3D печать из фотополимера: Высокоточная 3D-печать фотополимером по PolyJet технологии
Содержание
3D-печать фотополимером на заказ в компании «Sprint 3D».
Фотополимер
3D-печать фотополимером — это технология быстрого прототипирования высокодетализированных изделий с гладкой поверхностью из прочного полимерного пластика с толщиной слоя до 16 микрон. Материал отлично подходит для создания мастер-моделей под литье и прототипов высокого качества.
Компания «Sprint 3D» изготавливает изделия из прозрачного, белого и черного фотополимера.
Применение.
Фотополимер широко используется в литейном производстве как материал для создания мастер-моделей под формы будущей отливки пластиком или металлами.
Изделия передают все точные размеры и сложные геометрические формы, служа качественным прототипом. 3D-печать из фотополимера позволяет достигать толщины стенки менее 1 мм, что делает данный материал уникальным в линейке пластиков.
Химико-физические свойства данного полимера позволяют печатать сложные части движущихся механизмов и успешно использовать их как опытные образцы в сложных сборках деталей. Фотополимер (светополимер) отлично взаимодействует с водой и может применяться в тематических сферах.
Фотополимер (светополимер) отлично взаимодействует с водой и может применяться в тематических сферах.
3D-печать фотополимером в Sprint 3D
3D-печать на собственных 3D-принтерах
Самая большая рабочая область — 600х600х400 мм
Толщина слоя до 16 микрон
Отгрузка на следующий день
Доставка по всей России и странам СНГ
Фотополимерная смола и процесс 3D-печати
3D-печать фотополимером проходит по технологии SLA (лазерная стереолитографии), где после нанесения мягкого полимерного материала на платформу 3D-принтера на него происходит воздействии ультрафиолетового света и каждый слой будущей модели затвердевает, делая ее прочной и устойчивой к различным факторам окружающей среды, позволяя получать изделия с точностью от 0,05 до 0,15 мм.
По сравнению с 3D-печатью воском технология печати фотополимером значительно дешевле.
Дополнительные услуги
Создание 3D модели.
Если у Вас нет готовой 3D-модели, мы оказываем услуги 3D-моделирования и 3D-сканирования.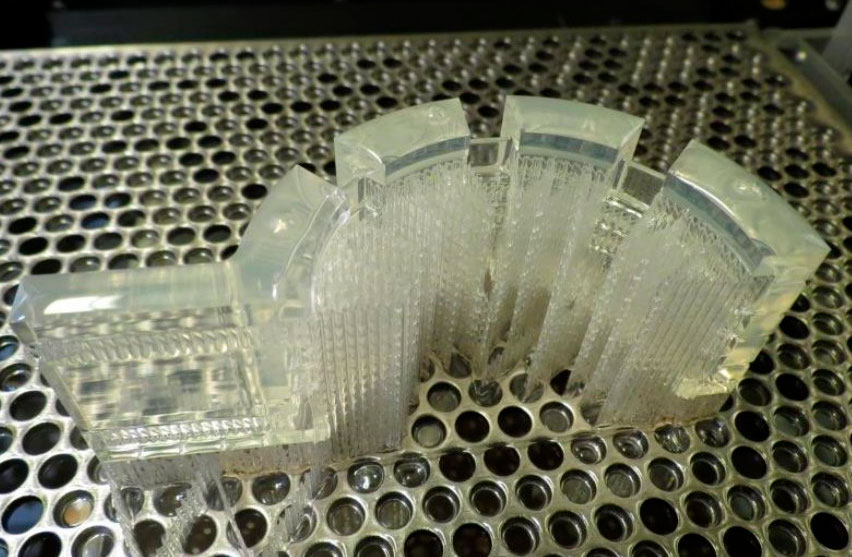
Технические характеристики
Свойства материала
| Прочность при растяжении | 42 МПа |
| Прочность на изгиб | 49 МПа |
| Температура деформации | 56 °С |
| Плотность | 1,02 г/см³ |
| Вид поверхности | Гладкая |
Параметры 3D печати
| Толщина слоя (качество) | до 16 мкм |
| Область печати | 600×600×400 мм |
| Цвет пластика | Полупрозрачный, Белый, Черный |
Расчет и стоимость
Прием заказа
3d-печать фотополимером на заказ
1. Для формирования точной стоимости присылайте техническое задание в виде текста, чертежей, фотографий, эскизов, картинок, 3D-моделей на почту [email protected] или оставляйте свою заявку ниже в таблице, после чего один из наших менеджеров свяжется с Вами в самые кратчайшие сроки;
2. После согласования стоимости и технического задания Вам отправляется подписанный с нашей стороны договор на 3D-печать из фотополимера, в котором прописаны все обязательства Сторон;
3. Вы производите оплату любым удобным для Вас способом;
Вы производите оплату любым удобным для Вас способом;
4. 3D-печать изделия из фотополимера;
5. Отгрузка готового изделия.
