Смена инструмента на станке с чпу: Как осуществляется автоматическая смена инструмента на станке с ЧПУ — MULTICUT
Содержание
Как осуществляется автоматическая смена инструмента на станке с ЧПУ — MULTICUT
Обновлено: 05.09.2022
Развитие числового программного управления привело к появлению многоцелевых станков и универсальных обрабатывающих центров. Системы ЧПУ позволяют производить сверление, фрезерование, расточку в любых направлениях. Многооперационная обработка в трех или четырех координатных осях на одном станке вместо нескольких значительно сократила время производства одной детали. Установка заготовки на универсальный обрабатывающий центр выполняется один раз, и на выходе мы получаем готовое изделие.
Возможности современных управляющих систем практически не ограничены в количестве одновременно выполняемых операций. В современных токарно-фрезерных станках конфигурация «шпиндель-задняя бабка» заменена на «шпиндель-противошпиндель». При этом даже такое усовершенствование оставляет большой запас вычислительных мощностей числового программного управления.
Пройти тест
Схема использования режущего инструмента в станках с ЧПУ
Автоматическая смена инструмента на станках с ЧПУ стала следующим шагом производителей по оптимизации их работы. За счет этого удалось ускорить процесс обработки, обеспечить высокую точность позиционирования, снизить вероятность ошибки оператора и, соответственно, процент брака.
За счет этого удалось ускорить процесс обработки, обеспечить высокую точность позиционирования, снизить вероятность ошибки оператора и, соответственно, процент брака.
В зависимости от вида изделия частота смены инструмента составляет до 25 раз в час.
Общая схема установки и смены инструмента на станках с ЧПУ выглядит следующим образом:
- Подбор необходимых фрез, граверов, резцов в соответствии с программой обработки.
- Установка в инструментальный магазин.
- Определение вылета (размерная настройка).
- Кодирование.
- Замена изношенного или поломанного инструмента.
Последний пункт стоит рассмотреть подробнее. У любого режущего инструмента есть расчетный ресурс. Но иногда режущая кромка изнашивается раньше положенного срока, твердосплавная напайка выкрашивается или происходит поломка хвостовика.
Причинами этого могут быть и качество инструмента, и состояние заготовки (избыточная твердость, инородные включения).
Во многих станках с ЧПУ есть системы слежения за состоянием обработки. При повышении нагрузки на шпиндель или поломке фрезы происходит остановка программы, и оператору необходимо выполнить ручную замену и, при необходимости, заточить, повторно определить вылет и запустить обработку. Проблема решается увеличением количества идентичного инструмента в механизме автоматической смены, но это требует повышения емкости последнего.
Виды устройств автоматической смены инструмента
Устройства автоматической смены инструмента на ЧПУ различаются конструктивным исполнением. Каждый производитель использует собственные технические решения, механизмы, комплектующие.
В настоящее время используется 4 алгоритма:
- Изменение положения револьверной головки.
- Непосредственная передача инструмента из магазина в рабочее положение (шпиндель).
- Передача через промежуточный накопитель (поворотную головку).
- Передача и установка в шпиндель автооператором.

Рассмотрим самые распространенные виды механизмов.
Револьверная головка
Использование поворотной револьверной головки считается самым простым способом организации автоматической смены инструмента на ЧПУ. Он используется на большинстве одношпиндельных токарных станков. Резцы, сверла, центровки и другой неподвижный относительно станины инструмент устанавливается вручную. Смена инструмента осуществляется поворотом на определенное количество шагов и фиксацией револьверной головки.
Существуют механизмы с вертикальной, горизонтальной и наклонной осями вращения. Номера ячеек чаще всего совпадают с номерами инструментов в управляющей программе.
Главное преимущество такого способа состоит в простоте его реализации. Но ряд существенных недостатков ограничивает его применение:
- Револьверная головка имеет ограниченное количество гнезд. Часто их оказывается недостаточно для изготовления детали за один цикл.
- Способ неприменим для фрезерных и гравировальных станков, где инструмент должен вращаться.

- Резцы и сверла находятся в непосредственной близости от шпинделя, загромождают рабочую зону.
- В процессе работы и износа револьверной головки наблюдается снижение точности позиционирования инструмента.
Некоторые производители устранили основные недостатки револьверных головок. Для повышения точности поворотные механизмы были снабжены шаговыми двигателями, добавлены асинхронные приводы вращения рабочего инструмента с частотной регулировкой. В некоторых моделях время смены инструмента было снижено до 0,2 с. Однако такие модели оказались более материалоемкими и дорогими.
Магазин инструментов типа «Зонтик»
Магазин представляет собой вращающийся диск с гнездами для фрез и сверл. При помощи таких механизмов выполняется смена режущего инструмента на фрезерных станках с ЧПУ с вертикально расположенным шпинделем. Алгоритм работы устройства выглядит следующим образом:
- По команде управляющей программы шпиндель перемещается в определенную точку, расположенную над магазином.

