Гибка обечаек: Вальцовка обечаек – особенности технологии и оборудование + видео
Содержание
Вальцовка и изготовление обечаек — особенности, технология
Вальцовка обечаек относится к одному из важнейших технологических процессов. Без этого этапа невозможно представить изготовление цилиндрических деталей. Особенности, сама технология и используемый инструмент заслуживают отдельного рассмотрения. Как и части валков.
- Основная терминология, суть вальцовки
- Особенности дефектов, описание технологии
- Вальцевание – как проводить, какими инструментами?
- Почему обечайки так необходимы?
Основная терминология, суть вальцовки
Сначала необходимо разобраться с основными понятиями, которые используются в такой сфере деятельности, как изготовление обечаек.
- Вальцевание – способ обработки заготовок с металлом при помощи высокого давления. Форма детали в результате изменяется, с равномерным распределением по длине. Без данного этапа невозможно представить создание большого количества деталей.
- Операция проводится при помощи вальцовочного инструмента.
 Название валков получили другие детали.
Название валков получили другие детали. - После завершения операции появляются готовые детали либо заготовки, потом проходящие дополнительную штамповку. И поставляются, например, в Обнинск.
 Название валков получили другие детали.
Название валков получили другие детали.Обечайки, изготовление которых не так трудно организовать – конструкционный элемент цилиндрической либо конической формы. Выполняется с использованием нескольких форм:
- барабан;
- недлинная труба;
- кольцо;
- обод.
Обечайки из листовой стали – это элементы, которые становятся незаменимыми частями у баков и резервуаров, котлов, других подобных металлоконструкций. Цветные, чёрные металлы и их сплавы становятся основными материалами в производстве. Обнинск не исключение.
Особенности дефектов, описание технологии
При вальцовке работы проводятся с подгибом листа либо без выполнения данной операции, всё зависит от геометрических размеров детали, изначальных показателей по прочности. Когда выбирают оборудование, данные параметры играют не менее важную роль. При изготовлении обечайки могут иметь следующие размеры:
При изготовлении обечайки могут иметь следующие размеры:
- Толщина в пределах от 3 до 100 мм.
- Длина – 30-3100 мм.
- Диаметр наружной стороны – 20-280 сантиметров.
При деформации внутри деталей из металла искажения доходят до предельных значений. Также меняется и толщина.
Сама операция по вальцеванию конструкций из металла и из нержавейки состоит из двух основных стадий – гибка, непосредственно сама вальцовка. Последняя часть процесса отличается тем, что способствует перемещению гибки по всей поверхности, подвергаемой обработке.
Металл подвергается двум видам деформации – начинается с упругой, потом переходят к пластической. Чем меньше радиус загибания – тем больше надо прилагать усилий. Это связано с тем, что увеличивается слой металла в мм, который требует волочения.
В металле могут возникать внутренние напряжения после того, как вальцевание металла заканчивается. Существует три разновидности подобных явлений. Их учитывают и те, кто работает в городе Обнинске.
- Зональные напряжения появляются между отдельными зонами сечения и частями детали. Именно эта деформация больше всего способствует появлению дефектов, потому она считается наиболее опасной. После появляются коробления и трещины на поверхности валков, других деталей. Их свойства зависят от градиента температур, появляющегося между разными частями детали во время температурного воздействия. Для измерения также пользуются мм.
- Изменения структурного типа происходят у зёрен внутри либо снаружи. Появление напряжений связано с различными расширительными коэффициентами, обладающими разными характеристиками. Образование новых фаз различных объёмов тоже может привести к дополнительным предметам. Это негативно влияет на изготовление рулонных и других видов деталей. Обнинск не исключение.
- Напряжения третьей группы появляется внутри объёма нескольких ячеек, составляющих кристаллические решётки. Из-за этого может усложняться подгибка кромок.
У всех напряжений разная природа образования. Но последствия остаются одинаковыми – возникновение упругой деформации, искажение внутри кристаллической решетки. Но это не влияет на изготовление упаковки толстостенных изделий, к примеру.
Но последствия остаются одинаковыми – возникновение упругой деформации, искажение внутри кристаллической решетки. Но это не влияет на изготовление упаковки толстостенных изделий, к примеру.