Сроки выполнения заказа
Сроки выполнения заказа
Базовые сроки — от 2 рабочих дней;
Срочный заказ — от 1 рабочего дня.
Вас может заинтересовать
Фотополимерный 3D-принтер
3D-принтеры можно сортировать не только по применяемым технологиям печати, но и по используемым расходным материалам. В этом разделе мы рассмотрим устройства, использующие для построения моделей фотополимерные смолы.
- 1 Расходные материалы
- 2 Лазерная стереолитография (SLA)
- 3 Проекторная стереолитография (DLP)
- 4 Многоструйная печать (MJM и PolyJet)
- 5 3D-ручки
- 6 Дополнительная засветка
Расходные материалы
Фотополимерные смолы – жидкие полимеры, затвердевающие при облучении светом. Как правило, такие материалы чувствительны к ультрафиолетовому диапазону, что обуславливает конструкцию фотополимерных принтеров. Одним из распространенных элементов конструкции служит прозрачный цветной колпак или корпус из материала, фильтрующего ультрафиолетовое излучение. Это делается как для защиты глаз пользователя, так и для защиты расходного материала внутри принтера от воздействия солнечных лучей и фонового освещения.
Как правило, такие материалы чувствительны к ультрафиолетовому диапазону, что обуславливает конструкцию фотополимерных принтеров. Одним из распространенных элементов конструкции служит прозрачный цветной колпак или корпус из материала, фильтрующего ультрафиолетовое излучение. Это делается как для защиты глаз пользователя, так и для защиты расходного материала внутри принтера от воздействия солнечных лучей и фонового освещения.
Фотополимерная смола загружается в 3D-принтер Form 1
Физические свойства смол после полимеризации широко рознятся. Доступны как твердые, так и гибкие варианты, прозрачные и матовые. Также доступен широкий выбор цветов. Консистенция смол и время засветки также варьируются, поэтому при выборе принтера стоит учитывать и ассортимент совместимых материалов.
Последним аспектом, на который стоит обращать внимание при выборе материала, это его токсичность. Существуют как довольно токсичные варианты, так и биологически безопасные.
Стоимость расходных материалов можно считать ахиллесовой пятой фотополимерной печати.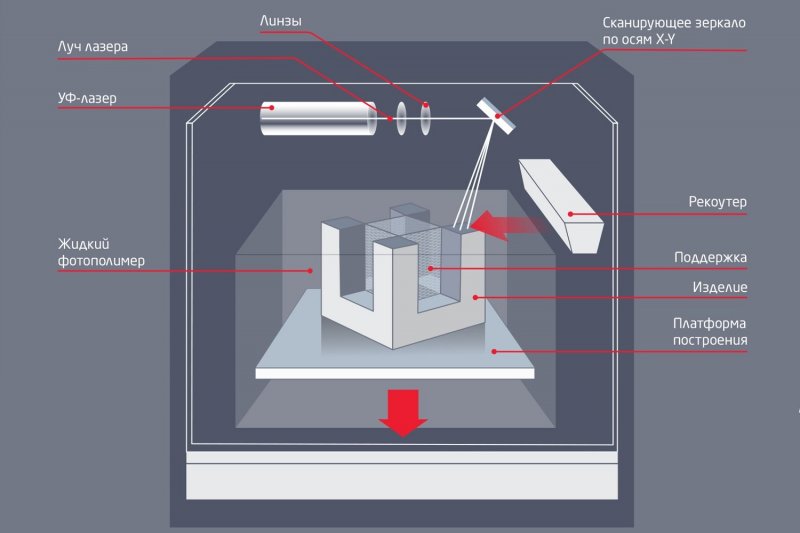 Сами установки уже достигают вполне приемлемых ценовых уровней, но найти недорогие фотополимерные смолы пока еще достаточно сложно. Стоит надеяться, что распространение недорогих фотополимерных принтеров приведет к увеличению объемов производства расходных материалов и снижению цен.