- Поворотный механизм подводит под шпиндель пустую ячейку.
- Цанговый патрон разжимается и освобождает инструмент.
- Поворотный механизм помещает следующую фрезу под патроном.
- Цанга зажимает хвостовик, после чего шпиндель поднимется вверх и вынимает инструмент из ячейки.
На станках с рабочими полями больших размеров используются подвижные магазины типа «Зонтик». Они перемещаются по направляющим и встречаются со шпиндельной головкой в любом месте стола. За счет этого удается сократить время на подготовку следующей операции.
Магазин инструментов типа «Рука»
Специфика применения таких механизмов состоит в том, что поворотный магазин чаще всего имеет боковую установку и используется на станках с горизонтально расположенным шпинделем. В устройстве используется двухзахватная рука — манипулятор, который извлекает фрезу из шпинделя, проворачивается на 180° и устанавливает инструмент для выполнения следующей операции.
Одно из базовых преимуществ механизма — возможность смены фрез с коническим хвостовиком (Морзе, ISO). При составлении управляющей программы инструменты можно обозначить как «большие», тогда соседние с ним ячейки в магазине будут оставаться свободными. При установке «тяжелых» фрез движение «руки» замедляется.
Устройства такого типа размещаются вне рабочей зоны станка, при этом время смены остается минимальным.
Код автоматической смены инструмента
При создании управляющей программы для ЧПУ для смены инструмента используется код M06.
Команда обычно выглядит следующим образом: M06 T5. Адрес T и следующая за ним цифра обозначают, из какой ячейки вызывается инструмент. В данном случае это № 5. В большинстве современных систем порядок слов данных в кадре может быть любым: станок поймет, если вначале будет указан номер ячейки, а затем команда автоматической смены. Но в некоторых ЧПУ адрес ячейки T и команда M06 должны находиться в разных кадрах.
Сразу же после смены необходимо выполнить коррекцию длины инструмента. Если этого не сделать обработка будет проведена неправильно, а фреза или резец могут столкнуться со станиной или деталью. Для этого используется код G43, затем слово данных с соответствующим номером и точку, в которую перемещается инструмент. Часть программы будет выглядеть следующим образом:
Если этого не сделать обработка будет проведена неправильно, а фреза или резец могут столкнуться со станиной или деталью. Для этого используется код G43, затем слово данных с соответствующим номером и точку, в которую перемещается инструмент. Часть программы будет выглядеть следующим образом:
N10 T5 M06 N15 G43 H5 Z50.0
В данном случае инструмент был смещен по оси Z.
Некоторые старые системы ЧПУ требовали указывать положительную и отрицательную компенсацию длины разными кодами: G43 и G44.
После выполнения операции перед вызовом следующего инструмента компенсацию длины предыдущего нужно отменить. Несмотря на то, что большинство современных станков делают это автоматически перед исполнением кода M06, для безопасности многие наладчики и программисты возвращают шпиндель или револьверную головку в исходное положение отдельной командой.
Станки MULTICUT с автоматической сменой режущего инструмента
В линейке продукции компании MULTICUT оборудование ЧПУ со сменой инструмента представлено серией 5000. Эти портальные фрезерно-гравировальные станки с вертикальным шпинделем разработаны для серийного промышленного производства. Восемь ячеек в инструментальном магазине расположены в ряд параллельно балке портала. Благодаря такой конструкции смена фрез производится за пределами рабочего поля и занимает не более 10 секунд.
Эти портальные фрезерно-гравировальные станки с вертикальным шпинделем разработаны для серийного промышленного производства. Восемь ячеек в инструментальном магазине расположены в ряд параллельно балке портала. Благодаря такой конструкции смена фрез производится за пределами рабочего поля и занимает не более 10 секунд.
Станки выполняют следующие операции:
- фрезерование внешних и внутренних поверхностей деталей сложной конфигурации;
- раскрой фанеры, МДФ, ДСП, листов из цветных металлов и сплавов;
- гравировка;
- объемное фрезерование.
В настоящее время серия 5000 поставляется с системой MULTICUT, позволяющей управлять всеми основными и вспомогательными функциями станка, работать в 4-х координатных осях, контролировать перемещение шпинделя и поворот заготовки.
Получить консультации можно у наших сотрудников, позвонив по контактным телефонам.
Читайте также
Обновлено: 10. 11.2022
11.2022
Гравировка на станках с ЧПУ
В числе других видов декоративной обработки гравировка занимает одно из самых почетных мест. Она позволяет создавать неповторимые рисунки и орнаменты на материалах различной твердости и структуры.