Проблемы легко устраняются, для этого достаточно использовать термообработку. Ведь сам характер деформаций изменяется, если их сильно охладить либо нагреть. К примеру, при повышении температур происходит расширение поверхностных слоёв. Но сердцевина остаётся непрогретой, создаёт дополнительные препятствия. Это касается и кромок.
Это приводит к появлению напряжения сжатия. Обечайка 24 миллиметра не исключение. Но охлаждение делает так, что процессы происходят в обратном порядке. У поверхностных слоёв температура обычно меньше.
Именно поэтому они подвержены напряжениям больше, чем те слои, что находятся глубже. Но после окончательного охлаждения температура будет выровнена на всей поверхности металла. Развальцовка не нужна. А вот дополнительная настройка никогда не помешает.
При этом не стоит ждать, что дефекты будут устранены окончательно. Есть ещё напряжения, которые получили название остаточных. С ними знакомы и те, кому требуется проводить обработку кромок.
Есть ещё напряжения, которые получили название остаточных. С ними знакомы и те, кому требуется проводить обработку кромок.
Термическая обработка, например, отпуск, имеет и другие полезные свойства для изделий с углом. Потребность в этой операции могут испытывать те, кто работает с закалённой сталью.
Структурно-напряженное состояние для таких материалов стало практически нормой. Основа становится более пластичной, когда повышается температура. Чем она больше – тем дольше длится сама обработка. Что и позволяет снять большую часть напряжений. Картонные изделия во многом похожи на металлические.
Вальцевание – как проводить, какими инструментами?
Специальные прессы или машины – вот какие приспособления могут справиться с подобными видами обработки. Гибку обечаек нельзя осуществить только ручным методом. То же самое касается и гибки. Технология вальцовок должна соблюдаться максимально строго, иначе нужного результата не добиться, работая с установкой, занимаясь прокаткой.
Трёхвалковые вальцы – разновидность оборудования, которая часто используется для решения подобных задач. Встречается несколько разновидностей приспособлений:
- Ручные.
- Механические – в Санкт-Петербурге и других городах они получили широкое распространение.
- С электрическим приводом – такие широко используются в городе Обнинске.
Чаще всего в СПб и других городах используется вариант, когда валки располагаются в виде треугольника. Два находятся снизу, а один – сверху. Диаметры валков бывают разными, всё определяют характеристики требуемой детали. Длина вальцевания находится в пределах 340-3000 мм.
Электрическое оборудование – гораздо более лёгкий вариант для использования. Это можно понять, ознакомившись с нормативной документацией. Но и его стоимость доступна далеко не каждому. Если не планируется открывать крупномасштабное производство, то можно обойтись и более простыми вариантами установок. Такие имеют простой угол.
Видео: изготовление обечайки из нержавейки толщиной 3 мм.
Почему обечайки так необходимы?
Эти детали становятся главными при построении корпусов. Среди узлов агрегата этот отличается материалоемкостью, наибольшей ответственностью. То есть, он принимает на себя максимум нагрузок. При прокладке технологических трубопроводов без данной конструкции вообще не обойтись, как и без валков.
Из обечаек изготавливают колонное оборудование, трубопроводы нестандартной формы. Каждое изделие сопровождается документом.
Особо сложными для изготовления считаются обечайки с критическим соотношением между диаметром внутреннего и толщиной вальцуемого материала.
В машиностроении производство также невозможно представить без таких деталей. Обечайками можно назвать многие конструкции, имеющие коническую либо круглую форму. Главное – обращаться к изготовителю, который гарантирует полный контроль производственных процессов, соблюдение необходимых размеров.
Republished by Blog Post Promoter
Гибка обечаек в Санкт-Петербурге на заказ по лучшей цене
- Главная
- Услуги
- Вальцовка металла
- Гибка обечайки
Обечайка – это изделие в виде цилиндрического или конического элемента. В обечайках используют сплавы черных и цветных металлов.
