Мощность излучателя: Как выбрать мощность излучателя лазерного станка по металлу
Содержание
Как выбрать мощность излучателя лазерного станка по металлу
19дек 2021
Расскажем о том, на какие параметры и настройки нужно опираться, выбирая мощность излучателя для лазерного станка с ЧПУ. Сначала определим приоритетные материалы для резки, их свойства и скорость их обработки. Сравним их друг с другом, определим длину лазерной волны, используемый при резке газ и другие факторы для выбора.
Мощность в зависимости от вида металла
Мощность определяет производительность оборудования, его возможности. На современном рынке лазерных станков с ЧПУ выделяются представители компаний Elixmate, Rabbit. В их модельном ряде можно найти оборудование с небольшими параметрами – от 500 Вт до высокопроизводительного с 4 000 – 6 000 Вт.
От некоторых факторов зависит качество резки и производительность. У материалов заготовки разная теплопроводность – способность переносить тепло от горячих частей металла до холодных. Чем выше это значение, тем быстрее рассеивается тепло и больше тратится энергии. Это характерно для алюминия.
Это характерно для алюминия.
У углеродистой стали небольшая теплопроводность, она не отражает лазерный луч, поэтому легче обрабатывается. Она выделяет много тепла, что экономит энергию и увеличивает скорость обработки.
Чтобы работать с углеродистой сталью толщиной 1 мм вполне хватит станка с показателем излучателя 500 – 1 000 Вт, который будет резать до 18 м. в минуту. Для наиболее допустимых толстых листов оборудование с мощностью менее, чем 2 000 Вт. не подойдёт. То же правило применимо для остальных видов заготовок. Скорость будет выше при большем значении и меньшей толщине. Также на производительность влияет размер заготовки. При небольших значениях устройство просто не успеет выйти на максимальную скорость, и производительность, например, излучателя с мощностью 2 000 Вт не сильно будет отличаться от 3 000 Вт 4 000 Вт на толщине 16 мм.
Ниже приведём параметры скорости резки металлических листов в зависимости от их видов, толщины и особенностей лазера.
Углеродистая сталь
| Скорость м/мин | |||||||
| Толщина, мм | 0,5 кВт | 1 кВт | 1. 5 кВт 5 кВт | 2 кВт | 3 кВт | 4 кВт | 6 кВт |
| 1 | 12 | 18 | 20 | 25 | 30 | 35 | 45 |
| 1,5 | 4 | 6 | 7 | 7,2 | 9 | 10 | 12 |
| 2 | 3,2 | 4 | 5 | 5,2 | 7 | 7,2 | 10 |
| 3 | 2 | 3 | 3,2 | 4,2 | 4,5 | 4,8 | 7 |
| 4 | 1,5 | 2,2 | 2,5 | 3 | 3,6 | 4 | 6 |
| 5 | 1 | 1,8 | 2,2 | 2,8 | 3,2 | 3,4 | 5,5 |
| 6 | 0,8 | 1,3 | 1,65 | 1,8 | 2,6 | 2,8 | 5 |
| 8 | — | 0,9 | 1,3 | 1,4 | 1,75 | 2,3 | 2,5 |
| 10 | — | 0,7 | 1 | 1,1 | 1,2 | 2 | 2,2 |
| 14 | — | — | 0,65 | 0,8 | 0,85 | 1,2 | 1,6 |
| 16 | — | — | 0,4 | 0,7 | 0,75 | 0,85 | 1,2 |
| 18 | — | — | 0,5 | 0,6 | 0,7 | 1 | |
| 20 | — | — | 0,4 | 0,5 | 0,65 | 0,8 | |
Нержавеющая сталь
| Скорость м/мин | |||||||
