Валковый пресс: Валковый пресс для плоской высечки ВМ-1800
Оборудование резательно-рилевочноеОборудование для вырубки с помощью штанцформУстройства подачи заготовокОборудование для гофротары программируемоеОборудование фальцевально-склеивающее
Обратная связь
|
Валковый пресс для плоской высечки ВМ-1800
Для вырубки гофрокартона, пазлов, блистера, многослойного картона, листового пластика и паронита.
Высечка упаковки любой сложности с формированием биговочных линий.— гофрокартон, микрогофрокартон – коробки, лотки, упаковки для пиццы, ящики. Вырубка сложноконтурных изделий— картон, паронит –пазлы, прокладки, уплотнительные элементы. Валковый пресс имеет два расположенных друг над другом стальных вала, на верхнем надета рубашка из пластиковой трубы. Основным формообразующим элементом является штанц-форма, состоящая из листа фанеры со вставленными в пропиленные пазы режущими, биговальными, перфорационными ножами. При подаче штанц-формы с уложенной на нее заготовкой между вращающимися валами, происходит врезание ножей в бандаж и вырубка изделия с формированием биговочных линий. При подаче заготовки в зону вырубки штанцформу обычно разворачивают с углом захода 10-15 град. Это увеличивает стойкость ножей. Поэтому максимальная ширина штанцформы по фронту зависит от ее длины (с учетом угла разворота штанцформы). Конструктивные особенности В нашем станке есть много интересных и нужных мелочей, делающих его очень надежным, а работу на нем более комфортной. БЛОК ПРОКАТНЫХ ВАЛОВ состоит из : НИЖНЕГО ВАЛА, имеющего поверхностную твч-закалку высокой прочности и хромированное покрытие. Допуск по биению не более 0,03 мм. ВЕРХНЕГО ВЫРУБНОГО ВАЛА, состоящего из толстостенной стальной трубы с одетым на него полимерным бандажом (труба полиэтиленовая 160х6.2). Использование пластиковой трубы в качестве БАНДАЖА позволяет клиенту: 1. не иметь проблем с необходимостью в его проточке в случае неравномерного износа, как это происходит с литыми бандажными валами. 2. не использовать никакие грузоподъемные средства при замене, 3. не зависеть от поставщика оборудования. РЕГУЛИРОВКА РАССТОЯНИЯ МЕЖДУ ВАЛАМИ очень точная, в пределах 0,1мм. Вращение ручки регулировки приводит к передаче через червячные приводы на обе стороны вала, далее на винтовые пары.
Для улучшения работы вырубного механизма применен принцип «вывешивания верхнего вырубного вала». При вырубке на верхний вал действует нагрузка, равная усилию вырубки. Вал немного поднимается вверх (на величину люфта в регулировке зазора). После вырубки нагрузка резко падает до нуля — в этот момент вал опускается вниз. Если верхний вал «висит» на винтовой передаче и искусственно не поджат к верхней точке, т.е. не выбраны люфты, то при работе будут возникать ударные нагрузки на винтовые передачи. В наших прессах эта проблема решена конструктивно. Вал все время поджат к верхней точке за счет распорных пружин и ударов не возникает. ПЕРЕДАЧА ВРАЩЕНИЯ НА ВЕРХНИЙ ВАЛ — необходимое условие для качественной вырубки и долговечности формы. Если в момент входа формы в зазор между валами верхний бандажный вал будет находиться в покое, то форма врежется в него заходными ножами, что приведет к их быстрому выходу из строя. Кроме того, принудительное вращение на вал желательно только для его разгона. Далее, когда штанцформа входит в зазор между валами, передача вращения от ведущего вала на ответный производится уже самой формой. Поэтому в этот момент жесткая передача будет только вредить. Чтобы были выполнены оба эти взаимоисключающие условия, передача вращения выполнена в виде плоского ремня. В стартовый момент разгона она позволяет раскрутить бандажный вал, а в момент вырубки, даже при несоответствии окружных скоростей валов, будет проскальзывать.
