнезда входа, а затем проверить работу устройства и его «видимость» для системы. - С помощью управляющей панели 3D-принтера запустить прогрев устройства до рабочей температуры. Удалить старый филамент из неразогретого принтера практически невозможно, не повредив при этом механизм.
- После того как принтер будет достаточно разогрет, следует осмотреть выходное отверстие экструдера на предмет видимых повреждений и чрезмерных подтеков, а также подготовить необходимые для смены катушки материалы и инструменты.
 Необходимо проверить то, насколько плотно шнур вставлен в гнезда входа, а затем проверить работу устройства и его «видимость» для системы.
Необходимо проверить то, насколько плотно шнур вставлен в гнезда входа, а затем проверить работу устройства и его «видимость» для системы.Как извлечь пластик?
При смене филамента большинство поломок происходит в момент удаления остатков старой пластиковой нити из рабочей головки экструдера.
ВАЖНО! Удаление остатков филамента можно производить только после того, как принтер достаточно нагреется. В противном случае рабочий механизм может быть поврежден, а качество печати заметно снизится.
Для того чтобы удалить нить из экструдера, потребуется:
- Включить нагрев 3D-принтера.
- Дождаться достижения необходимой температуры. Параметры температурного режима должны быть выставлены исходя из характеристик сменяемого и заправляемого материалов. Например, пластики ABS и PLA имеют разные температуры плавления, поэтом замену необходимо производить предельно быстро. При воздействии повышенной температуры PLA быстро деформируется и может забить сопло.
- Далее, если установленное программное обеспечение поддерживает функцию обратного хода, необходимо запустить эту опцию и дождаться выхода нити из соответствующего отверстия.
- Если софт не имеет функции обратного хода, необходимо вручную очистить канал, максимально близко к выходному отверстию обрезав старую нить и вставив новую.
- В ходе прогона пластик со старой катушки постепенно выйдет из сопла экструдера, и его место займет новый филамент.
ВАЖНО! В момент, когда старый материал во время прогона сменяется новым, рекомендуется отрегулировать температуру нагрева головки, исходя из характеристик нового пластика.
Замена пластика
Для того чтобы заменить старую пластиковую нить в экструдере на новый материал, необходимо:
- Удалить остатки старой нити.
- Перевести головку экструдера в режим «Обслуживание».
- Извлечь трубку канала, потянув ее вверх.
- Вытащить пруток филамента из рабочей головки экструдера, нажав на прижимной механизм и аккуратно потянув пластиковую нить вверх.
- Заправить конец пластиковой нити с новой катушки, ослабив воздействие прижимного механизма, и аккуратно надавив на конец прутка.
- Когда новая нить заправлена в подающий механизм, трубку канала необходимо вернуть в экструдер.
- Завершающий этап – протяжка филамента. Рекомендуется вывести от 30 до 50 единиц материала, прогрев принтер до необходимой температуры и сразу же удаляя выделяющийся материал. Осуществить это действие можно с управляющей панели, выбрав команду.
- Сигналом, говорящим о том, что замена пластиковой нити в 3D-принтере прошла успешно, станет однородность выделяемого материала и отсутствие потеков в процессе.

Возобновление работы
Для того чтобы возобновить работу после смены катушки с филаментом, необходимо вернуть 3D-принтер в исходное положение. Для этого потребуется повторно воспользоваться разделом управляющей панели RepetierHost и командой Home.
В том случае, если все действия были выполнены верно, печать может быть возобновлена.
Технология 3D-печати открыла новые возможности для пользователей по всему миру. Но оборудование, позволяющее осуществлять трехмерную печать, требует тщательной настройки и грамотного обслуживания. Замена катушечного филамента – важный этап работы. При смене пластиковой нити необходимо четко следовать рекомендациям производителя. Это позволит избежать множества ошибок, которые могут происходить из-за неправильной смены пластика, и некачественной печати впоследствии.
- 17 мая 2021
- 8756
Получите консультацию специалиста
Чем же печатают 3D-принтера?
3D печать основана на технологии послойного выращивания твёрдых объектов из различных материалов. Объёмные модели печатаются из пластика, бетона, гидрогеля, металла и даже из живых клеток и шоколада. В настоящей статье мы представим краткий обзор наиболее популярных материалов для 3D печати.