Подробнее
Обновлено: 05.11.2022
Системы ЧПУ
Огромное количество предметов бытового и промышленного назначения, которые мы используем ежедневно, изготовлено на станках с числовым программным управлением. Автоматизированное управление вывело производственное оборудование на качественно новый уровень. Оно позволяет строить сложные технологические линии на базе одного универсального станка или нескольких единиц оборудования.
Подробнее
Обновлено: 05.11.2022
Привязка инструмента на станках с ЧПУ
Чтобы управляющая программа станка отработала корректно, нужно выполнить следующий этап наладки — привязку инструмента, которая заключается в определении вылетов фрезы, сверла или резца по осям и занесении полученных значений в УП.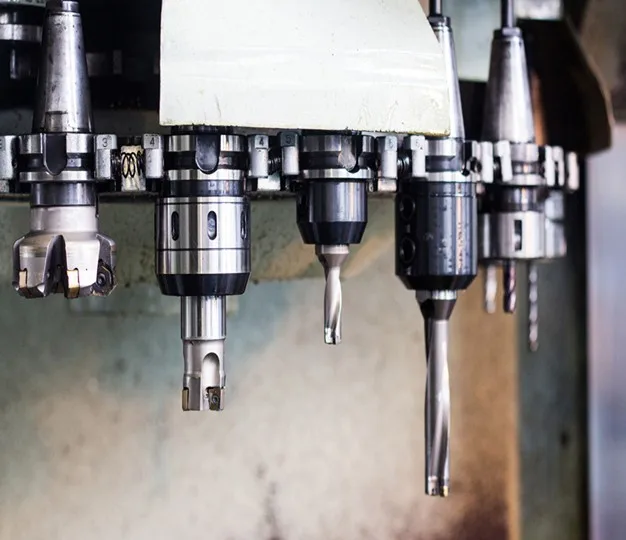 Для понимания важности операции предлагаем рассмотреть её подробнее.
Для понимания важности операции предлагаем рассмотреть её подробнее.
Подробнее
Обновлено: 29.10.2022
Все о станках: комплектующие и системы ЧПУ
Статья освещает исключительно правильный, на наш взгляд, подход к производству станков — её обязательно стоит прочитать накануне приобретения фрезерно-гравировального оборудования.
Подробнее
Обновлено: 13.11.2022
Диагностика станков ЧПУ
Диагностика станков с ЧПУ представляет собой комплекс мероприятий, направленных на выявление причин отказов и сбоев. Конечная цель диагностики – поиск оптимального пути устранения проблем, составление технологической карты ремонта, коррекция управляющих программ.
Подробнее
Возврат к списку
Поделиться:
Как осуществляется автоматическая смена инструмента на станке с ЧПУ
Как можно автоматически менять инструменты на станке с ЧПУ?
Современные обрабатывающие станки, оснащенные ЧПУ, имеют специальную функцию, которая позволяет заменить рабочий инструмент без участия оператора. Специальные устройства имеют различное конструктивное исполнение. Благодаря им повышается производительность, так как сокращается время простоев. Также снижается риск поломки оборудования, после которого вам понадобится ремонт станков.
Специальные устройства имеют различное конструктивное исполнение. Благодаря им повышается производительность, так как сокращается время простоев. Также снижается риск поломки оборудования, после которого вам понадобится ремонт станков.
Использование поворотной головки
Это простейший метод, позволяющий организовать автоматическую замену инструментов. Он нередко используется на станках, предназначенных для токарных работ, с одним шпинделем. Все инструменты, являющиеся по отношению к станине неподвижными, необходимо устанавливать вручную. А их замена производится посредством разворота головки на несколько позиций и ее фиксации. Устройство может иметь вертикальные, наклонные или горизонтальные оси вращения.
Основным преимуществом данного способа замены считается его простая реализация. Однако его использование не всегда является целесообразным, так как метод имеет и недостатки:
- головка со временем изнашивается, а это приводит к тому, что точность расположения сверл и резцов снижается;
- инструменты занимают часть рабочей зоны, так как располагаются неподалеку от шпинделя;
- для гравировального или фрезерного станка данный метод не подходит, потому что у них инструмент вращается;
- количество гнезд в головке ограниченно, из-за чего некоторые детали невозможно изготовить за 1 цикл.

Механизм зажима типа «Зонтик»
Механизм выполнен в форме диска, имеющего гнезда для размещения необходимых инструментов. Вращающийся магазин позволяет заменять режущее оборудование на станках, используемых для проведения фрезерных работ, шпиндель которых ориентирован вертикально. Принцип работы механизма простой:
- программа для управления посылает сигнал, заставляющий шпиндель перемещаться и остановиться в конкретной точке, которая находится над магазином;
- при помощи поворотного устройства пустая камера подводится под шпиндель;
- используемый инструмент освобождается после разжатия цангового патрона;
- элемент, необходимый для проведения следующего этапа работ, устанавливается под патроном при помощи поворотного механизма;
- хвостовик зажимается цангой;
- шпиндель поднимается, вынимая при этом из ячейки новую фрезу.
