Светочувствительная смола: фотополимерная смола для фотонного принтера 3d dlp lcd
Содержание
Светочувствительная смола 405 нм, подходящая для 3D-принтеров SLA, DLP, LCD.
Светочувствительная смола 405 нм, подходящая для 3D-принтеров SLA, DLP, LCD.
- продукты
- 3d принтер уф смола
- прозрачная смола
- прозрачная 3d печать высокая прозрачность уф смола
Description
В чем разница между светочувствительной смолой и PLA пластиком
1. Разница в характеристиках материалов
PLA-пластик — это сокращение от полимерного материала на основе полимолочной кислоты, обычно извлекаемого из кукурузного крахмала, зеленого и разлагаемого материала. PLA обычно используется в качестве линейного материала, PLA плавится при нагревании до определенной температуры и повторно затвердевает при понижении температуры. Формование для 3D-печати PLA также использует свои характеристики плавления и охлаждения.
Фоточувствительная смола, также известная как УФ-смола, жидкость, состоящая из полимерного мономера и форполимера, в которую добавлен световой инициатор. В определенной длине волны ультрафиолетового излучения сразу же вызывается реакция полимеризации до полного отверждения.
2. разница между принципом формирования
PLA использовал так называемый процесс формования FDM, полное название этого процесса называется «технология литья из горячего расплава», это линейный материал в машину с помощью системы подачи машины экструзионной головки, экструзионной головки путем нагрева материала до расплавления и затем через определенный материал из экструзионной головки давление расплавит экструзию. В то же время компьютер управляет экструзионной головкой, чтобы она выходила за пределы дорожки на рабочем столе, так что материал укладывается слой за слоем на рабочем столе.
Процесс формования светочувствительной смолы называется SLA, полное название — «светоотверждаемая технология стереомоделирования», процесс формования представляет собой жидкую светочувствительную смолу, пропитанную рабочим столом, затем через уровень УФ-облучения, сразу же путем воздействия на часть отверждения, после формирование слоя, высота падения верстака, уровень жидкости для замачивания в верстаке, ультрафиолетовый свет для следующего слоя отверждения излучения, поэтому послойное отверждение формовки.
По принципу формования смола является светоотверждаемой технологией, при высоких температурах она теряет прочность и становится мягкой. Материалы PLA используют оборудование FDM и плавятся вместе при высокой температуре, поэтому прочность PLA намного выше, чем у смолы, а изделия из смолы будут немного хрупкими.
Другие важные отличия?
SLA для формования из светочувствительной смолы требует больше оптики и материаловедения. Условно говоря, технический порог относительно высок. Производителей оборудования меньше, но их численность относительно высока: от 300 000 до миллионов единиц промышленного оборудования. Оборудование FDM, сформированное PLA, в основном связано с аспектами движения и управления механизмами, а технический порог относительно низок, что также приводит к появлению на рынке многих производителей, которые, можно сказать, являются неравномерными. Стоимость оборудования и материалов относительно невысока, стабильность работы невысока, а качество печати тоже относительно обычное. Процессы формования из светочувствительной смолы обычно используются на корпоративном рынке, в то время как печать PLA обычно используется для личного и образовательного использования.
Процессы формования из светочувствительной смолы обычно используются на корпоративном рынке, в то время как печать PLA обычно используется для личного и образовательного использования.
Печать PLA предназначена для расплавления линейного материала, а затем его экструзии и складывания, а диаметр выдавленного отверстия составляет всего от 0,2 до 0,5 мм. Обычно, если мы хотим напечатать модель весом 1 кг из PLA, нам нужно заставить машину работать три дня и три ночи подряд, чтобы завершить ее. Если что-то пойдет не так, придется начинать с нуля. Используя светочувствительные смолы, машина в идеале могла бы производить несколько килограммов в день.