Объёмные модели печатаются из пластика, бетона, гидрогеля, металла и даже из живых клеток и шоколада. В настоящей статье мы представим краткий обзор наиболее популярных материалов для 3D печати.
ABC-пластик
АBC-пластик известен как акрилонитрилбутадиенстирол. Это один из лучших расходных материалов для 3D печати. Такой пластик не имеет запаха, не токсичен, ударопрочен и эластичен. Температура плавления АВС-пластика составляет от 240°С до 248°С. Он поступает в розничную продажу в виде порошка или тонких пластиковых нитей, намотанных на бобины.
3D модели из АВС-пластика долговечны, но не переносят прямой солнечный свет. С помощью такого пластика можно получить только непрозрачные модели.
АВС-пластик для 3D печати
Акрил
Акрил используется в 3D печати для создания прозрачных моделей. При использовании акрила необходимо учитывать следующие особенности: для данного материала нужна более высокая температура плавления, чем для АВС-пластика, и он очень быстро остывает и твердеет. В разогретом акриле появляется множество мелких воздушных пузырьков, которые могут вызвать визуальные искажения готового изделия.
В разогретом акриле появляется множество мелких воздушных пузырьков, которые могут вызвать визуальные искажения готового изделия.
Изделия, напечатанные из акрила
Бетон
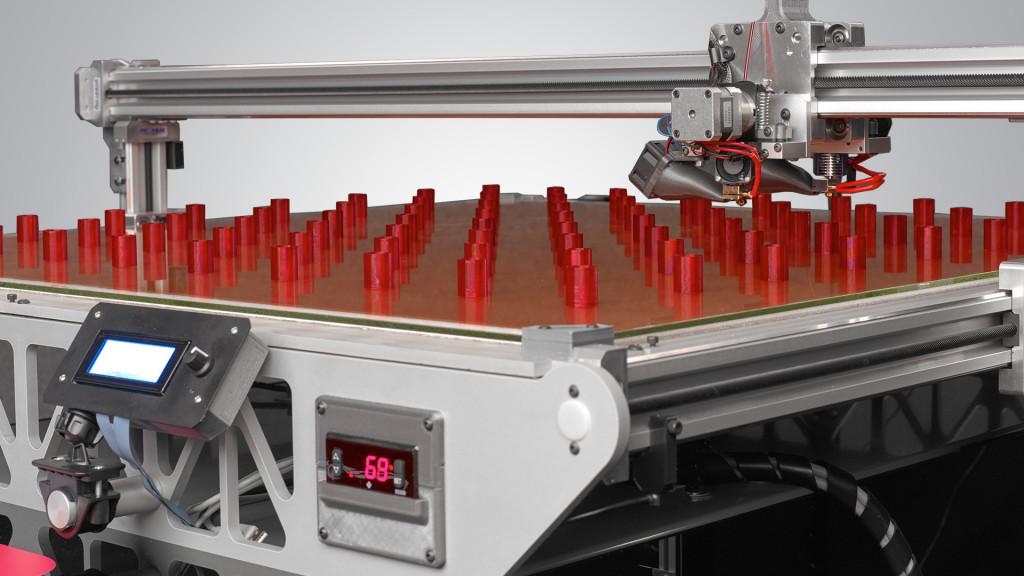
В настоящее время изготовлены пробные образцы 3D принтеров для печати бетоном. Это огромные печатающие устройства, которые кропотливо, слой за слоем, «печатают» из бетона строительные детали и конструкции. Такой 3D принтер может всего лишь за 20 часов «напечатать» жилой двухэтажный дом общей площадью 230 м2.
Для 3D печати используется усовершенствованный сорт бетона, формула которого на 95% совпадает с формулой обычного бетона.
Изделия, напечатанные бетоном
Гидрогель
Учёные из иллинойского Университета (США) напечатали при помощи 3D принтера и гидрогеля биороботов длиной 5-10 мм. На поверхность биороботов поместили клетки сердечной ткани, которые распространились по гидрогелю и начали сокращаться, приводя в движение робота. Такие роботы из гидрогеля способны передвигаться со скоростью 236 микрометров в секунду. В будущем они будут запускаться в организм человека для обнаружения и нейтрализации опухолей и токсинов, а также для транспортировки лекарственных препаратов к месту назначения.
Такие роботы из гидрогеля способны передвигаться со скоростью 236 микрометров в секунду. В будущем они будут запускаться в организм человека для обнаружения и нейтрализации опухолей и токсинов, а также для транспортировки лекарственных препаратов к месту назначения.
