Пиноль для сверлильного станка это: ПИНОЛЬ | это… Что такое ПИНОЛЬ?
Содержание
Самодельная пиноль для сверлильного станка
По размеру такой станок гораздо меньше и компактнее заводского. Его можно с легкостью разместить в маленьком гараже или мастерской. Как сделать и спроектировать сверлильный станок своими руками мы сейчас и рассмотрим.
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Те, кто хоть раз пользовался электродрелью сталкивался с трудностями, когда необходимо сделать кучу отверстий. Пол беды если отверстия в доске, а дырявить металл? Для этого промышленность придумала сверлильный станок. У кого он есть, тем крупно повезло, а у кого нет — готовь карман.
Карман, лично у меня маленький, поэтому позволить заводской сверлильный станок я не в силах. Ну китайский, из жести, я конечно могу позволить, но ведь оно фигня фигней. Советские, полу комплектные, стоят неоправданно дорого. Магазинные стойки для дрелей не рассматривал в принципе, уж больно «детские» они. Блуждая по интернету находил много самоделок, но останавливало наличие токарных работ. Пару деталей заказать у токаря можно, но нормальными чертежами делится никто не хочет, а когда конструируешь деталь сам всегда вылезет косячок. Вылез косяк — беги опять к токарю и проси поправить. Но однажды я наткнулся на интересное видео от Zhelezjaka про самодельную стойку для дрели. Простая конструкция, повторяемая и универсальная. В момент просмотра видео от Zhelezjaka аналогов этой конструкции еще не было.
Блуждая по интернету находил много самоделок, но останавливало наличие токарных работ. Пару деталей заказать у токаря можно, но нормальными чертежами делится никто не хочет, а когда конструируешь деталь сам всегда вылезет косячок. Вылез косяк — беги опять к токарю и проси поправить. Но однажды я наткнулся на интересное видео от Zhelezjaka про самодельную стойку для дрели. Простая конструкция, повторяемая и универсальная. В момент просмотра видео от Zhelezjaka аналогов этой конструкции еще не было.
Собирался я сделать эту стойку целый год, а может и больше. Уйдя в отпуск я наконец приступил к работе. В конструкцию внес свои корректировки, они принципиально не меняют станок, но унифицируют материалы и сокращают время изготовления некоторых элементов. Я постарался использовать минимальное количество покупного материала, старался использовать тот мусор который у меня был. Но без покупок все равно не обошлось. Из основного я докупил трубу для направляющей, уголок и полосу, каждой позиции по 1 метру.
Теперь смотрим процесс изготовления. Собственно, направляющая для каретки у меня также выполнена из квадратной трубы 40х40х3 мм. Железо я покупал в маленьком строительном магазинчике, металлопрокат там хранится практически под открытым небом и не особо блещет качеством. Но в этом есть одно преимущество, там можно все пощупать и выбрать получше. Так и произошло. С начала хотел взять трубу с толщиной стенки 2 мм, но ровный кусок нам с продавцом выбрать не удалось. Взял с толщиной стенки 3 мм, толстостенные трубы гораздо ровнее. Сталь есть сталь и следы коррозии неотъемлемая ее составляющая. Поэтому почти весь прокат мне пришлось чистить, в особенности направляющую. Доводить до состояния кошачьей гордости я не стал.
Забыл сказать, заранее я заготовил комплект предварительных чертежей, по которым и делал базовые элементы. Комплект окончательных чертежей будет выложен в конце статьи. Режим заготовки в размер. Вот первое отступление от авторского проекта, уголок для каретки и кронштейна я взял 45х45х4 мм. В него прекрасно ложится труба 40х40, ничего подрезать не надо и образуется отличный монтажный зазор (видно на фото ниже). Технологию изготовления пытался повторить авторскую.
В него прекрасно ложится труба 40х40, ничего подрезать не надо и образуется отличный монтажный зазор (видно на фото ниже). Технологию изготовления пытался повторить авторскую.
Подложил наждачку, обжал струбцинами на направляющей, заварил все от души. А снять потом фигушки, зажимает так, что «мама не горюй»! Кронштейн стойки я смог снять только сбивая его об остаток 45-го уголка. Далее я порезал весь уголок, сварил каретку, подложил в два раза больше наждачки и все…. Сколько было потрачено матерных слов, выкурено сигарет и проклято всего, что рядом шевелилось уже не вспомнить, а отделить одно от другого не получилось. Как у автора все так просто, я не знаю. А технология по моему мнению должна быть такова: кладем в двойне сложенную наждачку —> обжимаем струбцинами —> прихватываем сваркой кромки по всем четырем углам —> полностью провариваем одну из кромок —> даем полностью остыть —> пытаемся снять с оправки. Если сошло с оправы, то провариваем вторую кромку. Если не идет, тогда срезаем прихватки на непроваренной кромке и легонечко извлекаем направляющую. На фото ниже лежат уже сваренные заготовки, самая маленькая использоваться не будет.
На фото ниже лежат уже сваренные заготовки, самая маленькая использоваться не будет.
Станину сделал из того, что было. А было у меня почти метр швеллера 8. Длину станины подогнал под длину остатка квадратной трубы, который осталась после изготовления направляющей. Ниже картинка процесса установки кронштейна стойки. Если честно, то такая конструкция станины не сильно хорошая. Полки у швеллера все кривые, у одного куска вогнутость, у другого выпуклость. Жуть, а не прокат. Сделал вид, что выставил под прямым углом, правда непонятно к какой плоскости. С перпендикулярностью я буду бороться позже.
Обварил и добавил еще пару деталюх: ножки, заготовку передней панели
и задней. В задней панели выполнено два отверстия с резьбой. Эти отверстия будут служить для закрепления станка в горизонтальном положении при обработке дерева.
И крепежные элементы для закрепления стойки в вертикальном положении. Одинокий болт приварен для организации заземления. Отверстий под провода здесь не видно, но в чертежах они есть.
О регулировочных ножках. Стандартных ножек от холодильника или стиралки, по какой-то случайности не оказалось, прям диву даюсь. Пришлось делать из болта и увеличенной шайбы, цена вопроса — пару копеек. А вот те штуки в которую ножки закручиваются у меня были, но в место них отлично подойдут высокие гайки.