Механизм зажима типа «Рука»
Особенность этого механизма в том, что его поворотная установка, в основном, расположена сбоку. Механизмы подходят для станков, шпиндель которых установлен горизонтально. Прибор для автоматической замены инструментов оснащен манипулятором (двухзахватной рукой), при помощи которой можно извлечь из шпинделя фрезу. После этого механизм описывает полный полукруг и, совершив поворот, захватывает элемент, который понадобится для проведения следующих работ.
Механизмы подходят для станков, шпиндель которых установлен горизонтально. Прибор для автоматической замены инструментов оснащен манипулятором (двухзахватной рукой), при помощи которой можно извлечь из шпинделя фрезу. После этого механизм описывает полный полукруг и, совершив поворот, захватывает элемент, который понадобится для проведения следующих работ.
Основным достоинством магазина является наличие возможности менять фрезы, имеющие хвостовики в форме конуса (ISO и Морзе). Составляя управляющую программу, есть возможность отметить рабочие инструменты как тяжелые и большие. В этом случае ячейки, расположенные рядом с ними, останутся пустыми, а движение механизма замедлится.
Стоит помнить, что даже при использовании специальных устройств, которые позволяют облегчить работу, вам может понадобиться ремонт станков с ЧПУ . Если какая-то деталь вышла из строя, необходимо сразу же обращаться к мастеру, чтобы избежать возникновения более серьезных поломок.
Стоимость ремонта станков с НДС
G-Code Смена инструмента и смещения инструмента
G-Code Tutorial CNCCookbook
G-Code Tool Changes
В большинстве программ G-кода ЧПУ будет запрограммирована одна или несколько смен инструмента G-кода. Это справедливо даже в том случае, если на вашем станке нет устройства автоматической смены инструмента. Это потому, что программирование смены инструмента служит двум целям. Во-первых, в случае станка с автоматическим устройством смены инструмента (ATC) G-коды смены инструмента сообщают ATC о необходимости загрузить конкретный инструмент в шпиндель или, в случае токарного станка, повернуть этот инструмент в положение на револьверный станок. Вторая роль этих кодов заключается в настройке другого смещения длины инструмента. Коррекция длины инструмента сообщает станку с ЧПУ, насколько длина текущего инструмента отличается от длины инструмента №1. Он изменит свое представление о том, где находится кончик инструмента, когда вы сделаете свой следующий шаг, основываясь на этом.
Это справедливо даже в том случае, если на вашем станке нет устройства автоматической смены инструмента. Это потому, что программирование смены инструмента служит двум целям. Во-первых, в случае станка с автоматическим устройством смены инструмента (ATC) G-коды смены инструмента сообщают ATC о необходимости загрузить конкретный инструмент в шпиндель или, в случае токарного станка, повернуть этот инструмент в положение на револьверный станок. Вторая роль этих кодов заключается в настройке другого смещения длины инструмента. Коррекция длины инструмента сообщает станку с ЧПУ, насколько длина текущего инструмента отличается от длины инструмента №1. Он изменит свое представление о том, где находится кончик инструмента, когда вы сделаете свой следующий шаг, основываясь на этом.
Для выполнения этих двух функций может потребоваться от одного до нескольких G-кодов. Давайте рассмотрим каждый возможный g-код и стиль его использования.
T Выбор инструмента и M06 Смена инструмента
Слово «T» обычно используется для выбора инструмента. На VMC с ATC обычно слово «T» сообщает фрезерному станку о выборе этого инструмента, но для фактической смены инструмента требуется выполнить слово M06. Это дает ATC немного заблаговременного предупреждения, позволяя ему повернуть новый инструмент в нужное положение, пока станок занят чем-то другим, что может ускорить смену инструмента. На большинстве токарных станков и даже на некоторых фрезерных станках М06 не нужен. На этих машинах использование M06, скорее всего, будет ошибкой.
На VMC с ATC обычно слово «T» сообщает фрезерному станку о выборе этого инструмента, но для фактической смены инструмента требуется выполнить слово M06. Это дает ATC немного заблаговременного предупреждения, позволяя ему повернуть новый инструмент в нужное положение, пока станок занят чем-то другим, что может ускорить смену инструмента. На большинстве токарных станков и даже на некоторых фрезерных станках М06 не нужен. На этих машинах использование M06, скорее всего, будет ошибкой.