Биороботы из гидрогеля, напечатанные 3D принтером
Бумага
В некоторых 3D принтерах в качестве материала для печати используется обычная бумага формата А4. Так как бумага – это доступный и недорогой материал, то и бумажные модели получаются недорогими и доступными для пользователей. Такие модели печатаются послойно, причём каждый последующий слой бумаги вырезается принтером и наклеивается на предыдущий. Модели из бумаги печатаются быстро, но не могут похвастаться прочностью или эстетичностью. Они идеально подойдут для быстрого прототипирования компьютерного проекта.
3D модели, напечатанные из бумаги
Гипс
В современной 3D печати широко применяются гипсовые материалы.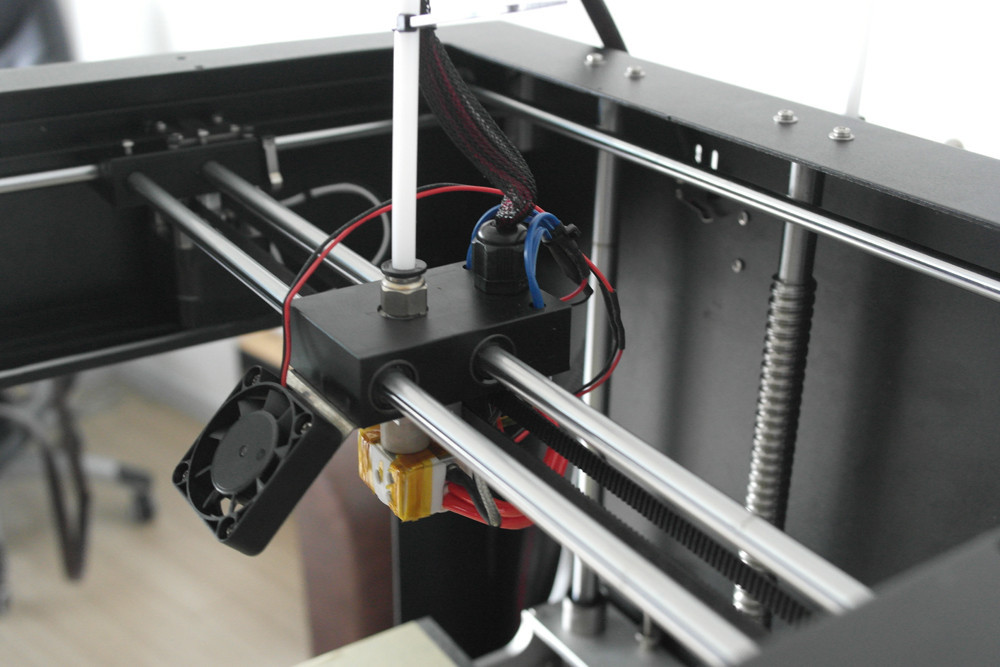 Модели, изготовленные из гипса, недолговечны, но имеют очень низкую себестоимость. Такие модели идеально подходят для изготовления объектов, предназначенных для презентаций. Их можно показывать в качестве образца заказчикам и клиентам, они отлично передадут форму, структуру и размер оригинального изделия. Так как гипсовые модели отличаются высокой термостойкостью, их используют в качестве образцов для литья.
Модели, изготовленные из гипса, недолговечны, но имеют очень низкую себестоимость. Такие модели идеально подходят для изготовления объектов, предназначенных для презентаций. Их можно показывать в качестве образца заказчикам и клиентам, они отлично передадут форму, структуру и размер оригинального изделия. Так как гипсовые модели отличаются высокой термостойкостью, их используют в качестве образцов для литья.
3D модель, напечатанная из гипса
Деревянное волокно
Изобретатель Кай Парти разработал специальное деревянное волокно для 3D печати. Волокно состоит из дерева и полимера и по своим свойствам похоже на полиактид (PLA). Комбинированный материал позволяет получить долговечные и твёрдые модели, которые внешне выглядят как деревянные изделия и имеют запах свежеспиленного дерева. В настоящее время инновационный материал используется только в самореплицирующихся принтерах RepRap.