Барабан, тот, который будет прокручивать трос. К изготовлению этой детали я подошел творчески. Работает он точно так же, но выполнен по другому. Стальные прутки диаметром больше 10 мм в домашнем сарае найти сложно и мой сарай не исключение. Плюс сразу решил вопрос съемной рукоятки. В качестве оси применил болт М10 с короткой ГОСТовской резьбой. Отрезав от него лишнее получил гладкую ось. Шляпка болта будет служить неким элементом зацепления оси с рукояткой. Внешней частью барабана будет служить водопроводная труба. Если у Вас в металлическом мусоре нет такой трубы, то ее можно заменить сгоном, купленным в ближайшем сантехническом магазине. Для центровки оси пришлось изготовить втулки, так сказать, ручным методом, без токарного станка. Для этого зажал две гайки М10 на оставшемся обрезке болта (обрезок не выбрасывайте, он потом пригодится), вставил в дрель и обточил всю конструкцию на электроточиле. Так как резьбы на обрезке болта уже нет, то и резьбу во втулках тоже надо высверлить. В головке болта выполнено отверстие с резьбой М5 для крепления рукоятки. Получилось довольно неплохо.
Для этого зажал две гайки М10 на оставшемся обрезке болта (обрезок не выбрасывайте, он потом пригодится), вставил в дрель и обточил всю конструкцию на электроточиле. Так как резьбы на обрезке болта уже нет, то и резьбу во втулках тоже надо высверлить. В головке болта выполнено отверстие с резьбой М5 для крепления рукоятки. Получилось довольно неплохо.
Читать также: Ацетилен вступает в реакцию
На картинке ниже я уже приварил втулки к оси, главное не забыть сперва одеть одну из проушин. В наружной обойме барабана выполнены отверстия, через которые обойма будет привариваться ко втулкам. Все размеры и зазоры указаны в чертежах.
Каретка. Тут рассказывать особо нечего, собираем все по чертежам. Только одно дополнение. В оригинале каретка стопориться одним из регулировочных болтов. Они ведь на то и регулировочные, чтобы их не трогать, поэтому после приварки всех деталей я сделал дополнительное отверстие с резьбой именно для стопорного болта. Резьбу под регулировочные болты я выполнил только черновым метчиком, что бы избавится от самопроизвольного раскручивания.
Вид с другой стороны. Извиняйте за мои сварные швы, как умею, так и варю.
Рукоятка, она же рычаг. Посмотрев на фотографию не бросайте помидорами. В моем исполнении рычаг выполнен из рожково- накидного ключа на 17. У него был лопнувший накидок, поэтому недоключу я дал вторую жизнь.
С одной стороны, на накидную часть ключа наварил самодельную шайбу из полосы.
Далее элемент которого нет в оригинальной конструкции — это упор. Данный упор крепится в верхней части направляющей стойки и используется при закреплении станка в горизонтальном положении. Отверстия для крепления к стойке выполнены не соосно для минимизации проворачивания упора.
Еще ода новая деталь. Я назвал ее «стол». Так как плоскость у моей станины отсутствует, пришлось изворачиваться. Сделан он из куска ламинированного ДСП, не лучший вариант, но пока так. С помощью винтов у меня есть возможность выставить рабочую плоскость перпендикулярно стойке.
Вот так это выглядит. На фото так же попала вспомогательная каретка, на которой будет размещаться линейка и подручник для деревообработки.
А тут видно элемент регулировки стола.
Пришло время изготовить кронштейн для крепления дрели. И опять в ход пошли материалы которые у меня были. Хомут из полосы 25х4 мм, вынос из трубы 30х30х2. Данная полоса отлично помещается внутрь трубы, что упрощает крепление одного с другим. А данный разворот хомута обеспечивает идеальную соосность. Хомут изготовлен обстукиванием полосы вокруг трубы диаметром 40 — 42 мм.
И аккуратненько завариваем. Я переживал за качество этих швов, так как это место самое слабое во всей конструкции.
На время отложим сварочник и займемся дрелью. Как я уже говорил, станок я собирался сделать целый год. За это время обзавелся дрелью, которую не жалко. Мне ее подарили как не рабочую. Внутри был просто передавлен провод и со временем в этом месте он сгорел. Провод поправил, но дрель, как видно, очень уставшая и полна люфтов. Первым делом под замену пошел патрон и подшипники качения. Втулка хвостовика тоже была разбитая.
Если честно, я бы руки оторвал этим конструкторам, которые в простую дрель добавили функцию трещотки. Толку ноль, подшипники разбивает и добавляет ко всем прелестям осевой ход патрона. Самое интересное, по крайней мере в этой дрельке, видно, что трещоточный узел по размерам совпадает с наружной обоймой подшипника №608. Мои попытки выбить трещотку из силуминовой обоймы увенчались неудачей, пришлось зубцы срезать ножовкой и идти на рынок искать бронзовую втулку. А на рынке за эту втулочку заломили несуразную цену, на что я сильно обиделся и принципиально ушел не с чем. В место бронзовой золотой втулки по размерам отлично подходит внутренняя обойма от того же 608-го подшипника. Одно плохо — эта замена одноразовая, в следующий раз придется менять втулку вместе с валом патрона. Посмотрим сколько проживет. Для ликвидации осевого хода вала вместо отталкивающей пружины установил втулку, изготовленную из сантехнического фитинга, а с другой стороны подложил обточенную шайбу. Подшипники заменены, люфты ликвидированы, механизмы смазаны.
Толку ноль, подшипники разбивает и добавляет ко всем прелестям осевой ход патрона. Самое интересное, по крайней мере в этой дрельке, видно, что трещоточный узел по размерам совпадает с наружной обоймой подшипника №608. Мои попытки выбить трещотку из силуминовой обоймы увенчались неудачей, пришлось зубцы срезать ножовкой и идти на рынок искать бронзовую втулку. А на рынке за эту втулочку заломили несуразную цену, на что я сильно обиделся и принципиально ушел не с чем. В место бронзовой золотой втулки по размерам отлично подходит внутренняя обойма от того же 608-го подшипника. Одно плохо — эта замена одноразовая, в следующий раз придется менять втулку вместе с валом патрона. Посмотрим сколько проживет. Для ликвидации осевого хода вала вместо отталкивающей пружины установил втулку, изготовленную из сантехнического фитинга, а с другой стороны подложил обточенную шайбу. Подшипники заменены, люфты ликвидированы, механизмы смазаны.
Внимание, слабонервным просьба не смотреть на следующую картинку! Так как эта дрель специально была припасена для станка я постарался сделать так, чтобы она могла работать только в этом станке. Я обрезал рукоятку. От варвар… Кнопка пуска была извлечена, рычаг реверса остался на родном месте, срез прикрыл аккуратной крышечкой.
Я обрезал рукоятку. От варвар… Кнопка пуска была извлечена, рычаг реверса остался на родном месте, срез прикрыл аккуратной крышечкой.
И что я получил в итоге. Кнопку я разместил в полости станины, в передней панели выполнил отверстие с резьбой и закрутил туда регулировочный винт. Таким образом получил вынесенный узел регулировки оборотов. Закручиваешь винт, он постепенно вжимает кнопку которая изменяет обороты дрели. Отдельно смонтировал тумблер включения станка.