Формование из светочувствительной смолы и печать PLA формируются, шаг за шагом для этого типа метода формирования ворса модель звездных областей PLA, склонных к более крупным дефектам, процесс формования светочувствительной смолы в процессе формирования самой жидкости на болтающихся частях модели был лучше эффект поддержки, поэтому у модели не будет болтающихся деталей, есть явные недостатки. Кроме того, при печати PLA обычно накапливается высота 0,2 мм или выше для каждого слоя, в то время как светочувствительная смола затвердевает толщиной 0,1 или 0,05 мм для каждого слоя, что напрямую отражает эффект модели, заключающийся в том, что ступенчатое зерно модели печати PLA будет толще, а не слишком гладкий; плавный.
Кроме того, при печати PLA обычно накапливается высота 0,2 мм или выше для каждого слоя, в то время как светочувствительная смола затвердевает толщиной 0,1 или 0,05 мм для каждого слоя, что напрямую отражает эффект модели, заключающийся в том, что ступенчатое зерно модели печати PLA будет толще, а не слишком гладкий; плавный.
send inquiry to us
email*
firstname*
phone
Content *
Related Product
Chat with us
Насколько безопасны смолы для 3D-печати?
Экструзия материалов по методике моделирования методом послойного наложения расплавленной полимерной нити (FDM), является самым популярным способом 3D-печати полимерами, однако потребители все больше внимания уделяют смолам. Технологии работы со смоляными составами, такие как стереолитография (SLA), раньше применялись только в зуботехнических лабораториях, инженерных отделах и производственных предприятиях из-за высокой стоимости оборудования. Теперь, когда машины стали доступнее, все больше обычных пользователей применяют SLA-технологию, что ставит под сомнение их безопасность.
В отличие от FDM-устройств, смоляные принтеры используют для печати светочувствительные жидкости, отверждая материалы ультрафиолетовым светом. Жидкие полимеры представляют больший потенциальный риск для здоровья, чем сырье в форме волокна. Токсичность ресурса способна отпугнуть некоторых пользователей, но печать смоляным составом может быть безопасной, если следовать правильному алгоритму.
Какие потенциальные риски несут смолы
Слово «токсичность» настораживает, но в соответствии с определениями, разработанными специалистами по охране труда и здравоохранения, любое вещество, которое при определенных условиях может вызвать нарушения в состоянии здоровья или заболевание, является «токсичным». Согласно данной формулировке, многие окружающие нас вещества потенциально опасны, включая парфюмерию и наполнитель для матрасов. Но существуют ли особые риски при использовании жидких смол для трехмерной печати?
Основная угроза фотополимерных смол заключается в том, что они могут вызвать раздражение кожных покровов при контакте. В некоторых случаях соприкосновение вещества с незащищенной кожей приводит к ожогам и волдырям, что может потребовать медицинской помощи. Если материалы коснутся глаз, они нанесут непоправимый ущерб.
В некоторых случаях соприкосновение вещества с незащищенной кожей приводит к ожогам и волдырям, что может потребовать медицинской помощи. Если материалы коснутся глаз, они нанесут непоправимый ущерб.
Многие смолы являются сенсибилизаторами, а это означает, что длительное их воздействие иногда вызывает легкую аллергическую реакцию. Химические вещества, входящие в состав большинства смол, являются раздражителями, которые провоцируют появление дерматита – воспаления кожи из-за отторжения инородных элементов. Кожные покровы быстро впитывают подобные химикаты, поэтому длительный контакт с составом или воздействие в большой дозе могут привести к более тяжелым последствиям.
Еще одна проблема 3D-печати смолой – это загрязнение атмосферы. Материал выделяет пары, потенциально снижая качество воздуха в помещении (IQA). Плохие показатели IQA способны спровоцировать головные боли, усталость или более серьезные реакции, такие как проблемы с дыханием. Эти последствия наступают из-за летучих органических соединений (ЛОС) и других мелких частиц, вызывающих воспалительную реакцию дыхательных путей, что приводит к отеку или повышенной чувствительности.