Технологических процесс и особенности гибки
В зависимости от геометрических размеров детали и прочностных характеристик металла вальцовка проводится с подгибом либо без подгиба листа. Также на эти параметры обращают внимание и при выборе оборудования.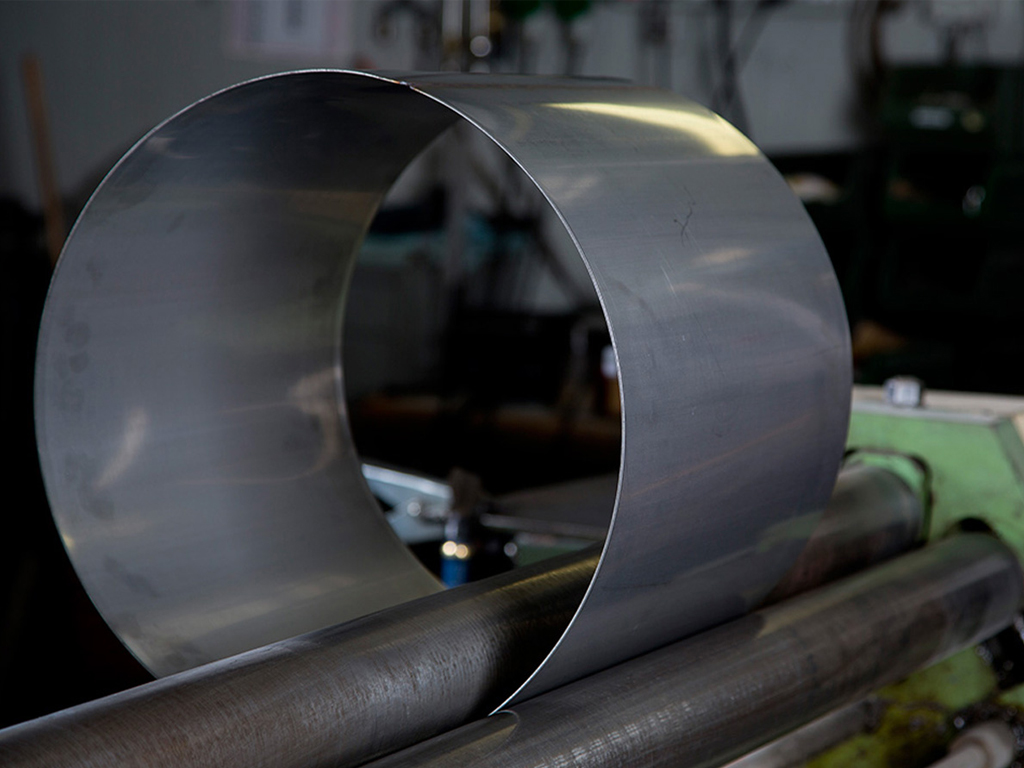 Изготавливаются обечайки следующих размеров: толщина находится в пределах от 3 до 100 мм, длина элемента 30–3100 мм, а их диаметр по наружной стороне колеблется от 20 до 280 см. Во время такой деформации напряжения в металле достигают своих предельных значений.
Изготавливаются обечайки следующих размеров: толщина находится в пределах от 3 до 100 мм, длина элемента 30–3100 мм, а их диаметр по наружной стороне колеблется от 20 до 280 см. Во время такой деформации напряжения в металле достигают своих предельных значений.
Состоит эта операция из двух стадий – гибки и непосредственно вальцовки. Отличие последней – перемещение гибки по всему периметру обрабатываемой детали. При этом сначала металл подвергается упругой, а затем пластической деформации. С уменьшением радиуса загибания будут возрастать усилия, а все из-за увеличения слоя металла, принимающего участие в волочении.
После вальцевания обечаек в металле могут возникнуть внутренние напряжения, которые существуют трех видов. Между отдельными зонами сечения и частями детали появляются зональные. Они наиболее опасны, так как способствуют возникновению различных дефектов, таких как коробление и трещины. Зависят они от градиента температур, возникающего между разными частями детали во время температурного воздействия.
Напряжения второго рода или, как их еще называют, структурные можно наблюдать среди зерен и внутри них. Возникает подобное явление из-за неодинаковых коэффициентов линейного расширения. Кроме того, способствует появлению напряжений второго рода и образование новых фаз различных объемов. Напряжения третьего рода возникают внутри объема нескольких ячеек кристаллической решетки.
Все эти напряжения имеют различную природу образования, при этом одинаковые последствия – искажение кристаллической решетки и возникновение упругих деформаций.