| Толщина, мм | 0,5 кВт | 1 кВт | 1. 5 кВт 5 кВт | 2 кВт | 3 кВт | 4 кВт | 6 кВт |
| 1 | 12 | 13 | 21 | 28 | 35 | 40 | 60 |
| 1,5 | 3,5 | 9 | 12 | 23 | 27 | 29,5 | 40 |
| 2 | 2,7 | 6 | 7 | 11 | 13 | 18 | 25 |
| 3 | 0,7 | 3 | 4,5 | 5,5 | 7 | 10 | 12 |
| 4 | — | 2 | 3 | 4,5 | 5 | 7 | 10 |
| 5 | — | 1 | 1,5 | 2 | 4 | 4,5 | 7 |
| 6 | — | — | 0,9 | 1,5 | 3 | 3,5 | 4,5 |
| 8 | — | — | — | 0,6 | 1,2 | 1,8 | 3,8 |
| 10 | — | — | — | 0,2 | 0,8 | 1,2 | 2 |
| 12 | — | — | — | — | — | 0,8 | 1,2 |
| 14 | — | — | — | — | — | — | 1 |
| 16 | — | — | — | — | — | — | 0,6 |
Алюминий
| Скорость м/мин | |||||||
| Толщина, мм | 0,5 кВт | 1 кВт | 1. 5 кВт 5 кВт | 2 кВт | 3 кВт | 4 кВт | 6 кВт |
| 1 | — | 10 | 12 | 20 | 28 | 30 | 40 |
| 1,5 | — | 7 | 9 | 12 | 20 | 22 | 30 |
| 2 | — | 5 | 7 | 10 | 15 | 20 | 25 |
| 3 | — | 2 | 2,5 | 5 | 9 | 13 | 15 |
| 4 | — | — | 0,8 | 2 | 5 | 7 | 10 |
| 6 | — | — | — | 0,9 | 2 | 3 | 4 |
| 8 | — | — | — | 0,6 | 0,8 | 1,3 | 2 |
| 10 | — | — | — | — | — | 0,8 | 1,2 |
| 12 | — | — | — | — | — | — | 0,7 |
| 14 | — | — | — | — | — | — | 0,5 |
Латунь
| Скорость м/мин | |||||||
| Толщина, мм | 0,5 кВт | 1 кВт | 1. 5 кВт 5 кВт | 2 кВт | 3 кВт | 4 кВт | 6 кВт |
| 1 | — | 7 | 10 | 15 | 22 | 26 | 35 |
| 2 | — | 2 | 4 | 8 | 12 | 15 | 20 |
| 3 | — | 0,5 | 1,8 | 3 | 5 | 8 | 12 |
| 4 | — | — | 1 | 1,3 | 3 | 5 | 9 |
| 5 | — | — | — | 0,8 | 2 | 5 | 6,5 |
| 6 | — | — | — | 0,4 | 1,3 | 2,5 | 3,8 |
| 8 | — | — | — | — | 0,6 | 1 | 1,8 |
| 10 | — | — | — | — | — | 0,6 | 1 |
| 12 | — | — | — | — | — | 0,6 | 0,7 |
Длина волны
Поглощение металлического листа лазером зависит от длины и спектра волны. Каждый материал имеет свои особенности, под которые нужно подбирать параметры излучателя. Волоконный лазер создаёт луч с волной 1 миллимикрон. Для большей длины используется сумматор, который объединяет несколько модулей.
Каждый материал имеет свои особенности, под которые нужно подбирать параметры излучателя. Волоконный лазер создаёт луч с волной 1 миллимикрон. Для большей длины используется сумматор, который объединяет несколько модулей.
Какой газ выбрать?
От свойств режущих газов, которые вместе с лазером участвуют в процессе резки, зависит многое. Они удаляют расплавленный металл за пределы листа. Некоторые параметры резки зависят от свойств разных газов, которые можно использовать в процессе:
- Воздух. Отличается доступностью и невысокой ценой. Но он должен пройти предварительную очистку и сжатие. Чтобы создать запас воздуха с высоким давлением, нужно дорогое оборудование, за которым нужно ухаживать. По качеству резки преимущества у него отсутствуют перед остальными газами. Чтобы сэкономить на его использовании и получить наибольшую выгоду, рекомендуем с его помощью резать заготовку плотностью до 1,5 мм. С задачей справится компрессов с производительностью 10 атм.