Ниже запечатлен процесс сборки кронштейна шпинделя. В патрон закрепил направляющую от принтера, что позволило относительно точно выставить ось инструмента перпендикулярно столу.
Вот и обваренный кронштейн. Сразу же сделал отверстие в столе и станине. В станине нарезал резьбу для вкручивания центра для удержания деревянной заготовки при токарных работах. Потом принялся заготавливать детали для изготовления подручника (Подручник — подставка для режущего инструмента на токарном станке).
А вот он и готовый.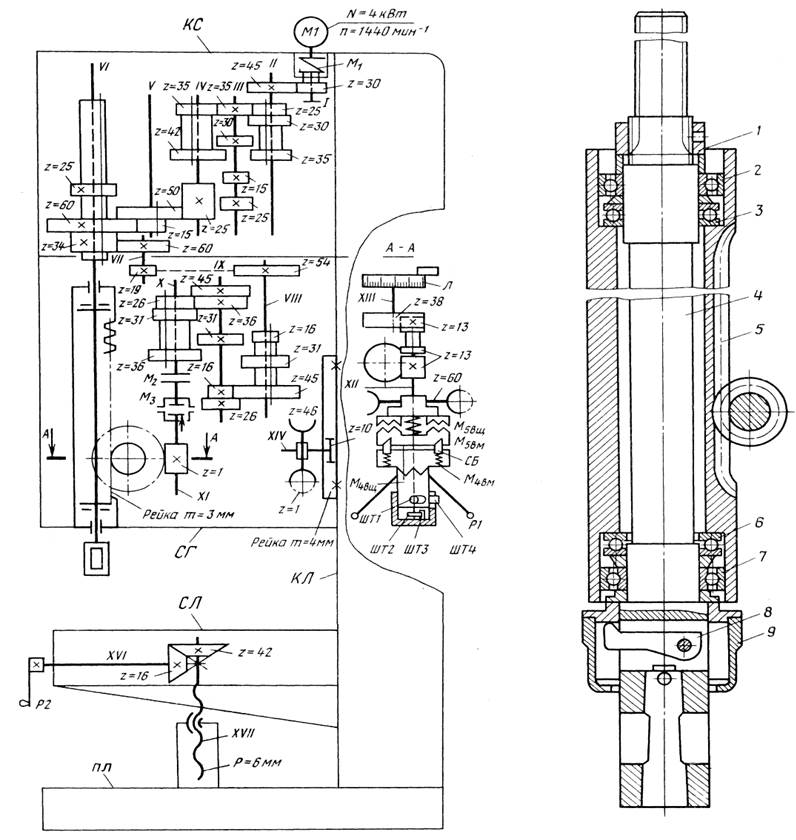 Он получился упрощенной функциональности, регулировки по высоте нет. Я никогда в жизни не работал на токарнике по дереву, и пометаллу тоже, буду учится и пробовать.
Он получился упрощенной функциональности, регулировки по высоте нет. Я никогда в жизни не работал на токарнике по дереву, и пометаллу тоже, буду учится и пробовать.
И в принципе станок готов, для теста была выбрана практически максимальная нагрузка. Первое серьезное отверстие выполнено сверлом 13 мм в лицевой панели станка для установки тумблера, напомню, панель сделана из полосы толщиной 4 мм. Результат превзошел все ожидания, без предварительного засверливания и минимум усилий, даже не напрягся, просверлил отверстие за считанные секунды. Порадовался я, состояние эйфории прошло и в глаза начали бросаться благородные следы молодой ржавчины. Все спешил собрать и не удосужился покрасить подетально. Придется теперь все разбирать.
Читать также: Сварочный аппарат инвертор плюсы и минусы
Я как всегда дождался похолодания, чтоб начать покраску. Поэтому пришлось красить в сарае, удовольствие не из приятных, красьте на улице. Я выбрал зеленый цвет, эта ассоциация еще с детства — если станок, то зеленый.
Покраска станины. Лень было провод вынимать, колхоз так колхоз.
Краска высохла и вот результат работ:
С другой стороны:
И в положении токарного станка:
Вот и обещанные чертежи. Всех нормоконторолеров и сильно умных прошу чертежи не комментировать, и даже не смотреть :)) шутка. Пользуйтесь на здоровье! Я даже составил спецификацию по которой можно прикинуть объем необходимых материалов. Но должен предупредить, не верьте слепо чертежам, перепроверяйте, я не робот и могу иногда ошибаться.
В результате получился отличный инструмент. В полной мере оценить токарный вариант я пока не могу, так как в место резцов у меня есть только стамеска. Но в качестве сверлилки присутствует пару «но»:
- Старайтесь сделать станину как у автора Zhelezjaka, конструкция будет проще, легшие и ровнее.
- Одно плечевая рукоятка жутко неудобная, объяснить трудно в чем неудобность, но неудобно. Я буду переделывать в трех плечевую. В моем варианте это просто, открутил одну и прикрутил другую.
 Если будете делать по оригинальной версии, то обратите на это внимание.
Если будете делать по оригинальной версии, то обратите на это внимание. - Рукоятка вынесена, как бы, за станок, что увеличивает требуемое свободное пространство. В дальнейшем я буду переносить ее ближе к шпинделю посредством цепной передачи.
- Передний центр (зубчатая штука, которая вращает деревянную заготовку) очень плохо удерживает заготовку. Конструкцию надо менять.
И не забывайте при работе пользоваться средствами индивидуальной защиты. Не нарушайте требования техники безопасности, какими бы они глупыми и смешными не казались.
Каждый домашний мастер имеет в своем инструментальном арсенале множество различных приспособлений, позволяющих ему воплощать свои творческие задумки в жизнь. Здесь не только привычные всем наборы ключей, отверток, надфилей и напильников. Уважающий себя специалист обязательно обладает станочным оборудованием. Это приспособление для заточки режущего инструмента, небольшой по своим габаритам токарный станок по дереву или металлу, фрезерный станок или циркулярная пила, сварочная установка. Изготовить сверлильный станок своими руками может даже начинающий домашний мастер.
Изготовить сверлильный станок своими руками может даже начинающий домашний мастер.
Почему станок эффективнее дрели
Как правило, в домашних условиях при необходимости сверления отверстий используют ручную или электрическую дрель. Использование этих инструментов оправдано только в том случае, если нет особых требований к точности высверливаемого отверстия.
При попытке высверливания отверстий дрелью сверло может сместиться в сторону, в результате чего получится либо брак, либо изделие невысокого качества. Выполнить глубокое отверстие в строго вертикальном или строго горизонтальном направлении без станка вообще невозможно.