Долгосрочные эффекты от работы с жидким полимером редки, но существенны:
• Если вдыхать пары в течение длительного времени, могут появиться хронические заболевания дыхательной системы.
• Некоторые из выделяемых смолами ЛОС предположительно являются канцерогенами, поэтому есть вероятность, что они способны вызвать рак после продолжительного воздействия.
• Постоянный физический контакт может привести к серьезной аллергии.
Стандарты и инструкции производителя
С другой стороны, большинство смол, которые есть на рынке, не представляют значительной опасности. Компании, которые производят подобные материалы, должны соблюдать государственные стандарты и дополнительные рекомендации ISO 9001. Правила гарантируют, что химические вещества, производимые предприятиями, минимально вредны. Однако некоторые опасные элементы, такие как пары асфальта и синтетические минеральные волокна, используемые в стекловолокне, по-прежнему широко применяются, и более полумиллиона рабочих подвергаются их воздействию.
Производители обычно предоставляют паспорта безопасности на материалы (MSDS), в которых перечисляются любые возможные проблемы со здоровьем. Например, ожоги роговицы от чрезмерного воздействия на глаза или тошнота и рвота при проглатывании. Все эти документы предоставляются для того, чтобы обеспечить пользователям максимальную безопасность при использовании расходного сырья.
Некоторые составы могут быть опаснее других для конкретных людей. Если человек не знает, есть ли у него аллергия на какие-либо материалы, следует действовать так, как будто она есть, и обращаться с продуктом с осторожностью.
Шаги по обеспечению безопасности
Несколько государственных структур провели исследования безвредности 3D-печати эпоксидной смолой. Все они показали, что долгосрочные выбросы от печати в основном незначительны, хотя, если не соблюдать надлежащие меры предосторожности, риски существуют. Поскольку исследования обнаружили следы опасных веществ при работе со смоляными составами, необходимо соблюдать правила техники безопасности.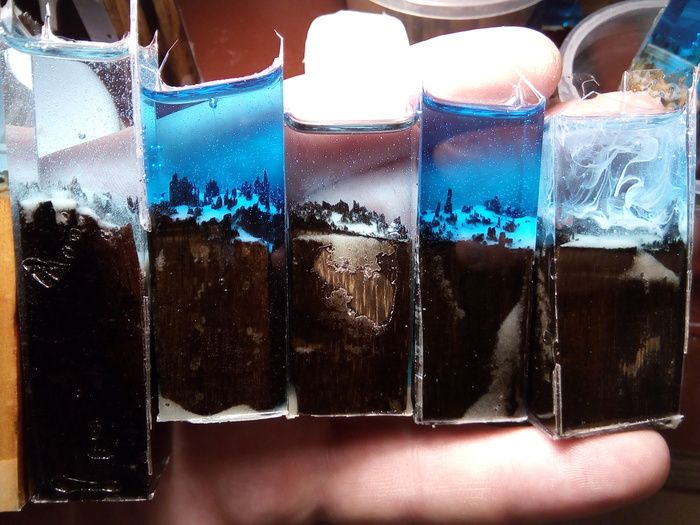
Смолы для 3D-печати не так страшны, как кажется на первый взгляд, но все же с ними следует соблюдать меры предосторожности. Прежде всего, нужно избегать прямого контакта жидкости массы с любой частью тела. Всегда следует носить защитные очки и перчатки из нитрила или латекса, чтобы токсины не попали в глаза или на кожу.
Также необходимо убедиться, что рабочее место хорошо проветривается. Вентиляция является критически важным фактором для любого 3D-принтера, но особенно для оборудования, печатающего составами на основе смолы. Лучше всего работать под вытяжным колпаком, но, если это невозможно, целесообразно печатать возле открытого окна с вентилятором.
Прежде чем открыть емкость со фотополимером, надо прочитать паспорт безопасности от производителя. Если есть какие-то особые указания по поводу применения материала, то они отражены в документе.