 К ним подбираются фильтр, предотвращающие загрязнение воздуха. Лучше всего он режет алюминий, нержавейку. Во время процесса окисляется кромка листа.
К ним подбираются фильтр, предотвращающие загрязнение воздуха. Лучше всего он режет алюминий, нержавейку. Во время процесса окисляется кромка листа. - Кислород используется чаще остальных газов. Экономически выгодно покупать в блоках по 12 баллонов объёмом 40 или 70 литров. Благодаря давлению в 15 атм. Кислород может резать все виды чёрных металлов.
- Азот справится с любой толщиной металлического листа. Газ дорогой за счёт высокой очистки. Не окисляет кромку, а охлаждает её, предотвращая деформацию. Экономически выгодно им резать цветной металл. Давление газа – 16 атм.
Кратко о других параметрах выбора
На сайте all-ready.ru представлено лазерное оборудование, оснащённое специальной защитой. Она необходима при работе с отдельными видами металлов (алюминием, латунью), имеющими значительный коэффициент отражения. Оператор должен чувствовать себя в безопасности. Для этого некоторые производители добавляют в излучатели датчики, ловящие переотражение, информирующие оператора о возможной опасности. Защита в активном исполнении самостоятельно устраняет опасные отражения.
Защита в активном исполнении самостоятельно устраняет опасные отражения.
Выбирая мощность излучателя, нужно опираться на толщину металлических листов. Если чаще всего планируется обрабатывать углеродистую сталь и изредка более толстую заготовку, но экономически невыгодно покупать лазерный станок с максимальной мощностью. Большая мощность будет редко использоваться. Получится переплата денег за дорогостоящий и простаивающий аппарат.
Перед выбором рекомендуем определить процентное соотношение необходимой толщины в общем объёме работ. Если только 15% времени на предприятии уходит на обработку материала с толщиной 10 мм, а остальные 85% на более тонкую металлическую заготовку, то излучатель с параметром выше 1 000 Вт не понадобится. Такая ваттность иногда может справиться и с чуть большей плотностью.
Лазерное оборудование применяют для резки стали, нержавейки, алюминия и латуни. Если вы выбрали сталь, то лист не должен быть толще 20 мм. С резкой нержавейки 16 мм могут справиться только самые мощные станки. Из-за большого сопротивления латуни таким способом можно резать только 12 мм листы, а у алюминия этот показатель ещё ниже и достигает 10 мм.
Из-за большого сопротивления латуни таким способом можно резать только 12 мм листы, а у алюминия этот показатель ещё ниже и достигает 10 мм.
Рекомендуемые товары
Заказать бесплатную консультациюМы готовы бесплатно проконсультировать и подобрать подходящий станок, который будет отвечать вашим бизнес задачам. Это поможет сэкономить на покупке и на обслуживании станка.
Ваш телефон
Почему мощность диодного лазера не показатель эффективности? Расширенная теория селективного фототермолиза
На что вы смотрите в первую очередь при выборе аппарата? Как правило, это выходная мощность диодного лазера, верно? Но давайте мы объясним вам, почему это не критерий для выбора оборудования.
Выходная мощность не является показателем эффективности диодного лазера. Китайские производители диодных лазеров, чтобы заявить свое преимущество, ввели бессмысленную гонку, постоянно увеличивая мощность излучателей не только на словах, но иногда даже на деле. Эту идею подхватили маркетологи, чтобы хоть как-то привлечь клиентов на невзрачный товар. Обычно эти параметры рисуются такими, какими их хочет видеть продавец или покупатель и в 90% случаев не соответствуют действительности.