Устранить проблемы можно с помощью термообработки, так как в результате нагрева и охлаждения изменяется характер этих явлений. Например, во время повышения температуры поверхностные слои расширяются, а вот непрогретая сердцевина препятствует подобному. В результате возникают напряжения сжатия. При охлаждении все процессы происходят в обратном порядке. Поверхностные слои имеют меньшую температуру, в отличие от более глубоких, и подвержены напряжениям растяжения. После окончательного охлаждения температура выравнивается во всем объеме металла, но это вовсе не означает, что эти явления будут устранены. В детали могут сохраниться еще некоторые напряжения, они называются остаточными.
После окончательного охлаждения температура выравнивается во всем объеме металла, но это вовсе не означает, что эти явления будут устранены. В детали могут сохраниться еще некоторые напряжения, они называются остаточными.
Чем еще полезна термическая обработка, такая как отпуск? Особенно потребность в ней испытывают закаленные стали которым свойственно структурно-напряженное состояние. После повышения температуры материал становится более пластичным. С увеличением температуры должна быть более длительной и сама операция. При этом снимаются напряжения в большей степени.
Сфера использования обечаек
- различные металлоконструкции;
- как заготовка;
- конструкторские магистрали и опоры;
- при строительстве трубопроводов;
- производство баков, котлов, резервуаров.
OS-V: 0530 Гибка композитной оболочки
В данной задаче рассматривается составная оболочка двух- или трехслойной пластины, подвергнутой
к синусоидальной распределенной нагрузке, как описано Пагано (1969).
Возникающие поперечные сдвиговые и осевые напряжения по толщине листа
сравниваются с аналитическими решениями с использованием классической теории слоистых пластин (CPT)
и линейная теория упругости.
Эталонная модель
Рис. 1. Композитная оболочка, подвергнутая воздействию равномерно изменяющегося синуса
Нагрузка
Рассмотрены две модели — композитная пластина с двумя и тремя слоями.
- Для двухслойной модели верхний слой находится под углом 90°, а нижний — под углом 0°.
- Для трехслойной модели верхний и нижний слои имеют ориентацию 0°.
а средний слой в 9Ориентация 0°.
Свойства материала:
- E L
- 25*10 6 фунтов/дюйм 2 (172,4 ГПа)
- Е Т
- 1,0*10 6 фунтов/дюйм 2 (6,90 ГПа)
- Г ЛТ
- 0,5*10 6 фунтов/дюйм 2 (3,45 ГПа)
- Г ТТ
- 0,2*10 6 фунтов/дюйм 2 (0,2 ГПа)
- В ЛТ = В ТТ
- 0,25
Где,
- Л
- Обозначает направление, параллельное волокнам
- Т
- Обозначает поперечное направление
Используемые предельные напряжения и предельные деформации:
| Значение напряжения | Х т | Х с | Д т | Д с | С |
|---|---|---|---|---|---|
| ГПа | 2,07*10 -4 | -8,28*10 -5 | 3,45*10 -6 | -1,03*10 -5 | 6,89*10 -6 |
| фунт/дюйм 2 | 30,0 | -12,0 | 0,5 | -1,5 | 1,0 |
Результаты
Для плиты с S=4:
Рис. 2. Максимальное смещение в зависимости от отношения пролета к толщине
2. Максимальное смещение в зависимости от отношения пролета к толщине
Двухслойная пластина 2-го порядка
Рис. 3. Распределение осевого напряжения по толщине
Двухслойная пластина 2-го порядка
Рис. 4. Распределение напряжения поперечного сдвига по
Толщина двухслойной пластины 2-го порядка
Рис. 5. Максимальное смещение в зависимости от отношения пролета к толщине
Трехслойная пластина 1-го порядка
Рис. 6. Распределение осевого напряжения по толщине
Трехслойная пластина 1-го порядка
Рис. 7. Распределение напряжения поперечного сдвига по
Толщина трехслойной пластины 1-го порядка
Модель
Файлы
Файлы модели, используемые в этой задаче, включают:
- /composite-shells-2-plys-2nd-order-span-4.
 fem
fem - /composite-shell-1st-order_span-4.fem
1 Точные решения для композитных ламинатов при цилиндрическом изгибе от N.J.