Очень трудно высверлить в каком-либо материале не сквозную дырку, а отверстие на заданную глубину (глухое отверстие) с применением дрели, так как этот инструмент не предусматривает использование в ходе сверления линейки. Сверлильный станок очень легко справится с подобной задачей.
При работе с мягкими материалами, такими как дерево или пластмасса, станок можно использовать для создания фрезерованных отверстий или выемок. Выполнить подобные операции дрелью невозможно.
Выполнить подобные операции дрелью невозможно.
Настольный сверлильный станок своими руками:схемы и чертежи
Необязательно тратить деньги на настольный сверлильный станок, ведь его не так уж и сложно сделать своими руками. Для этого понадобится приобрести, изготовить или воспользоваться бывшими в употреблении деталями. Мы расскажем вам о создании нескольких конструкций, и вы сможете подобрать свою модель для сборки.
Дрель есть почти у каждого хозяина, строящего или ремонтирующего свой дом или квартиру, занимающегося ремонтом бытовой и садовой техники, различными поделками из металла и дерева. Но для выполнения некоторых операций дрели недостаточно: нужна особая точность, требуется просверлить отверстие под прямым углом в толстой доске или просто хочется облегчить свой труд. Для этого потребуется станок, который можно выполнить на базе различных приводов, деталей машин или бытовой техники, другого подручного материала.
Тип привода — принципиальное различие конструкций самодельных сверлильных станков. Одни из них изготавливаются с использованием дрели, в основном электрической, другие — с использованием двигателей, чаще всего — от ненужной бытовой техники.
Одни из них изготавливаются с использованием дрели, в основном электрической, другие — с использованием двигателей, чаще всего — от ненужной бытовой техники.
Основные узлы
Независимо от сложности, обусловленной необходимостью решения тех или иных технических задач, каждый самодельный сверлильный станок содержит в своей конструкции следующие основные узлы:
- станина;
- электродвигатель;
- патрон для сверла;
- передаточный механизм;
- органы управления и измерительное оборудование.
Основным конструктивным элементом любого станочного оборудования является станина — массивный конструктивный узел, к которому крепятся все остальные детали. Как правило, в качестве станины используют массивную металлическую или деревянную плиту.
Патрон выполняет функцию держателя сверла, которое будет использовано в ходе сверления отверстий различных диаметров.
Электрический двигатель, получающий питание от бытовой сети, предназначен для создания вращающего момента и передачи его патрону через передаточный механизм.
Передаточный механизм позволяет уменьшать или увеличивать скорость вращения патрона при перестановке имеющегося в нем приводного ремня с одной пары шкивов на другую. Шкив для сверлильного станка можно взять от оборудования промышленного изготовления или сделать самостоятельно.
Органы управления — это кнопки включения/выключения электродвигателя, а также рычаг, посредством которого вращающееся сверло заглубляют внутрь обрабатываемой детали.
Измерительное оборудование представляет собой линейку, которая закреплена на вертикально движущейся части станка. При этом точка отсчета расположена на неподвижной части, а движущаяся совместно со сверлом вниз линейка указывает глубину высверливания глухого отверстия.
Способы изготовления
Оборудование может быть изготовлено из самых разнообразных исходных компонентов. Создаваемый станок может быть не универсальным, а узкопрофильным, например, для сверления отверстий в печатных платах. Исходя из этого этапы изготовления станка могут несколько различаться. Далее на примерах описан ход изготовления различных по конструкции и предназначению устройств в условиях домашней лаборатории.
Далее на примерах описан ход изготовления различных по конструкции и предназначению устройств в условиях домашней лаборатории.
Мини -сверлилка
Многие радиолюбители либо уже имеют, либо очень желают иметь в своей мастерской аппарат для сверления отверстий в платах. Зачем покупать в магазине дремеля, если можно создать мини-сверлильный станок своими руками? От своих традиционных аналогов настольный станок отличается миниатюрными габаритами, соответственно, все его детали также имеют небольшие размеры. Как правило, вес таких устройств не превышает 5 кг, станина — площадка 300х300 мм, высота около 250 мм.
Для сборки миниатюрного станочного оборудования потребуются такие комплектующие:
- несущая станина;
- стабилизирующее рамочное устройство;
- планка, предназначенная для перемещения рабочей головки;
- устройство амортизации;
- планка крепления электрического двигателя;
- электродвигатель;
- блок питания электродвигателя;
- переходные устройства и цанга.

Сборку миниатюрного станка для сверления отверстий в печатных платах нужно выполнять в следующей последовательности:
Читать также: Пуансоны для гибки листового металла
- Монтаж станины. В качестве станины можно использовать площадку из текстолита 300х300 мм, толщина которой составляет 20−50 мм. При необходимости в нижней части станины следует просверлить отверстия и закрепить в них ножки.
- Монтаж рамки держателя и планки перемещения. Просверлив отверстия в нужных местах, эти детали следует надежно прикрепить к станине.
- Монтаж рамки держателя с амортизатором. Эти детали также закрепляют на плоскости станины.
- Установка на рамку держателя рукоятки перемещения сверлильной головки и соединение ее с амортизатором.
- Монтаж электрического двигателя.
- Крепление к валу электродвигателя цангового устройства или специального миниатюрного патрона для сверл малого диаметра.
- Изготовление блока питания и подключение его к электрическому двигателю.
- Установка сверла в патрон и проведение тестового сверления.
Самодельный мини — станок для радиолюбителя готов к эксплуатации.
Станок из дрели
Мастерам, которые конструируют и собирают мебель в домашних условиях, невозможно обойтись без специального станкового оборудования. Собрать простенький, но прекрасно справляющийся с возложенными на него функциями сверлильно — присадочный станок своими руками несложно даже в домашней мастерской.
Это можно сделать без покупки каких-либо специфических или дорогостоящих комплектующих. Для создания такого оборудования потребуется ручная или электрическая дрель промышленного изготовления, которую необходимо закрепить на самостоятельно изготовленной станине.
Прежде всего, следует подготовить необходимые инструменты и материалы:
- электрическая или ручная дрель;
- лист фанеры толщиной 10−12 мм, размерами 300х500 мм;
- деревянные бруски;
- шурупы по дереву или саморезы.
Порядок сборки станка состоит из следующих операций:
- Прежде всего, следует создать рабочий чертеж станка с указанием размеров его основных конструктивных элементов.
- Из имеющейся в распоряжении древесины вырезать все конструктивные элементы будущего станка.
- Создать координатный стол для станка своими руками. Для этого лист фанеры размерами 300х500 мм необходимо разметить продольными и поперечными линиями с шагом 10 мм.