Эту идею подхватили маркетологи, чтобы хоть как-то привлечь клиентов на невзрачный товар. Обычно эти параметры рисуются такими, какими их хочет видеть продавец или покупатель и в 90% случаев не соответствуют действительности.
То есть, если вы видите перед собой лазер мощностью 1000 W и 400 W, то вы не сможете определить какой из этих лазеров лучше справится со своей задачей.
Так на что же нужно обращать внимание?
Основные параметры для результативного удаления волос:
- плотность энергии
- длительность импульса.
Плотность энергии
Плотностью энергии показывает какое количество энергии поступает на единицу площади (Дж/см2). Это основной параметр, на который нужно смотреть при выборе аппарата для эпиляции. Плотность энергии должна распределяться равномерно по всей поверхности рабочего окна и соответствовать выдаваемой. Если в программе установлено значение 20 Дж/см2, то на выходе должно быть тоже самое значение.
Высокий показатель плотности коррелирует с более выраженным эффектом удаления волос. Но при этом и вероятность появления нежелательных побочных эффектов тоже выше.
Но при этом и вероятность появления нежелательных побочных эффектов тоже выше.
Рекомендуемая плотность энергии воздействия указываются на лазерных устройствах, но она скорее предназначена для неопытных операторов. Более правильный метод определения оптимальной плотности потока для конкретного пациента – это оценить достижение требуемого клинического результата по перифолликулярной эритеме и отеку.
Таким образом, наилучший эффект воздействия покажет самая высокая плотность потока энергии, которая будет переносима для пациента. Клинический результат должен быть без неприятных эффектов.
Оптимальной рабочей плотностью энергии будет показатель 20-40 Дж/см2.
Длительность импульса
Этот параметр определяется как время облучения лазером в миллисекундах.
Теория селективного фототермолиза позволяет специалисту выбирать оптимальную длительность импульса, исходя из времени тепловой релаксации.
Например, терминальный волос, имеющий диаметр около 300 мкм, имеет расчетное время тепловой релаксации примерно 100 мс.
Однако, в отличие от многих других областей применения лазеров, волосяной фолликул характеризуется пространственным разделением хромофора (меланина) в волосяном стержне и биологической «мишени» — стволовых клеток в области уширения фолликула и в волосяной луковице. Расширенная теория селективного фототермолиза учитывает это пространственное разделение и вводит время теплового повреждения, которое считается более длительным, чем время тепловой релаксации.
Более короткие импульсы также могут служить удалению волос, но не так эффективны для долгосрочного результата. Более длинные импульсы более избирательны по отношению к меланину внутри волосяного фолликула и могут минимизировать повреждения кожи. Потому как продолжительность импульса дольше, чем время тепловой релаксации меланосом и меланоцитов в эпидермисе.
Как выбрать эффективный лазерный аппарат?
Плотность энергии формируется выходной мощностью излучателя, длительностью импульса (воздействия) и размером рабочего окна.
Чем меньше выходная мощность излучателя, тем больше будет длительность импульса для получения необходимой плотности энергии и наоборот.
Для примера возьмем 2 аппарата. У одного устройства фактическая мощность 1000 Вт, у второго 4000 Вт.
Аппарат №1, с фактической мощностью 1000 Вт имеет размер светового окна 10*10мм.
Рассчитываем его плотность энергии:
1000 (Вт) * 0,04 сек / 1 см2 = 40 Дж/см2
Аппарат №2 с заявленной выходной мощностью 4000 Вт, имеющий тот же размер окна 10*10мм имеет такую же плотность энергии:
(4000Вт*0,01 сек) / 1см2 = 40 Дж/см2
В обоих случаях плотность энергии получилась одинаковая. Полученная плотность энергии укладывается в стандарты. Процедура при таких параметрах должна показать одинаковый результат.
Но! Мы упустили такой параметр, как длительность импульса!
При выходной мощности 4000 Вт, чтобы достичь необходимой плотности энергии импульса, длительность импульса нужно сократить до 10 мсек.