Пагано, Вашингтонский университет, Сент-Луис, Миссури (7 мая 1969)
2 Нелинейный
формулировка оболочки конечных элементов, учитывающая большие деформации мембраны Томаса
Дж. Р. Хьюз и Эрик Карной, Стэнфордский университет (1982)
Решетчатые оболочки Bend Timber | Параметрический дом
Определение формы и структурный анализ активно изгибаемых деревянных решетчатых оболочек
Б. Д’Амико, А. Кермани, Х. Чжан
Центр деревообработки (CTE), Школа инженерии и архитектуры Окружающая среда, Эдинбургский университет Напье, Эдинбург, Великобритания
Сетчатые оболочки представляют собой эффективные структурные системы, покрывающие большие открытые пространства с относительно небольшим количеством материалов. Кроме того, методы постформинга позволяют реализовать геометрически сложные (свободной формы) формы с помощью стандартных систем соединения.
Кроме того, методы постформинга позволяют реализовать геометрически сложные (свободной формы) формы с помощью стандартных систем соединения.
Однако из-за сложности процесса анализа и проектирования они редко используются при проектировании строительства.
В этой статье представлена «упрощающая» числовая структура, в которой для заданной непрерывной эталонной формы находится геометрически подобная дискретная модель путем реализации формулировки с шестью степенями свободы метода динамической релаксации для обработки изгиба элементов. и жесткость на кручение.
Введен алгоритм раскроя по сетке, а также методы численного моделирования техники двухслойной конструкции и новой (одноузловой) модели цилиндрического соединения.
Методы тщательно протестированы и проверены на различных конструкциях, от «простых» случаев с одним стержнем до более сложных, активно изогнутых каркасов с сетчатой оболочкой.
Решетчато-оболочечные конструкции произвольной формы могут быть образованы путем соединения коротких прямых балочных элементов вместе в узлы, таким образом преобразуя криволинейную непрерывную поверхность в граненую оболочку.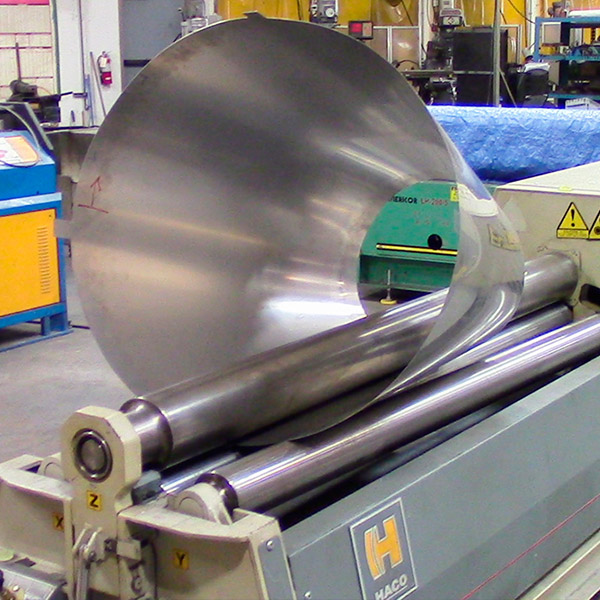
С геометрической точки зрения, описанный процесс имеет дело со сложными системами соединений: каждый элемент сходится к узлу сетки под другим углом, поэтому нестандартные соединения (и процесс автоматизированного производства) становятся неизбежными.
«Низкотехнологичный» метод возведения конструкций произвольной формы с использованием стандартных (болтовых/винтовых) систем соединения заключается в сгибании изначально плоских эластичных стержней, таких как доски/рейки из цельного дерева, для формирования реальных непрерывных кривых.
Для деревянных решетчатых оболочек, изготовленных из непрерывных гнутых элементов, можно определить две подкатегории, различающиеся по геометрическим параметрам, назначенным для создания сетки на поверхности: ) доски, составляющие ребро, будут подвергаться только кручению и изгибу вокруг слабой оси, увеличивая «допустимую» ширину поперечного сечения доски.
Эта техника использовалась при строительстве павильона Hannover Expo.
Всего комментариев: 0