Наконец, нельзя сливать остатки или отходы в канализацию, так как это способно нанести вред окружающей среде. Либо утилизируйте его способом, рекомендованным производителем, либо высушите ультрафиолетовым светом, пока масса не затвердеет.
Печать смолой безопасна при соблюдении надлежащих мер предосторожности
Когда пользователь знает, какие риски представляют смоляные составы, то он обезопасится от неприятности. Хотя расходные ресурсы для 3D-печати токсичны, но если неукоснительно соблюдать требования процедуры безопасности, то работа с этими материалами становится не опасной. При правильных мерах предосторожности нет причин избегать печати смолой на 3D-принтере.
Можем ли мы остановить пожелтение светочувствительной смолы/фотополимера?
Если вы войдете в порог 3D-печати, вы услышите, что материал светочувствительная смола всегда встречается вместе с двумя основными технологиями 3D-печати: SLA и DLP.
Стереолитография (SLA) и цифровая световая обработка (DLP) 3D-печать — два наиболее распространенных процесса изготовления высокоточных, изотропных и водонепроницаемых прототипов и деталей из ряда передовых материалов с прекрасными характеристиками и гладкой поверхностью. Наиболее часто используемым материалом для SLA и DLP является светочувствительная смола.
Что такое светочувствительная смола?
Светочувствительная смола также известна как фотополимер, светоактивируемая смола и смола, отверждаемая УФ-излучением. Это полимер, который меняет свои свойства под воздействием света, часто в ультрафиолетовом или видимом диапазоне электромагнитного спектра. Эти изменения часто проявляются структурно, например, происходит упрочнение материала в результате сшивания под действием света.
Типичные УФ-отверждаемые смолы состоят из олигомеров, мономеров (которые действуют как разбавители), инициаторов фотополимеризации, соинициаторов (спектральные сенсибилизаторы, восстановители и т. д.) и различных добавок, таких как стабилизаторы, антиоксиданты, пластификаторы и пигменты.
УФ-отверждение имеет много преимуществ по сравнению с обычным отверждением с точки зрения меньшего потребления энергии и пространства для оборудования, меньшего количества отходов, меньшего количества выбросов, более высокой производительности (быстрое отверждение) и более низкой температуры. Кроме того, УФ-отверждаемые смолы обычно не содержат органических растворителей, оказывающих неблагоприятное воздействие на окружающую среду. Они применяются для изготовления прототипов, моделей ювелирных изделий, стоматологических хирургических шаблонов и функциональных деталей.
Кроме того, УФ-отверждаемые смолы обычно не содержат органических растворителей, оказывающих неблагоприятное воздействие на окружающую среду. Они применяются для изготовления прототипов, моделей ювелирных изделий, стоматологических хирургических шаблонов и функциональных деталей.
Почему светочувствительные смолы желтеют?
Материалы классической стереолитографии в настоящее время страдают двумя недостатками. С одной стороны, сшитые фотополимеры имеют низкую ударную вязкость по сравнению с большинством технических полимеров (например, термопластическими материалами, такими как полипропилен или АБС). С другой стороны, долговременные свойства используемых фотополимеров недостаточны. Фотополимеры имеют тенденцию к желтому цвету с течением времени, и из-за тенденции поглощать воду во влажной атмосфере их механические свойства ухудшаются в течение более длительных периодов времени. Пожелтение сначала проявляется в виде светлого тона по всему телу, затем постепенно темнеет, пока не достигает темно-коричневато-желтого оттенка. Пожелтение будет ускоряться при воздействии УФ-излучения.
Пожелтение будет ускоряться при воздействии УФ-излучения.