Сами установки уже достигают вполне приемлемых ценовых уровней, но найти недорогие фотополимерные смолы пока еще достаточно сложно. Стоит надеяться, что распространение недорогих фотополимерных принтеров приведет к увеличению объемов производства расходных материалов и снижению цен.
Лазерная стереолитография (SLA)
Модель, полученная с помощью SLA-печати
Первенец фотополимерной печати и современной 3D-печати в целом. Технология была разработана в 1984 году Чарльзом Холлом, впоследствии основавшим компанию 3D Systems.
SLA-принтеры используют лазерные излучатели для отверждения расходного фотополимерного материала.
Типичный SLA-принтер состоит из кюветы с расходным материалом, сидящей под рабочей платформой, приводимой в вертикальное движение подъемно-опускающим механизмом.
Как вариант, в движение может приводиться сама кювета – важно лишь относительное перемещение платформы и контейнера. Над кюветой располагается лазерный излучатель и зеркальная система отклонения лазерного луча.
В процессе печати платформа погружается в расходный материал на толщину одного слоя цифровой модели.
Так как фотополимерные смолы могут быть достаточно густыми, для ускорения процесса зачастую применяется выравнивающий механизм.
Схема работы SLA принтера
После выравнивания начинается процесс засветки материала. Засветка производится лазерным облучением. Большинство фотополимерных смол рассчитаны на застывание (полимеризацию) при воздействии ультрафиолетового света, что определяет выбор частоты лазерного излучения. Движение луча по осям X и Y определяется работой отклоняющих зеркал.
После завершения вычерчивания слоя, платформа погружается в материал на толщину еще одного слоя, и процесс повторяется с вычерчиванием следующего слоя цифровой модели.
Анимация процесса построения модели
SLA-печать занимает достаточно длительное время, и принтеры, использующие этот метод, как правило, имеют относительно небольшие области построения.
Это объясняется в основном дороговизной лазерных излучателей: печать больших объектов одним лазером будет занимать слишком много времени, а установка дополнительных излучателей и зеркал усложнит конструкцию, увеличит габариты установки и поднимет цену до неприемлемого для большинства пользователей уровня.
Несмотря на успех этой технологии, более перспективным, хотя и весьма схожим методом, считается проекторная стереолитография.
Проекторная стереолитография (DLP)
Настольный DLP принтер Formlabs Form 1. Обратите внимание на защитный прозрачный корпус
Близкий родственник лазерной стереолитографии, этот метод использует цифровые светодиодные проекторы вместо лазерных установок с зеркальными системами отклонения. Метод стал популярным благодаря развитию технологии производства недорогих цифровых проекторов с высоким разрешением силами компании Texas Instruments.