Пример смены инструмента с помощью T + M06
N10 T12 (выберите инструмент № 12)
N20 M06 (Перейти к выбранному инструменту)
Если машина не использует M06, образец будет выглядеть так:
Н10 Т12
Если вы хотите воспользоваться отдельными T и M06, чтобы дать вашему станку максимальное время для подготовки к быстрой смене инструмента, вы должны сделать что-то вроде этого:
Т12
М06
Т14
(Обработка с T12 в шпинделе, но T14 готов для следующего M06)
М06
(Теперь загружается Т14)
T02 (настройка T02 на потом)
(Обработка с T14)
М06
(Теперь T02 в шпинделе)
( и т.
д. )
Случайный выбор инструмента из памяти
Один из приемов, который некоторые станки используют для еще более быстрой смены инструмента, заключается в настройке инструмента таким образом, чтобы ему не приходилось возвращаться в определенный карман на устройстве смены. Вместо этого машина просто втыкает инструмент в ближайший карман, поэтому не нужно много времени, чтобы повернуть карман в нужное положение. Машина отслеживает, например, в каком слоте фактически находится T02, и вы всегда можете указать его как «T02»
независимо от того, в каком слоте он окажется.
Коррекция инструмента: геометрия и корректировка износа
А как насчет выбора коррекции инструмента, чтобы станок знал длину инструмента?
Первое, что нужно отметить, это то, что на самом деле существует 2 разных смещения длины — смещение геометрии и смещение износа. Смещение геометрии связано с каждым инструментом по номеру и именно оно определяет длину инструмента. Смещение износа — это точное изменение общей длины инструмента, которое используется для компенсации износа и дает оператору возможность точно настроить то, что происходит от детали к детали. Например, вы можете обтачивать деталь по диаметру и обнаружить, что после измерения диаметра микрометром он немного отличается. Возможно, он слишком велик на 0,0013″. Чтобы исправить это, вы можете ввести смещение износа -0,0013, чтобы машина вышла намного ближе к желаемому допуску.
Смещение износа — это точное изменение общей длины инструмента, которое используется для компенсации износа и дает оператору возможность точно настроить то, что происходит от детали к детали. Например, вы можете обтачивать деталь по диаметру и обнаружить, что после измерения диаметра микрометром он немного отличается. Возможно, он слишком велик на 0,0013″. Чтобы исправить это, вы можете ввести смещение износа -0,0013, чтобы машина вышла намного ближе к желаемому допуску.
Давайте пока проигнорируем смещение износа. Когда вы меняете инструмент, ваш контроллер станка автоматически применяет смещение геометрии на основе информации, содержащейся в его таблице инструментов о каждом инструменте.
Комбинированный номер инструмента и смещение в стиле Fanuc для токарной обработки
Теперь, когда мы знаем об этих смещениях, давайте посмотрим, как задать смену инструмента на токарном станке с использованием синтаксиса Fanuc. Это довольно просто. Чтобы выбрать инструмент № 2, мы должны использовать:
Т0202
«Почему «02» повторяется дважды?» Вы задаетесь вопросом. Это второе «02» может быть любым 2-значным, и оно выбирает используемое смещение износа. По соглашению большинство программ делают компенсацию износа такой же, как номер инструмента, поэтому вам не нужно беспокоиться об их сопоставлении.
Это второе «02» может быть любым 2-значным, и оно выбирает используемое смещение износа. По соглашению большинство программ делают компенсацию износа такой же, как номер инструмента, поэтому вам не нужно беспокоиться об их сопоставлении.
G-Wizard Editor/Simulator Tool Change and Offset Post Options
Все это довольно просто настроить в G-Wizard Editor/Simulator’s Post Options:
У вас есть возможность указать диапазон T# , а также сколько цифр в конце T# используется для указания смещения.
Упражнения
1. Получите руководство к своему контроллеру ЧПУ и настройте GWE, чтобы он соответствовал способу смены инструмента вашего контроллера.
2. Напишите пример программы g-кода, содержащей смену инструмента, и проверьте во время воспроизведения GWE, что инструмент был заменен.