- К горизонтально размещенному координатному столу или станине необходимо закрепить тщательно отшлифованный наждачной бумагой деревянный брусок, который будет выполнять роль вертикальной направляющей.
- Далее необходимо изготовить каретку из листа фанеры толщиной 10−12 мм, к которой будет крепиться электрическая или ручная дрель. С этой целью на лицевой панели нужно собрать устройство, позволяющее надежно фиксировать дрель, а с обратной стороны листа закрепить изготовленный из брусков квадрат, который будет надеваться на вертикальную направляющую. Внутренние поверхности этого квадрата также тщательно должны быть отшлифованы.
- К верхней части направляющей следует закрепить деревянный рычаг перемещения каретки вверх-вниз. К каретке нужно прикрутить штангу, после чего скрепить рычаг и штангу шарнирным соединением.
- На завершающем этапе необходимо натереть воском все трущиеся деревянные поверхности.
После подключения вилки электрической дрели к сети переменного тока самодельный станок готов к эксплуатации по назначению.
Вариантов множество. Можно сделать хороший станок из фотоувеличителя. В этом случае старое оборудование уже имеет готовую станину и вертикальную направляющую. Остается только закрепить каретку с электродрелью.
Настольный сверлильный станок своими руками: схемы и чертежи
Необязательно тратить деньги на настольный сверлильный станок, ведь его не так уж и сложно сделать своими руками. Для этого понадобится приобрести, изготовить или воспользоваться бывшими в употреблении деталями. Мы расскажем вам о создании нескольких конструкций, и вы сможете подобрать свою модель для сборки.
Дрель есть почти у каждого хозяина, строящего или ремонтирующего свой дом или квартиру, занимающегося ремонтом бытовой и садовой техники, различными поделками из металла и дерева. Но для выполнения некоторых операций дрели недостаточно: нужна особая точность, требуется просверлить отверстие под прямым углом в толстой доске или просто хочется облегчить свой труд. Для этого потребуется станок, который можно выполнить на базе различных приводов, деталей машин или бытовой техники, другого подручного материала.
Тип привода — принципиальное различие конструкций самодельных сверлильных станков. Одни из них изготавливаются с использованием дрели, в основном электрической, другие — с использованием двигателей, чаще всего — от ненужной бытовой техники.
Самодельный сверлильный станок
Считается, что возможности сверлильного станка ограничиваются только изготовлением круглых отверстий. На самом деле на нем несложно делать трехгранные и четырехгранные отверстия. А если же применить самодельные приспособления, то можно выполнять различные фрезерные и шлифовальные работы по дерезу и пластмассе, гравировать, распиливать стекло и многое другое.
Станок (см. рисунки) имеет шпиндель, конструкцию которого можно целиком заимствовать из описания токарных станков по дерезу и металлу («ЮТ» для умелых рук» № 1 и 4 за этот год). В шпинделе крепится патрон для сверла. Изготовить такой патрон самостоятельно сложно. Поэтому рекомендуем воспользоваться готовым патроном от дрели. Подойдет только тот патрон, который крепится с помощью конуса Морзе. В ручных дрелях иногда применяется патрон, который крепится на резьбе. Использование такого патрона нежелательно. В нашем случае его конструкция не позволяет с достаточной точностью закрепить сверло. Поэтому пользоваться станком для сверления отверстий небольшого диаметра из-за биения сверла будет невозможно.
Шпиндель сверлильного станка
Шпиндель монтируется в пиноли 5, которая может перемещаться по вертикали рукояткой 15.
Шпиндель для точных работ выполняется на подшипниках скольжения. Для большинства работ, выполняемых в школьной мастерской, проще применять шпиндель на подшипниках качения. Такие подшипники при сборке можно заполнить смазкой и до ремонта смазку не обновлять.
Для перемещения пиноли применяется шестеренка и ходовая рейка или же (как в нашем варианте) рычажный привод. Пиноль перемещается в корпусе головки 14, к которому крепятся детали привода. На корпусе также размещается ось приводного шкива 9 — она приводит шпиндель во вращение.
Использование для перемещения пиноли шестеренки и ходовой рейки удобнее, однако изготовить их можно только при наличии зубофрезерного станка, довольно редкого в школьных мастерских. Иногда удается подобрать пару «рейка и шестеренка» от ненужного оборудования.
Основной же недостаток рычажного привода в наличии так называемых мертвых ходов (люфта), что не очень удобно при выведении сверла из отверстия.
Потребляемая мощность электрического двигателя станка определяется в основном максимальным диаметром сверла. Если сверлить сталь сверлом диаметром 9 мм, то достаточно мощности около 200 Вт, правда, при этом придется пользоваться самой малой частотой вращения — около 500 мин—1. При большом объеме работ лучше применить двигатель мощностью 600 Вт. Частота вращения его должна быть в пределах 1500—3000 мин—1 Шкивы рассчитываются таким образом, чтобы на шпинделе станка получить 500, 1000, 1500, 3000 мин-1.
Разумеется, необязательно иметь все указанные скорости. Если ваш двигатель имеет 1500 мин—1, то нет смысла делать повышенную передачу. Повышенная частота вращения нужна при работе по дереву, когда требуется высокая чистота обработки поверхности сразу из-под инструмента. В условиях мастерской нужную чистоту проще получить обычными способами, например наждачной бумагой.
Двигатель устанавливается на стальной, достаточно массивной плите 12. Для его крепления используются шпильки — ими стягивается сам двигатель, так называемые щиты двигателя, в которых размещены подшипники.
На двигателе крепится шкив. Его нужно обязательно закрепить контровочным винтом. Под носик винта на оси двигателя сверлится небольшое отверстие.
Размеры самодельного сверлильного станка
Плита прикрепляется к головке станка 14 двумя шпильками 10. При смене частоты вращения шпильки нужно слегка отвернуть и, подвинув плиту, переставить клиновой ремень. Вся клиноременная передача закрывается кожухами, сверху съемным, а снизу постоянным. Через прорезь в постоянном кожухе (по положению клинового ремня) можно определить, на какую частоту вращения настроен станок.
На головке полезно разместить: выключатель двигателя (лучше кнопочный с кнопкой «пуск» и кнопкой «стоп»), опору лампы освещения обрабатываемой детали и ее выключатель. Сама головка крепится на опорной трубе с помощью таких же втулок, какие были использованы при изготовлении токарного станка по металлу (см. «ЮТ» для умелых рук» № 4 за 1986 г. ). Опорная труба 16, в свою очередь, крепится на втулке к неподвижному столу 1а. Втулка 19 снабжена разрезными губками, которые необходимы, чтобы можно было поворачивать головку станка при обработке длинных деталей. В столе предусмотрены четыре отверстия для крепления станка к верстаку и несколько пазов для крепления тисков и различных приспособлений с обрабатываемыми деталями.