Короткий и мощный импульс, согласно расширенной теории селективного фототермолиза, будет недостаточным для достижения долгосрочных результатов.
Вам также может быть интересно: «Лучший диодный лазер и его технические параметры«.
Автор статьи:
Яценко Максим
Руководитель сервисной службы
Редактор блога:
Гюзель Баталова
Авторские права принадлежат ООО «ТД Бьюти Системс».
Копирование материалов запрещено!
Обзор продуктов | Шнайдер Электрик
Жилой сектор и малый бизнес
Автоматизация и управление зданием
 se.com/ww/en/work/products/low-voltage-products-and-systems/»>
se.com/ww/en/work/products/low-voltage-products-and-systems/»>Низковольтные изделия и системы
Аккумулятор солнечной энергии и энергии
Доступ к энергии
Распределение среднего напряжения и автоматизация сети
 se.com/ww/en/work/products/critical-power-cooling-and-racks/»>
se.com/ww/en/work/products/critical-power-cooling-and-racks/»>Критическая мощность, охлаждение и стойки
Промышленная автоматизация и управление
Верхние диапазоны
Верхние диапазоны
Верхние диапазоны
Верхние диапазоны
Верхние диапазоны
Верхние диапазоны
Верхние диапазоны
Верхние диапазоны
Диапазоны: 77
Диапазоны: 58
Диапазоны: 32
Ассортимент: 24
Откройте для себя широкий выбор кнопок, переключателей и сигнальных ламп для большинства промышленных применений.
 Ассортимент Harmony, доступный по всему миру в версиях из металла и пластика, отвечает вашим потребностям в надежной…
Ассортимент Harmony, доступный по всему миру в версиях из металла и пластика, отвечает вашим потребностям в надежной…Диапазоны: 33
Диапазоны: 59
Диапазоны: 27
Системы привода с регулируемой скоростью предлагают широкий спектр полностью протестированных и готовых к подключению решений для управления двигателем. Начиная от компактных предварительно спроектированных систем и заканчивая комплексными решениями, спроектированными по индивидуальному заказу…
Диапазоны: 34
Являясь крупнейшей в мире линейкой контакторов, серия TeSys предлагает высокую надежность с длительным механическим и электрическим сроком службы, а также полную линейку принадлежностей для управления двигателем и нагрузкой…
ИК-излучатель высокой мощности
Astral Series VSMA10xxx
Онлайн-сервисы TTI доступны только для членов.
пожалуйста, войдите или зарегистрируйтесь, чтобы получить доступ!
Извини! У вас нет доступа к этой онлайн-службе в аккаунте:
{{appAccount.accountNumber}}
Аккаунты не найдены
Пожалуйста, выберите одну из следующих учетных записей, у которых есть доступ.
{{account.accountDisplayData}}
Ни один аккаунт не имеет доступа.
Щелкните здесь, чтобы узнать больше о статусе заказа.
Нажмите здесь, чтобы узнать больше о ezReview.
Извини! У вас нет доступа к этой онлайн-службе в аккаунте:
{{selectedAccount.accountNumber}}
Аккаунты не найдены
Приложение {{serviceName}} в настоящее время недоступно.
Пожалуйста, выберите одну из следующих учетных записей, у которых есть доступ.
{{account.accountDisplayData}}
Нет доступа к учетным записям.
Пожалуйста, нажмите здесь, чтобы узнать больше о ezBuy.
Нет доступа к учетным записям.
Пожалуйста, нажмите здесь, чтобы узнать больше о ezBuy.
Доступ к вашей услуге {{serviceName}} в настоящее время недоступен, так как ваша корзина «привязана» к учетной записи TTI.
которого нет в вашем профиле {{serviceName}}. Вероятно, это произошло из-за того, что ваша корзина содержит одну или несколько деталей.
со сниженными ценами.
Чтобы восстановить доступ к ezBuy, очистите корзину, разместив заказ или удалив детали со скидкой.
Цены.