Засветка слоев производится с помощью цифрового проектора, высвечивающего шаблоны целого слоя, что и отличает этот метод от SLA, где «картинка» вырисовывается поступательно с помощью ультрафиолетового лазера.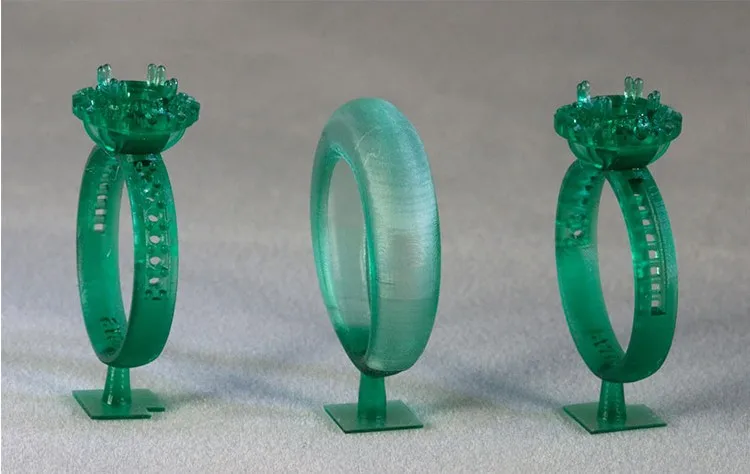
Подобный подход ранее использовался на установках типа SGC, но в этой технологии применялись физические фотошаблоны, что делало процесс дорогостоящим, трудоемким, медленным и шумным.
На данный момент продолжает существование технология FTI – развитие SGC, практически неотличимое от DLP-печати, так как в ней тоже применяются цифровые светодиодные проекторы.
Конструкция DLP-принтера
Одновременная засветка целого слоя с помощью проекторов позволяет значительно ускорить процесс печати даже по сравнению с SLA-принтерами, имеющими высокую скорость сканирования (т.е. перемещения луча).
Кроме того, такие принтеры менее чувствительны к грубому физическому воздействию ввиду отсутствия деликатных зеркальных систем.
Отсутствие механических зеркальных систем позволяет увеличить точность. Наконец, стоимость проекторов выгодно отличает их от лазерных систем.
Размер проекции может быть весьма значительным, достигая среднестатистических показателей популярных FDM-принтеров.
Интересной особенностью DLP-принтеров является возможность «обратной» или «перевернутой печати».
В этом случае проектор устанавливается под прозрачной (важен выбор материала для прозрачности в отношении ультрафиолетового света) кюветой, а платформа не погружается в материал, а постепенно поднимается, вытягивая слои засвеченного полимера.
Такой подход позволяет избавиться от выравнивающего механизма и добиться даже более высокого разрешения по оси Z, чем SLA-принтеры.
Кроме того, размер моделей по высоте не ограничивается глубиной кюветы, что благоприятно сказывается на габаритах принтера и на возможности увеличения зоны построения.
Многоструйная печать (MJM и PolyJet)
MJM-принтер 3D Systems ProJet 3500HDMax
Технологии MJM и PolyJet практически неотличимы друг от друга. Разница в названиях происходит из соответствующих патентов: технология Multi Jet Modeling принадлежит компании 3D Systems, а PolyJet – конкурирующей компании Stratasys.
Сам принцип многоструйной полимерной печати был выработан израильской компанией Objet, со временем ставшей одним из подразделений Stratasys.
Технология многоструйной печати сочетает черты струйной трехмерной печати (3DP) и проекторной стереолитографии (DLP).
Принцип работы MJM PolyJet принтера
Построение моделей происходит путем напыления фотополимера с помощью линейных массивов, состоящих из множества сопел.
Нанесенный слой немедленно засвечивается ультрафиолетовыми лампами – как правило, два процесса происходят одновременно.
К тому моменту, когда массив достигает конца рабочей камеры, ранее нанесенный материал достаточно тверд для печати нового слоя.
Композитные модели, созданные на стоматологическом принтере ProJet 3500 DP
Такой подход позволяет добиться весьма высокой скорости печати, но отличается высокой сложностью конструкции, что негативно сказывается на стоимости подобных установок и ограничивает их распространение профессиональным применением.
Одним из плюсов технологий MJM и PolyJet является возможность создания композитных конструкций из фотополимерных смол с различными физическими характеристиками.
Таким образом, возможно создание моделей с легкоудаляемыми опорами, использование нескольких цветов и параллельное использование гибких и твердых материалов в пределах одной модели.