3. Чтобы получить дополнительные баллы, ознакомьтесь с нашей статьей из двух частей об управлении данными инструмента и начните думать о том, как вы будете управлять данными своего инструмента.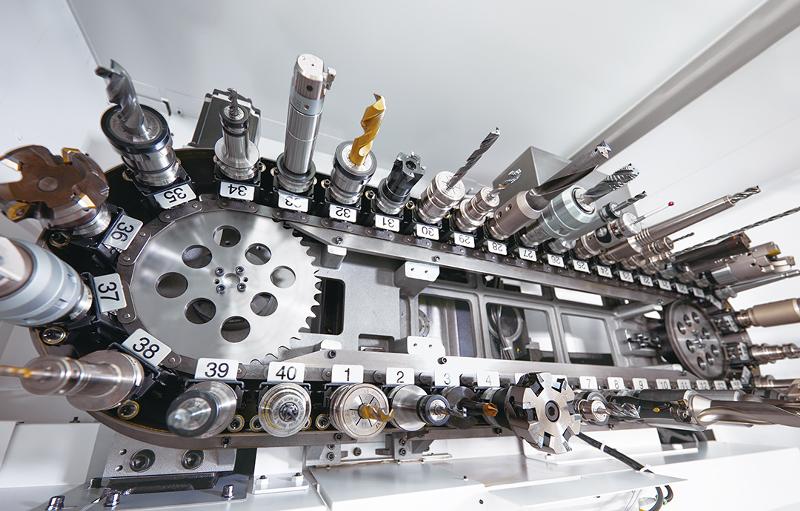
Является ли ручная обработка быстрее, чем ЧПУ для простых деталей?
Устройство смены инструмента
Инструменты повышения производительности
Сменщики инструментов
Быстро, плавно и надежно
Синхронизированное циклоидальное движение наших устройств смены инструмента с боковым креплением управляется прецизионными кулачками, которые производятся на стандартных 5-осевых станках Haas. В этой прочной и надежной конструкции используется специальный червячный привод Haas и система пуска/останова с электронным управлением, обеспечивающие долгий срок службы и отсутствие обслуживания. Каждое устройство смены инструмента боковой установки Haas производится полностью на собственном производстве, что гарантирует быструю, бесперебойную и надежную работу.
ОСВОЕНИЕ БОКОВОГО УСТРОЙСТВА СМЕНЫ ИНСТРУМЕНТА HAAS
В этом совете дня Марк покажет вам, как максимально эффективно использовать устройство смены инструмента Haas с боковой установкой.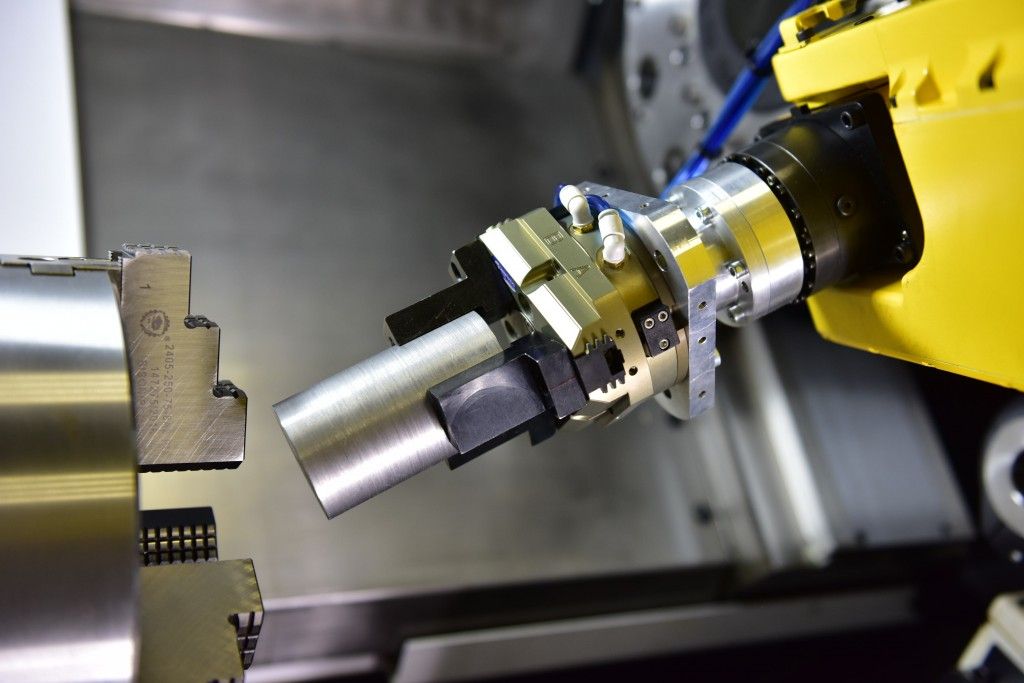 Марк объясняет, как загружать большие и тяжелые инструменты и обозначать их в системе управления, чтобы избежать столкновения.
Марк объясняет, как загружать большие и тяжелые инструменты и обозначать их в системе управления, чтобы избежать столкновения.
Сравнение Haas VMC: VF-2, VF-2SS и DM-2
В этом непосредственном видео-сравнении мы выполняем одну и ту же деталь, с теми же инструментами, с тем же конусом шпинделя, с теми же скоростями и питается на трех разных машинах. Узнай, какая машина заканчивает деталь быстрее!
Экономьте время с помощью инструментов предварительной подготовки!