3D модель, напечатанная деревянным волокном
Лёд
В 2006 году два канадских профессора получили грант на развитие технологии 3D печати ледяных фигур. За три года они научились создавать при помощи 3D принтеров небольшие ледяные предметы. Печать протекает при температуре -22°С, в качестве расходных материалов используются вода и метиловый эфир, подогретый до температуры 20°С.
За три года они научились создавать при помощи 3D принтеров небольшие ледяные предметы. Печать протекает при температуре -22°С, в качестве расходных материалов используются вода и метиловый эфир, подогретый до температуры 20°С.
Фигура, напечатанная льдом
Металлический порошок
Ни один пластик не сможет заменить металл с его приятным мягким блеском и высокой прочностью. Поэтому в 3D печати очень часто используется порошок из лёгких и драгоценных металлов: меди, алюминия, их сплавов, а также золота и серебра. Однако металлические модели не обладают достаточной химической стойкостью и имеют высокую теплопроводность, поэтому в металлический порошок для печати добавляют стекловолоконные и керамические вкрапления.
Украшения из металлического порошка, напечатанные 3D принтером
Нейлон
Печать нейлоном имеет много общего с печатью АВС-пластиком. Исключениями являются более высокая температура печати (около 320°С), высокая способность впитывать воду, более продолжительный период застывания, необходимость откачки воздуха из экструдера из-за токсичности компонентов нейлона. Нейлон – это достаточно скользкий материал, для его применения следует оснастить экструдер шипами. Несмотря на перечисленные недостатки, нейлон с успехом используют в 3D печати, так как детали из данного материала получаются не такими жёсткими, как из АВС-пластика, и для них можно использовать шарниры скольжения.
Нейлон – это достаточно скользкий материал, для его применения следует оснастить экструдер шипами. Несмотря на перечисленные недостатки, нейлон с успехом используют в 3D печати, так как детали из данного материала получаются не такими жёсткими, как из АВС-пластика, и для них можно использовать шарниры скольжения.
Нейлоновая нить для 3D печати
Изделия из нейлона, напечатанные 3D принтером
Поликапролактон (PCL)
Поликапролактон близок по свойствам к биоразлагаемым полиэфирам. Это один из самых популярных расходных материалов для 3D печати. Он имеет низкую температуру плавления, быстро затвердевает, обеспечивает прекрасные механические свойства готовых изделий, легко разлагается в человеческом организме и безвреден для человека. Кроме того, он может применяться сразу в нескольких технологиях 3D печати: SLS, ZCorp и FDM.
Поликапролактон для 3D принтера
Поликарбонат (PC)
Поликарбонат – это твёрдый пластик, который способен сохранять свои физические свойства в условиях экстремально высоких и экстремально низких температур. Обладает высокой светонепроницаемостью, имеет высокую температуру плавления, удобен для экструзионной обработки. При этом его синтез сопряжён с рядом трудностей и экологически не безвреден. Используется для печати сверхпрочных моделей в нескольких технологиях 3D печати: SLS, LOM и FDM.
Обладает высокой светонепроницаемостью, имеет высокую температуру плавления, удобен для экструзионной обработки. При этом его синтез сопряжён с рядом трудностей и экологически не безвреден. Используется для печати сверхпрочных моделей в нескольких технологиях 3D печати: SLS, LOM и FDM.
Полилактид (PLA)
Полилактид – это самый биологически совместимый и экологически чистый материал для 3D принтеров. Он изготавливается из остатков биомассы, силоса сахарной свёклы или кукурузы. Имея массу положительных свойств, полилактид имеет два существенных недостатка. Во-первых, изготовленные из него модели недолговечны и постепенно разлагаются под действием тепла и света. Во-вторых, стоимость производства полилактида очень высока, а значит и стоимость моделей будет значительно выше аналогичных моделей, изготовленных из других материалов. Используется в технологиях 3D печати: SLS и FDM.
Полилактидная нить и изделия, напечатанные полилактидом на 3D принтере
Полипропилен (PP)
Полипропилен – это самая лёгкая из всех ныне существующих пластических масс. По сравнению с полиэтиленом низкого давления хуже плавится и лучше противостоит истиранию. При этом уязвим к активному кислороду и деформируется при отрицательных температурах.
По сравнению с полиэтиленом низкого давления хуже плавится и лучше противостоит истиранию. При этом уязвим к активному кислороду и деформируется при отрицательных температурах.