Кроме неподвижного стола, станок снабжается подвижным столом, который может перемещаться по опорной колонне вверх и вниз, поворачиваться вокруг оси 16. Подвижный стол значительно расширяет возможности станка. Прежде всего он облегчает сверление деталей, различных по высоте, выполнение отверстий с параллельными осями и т. д. У стола предусмотрены отверстия для крепления приспособлений, а по его центру выполнено отверстие, которое необходимо для сверления насквозь различных деталей без использования подкладок.
Общий вид сверлильного станка
Настройка сверлильного станка сводится к следующему: закрепите деталь в тисках, закрепите инструмент, определите необходимую частоту вращения (см. «ЮТ» для умелых рук» № 12 за 1985 г.). Помните, что сверлить незакрепленную деталь нельзя — иначе у вас не получится отверстие правильной цилиндрической формы, часто будет ломаться сверло.
Перед тем как включить станок, убедитесь в надлежащем состоянии рабочего стола, в частности в отсутствии на столе посторонних предметов, исправности освещения, надежности закрепления отдельных узлов станка, крепления кожуха, закрепления сверла. Установив инструмент, включите станок на несколько секунд и проверьте его биение.
Во время работы стружка убирается только металлическим крючком. После же остановки станка ее можно смести неметаллической щеткой.
Подвижный стол перед сверлением нужно установить так, чтобы между сверлом и заготовкой было небольшое расстояние, примерно 10—15 мм. Если используется ограничитель глубины сверления, то необходимо отрегулировать его по линейке.
Кроме сверления, на станке удобно выполнять зенкерование — обработку отверстий после сверления для придания высокой точности и чистоты. Еще большую точность можно получить развертыванием. Эту операцию часто выполняют после зенкерования и тоже на станке. В последнем случае необязательно использовать двигатель, можно осторожно вращать шпиндель вручную. Повышенная точность при зенкеровании и развертывании получается из-за наличия у этих инструментов большого числа режущих кромок.
Чтобы получить точные размеры отверстия, необходимо учесть, что сверло при сверлении немного разбивает отверстие. Поэтому получить отверстие с диаметром, близким к номинальному, можно, если воспользуетесь сверлом несколько меньшего размера.
Довольно часто наблюдается смещение и перекос оси отверстия. Причина этого скрыта в слабом креплении детали. Не круглость отверстия чаще всего вырывается биением сверла, например, из-за плохого патрона или биения шпинделя. Грубая обработка поверхности отверстия вызывается тупым или неправильно заточенным сверлом. Иногда к такому результату приводит неправильный выбор смазочно-охлаждающей жидкости.
Износ сверла также влияет на понижение качества отверстия. Неправильная заточка сверла также приводит к преждевременному его затуплению (особенно при неравной длине режущих кромок). Тупые сверла быстро ломаются. Но к их поломке приводят и другие причины. Особенно недопустима быстрая подача сверл малого диаметра. Правильная и своевременная заточка сверла, его хорошее закрепление в патроне, умеренная подача и обоснованный выбор частоты вращения значительно удлиняют жизнь инструмента.
Выполняя зенкерование, не забывайте периодически удалять стружку из глухих отверстий и применять охлаждение. Для зенкеров диаметром до 25 мм оставляйте допуск примерно в 1 мм, для зенкеров большого диаметра допуск немного больше (для 35 мм — 1,5 мм).
Заметим, что, кроме зенкерования, существует еще зенкование. Эта операция позволяет снять фаски у отверстия, сделать углубление под коническую головку винта, заклепки.
Для разверток необходимо оставлять припуск примерно в 0,1—0,15 мм. Сначала выполняют черновое развертывание, а затем чистовое (для этого в комплекте имеются две развертки — черновая и чистовая). Отверстия диаметром больше чем 25 мм нужно сначала обработать зенкером, а потом черновой и чистовой разверткой. Чтобы получить гладкую поверхность, нужно применять смазку. Для стали применяют минеральное масло, для алюминия и его сплавов — скипидар С керосином, для медных сплавов, но не всех — эмульсию с маслом. Для бронзы и чугуна смазка не нужна.
При развертывании нельзя вращать развертку в обратном направлении, от этого она тупится. К быстрому затуплению инструмента ведет также снятие больших припусков. Для чистовой развертки припуск больше 0,05—0,2 мм считается большим.
Сверлильный станок в разборе. Фото кликабельно.
В заключение приведем простейшие правила работы на станке. Сверло всегда следует упирать в дно патрона. Перед закреплением детали нужно аккуратно вытереть стол станка, деталь, тиски или приспособления. Заготовка устанавливается так, чтобы центр будущего отверстия (его лучше накернить) находился по оси сверла, причем заготовка должна упираться в дно тисков (можно использовать прокладки). Поверхность сверления должна быть перпендикулярна сверлу, при отступлении от этого нужно применить кондуктор. Проверив правильность установки частоты вращения шпинделя, включайте станок для проверки биения сверла, после чего его следует выключить. Если нужно, настройте ограничитель глубины сверления. Теперь можно включить станок и осторожно подвести сверло к обрабатываемой детали. При сверлении глубоких отверстий полезно засверлить пробное отверстие примерно на треть глубины и проверить его качество. Если обнаружится отклонение, еще удается исправить положение, повернув деталь.
Нажимать на сверло нужно плавно. Перед выводом его из детали (при сверлении сквозных отверстий) усилие на сверло нужно уменьшить. При сверлении глубоких отверстий полезно время от времени извлекать сверло из отверстия и очищать его от стружки. Заметим, что останавливать станок можно только после того, как сверло будет полностью выведено из отверстия.
Отверстия большого диаметра лучше всего сверлить в два приема. Вначале сверлится отверстие меньшего диаметра, а затем нужного. Причем первым сверлом нужно произвести сверление на всю глубину. Сверление по кондуктору или шаблону значительно облегчает работу, особенно при обработке многих одинаковых деталей. Используя кондуктор, нужно не забывать крепить его на заготовке.
В заключение напомним основные правила безопасной работы. Никогда не сверлите незакрепленную деталь. Нельзя применять тупые сверла, это часто ведет к поломке инструмента в детали. «Если сверло скрипит, то нужно его заточить заново. Перед отключением станка поднимите шпиндель. При сверлении твердых материалов, особенно стали, нужно применять охлаждающую жидкость (наливается в обычную медицинскую грелку и подается к отверстию по трубочке с медицинским краником). Для сбора жидкости под подвижный стол нужно под-ставить лоток. Сверлить следует в очках, предварительно убедившись в том, что застегнуты рукава, борта спецовки и т. д. Наконец, нельзя сдувать стружку ртом.