3D-ручки
3D-ручка CreoPop для трехмерного рисования фотополимерными смолами
В последнее время появилась мода на ручные печатные устройства, называемые 3D-ручками. На данный момент существует три основных варианта таких устройств: капельно-струйные ручки (DOD), получившие название BioPen и использующиеся в разработке новых методов лечения поврежденных тканей, FDM 3D-ручки, являющиеся ручными экструдерами (по сути, аналогом привычных термоклеевых пистолетов, но использующие термопластики) и наработки по 3D-рисованию фотополимерными смолами.
Первым «ручным фотополимерным принтером» стала 3D-ручка CreoPop.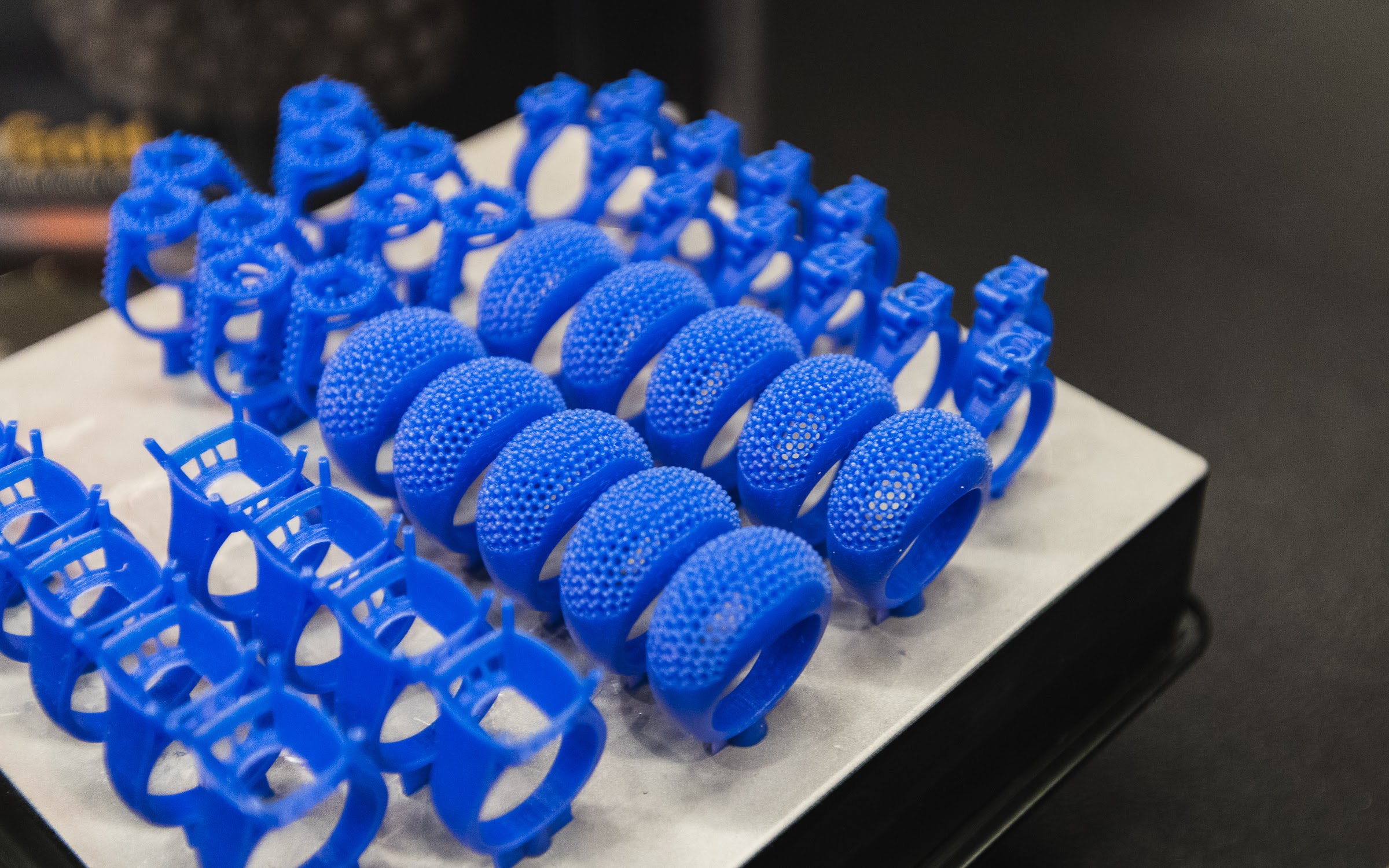 Конструкция этого устройства достаточно проста, ибо самую сложную функцию, позиционирование, выполняет сам пользователь. Ручка лишь выдавливает смолу через кончик, окруженный светодиодными излучателями.