Полипропилен для 3D печати
Полифенилсульфон (PPSU)
Данный материал пришёл в 3D печать из авиапромышленности. Он практически не горит, характеризуется теплостойкостью, высокой твёрдостью. Напоминает обычное стекло, но превосходит его по прочности. Используется в технологиях 3D печати: SLS и FDM.
Полиэтилен низкого давления (HDPE)
Это самый распространённый вид пластмассы в мире, из которого изготавливают ПЭТ-бутылки, канистры, трубы, плёнки, пакеты и т.д. В 3D печати полиэтилен низкого давления является непревзойдённым лидером. Данный материал может быть использован в любой технологии 3D печати.
Полиэтиленовая обувь, напечатанная на 3D принтере
Шоколад
Британские учёные представили публике первый шоколадный 3D принтер, который печатает любые шоколадные фигурки, заказанные оператором. Принтер наносит каждый следующий слой шоколада поверх предыдущего. Благодаря способности шоколада быстро застывать и твердеть при охлаждении, процесс печати протекает довольно быстро. В ближайшем будущем такие принтеры будут востребованы в кондитерских и ресторанах.
Принтер наносит каждый следующий слой шоколада поверх предыдущего. Благодаря способности шоколада быстро застывать и твердеть при охлаждении, процесс печати протекает довольно быстро. В ближайшем будущем такие принтеры будут востребованы в кондитерских и ресторанах.
Шоколадный принтер в работе
Прочие материалы
Существуют 3D принтеры, которые предназначены для печати глиняными смесями, известковым порошком, продуктами питания, живыми органическими клетками и многими другими удивительными материалами. О том, какие материалы для 3D печати будут использоваться в ближайшем будущем, остаётся лишь догадываться.
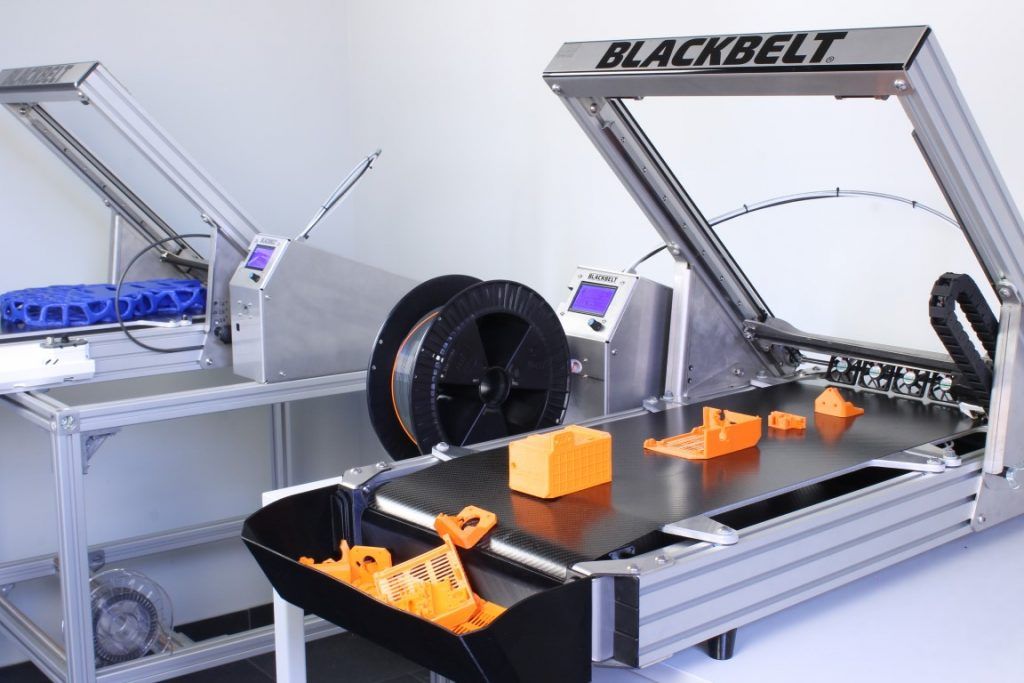
ПОПОЛНЕНИЕ | Дешевая нить для 3D-печати PLA и PETG без катушки
REFILL | Дешевая нить для 3D-печати PLA и PETG без катушки | Фибрология
REFILL
PRINT ECO
REFILL — это картридж без катушки, совместимый со стандартом многоразовой катушки MASTERSPOOL, который каждый может распечатать самостоятельно, используя бесплатный и общедоступный проект RichRap. Это решение более экологично и немного дешевле по сравнению с нитями, предлагаемыми на одноразовых катушках. Fiberlogy — одна из первых компаний в мире, решивших добавить это решение в свой ассортимент.