Сегодня Марк покажет вам, как сэкономить драгоценное время и обеспечить вращение шпинделя за счет предварительной подготовки инструментов. Используя простой совет по программированию от Марка, вы можете сэкономить секунды на каждой смене инструмента; что составляет серьезную экономию каждую неделю!
Haas VF-2SS и HRC210 Demo
Посмотрите, как быстро вы можете изготавливать детали на станке Haas VF-2SS со сверхскоростным поворотным столом HRC210.
- Вертикальные фрезы
- Горизонтальные мельницы
Доступно на следующих машинах:
Все машины{{=id}}
:
Скорость шпинделя (от низкой до высокой)
Скорость шпинделя (от высокой к низкой)
10-местное карусельное устройство смены инструмента
- 10
Инструменты - 40
конусность - Карусель
Тип
Стандартное устройство смены инструмента для серии MM/TM/GR
ТОЛЬКО
юаней
10-местное карусельное устройство смены инструмента
- 10
Инструменты - 40
конусность - Карусель
Тип
Дополнительное устройство смены инструмента для
Мини Мельница-ЭДУ
ТОЛЬКО
юаней
18+1 Боковой сменщик инструмента
- 18+1
Инструменты - 40
конусность - Боковое крепление
Тип
Стандартное устройство смены инструмента для серии Drill/Mill
ТОЛЬКО
юаней
Устройство смены инструмента карусельного типа на 20 гнезд
- 20
Инструменты - 20
конусность - Карусель
Тип
Стандартное устройство смены инструмента для серии CM
ТОЛЬКО 9 ЮАНЕЙ0009
Карусельное устройство смены инструмента на 36 гнезд
- 36
Инструменты - 20
конусность - Карусель
Тип
Дополнительное устройство смены инструмента для серии CM
ТОЛЬКО
юаней
Устройство смены инструмента карусельного типа на 20 гнезд
- 20
Инструменты - 40
конусность - Карусель
Тип
Стандартное устройство смены инструмента для малой и средней серии VF
ТОЛЬКО
юаней
20+1 боковое устройство смены инструмента
- 20+1
Инструменты - 30
конусность - Боковое крепление
Тип
Стандартное устройство смены инструмента для серии Drill/Tap
ТОЛЬКО
юаней
30+1 Боковое устройство смены инструмента
- 30+1
Инструменты - 40
конусность - Боковое крепление
Тип
Высокопроизводительное устройство смены инструмента со сверхбыстрой каруселью для фрез с конусом 40
ТОЛЬКО
юаней
Высокоскоростной 30+1 Боковой монтаж
- 30+1
Инструменты - 40
конусность - Боковое крепление
Тип
Устройство смены инструмента Super Speed для вертикальных фрезерных станков
ТОЛЬКО
юаней
30+1 Боковое устройство смены инструмента, HSK
- 30+1
Инструменты - ХСК-А63
конусность - Боковое крепление
Тип
Высокопроизводительное устройство смены инструмента со сверхбыстрой каруселью для конических фрез HSK
ТОЛЬКО
юаней
Высокоскоростное боковое устройство смены инструмента 30+1, HSK
- 30+1
Инструменты - ХСК-А63
конусность - Боковое крепление
Тип
Устройство смены инструмента Super Speed для вертикальных фрезерных станков
ТОЛЬКО
юаней
50+1 Боковое устройство смены инструмента
- 50+1
Инструменты - 40
конусность - Боковое крепление
Тип
Высокопроизводительное устройство смены инструмента со сверхбыстрой каруселью для фрез с конусом 40
ТОЛЬКО
юаней
Высокоскоростное боковое устройство смены инструмента 50+1
- 50+1
Инструменты - 40
конусность - Боковое крепление
Тип
Устройство смены инструмента Super Speed для вертикальных фрезерных станков
ТОЛЬКО
юаней
50+1 Боковое устройство смены инструмента, HSK
- 50+1
Инструменты - ХСК-А63
конусность - Боковое крепление
Тип