ПЕРЕМЕЩЕНИЕ ШТАНЦФОРМЫ при вырубке происходит с помощью транспортерных лент, что облегчает труд операторов и ускоряет процесс работы. ПРИВОД вращения вырубных валов оснащен плавным пуском и остановом с регулировкой скорости, что хорошо влияет на динамику работы станка, плавность и мягкость работы, а, следовательно, и на износ всех приводных механизмов. В результате повышается его долговечность. ПАНЕЛЬ УПРАВЛЕНИЯ работает в трех режимах: 1. 2. автоматический (реверсивное перемещение формы с остановкой-паузой для загрузки-выгрузки) 3. наладка (перемещение формы с пульта управления) Основной режим работы — автоматический, когда операторы устанавливают время паузы для загрузки-выгрузки раздельно на каждой половине стола. Так оператор освобождается от необходимости нажимать кнопки для начала цикла. ПЕРЕНОСНОЙ ПОСТ РУЧНОГО УПРАВЛЕНИЯ имеет магнитные «присоски», надежно удерживающие его на любой металлической поверхности стола, в том числе боковой. Конструкция кнопки выполнена с применением индуктивного датчика, что исключает механические переключения, как это происходит в обычной кнопке. Таким образом ее надежность очень высокая.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Длина рабочего вала 1800 мм. Параметры пластиковой рубашки: Материал……………… Наружный диаметр, мм………….160 Толщина стенки,мм………………6,2 Длина,мм…………………………2000 Габариты, мм: длина …………………………………..…4200 ширина………………….…………….….2250 высота……………………………………1200 Масса, кг …………………………………890 Товар поставляется на деревянных поддонах, упакован в стрейч-пленку. Габариты транспортных мест(мм): 1. Д2000*Ш1100*В1670. вес брутто 460кг±10 2. Д2400*Ш800*В1270. вес брутто 550кг±10
|


 При этом оба конца вала перемещаются синхронно, то есть одновременно с двух сторон, поэтому нет его перекоса.
При этом оба конца вала перемещаются синхронно, то есть одновременно с двух сторон, поэтому нет его перекоса.
 ручной (перемещение формы только при нажатии на кнопочный пост одного из операторов)
ручной (перемещение формы только при нажатии на кнопочный пост одного из операторов) …ПЭ (полиэтилен)
…ПЭ (полиэтилен)Валковый пресс для плоской высечки картонных заготовок сложной конфигурации. Установка высечки картона УВК-2 и УВК-3
Валковый пресс для плоской высечки картонных заготовок сложной конфигурации. Установка высечки картона УВК-2 и УВК-3
Отправить заявку
продукт
Заказать звонок
Время, в которое с вами удобно связаться
Валковый пресс для плоской высечки картонных заготовок сложной конфигурации.

Установки высечки картона УВК-2 и УВК-3 — валковые пресса для плоской высечки картонных заготовок сложной конфигурации. Предназначены для изготовления картонной тары из гофрированного или коробчатого картона на одном или нескольких штампах за один технологический цикл.
| Установки / характеристики | УВК-2 | УВК-3 |
| Номинальная мощность, кВт | 1,6 | 1,6 |
| Номинальное напряжение, В | 380 | 380 |
| Частота питающей сети, Гц | 50 | 50 |
| Максимальный размер заготовки, мм | 1100х2200 | 1300х2800 |
| Максимальная длительность цикла, сек | 6 | 7 |
| Количество обслуж. персонала | 1-2 | 1-2 |
| Габариты, мм: — длина | 2700 | 3500 |
| — ширина | 1280 | 1655 |
| — высота | 1100 | 1100 |
| — высота стола | 820 | 820 |
| Масса, кг | 600 | 850 |
>> ПОСМОТРЕТЬ ВИДЕО НА КАНАЛЕ ПКБМ от марта 2021 г.
>> ПОСМОТРЕТЬ ВИДЕО НА КАНАЛЕ ПКБМ от октября 2021 г.
Отправить заявку
ПРИНЦИПИАЛЬНОЕ ОТЛИЧИЕ ВАЛКОВОГО ПРЕССА УКВ-3 ОТ ПРЕССОВ МОДЕЛИ МВ
1. Пресс валковый УКВ-3 имеет подвижную коретку которая движется по поверхности стола, на котором разложены заготовки для высечки. За один прогон, валковый пресс УКВ-3 высекает все заготовки, которые разложены на столе.
2. Безопасность работы в том, что работникам нет необходимости толкать платформу, с уложенным картоном, в работающие валы. При некоторой невнимательности (халатности) работника, он может толкнуть платформу с заготовкой в работающие валы вместе со своими пальцами. Травмы не нужны не работнику, не работодателю.
3. Валковый пресс УКВ-3 работает только с момента движения каретки с валами, в остальное время стоит и не работает. Возвращать коретку не надо. Укладывается новая партия картонных заготовок и коретка запускается в обратную сторону. По этой причине Пресс валковый УКВ-3 значительно энергоэкономичнее других аналогов.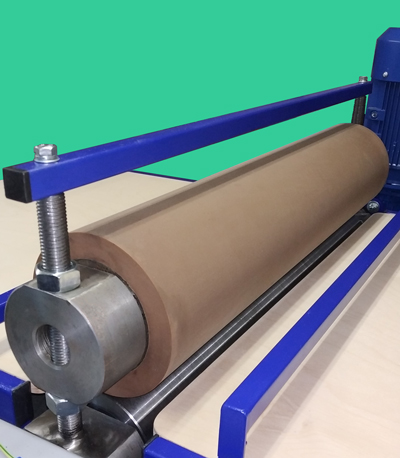
ИЗГОТОВЛЕНИЕ ЛЮБЫХ ШТАНЦ-ФОРМ ПО РАЗМЕРАМ ЗАКАЗЧИКА
Штанц-форма (штанцевальная матрица) представляет собой фанерное основание со вставленными в него лезвиями резальных и биговальных ножей. Резальные — это те ножи, которые отсекают лишние части картона при вырубке. Биговальные ножи — это затупленные ножи, которые только проминают картон в местах будущих сгибов.