Конструкция этого устройства достаточно проста, ибо самую сложную функцию, позиционирование, выполняет сам пользователь. Ручка лишь выдавливает смолу через кончик, окруженный светодиодными излучателями.
3D-ручка CreoPop в действии
Таким образом, смола затвердевает сразу после нанесения, позволяя в буквальном смысле рисовать по воздуху.
Преимуществом таких ручек над FDM-аналогами является низкая температура работы – в устройстве отсутствуют какие-либо нагревательные элементы. В итоге, такими ручками можно рисовать даже на коже.
Кроме того, богатый выбор фотополимерных смол с различными физическими свойствами применим и для работы с такими устройствами, что значительно расширяет диапазон возможного применения. Как минимум, это относительно недорогая, но занимательная игрушка.
Единственным недостатком можно считать относительно высокую стоимость расходных материалов, однако вряд ли такие устройства будут требовать больших объемов фотополимерной смолы при применении в быту.
Дополнительная засветка
Окончательная засветка фотополимерных моделей в самодельной камере
Полное отверждение моделей может занять достаточно длительное время, поэтому модели при SLA и DLP-печати подвергаются лишь частичной полимеризации, достаточной для сохранения физической формы детали.
После изготовления модели, как правило, помещаются в камеры, оснащенные ультрафиолетовыми лампами, до полного отвердения. Само собой, при возможности можно просто выложить модели на солнце – эффект будет тот же самый.
Стоит лишь иметь в виду, что обычное стекло практически не пропускает ультрафиолетовый свет, поэтому воздействие солнечных лучей должно быть прямым.
При желании можно использовать контейнер из прозрачного для ультрафиолета кварцевого стекла.
Перейти на главную страницу Энциклопедии 3D-печати
Что такое фотополимеризация в 3D-печати? | Сообщения в блогах
Во время работы 3D-принтеры часто выделяют нагретый материал в жидком или полутвердом состоянии.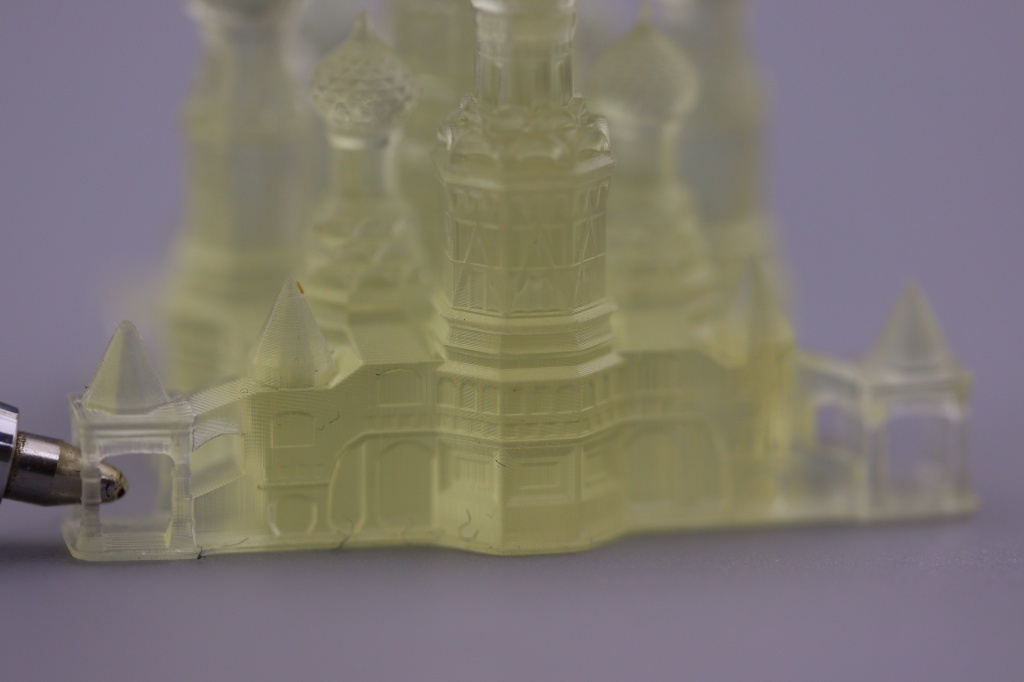 Это позволяет 3D-принтеру выпускать равномерное и постоянное количество материала, тем самым снижая риск появления дефектов, таких как ореолы. Готовые объекты, однако, должны быть твердыми, и здесь в игру вступает фотополимеризация. Фотополимеризация используется для отверждения нанесенного материала, чтобы готовый объект достиг твердого состояния.