Высокопроизводительное устройство смены инструмента со сверхбыстрой каруселью для конических фрез HSK
ТОЛЬКО
юаней
Высокоскоростное боковое устройство смены инструмента 50+1, HSK
- 50+1
Инструменты - ХСК-А63
конусность - Боковое крепление
Тип
Устройство смены инструмента Super Speed для вертикальных фрезерных станков
ТОЛЬКО
юаней
70+1 Боковое устройство смены инструмента
- 70+1
Инструменты - 40
конусность - Боковое крепление
Тип
Высокопроизводительное устройство смены инструмента со сверхбыстрой каруселью для фрез с конусом 40
ТОЛЬКО
юаней
Высокоскоростное боковое устройство смены инструмента 70+1
- 70+1
Инструменты - 40
конусность - Боковое крепление
Тип
Суперскоростное устройство смены инструмента для фрез с конусом 40
ТОЛЬКО
юаней
70+1 Боковое устройство смены инструмента, HSK
- 70+1
Инструменты - ХСК-А63
конусность - Боковое крепление
Тип
Высокопроизводительное устройство смены инструмента со сверхбыстрой каруселью для конических фрез HSK
ТОЛЬКО
юаней
Высокоскоростное боковое устройство смены инструмента 70+1, HSK
- 70+1
Инструменты - ХСК-А63
конусность - Боковое крепление
Тип
Устройство смены инструмента Super Speed для вертикально-фрезерных станков
ТОЛЬКО
юаней
30+1 Устройство смены инструмента бокового монтажа, конус 50
- 30+1
Инструменты - 50
конусность - Боковое крепление
Тип
Стандартное устройство смены инструмента для фрез с конусом 50
ТОЛЬКО
юаней
50+1 Устройство смены инструмента бокового монтажа, конус 50
- 50+1
Инструменты - 50
конусность - Боковое крепление
Тип
Стандартное устройство смены инструмента для серий EC-1600, EC-630, VS
ТОЛЬКО 9 ЮАНЕЙ0009
Нет результатов для выбранной модели.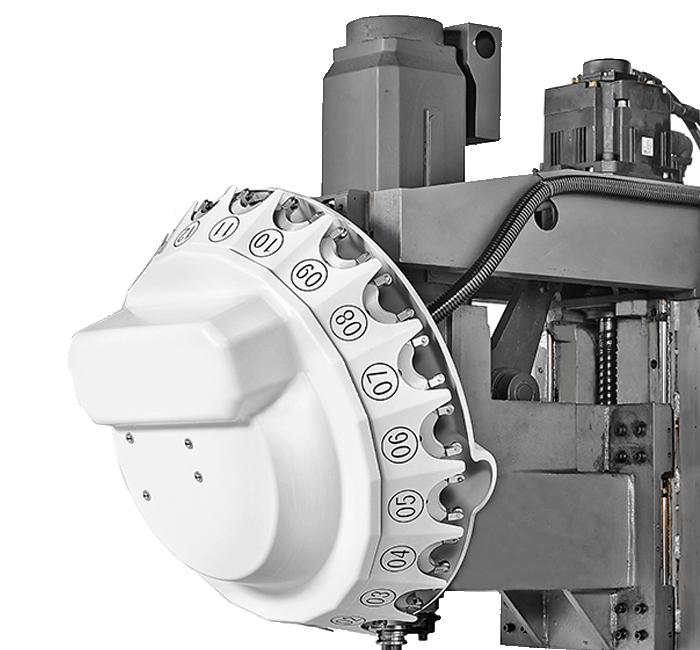
Доступно на следующих машинах:
Все машины{{=id}}
:
Скорость шпинделя (от низкой до высокой)
Скорость шпинделя (от высокой к низкой)
30+1 Боковое устройство смены инструмента
- 30+1
Инструменты - 40
конусность - Боковое крепление
Тип
Высокопроизводительное устройство смены инструмента со сверхбыстрой каруселью для фрез с конусом 40
ТОЛЬКО
юаней
50+1 Боковое устройство смены инструмента
- 50+1
Инструменты - 40
конусность - Боковое крепление
Тип
Высокопроизводительное устройство смены инструмента со сверхбыстрой каруселью для фрез с конусом 40
ТОЛЬКО
юаней
50+1 Боковое устройство смены инструмента, HSK
- 50+1
Инструменты - ХСК-А63
конусность - Боковое крепление
Тип
Высокопроизводительное устройство смены инструмента со сверхбыстрой каруселью для конических фрез HSK
ТОЛЬКО
юаней
100+1 Боковое устройство смены инструмента
- 100+1
Инструменты - 40
конусность - Боковое крепление
Тип
Высокопроизводительное устройство смены инструмента с быстрой каруселью для EC-400
ТОЛЬКО
юаней
100+1 Боковое устройство смены инструмента, HSK
- 100+1
Инструменты - ХСК-А63
конусность - Боковое крепление
Тип
Высокопроизводительное устройство смены инструмента с быстрой каруселью для конических фрез HSK
ТОЛЬКО
юаней
50+1 Устройство смены инструмента бокового монтажа, конус 50
- 50+1
Инструменты - 50
конусность - Боковое крепление
Тип
Стандартное устройство смены инструмента для серий EC-1600, EC-630, VS
ТОЛЬКО
юаней
70+1 Устройство смены инструмента бокового монтажа, конус 50
- 70+1
Инструменты - 50
конусность - Боковое крепление
Тип
Дополнительное устройство смены инструмента для EC-630
ТОЛЬКО
юаней
Нет результатов для выбранной модели.
Всего комментариев: 0