Не желтеющая светочувствительная смола
Полимерные основы для фотополимеров включают акрилы, поливиниловый спирт, поливинилциннамат, полиизопрен, полиамиды, эпоксидные смолы, полиимиды, блок-сополимеры стирола, нитрильный каучук и т. д. Большинство коммерческих светоотверждаемых смол основано на по свободнорадикальному отверждению акриловых соединений (акрилатов) и перечисленные ниже. Все они широко используются в различных отраслях промышленности, но только акриловые силиконы обладают выдающимся свойством не желтеть.
Акриловые силиконы
Силиконы хорошо известны своими отличными антиадгезионными свойствами, а также хорошей термостойкостью, устойчивостью к атмосферным воздействиям и химическим воздействиям. Они также обладают хорошей адгезией ко многим подложкам, включая металлы и пластмассы, и имеют очень широкий диапазон рабочих температур от -60°F до 500°F (от -50°F до 250°F). Другие важные свойства включают хорошую стойкость к царапинам и истиранию, отсутствие пожелтения , превосходную оптическую прозрачность и хорошие/превосходные электрические свойства. Этот класс смол, отверждаемых УФ-излучением, часто используется в качестве защитных покрытий для оптических волокон, а также для заливки и герметизации чувствительных электронных элементов, таких как датчики, соединители, конденсаторы, катушки индуктивности, переключатели и реле. Они также находят (ограниченное) применение в качестве клеев, отверждаемых под действием УФ-излучения, для сложных применений, где требуется выдающаяся гибкость, ударная вязкость и стойкость к истиранию. Однако этот класс клеев обычно имеет низкую прочность сцепления, что ограничивает их полезность.
Этот класс смол, отверждаемых УФ-излучением, часто используется в качестве защитных покрытий для оптических волокон, а также для заливки и герметизации чувствительных электронных элементов, таких как датчики, соединители, конденсаторы, катушки индуктивности, переключатели и реле. Они также находят (ограниченное) применение в качестве клеев, отверждаемых под действием УФ-излучения, для сложных применений, где требуется выдающаяся гибкость, ударная вязкость и стойкость к истиранию. Однако этот класс клеев обычно имеет низкую прочность сцепления, что ограничивает их полезность.
Акрилированные уретаны
Одна из наиболее важных УФ-отверждаемых систем основана на модифицированных акрилатом уретанах. Типичные форполимеры этого класса получают реакцией низкомолекулярных полиэфирных или полиэфирных диолов с избытком алифатических или ароматических диизоцианатов. Затем оставшиеся диизоцианатные функциональные группы закрываются диакрилатным мономером, что приводит к мономерам с акриловыми функциональными группами. Реактивные разбавители с одной или несколькими виниловыми группами часто добавляют для снижения вязкости форполимера. Затем форполимеры сшивают при свободнорадикальной полимеризации под воздействием УФ-излучения. УФ-отверждаемые акрилат-уретановые системы обладают хорошими универсальными эксплуатационными характеристиками на многих подложках. Обычно они имеют хорошую или отличную твердость пленки, эластичность и скорость отверждения в зависимости от используемого форполимера. Из-за их превосходной прочности и гибкости они часто используются в качестве эластичных напольных покрытий и в качестве покрытий для гибкой упаковки. Другие области применения включают печатные краски, бумагу и картонные покрытия.
Реактивные разбавители с одной или несколькими виниловыми группами часто добавляют для снижения вязкости форполимера. Затем форполимеры сшивают при свободнорадикальной полимеризации под воздействием УФ-излучения. УФ-отверждаемые акрилат-уретановые системы обладают хорошими универсальными эксплуатационными характеристиками на многих подложках. Обычно они имеют хорошую или отличную твердость пленки, эластичность и скорость отверждения в зависимости от используемого форполимера. Из-за их превосходной прочности и гибкости они часто используются в качестве эластичных напольных покрытий и в качестве покрытий для гибкой упаковки. Другие области применения включают печатные краски, бумагу и картонные покрытия.