А. ВОЛГИН, инженер Рисунки М. СИМАКОВА
Похожие материалы
Сверление на фрезерном станке без подачи пиноли
В другом месте показано, что сверление на фрезерном станке имеет несколько очень полезных преимуществ, в частности, когда фрезерный станок оснащен УЦИ. Однако это предполагает, что фрезерный станок имеет пинольную подачу. Если у фрезерного станка нет пинольной подачи, то сверление большого количества отверстий становится тяжелой работой.
Можно установить что-то, имитирующее подачу пиноли, на машину, не имея ее.
Что требуется, так это какие-то средства удержания сверла. Это должно вращаться шпинделем. Также должна быть предусмотрена возможность опускания сверла в заготовку. Хитрость заключается в использовании тяги, в которой просверлено отверстие. Это используется для толкания патрона сверла вниз по мере необходимости.
2075 пиноль в сборе
фрезерный станок для инжира с подачей пиноли для сверления
Сверлильный патрон устанавливается на чувствительную сверлильную насадку, продаваемую ARC Euro
2076 модифицированная чувствительная насадка
fig модифицированная чувствительная насадка для сверления
Используется только как конус для установки сверлильного патрона с параллельным хвостовиком. Этот хвостовик будет скользить вверх и вниз внутри следующего компонента. обратите внимание, что в нем вырезана небольшая канавка. Таким образом, привод от шпинделя приводит в действие сверлильный патрон. Он также имеет 3-миллиметровый установочный винт ближе к концу. Этот винт входит в канавку на толкателе. Это означает, что эта часть может вращаться без вращения толкателя, и в то же время она может толкаться вниз или подниматься толкателем.
Винт с головкой на левом конце предназначен для предотвращения вращения винта, удерживающего сверлильный патрон, в остальной части узла, как это было бы при использовании отдельного сверлильного устройства.
Все это подходит к следующему компоненту, который представляет собой просто коническую втулку, просверленную под параллельную часть сборки, показанную выше.
3032 пинольный фитинг
рис модифицированный конус
Обратите внимание на установочный винт, который входит в канавку на предыдущей детали.
Все подходит для стандартного переходника с конуса Морзе 3 на внутренний диаметр 30. Этот конус необходимо сильно вбить в адаптер, чтобы он не выпал или не вращался.
3033 переходник
рис Переходник с конуса Морзе 3 на внутренний диаметр 30.
Этот переходник устанавливается в гнездо шпинделя с помощью специальной тяги. В этом сквозное отверстие. Это возьмите толкатель.
3034 полое дышло
рис. полое дышло
2077 насадка для сверления на конце толкателя
рис узел сверлильного патрона, прикрепленный к концу толкателя
В верхней части вертикальной фрезерной головки находится рычаг для опускания толкателя. Есть также несколько пружин, поэтому толкатель автоматически поднимается, если его не нажать вниз.
2078 ручка давит на толкатель
При использовании толкатель слишком длинный, чтобы его можно было установить снизу, и его необходимо устанавливать сверху. Затем он соединяется с частями под вертикальной головкой.
Вся сборка показана неустановленной на фрезерный станок, чтобы показать, как все это стыкуется.
2079 Весь узел пиноли открыт
Для соединения рукоятки с верхней частью узла толкателя добавлен штифт. Втулка также была вставлена между толкателем и внутренней частью тяги. Эти меры делают работу всей системы более плавной во время работы.
Like this:
Like Загрузка…
KSR 50 VT — Радиально-сверлильные станки
KSR 50 VT — Радиально-сверлильные станки — KNUTH
Сенсорный экран с высоким разрешением имеет устойчивую к царапинам поверхность.
Соответствующие обороты в минуту и скорость подачи для каждого сверла можно вызвать из базы данных и применить автоматически.
- Технические характеристики
- информация о продукте
- Стандартное оборудование
- Дополнительное оборудование
| Рабочая зона | |
|---|---|
| Мощность бурения | 50 мм |
| Емкость для врезки, сталь | М 32 |
| Горло | 960 мм |
| Расстояние от торца шпинделя до поверхности стола | 760 мм |
| Диапазон поворота головки | ± 90° |
| Диаметр колонки | 220 мм |
| Зона сервировки стола | 1200 мм x 505 мм |
| Ход колонны | 400 мм |
| Ход пиноли | 200 мм |
| Поездки | |
|---|---|
| Ход верхней балки | 590 мм |
| Передняя бабка | |
|---|---|
| Крепление шпинделя | 4 тонны |
| Скорость вращения шпинделя (бесступенчатая) | 50 1/мин — 2000 1/мин |
| Корм | |
|---|---|
| Корма | 1 мм/мин — 300 мм/мин |
| Емкость привода | |
|---|---|
| Мощность двигателя главного привода | 3 кВт |
| Мощность двигателя регулировки высоты | 1,5 кВт |
| Номинальная подача двигателя | 1,26 кВт |
| Мощность двигателя гидравлического насоса | 0,37 кВт |
| Мощность насоса охлаждающей жидкости | 0,085 кВт |
| Меры и веса | |
|---|---|
| Габаритные размеры (длина х ширина х высота)-высота | 1,72 м х 1,2 м х 2,25 м |
| Вес | 2740 кг |
- Стол, колонна, пуансон и зубчатая головка изготовлены из толстостенного высококачественного чугуна, а вся конструкция машины состоит из высококачественных компонентов и прецизионно обработанных поверхностей
- Большая рабочая зона может быть расширена за счет монтаж дополнительных поворотных и угловых столов для различных вариантов зажима и обработки
- Охватываемая матрица отличается очень жесткой конструкцией, не требующей особого обслуживания, и плавно перемещается по двум большим линейным роликовым направляющим, обеспечивая точное позиционирование с минимальными усилиями
- Весь станок имеет чрезвычайно плавный ход для легкой работы в производственных условиях
- Колонна и пуансон оснащены гидравлическими зажимными приспособлениями
- Привод главного шпинделя с 2 ступенями, бесступенчатая регулировка скорости на каждой ступени
- Для угловых отверстий , буровую головку можно поворачивать на 45° в любом направлении
- Центральная система смазки упрощает техническое обслуживание
Сервопривод подачи пиноли с электронным управлением
- Серводвигатель обеспечивает бесступенчатую регулировку подачи пиноли
- Ограничитель глубины устанавливается электронным способом с точностью позиционирования +/- 0,1 мм
Улучшенная функциональность и улучшенное расположение большого сенсорного дисплея
- Все функции машины контролируются и отображаются на сенсорном экране
- Единицы измерения для ввода и отображения могут выбираться оператором (мм или дюймы)
- В режиме нарезания резьбы пиноль автоматически меняет направление при достижении выбранной глубины резьбы
- Различные экраны аварийных сигналов предупреждают оператора в случае операционных ошибок и отображают информацию о рабочем состоянии
- Программное обеспечение управления также предоставляет рекомендации по частоте вращения и подаче в зависимости от требуемого размера сверла
- Высокопроизводительная система охлаждения активируется при сенсорный экран
монитор с сенсорным экраном
сенсорный монитор
Артикул: 910707
монитор с сенсорным экраном
дополнительные места для установки сбоку и сзади
Артикул: 911356
дополнительные места для установки сбоку и сзади
стол-куб
Артикул: 910449
стол-куб
поворотный горизонтальный стол
Артикул: 910360
поворотный горизонтальный стол
рабочая лампа
Артикул: 910088
рабочая лампа
система охлаждения
Артикул: 910252
система охлаждения
Функция нарезания резьбы
Артикул: 910213
Функция нарезания резьбы
- Режим постукивания можно выбрать с панели управления
- В этом режиме при достижении выбранной глубины резьбы станок автоматически меняет направление вращения главного шпинделя
Редукционные рукава
Артикул: 910323
Редукционные рукава
Переходные втулки:
- MT5/MT4 — 1 шт.