Это позволяет 3D-принтеру выпускать равномерное и постоянное количество материала, тем самым снижая риск появления дефектов, таких как ореолы. Готовые объекты, однако, должны быть твердыми, и здесь в игру вступает фотополимеризация. Фотополимеризация используется для отверждения нанесенного материала, чтобы готовый объект достиг твердого состояния.
Основы фотополимеризации
Фотополимеризация — это процесс отверждения, который характеризуется использованием ультрафиолетового (УФ) света. В 3D-печати он используется для отверждения нанесенного материала. Под воздействием УФ-излучения нанесенный материал отверждается. Отверждение приводит к физическим изменениям осажденного материала, переводя его из жидкого или полутвердого состояния в твердое состояние.
Не все материалы поддерживают фотополимеризацию. Скорее, этот процесс отверждения используется исключительно для фотополимерных материалов. Фотополимерный материал представляет собой тип полимерного материала, который затвердевает под действием УФ-излучения. Другие типы материалов, как правило, не подвержены влиянию УФ-излучения. Чтобы фотополимеризация работала, в 3D-принтере должен использоваться фотополимерный материал.
Другие типы материалов, как правило, не подвержены влиянию УФ-излучения. Чтобы фотополимеризация работала, в 3D-принтере должен использоваться фотополимерный материал.
Как работает фотополимеризация?
Фотополимеризация работает за счет использования чувствительных к УФ-излучению свойств фотополимерных материалов. Для большинства процессов 3D-печати слои нанесенного материала отверждаются с помощью УФ-излучения. После того, как 3D-принтер нанес слой, на него проецируется УФ-свет. Ультрафиолетовый свет запускает реакцию в отложившемся материале, в результате чего он затвердевает. Отвержденный материал переходит в твердое состояние, что позволяет производить твердый и готовый объект с помощью 3D-принтера.
Некоторые из наиболее распространенных процессов 3D-печати, которые поддерживают фотополимеризацию, включают следующее:
- Цифровая обработка света
- Непрерывное производство жидкостного интерфейса
- Стереолитография
Конечно, есть и другие методы отверждения3
6 доступны материалы для 3D-печати.
 Например, в некоторых процессах 3D-печати используется лазер. Лазер перемещается по верхней части печатной платформы, отверждая нижележащий материал. По сравнению с лазерами, а также другими методами отверждения фотополимеризация имеет ряд преимуществ.
Например, в некоторых процессах 3D-печати используется лазер. Лазер перемещается по верхней части печатной платформы, отверждая нижележащий материал. По сравнению с лазерами, а также другими методами отверждения фотополимеризация имеет ряд преимуществ.
Фотополимеризация очень эффективна для отверждения осажденных материалов. Он способен изменить физические свойства нанесенного материала, чтобы он стал прочнее и лучше защищен от повреждений.
При фотополимеризации целые слои осажденного материала могут быть отверждены одновременно. Это резко контрастирует с методами лазерного отверждения, которые обычно за один раз отверждают только небольшой участок материала. Поскольку он способен отверждать сразу целые слои, фотополимеризация может быть выполнена очень быстро.