Если у вас есть другие вопросы, позвоните своему торговому представителю TTI.
Корзина заблокирована для:
{{selectedAccount.accountNumber}}
{{selectedAccount.billingAddress.name}}
{{selectedAccount.billingAddress.streetAddress}}
{{selectedAccount.billingAddress.city}}, {{selectedAccount.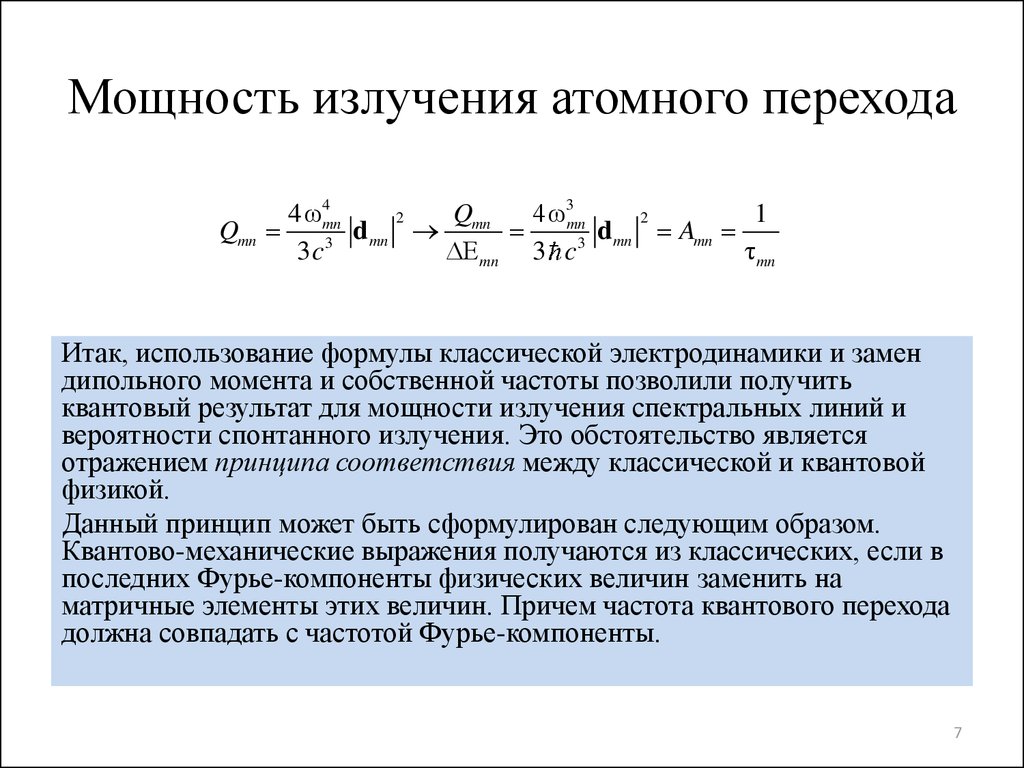 billingAddress.state.stateShortName}}
billingAddress.state.stateShortName}}
{{selectedAccount.billingAddress.zip}}
{{selectedAccount.billingAddress.country.countryShortName}}
- {{supportModalInfo.firstName}} {{supportModalInfo.lastName}}
- {{supportModalInfo.title}}
- {{supportModalInfo.branch}}
- {{supportModalInfo.phone}}
- {{supportModalInfo.email}}
- {{supportModalInfoTwo.firstName}} {{supportModalInfoTwo.lastName}}
- {{supportModalInfoTwo.title}}
- {{supportModalInfoTwo.branch}}
- {{supportModalInfoTwo.phone}}
- {{supportModalInfoTwo.email}}
Электронная почта:
{{supportModalInfo.email}}
Отправить быстрое сообщение
Предмет:
Сообщение:
Сообщение успешно отправлено!
Не удалось отправить письмо!
Введите не менее трех символов в поле поиска детали.
Всего комментариев: 0