Акрилированные эпоксидные смолы
Эпоксидные акрилаты являются очень популярными системами УФ-отверждения. Под воздействием УФ-излучения они подвергаются быстрой радикальной сшивке. Они широко используются в литографических красках и лаках, а также в покрытиях для печатных плат, дерева, бетона и пластика. Они обладают хорошими универсальными свойствами в сочетании с высокой скоростью отверждения и исключительной адгезией благодаря наличию полярных гидроксильных и эфирных групп в основной структуре эпоксидной смолы. Они также обладают выдающейся коррозионной стойкостью. Используются как ароматические, так и алифатические эпоксидные смолы. Наиболее распространены акрилатные и метакрилатные эпоксидные олигомеры на основе диглицидилового эфира бисфенола А (ДГЭБА) и его производных. Другие важные эпоксиакрилаты включают эпоксидированные масла жирных кислот, такие как соевое или льняное масло, и акрилаты эпоксидных новелл.
Они обладают хорошими универсальными свойствами в сочетании с высокой скоростью отверждения и исключительной адгезией благодаря наличию полярных гидроксильных и эфирных групп в основной структуре эпоксидной смолы. Они также обладают выдающейся коррозионной стойкостью. Используются как ароматические, так и алифатические эпоксидные смолы. Наиболее распространены акрилатные и метакрилатные эпоксидные олигомеры на основе диглицидилового эфира бисфенола А (ДГЭБА) и его производных. Другие важные эпоксиакрилаты включают эпоксидированные масла жирных кислот, такие как соевое или льняное масло, и акрилаты эпоксидных новелл.
Акрилированные полиэфиры
Акрилированные полиэфиры производятся с широким диапазоном реакционной способности и вязкости и в основном используются в печатных красках, покрытиях для дерева и бумаги. Это очень привлекательные смоляные системы из-за их относительно низкой стоимости и из-за большого количества доступных сложных эфиров, что позволяет широко варьировать свойства. В литературе описаны как насыщенные, так и ненасыщенные сложные эфиры. Этот класс УФ-отверждаемых смол часто имеет разумные универсальные характеристики, но только средние свойства по сравнению с другими системами смол. Их вязкость обычно ниже, чем у эпоксидных смол, и они более универсальны, поскольку они более совместимы с другими форполимерами и, следовательно, могут использоваться в более широком спектре составов.
В литературе описаны как насыщенные, так и ненасыщенные сложные эфиры. Этот класс УФ-отверждаемых смол часто имеет разумные универсальные характеристики, но только средние свойства по сравнению с другими системами смол. Их вязкость обычно ниже, чем у эпоксидных смол, и они более универсальны, поскольку они более совместимы с другими форполимерами и, следовательно, могут использоваться в более широком спектре составов.
Как замедлить процесс пожелтения?
Фотоинициаторы
Включение одного или нескольких фотоинициаторов важно для контроля пожелтения отвержденного изделия под воздействием ультрафиолетового света и/или солнечного света. Конкретные фотоинициаторы по настоящему изобретению значительно уменьшают пожелтение отвержденных изделий, изготовленных с использованием композиций фоточувствительной смолы.
Керамика
Керамика имеет дополнительное преимущество, поскольку она не подвержена долговременному разрушению. Используя фотополимеры с керамическим наполнителем, MSL может изготавливать керамические детали. При содержании керамического наполнителя более 42 об.% возможно выжигание фотополимера (выжигание) и после дальнейшего уплотнения остаточного порошка (спекание) получение полностью плотной керамической детали. Поскольку фотополимер служит только промежуточным связующим, проблемы с деградацией и пожелтение полимера больше не проблема. Благодаря высокой жесткости, хорошей коррозионной стойкости и интересным оптическим свойствам керамика находит широкое применение в биомедицине и оптоэлектронике. Поскольку термическая постобработка включает этап спекания, необходимо соблюдать осторожность, чтобы избежать чрезмерной усадки и коробления деталей.