Это решение более экологично и немного дешевле по сравнению с нитями, предлагаемыми на одноразовых катушках. Fiberlogy — одна из первых компаний в мире, решивших добавить это решение в свой ассортимент.
ПРИМЕНЕНИЕ:
ПРИМЕНЕНИЕ:
Применение такое же, как и в случае катушек с нитью. Отличие только в том, что у рефила нет шпули. Это делает его экологически чистым и дает дополнительный выигрыш. Поскольку посылка легче, она также дешевле.
Masterspool для загрузки: https://www.thingiverse.com/thing:2769823
ЗАПОЛНЕНИЕ АБС
| Диаметр | Вес нетто | Цвета |
|---|---|---|
| 1,75 мм | 0,85 кг |
Паспорт безопасности
ТДС
Спросите о продукте
Расширить описание
Найти магазин
Свойства:
- высокая твердость
- высокая ударопрочность
- устойчивость к высоким температурам и истиранию
- можно обрабатывать механически и химически
Как распечатать?
Следующие параметры являются только рекомендуемыми настройками печати для этого материала.
 Чтобы обеспечить наилучшее качество печати, необходимо выбрать соответствующие настройки для конкретного принтера и условий печати.
Чтобы обеспечить наилучшее качество печати, необходимо выбрать соответствующие настройки для конкретного принтера и условий печати.
| Температура сопла | 250-265°С |
| Температура кровати | 90-110°С |
| Закрытая камера | рекомендуемый |
| Вентилятор | 0-10% |
| Расход | 95-105% |
| Скорость печати | 35-60 мм/с |
| Поверхность | стекло, каптоновая лента, сок АБС |
| Втягивание (прямое) | 2-3 мм |
| Втягивание (боуден) | 4-6 мм |
| Скорость отвода | 20-45 мм/с |
| Условия сушки | 60°C / 4 часа |
| Диаметр | Диаметр до | Овальный толь | Температура печати | Температура стола |
|---|---|---|---|---|
| 1,75 мм | +/- 0,02 мм | + 0,01 мм | 250-265 °С | 90-110°С |
Цвета
Черный
Графит
Серый
Белый
REFILL EASY PET-G
| Диаметр | Вес нетто | Цвета |
|---|---|---|
| 1,75 мм | 0,85 кг |
Паспорт безопасности
ТДС
Спросите о продукте
Расширить описание
Найти магазин
Свойства:
- простота печати
- высокая прочность
- низкая склонность к усадке и использованию зубной нити
- устойчивость к кислотам, солям, щелочным веществам
- без запаха
Как распечатать?
Следующие параметры являются только рекомендуемыми настройками печати для этого материала.
 Чтобы обеспечить наилучшее качество печати, необходимо выбрать соответствующие настройки для конкретного принтера и условий печати.
Чтобы обеспечить наилучшее качество печати, необходимо выбрать соответствующие настройки для конкретного принтера и условий печати.
| Температура сопла | 220-250°С |
| Температура кровати | 90°С |
| Закрытая камера | не требуется |
| Вентилятор | 0-25% |
| Расход | 95-105% |
| Скорость печати | < 100 мм/с |
| Поверхность | малярная лента |
| Втягивание (прямое) | 2-3 мм |
| Втягивание (боуден) | 3-5 мм |
| Скорость отвода | 20-45 мм/с |
| Условия сушки | 60°C / 4 часа |
| Примечания | Из-за сильного сцепления с станиной не рекомендуется печатать непосредственно на ее поверхности или на стекле. Это может привести к повреждению. Мы рекомендуем использовать малярный скотч. Это может привести к повреждению. Мы рекомендуем использовать малярный скотч. |
| Диаметр | Диаметр до | Овальный толь | Температура печати | Температура стола |
|---|---|---|---|---|
| 1,75 мм | +/- 0,02 мм | + 0,01 мм | 220-250°С | 90°С |
Цвета
Черный
Головокружение
Серебристый
Светло-зеленый, прозрачный
Бордовый, прозрачный
Оранжевый, прозрачный
Графит
Серый
Белый
Чисто прозрачный
REFILL EASY PLA
| Диаметр | Вес нетто | Цвета |
|---|---|---|
| 1,75 мм | 0,85 кг |
Паспорт безопасности
ТДС
Спросите о продукте
Расширить описание
Найти магазин
Свойства:
- биоразлагаемость
- очень хорошая адгезия между слоями печати
Как распечатать?