У вас есть прототип, который застрял у вас в голове, вытащите его из головы и возьмите в руки. Позвольте нам помочь вам в этом.
Нет тегов для этого поста.
3D-печать фотополимерных деталей | PolyJet, SLA
Подходящие для моделей и прототипов, не требующих длительного срока хранения, фотополимеры имеют ограниченную долговечность. Они не устойчивы к ультрафиолетовому излучению и со временем могут обесцвечиваться или деформироваться. Эти свойства являются важными факторами при работе с фотополимерами, но при тестировании определенного внешнего вида или функциональности предполагаемого дизайна материал остается непревзойденным по мельчайшим деталям и гладкой поверхности. В Stratasys Direct мы предлагаем широкий ассортимент фотополимеров для двух технологий: PolyJet и Stereolithography.
Они не устойчивы к ультрафиолетовому излучению и со временем могут обесцвечиваться или деформироваться. Эти свойства являются важными факторами при работе с фотополимерами, но при тестировании определенного внешнего вида или функциональности предполагаемого дизайна материал остается непревзойденным по мельчайшим деталям и гладкой поверхности. В Stratasys Direct мы предлагаем широкий ассортимент фотополимеров для двух технологий: PolyJet и Stereolithography.
PolyJet
Фотополимеры PolyJet обладают свойствами от каучукового до жесткого, от прозрачного до непрозрачного, от нейтрального до полноцветного. Технология PolyJet также позволяет нам комбинировать несколько материалов в одной модели для выполнения конкретных требований. Мы можем имитировать литье поверх двух разных фотополимеров, чтобы придать прототипам точное ощущение продукта. Кроме того, PolyJet печатает в полноцветном режиме, добавляя еще один уровень индивидуальной настройки и возможности для эстетики конечного продукта.
PolyJet строится путем распыления слоев жидкого фотополимера толщиной до 16 микрон (0,0006 дюйма) слой за слоем по мере одновременного отверждения УФ-светом. PolyJet может печатать жесткие и гибкие материалы в одной сборке для создания формованных деталей без инструментов. Технология позволяет получать детали с твердостью по Шору от 27A до 95A. Поскольку PolyJet не требует жестких инструментов для изготовления отформованной детали, он часто используется для прототипов, требующих эластомерной поверхности, таких как ручки или кнопки, или для проверки твердости материала.
Путем смешивания двух или трех базовых смол для создания почти 1000 композиционных материалов с определенными предсказуемыми свойствами фотополимеры PolyJet расширяют ваши возможности, поскольку для творческих прототипов можно получить ряд оттенков, прозрачности, значений по Шору А и других свойств.
Стереолитография
Стереолитография (SL) Фотополимеры представляют собой смолы на основе эпоксидной или акрилатной смолы, которые могут создавать прозрачные или непрозрачные, прочные и жесткие детали. Эти материалы имитируют свойства ABS, поликарбоната и полипропилена в слоях толщиной до 0,002 дюйма.
Эти материалы имитируют свойства ABS, поликарбоната и полипропилена в слоях толщиной до 0,002 дюйма.
Стереолитография создает детали с помощью точного УФ-лазера для отверждения и отверждения тонких слоев смолы. Детали SL после сборки требуют удаления некоторого поддерживающего материала и дальнейшего УФ-отверждения, а также другой требуемой последующей обработки. Наш опыт отделки может взять ваши прототипы SL и превратить их в точную копию вашего готового продукта. Индивидуальная отделка, текстура, цвет, рисунок, экранирование от электромагнитных/радиочастотных помех, гальваническое покрытие и другие функциональные покрытия могут повысить ценность прототипов и моделей.
Стереолитографические материалы отличаются от материалов PolyJet тем, что некоторые из них обладают более высокой ударопрочностью, температурой деформации при нагревании и влагостойкостью для функционального прототипирования или моделей. В Stratasys Direct мы предлагаем уникальный стиль почти полой сборки со стереолитографией, который позволяет нам создавать большие концептуальные модели с меньшим весом.
Всего комментариев: 0