При содержании керамического наполнителя более 42 об.% возможно выжигание фотополимера (выжигание) и после дальнейшего уплотнения остаточного порошка (спекание) получение полностью плотной керамической детали. Поскольку фотополимер служит только промежуточным связующим, проблемы с деградацией и пожелтение полимера больше не проблема. Благодаря высокой жесткости, хорошей коррозионной стойкости и интересным оптическим свойствам керамика находит широкое применение в биомедицине и оптоэлектронике. Поскольку термическая постобработка включает этап спекания, необходимо соблюдать осторожность, чтобы избежать чрезмерной усадки и коробления деталей.
Теги: смола dlp sla
Была ли эта статья полезной?
Нравиться
3
Не нравится
1
Просмотров: 3963
Может ли 3D-принтер из светочувствительной смолы сделать модель фигуры?
- Дом
- 3D-печать
3D-печать-
23 сентября 2022 г.
Фоточувствительная смола 3D-принтер относится к промышленному 3D-принтеру SLA , также известному как светоотверждаемый 3D-принтер, в качестве обрабатываемого сырья. Обладает мощными функциями моделирования и может производить изделия различной геометрической формы, которые широко используются в сфере производства плит.
Три этапа ручной работы, гравировка с ЧПУ и 3D-печать значительно повышают эффективность производства. Технология стереолитографии SLA в настоящее время является более подходящей технологией 3D-печати, которая очень подходит для производства фигурок.
Из-за собственных ограничений 3D-принтеры SLA могут печатать только специальными материалами, подобными АБС-пластикам, — светочувствительными смолами. Поэтому 3D-принтер со светочувствительной смолой в основном используется для производства моделей пластиковых пластин, но его нельзя использовать для производства моделей металлических пластин.
1: Внешний вид модели фигуры.
Внешний картон в основном используется для проверки внешнего вида, а требования к другим материалам невысокие. 3D-принтеры со светочувствительной смолой могут печатать пластины любой формы с более высоким разрешением. Чем сложнее его производство, тем ниже эффективность и стоимость 3D-печати. Большинство фигур внешнего вида теперь реализуются с помощью 3D-принтеров.
2: Структурная модель фигуры.
Ручные листы предъявляют определенные требования к прочности материала. 3D-принтер со светочувствительной смолой может удовлетворить производство некоторых структурных прототипов. Если у вас есть особые требования к прочности, вы можете использовать технологию сложной формовки или нейлоновый 3D-принтер SLS.
3: Небольшая партия настройки.
Для некоторых пользователей с небольшим спросом, если он подходит только для общей внутренней отделки, можно использовать светоотверждаемые 3D-принтеры. Если требуются специальные пластмассовые материалы или требования к высокой термостойкости и высокой прочности, необходимо использовать формование силиконового компаунда и процесс перфузии при низком напряжении.
4: Модель фигурки из мягкого пластика.
Расходные материалы из светочувствительной смолы делятся на мягкие и твердые материалы. Часто в фигурках используются твердые материалы, а в некоторых фигурках — мягкие эластичные материалы. В настоящее время полезны 3D-принтеры из мягкой светочувствительной смолы, которые обычно используются для изготовления фигурок со свойствами силикона. Фоточувствительные смолы обладают превосходной прочностью, стойкостью к истиранию и эластичностью и широко используются в производстве пресс-форм для обуви и при производстве пригодной для носки обуви, напечатанной на 3D-принтере.
5: Модель прозрачной фигуры.
В прошлом модель прозрачной фигуры обычно гравировалась акриловыми материалами на станках с ЧПУ, но теперь ее практически заменили светоотверждаемые 3D-принтеры. Можно создавать полупрозрачные или полностью прозрачные эффекты, а также добавлять другие цвета в зависимости от прозрачности. Разделенные по отраслям, 3D-принтеры со светочувствительной смолой могут применяться для ручного изготовления пресс-форм практически во всех сферах жизни.
Всего комментариев: 0