Следующие параметры являются только рекомендуемыми настройками печати для этого материала.
 Чтобы обеспечить наилучшее качество печати, необходимо выбрать соответствующие настройки для конкретного принтера и условий печати.
Чтобы обеспечить наилучшее качество печати, необходимо выбрать соответствующие настройки для конкретного принтера и условий печати.
| Температура сопла | 200-230°С |
| Температура кровати | 50-70°С |
| Закрытая камера | не требуется |
| Вентилятор | 75-100% |
| Расход | 90-100% |
| Скорость печати | < 100 мм/с |
| Поверхность | стекло, малярный скотч |
| Втягивание (прямое) | 2-3 мм |
| Втягивание (боуден) | 4-6 мм |
| Скорость отвода | 20-45 мм/с |
| Условия сушки | 50°C / 4 часа |
| Примечания | Easy PLA White – из-за красителя рекомендуемая минимальная температура печати составляет 230°C |
| Диаметр | Диаметр до | Овальный толь | Температура печати | Температура стола |
|---|---|---|---|---|
| 1,75 мм | +/- 0,02 | + 0,01 | 200-230°С | 50-70°С |
Цвета
Черный
Головокружение
Нержавеющая сталь
Светло-зеленый
Синий
Оранжевый
Графит
Серый
Белый
ЗАПОЛНЕНИЕ PCTG
| Диаметр | Вес нетто | Цвета |
|---|---|---|
| 1,75 мм | 0,75 кг |
Паспорт безопасности
ТДС
Спросите продукт
Развернуть описание
Найти магазин
Свойства:
- высокая ударная вязкость (до 20 раз выше, чем у PET-G)
- высокая химическая стойкость
- высокая оптическая прозрачность
- легко печатать – стабильность размеров и низкая усадка
- подходит для контакта с пищевыми продуктами – не содержит BPA
Как распечатать?
Следующие параметры являются только рекомендуемыми настройками печати для этого материала.
 Чтобы обеспечить наилучшее качество печати, необходимо выбрать соответствующие настройки для конкретного принтера и условий печати.
Чтобы обеспечить наилучшее качество печати, необходимо выбрать соответствующие настройки для конкретного принтера и условий печати.
| Температура сопла | 250-270°С |
| Температура кровати | 90-110°С |
| Закрытая камера | не требуется |
| Вентилятор | 0-25% |
| Расход | 90-100% |
| Скорость печати | < 100 мм/с |
| Поверхность | малярный скотч, клей ПВА, лак для волос |
| Втягивание (прямое) | 1-2 мм |
| Втягивание (боуден) | 4-6 мм |
| Скорость отвода | 20-45 мм/с |
| Условия сушки | 60°C / 4 часа |
| Примечания | Из-за сильного сцепления с станиной не рекомендуется печатать непосредственно на ее поверхности или на стекле. Это может привести к повреждению. Мы рекомендуем использовать малярный скотч. Это может привести к повреждению. Мы рекомендуем использовать малярный скотч. |
Fiberlogy PCTG получил положительную оценку в рамках проекта Open Filament Program (OFP), проводимого Raise3D:
- Raise3D Pro3
| Диаметр | Диаметр до | Овальный толь | Температура печати | Температура стола |
|---|---|---|---|---|
| 1,75 мм | +/- 0,02 мм | + 0,01 мм | 250-270°С | 90-110°С |
Цвета
Черный
Графит
Белый
Прозрачный
ЗАПОЛНЕНИЕ R ABS
| Диаметр | Вес нетто | Цвета |
|---|---|---|
| 1,75 мм | 0,75 кг |
Паспорт безопасности
ТДС
Спросите о продукте
Расширить описание
Найти магазин
Свойства:
- высокая твердость
- высокая ударопрочность
- устойчивость к высоким температурам и истиранию
- можно обрабатывать механически и химически
Как распечатать?
Следующие параметры являются только рекомендуемыми настройками печати для этого материала.

Всего комментариев: 0