- MT4/MT3 — 1 шт.
- MT4/MT2 — 1 шт.
- MT3/MT1 — 1 шт.
операционные инструменты
Артикул: 910119
рабочие инструменты
руководство оператора
Артикул: 910758
руководство оператора
Набор цанг Ø6-16 мм
Набор цанг Ø6-16 мм
Артикул: 253672
Набор цанг Ø6-16 мм
Составные раздвижные столы 640 x 205 мм
Артикул: 253673
Составные раздвижные столы 640 x 205 мм
Масло, охлаждающие жидкости и смазочные материалыКонцентрат охлаждающей жидкости 5 л.
Набор принадлежностей для сверлильных патронов MT4, 8 шт.
Сверлильные патроныСверлильный патрон GSF M6-24/MT4
Зажимные комплектыНабор зажимных инструментов De Luxe 18/M16
Комплекты зажимовПоворотный прижимной зажим 125/M16
Столы Составной раздвижной стол 855×295 мм
Сверлильный инструментФрезы для четверти круга — набор 2 — 12 мм
Сверлильный инструментФрезы для четверти круга — набор 6-20 мм
Сверлильный инструментCombo Flat Counter Раковина
Резак для резки металла Power Worker
ТискиМашинные тискиUMS 200
Нужна помощь в поиске машины?
Мы будем рады помочь вам принять правильное решение для достижения ваших бизнес-целей
Сервис KNUTH
Все машины время от времени нуждаются в пит-стопах. Благодаря нашим всеобъемлющим планам обслуживания, обучения и установки вы всегда будете получать максимально возможную производительность от своих машин KNUTH.
Посмотреть услуги
Посмотреть машины KNUTH в действии
Получите личное впечатление на одном из наших объектов! Многие машины в нашем портфолио всегда есть на складе и доступны для демонстрации.
Заказать демонстрацию
КСР 50 ВТ
Артикул: 162365
Приветствие*Миссис Мистер.
Job function*Financial EmployeeTechnical EmployeeTechnical ManagerTraining ManagerPurchasing EmployeePurchasing ManagerGeneral ManagerOther
Country*AlbaniaAlgeriaAndorraArmeniaAustraliaAustriaAzerbaijanBahrainBangladeshBelarusBelgiumBeninBosnia & HerzegovinaBruneiBulgariaBurkina FasoCambodiaCameroonChadChinaCroatiaCyprusCzechiaDenmarkDjiboutiEgyptEstoniaFinlandFranceGeorgiaGermanyGibraltarGreeceGreenlandGuernseyGuineaHong Kong SAR ChinaHungaryIcelandIndiaIndonesiaIranIraqIrelandIsraelItalyJapanJordanKazakhstanKuwaitKyrgyzstanLaosLatviaLebanonLibyaLithuaniaLuxembourgMacao SAR ChinaMalaysiaMaliMaltaMauritaniaMoldovaMonacoMongoliaMontenegroMoroccoMyanmar (Burma)NepalNetherlandsNew ZealandNigerNorth MacedoniaNorwayOmanPakistanPalestinian TerritoriesPapua New GuineaPhilippinesPolandPortugalQatarRomaniaRussiaSaudi ArabiaSerbiaSingaporeSlovakiaSloveniaSouth KoreaSpainSri LankaSudanSwedenSwitzerlandSyriaTaiwanTajikistanThailandTogoTunisiaTurkeyTurkmenistanUkrai neОбъединенные Арабские ЭмиратыВеликобританияУзбекистанВьетнамЙемен
State*AlaskaAlabamaArkansasAmerican SamoaArizonaCaliforniaColoradoConnecticutDistrict of ColumbiaDelawareFloridaFederated MicronesiaGeorgiaGuamHawaiiIowaIdahoIllinoisIndianaKansasKentuckyLouisianaMassachusettsMarylandMaineMarshall IslandsMichiganMinnesotaMissouriNorthern Mariana IslandsMississippiMontanaNorth CarolinaNorth DakotaNebraskaNew HampshireNew JerseyNew MexicoNevadaNew YorkOhioOklahomaOregonPennsylvaniaPuerto RicoPalauRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUnited States Minor Outlying IslandsUtahVirginiaUS Virgin IslandsVermontWashingtonWisconsinWest VirginiaWyoming
ПромышленностьГорнодобывающая промышленностьПрофессиональное образование и высшие учебные заведенияХимияЭлектропромышленность, в т. ч. полупроводники и системы накопления энергииЭнергетика и коммунальные услуги, такие как коммунальные услуги, электростанции и т.д. производство грузовиков и мотоцикловПищевая промышленностьАэрокосмическая промышленностьМашиностроениеМеталлостроительство и слесарное производствоМеталлургия — производство и переработка сталиВоенная промышленностьЖелезнодорожное строительствоСудостроениеТехнологии резки и субподрядСтроительство специальных транспортных средств, в т.ч. машины для сельского и лесного хозяйстваГосударственные, общественные и религиозные учрежденияКамнеобработкаИнструментальное производствоОбработка и субподрядДругое
Размер машинного паркаДо 5 станковБолее 5 станковБолее 10 станков
Запрашиваемая дата поставки*В кратчайшие срокиВ течение 3-6 месяцевВ течение 6-12 месяцев
Подпишитесь на рассылку новостей
Этот сайт защищен с помощью reCAPTCHA, а также применяются Политика конфиденциальности и Условия обслуживания Google.
Всего комментариев: 0