Штанц-форма для изготовления архивного короба.
ИЗГОТОВЛЕНИЕ ПРОКЛАДОК
На установках УВК возможно изготовление на специальных штанц-формах прокладок любой сложности из паронита, картона … Стол позволяет единовременное размещение большого колличества штанц-форм под одну общую заготовку. Движение каретки реверсивное и составляет 4 секунды, тем самым, обеспечивает высокую производительность по сравнению с имеющимися аналогами плосковысечных и валковых прессов.
Купить Ручной прокатный станок шириной 100 мм,Ручной прокатный станок шириной 100 мм Поставщики
Прецизионный ручной прокатный пресс шириной 4 дюйма (100 мм) с двойным микрометром для каландрирования электродов с литиевыми батареями
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
1 Лабораторный вальцовый пресс TOB-SG-100L представляет собой ручной вальцовый пресс. Он имеет двойные ролики диаметром 96 мм. x ширина 100 мм и двойной микрометр. Этот лабораторный вальцовый пресс идеально подходит для регулировки толщины и увеличения плотности активного материала электрода при исследовании литий-ионных аккумуляторов после нанесения покрытия и сушки.
Он имеет двойные ролики диаметром 96 мм. x ширина 100 мм и двойной микрометр. Этот лабораторный вальцовый пресс идеально подходит для регулировки толщины и увеличения плотности активного материала электрода при исследовании литий-ионных аккумуляторов после нанесения покрытия и сушки.
2 Этот лабораторный вальцовый пресс в основном используется в лабораторных материалах для литиевых батарей, небольшое количество драгоценных металлов, таких как материалы из золота и серебра, медь, алюминий и другие материалы из цветных металлов, подавленные вручную
Модель | Ручной прокатный станок шириной 4 дюйма (100 мм) TOB-SG-100L | ||||||||||||||||
Гарантия | Ограниченная производственная гарантия сроком на один год с пожизненной поддержкой | ||||||||||||||||
Состав | 1 Прочная стальная рама, шестерни и ручка 2 диам. гальваническое покрытие Cr 3 Двойной микрометр для точной регулировки толщины в диапазоне 0–2 мм Максимум | ||||||||||||||||
Ролик | Размеры: 96 мм (диаметр) x 100 мм (Ш) Материал: Изготовлен из закаленной инструментальной стали (HRC > 60) с гальваническим покрытием Cr. С отделкой > 0,8 | ||||||||||||||||
Точность прокатного пресса | ≤±0,005 | ||||||||||||||||
Толщина прокатного пресса | 0-2 мм регулируется с помощью циферблатного индикатора | ||||||||||||||||
Ширина прокатного пресса | Макс. 100 мм | ||||||||||||||||
Размеры продукта | 350 мм (Д) x 240 мм (Ш) x 350 мм (В) (14 x 9,5 x 14 дюймов) | ||||||||||||||||
Масса | 45 кг (100 фунтов) | ||||||||||||||||
| Этот ролик специально разработан для исследований и разработок аккумуляторов с точки зрения его преимуществ, таких как доступность, компактный и точный. 1 Необходимо использовать ацетон для очистки и сушки поверхностей роликов после каждого использования, чтобы избежать ржавчины. 2 Антикоррозийное масло с покрытием, если машина не будет использоваться в течение длительного периода времени. 3 Минимальная толщина листового проката должна зависеть от физических свойств материалы. Вот некоторые результаты нашего теста:
Тестирование образцов доступно по запросу клиента |
 Φ96 мм. x ширина 100 мм Ролики из закаленной инструментальной стали (HRC > 60) с
Φ96 мм. x ширина 100 мм Ролики из закаленной инструментальной стали (HRC > 60) с
ДИСПЛЕЙ ПРОДУКЦИИ
ПАКЕТ
Электронная почта: [email protected]e.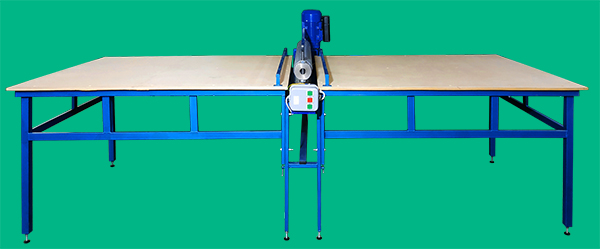 com
com
Скайп: амивангбест86
WhatsApp/номер телефона: +86 181 2071 5609
Прижимной пресс, роликовый пресс, дисковый резак и многое другое
|

Всего комментариев: 0