Кинематика 3д принтера: Разновидности кинематик FDM 3D-принтеров | ВИКИ
Содержание
Кинематика 3д принтеров: какие виды самые лучшие
Кинематика 3D-принтеров – какое устройство выбрать?
Качество печати 3D-принтера и принцип его работы зависят от нескольких факторов. Один из важных показателей – кинематика. В этой статье рассмотрены ее основные виды и их особенности.
- Что такое кинематика 3D-принтеров?
- Виды и типы кинематики
Что такое кинематика 3D-принтеров?
Каждый 3D-принтер имеет свою кинематическую схему работы. Модели оснащены платформой и экструдером. Эти детали двигаются в определенном направлении относительно друг друга. Кинематика в таком устройстве означает схему, по которой передвигаются экструдер и платформа.
Виды и типы
Видов кинематики 3D-принтеров насчитывают пять. От их особенностей зависит принцип функционирования устройства и способ обработки заготовки.
Картезианские 3D-принтеры
Самые распространенные – 3D-принтеры с картезианской кинематикой. Они основаны на декартовой системе координат, работают осях X, Y и Z. По ним задаются координаты, по которым печатающая головка меняет положение относительно платформы. У печатающей головки есть ограничения относительно движения по трем осям.
Они основаны на декартовой системе координат, работают осях X, Y и Z. По ним задаются координаты, по которым печатающая головка меняет положение относительно платформы. У печатающей головки есть ограничения относительно движения по трем осям.
- Экструдер направляется в высоту, когда платформа двигается по горизонтальным осям X или Y.
- Платформа движется вверх по оси Z, экструдер в этот момент может передвигаться по горизонтальным направлениям.
- Платформа перемещается по одной из осей в высоту, экструдер поднимается по другой оси.
- Платформа статична и не двигается, экструдер передвигается по всем трем осям.
- Экcтрудер проходит по координатам в высоту, а платформа осуществляет движение по осям X и Y.
Самыми распространенными вариантами во время функционирования являются первый и второй.
Картезианская кинематика отличается рядом преимуществ.
- Это простая схема движения, она подходит для любительской печати. На ее основе работают многие бюджетные модели.

- Принтер может выпускаться в любых габаритных параметрах, при необходимости он модернизируется.
- Расходные материалы представлены в свободном доступе. Пользователям предлагают большое количество материалов и расцветок.
- Принтеры могут поставляться в разобранном виде. Такая особенность позволяет новичкам в мире 3D-печати разобраться в принципе работы механизма.
- Устройства, работающие на основе картезианской системы, подходят для массового выпуска деталей. Они предназначены для создания заготовок разных размеров.
Из недостатков принтеров, построенных по принципу трех систем координат, выделяют два фактора:
- модели громоздкие, после сборки они занимают много места на рабочем столе;
- невысокая скорость печати.
Принтеры на основе картезианской кинематики подходят для любительской печати. Они помогают новичкам разобраться в процессе работы и научиться создавать модели.
Пример печати на устройстве с картезианской кинематикой.
Разновидности картезианской кинематики CoreXY и H-Bot
В CoreXY есть два подающих ремня, а в H-Bot установлен только один, но длинный – это основное отличие двух разновидностей. Общая черта в этих устройствах на основе картезианской кинематики заключается в том, что платформа движется только по оси Z. Горизонтальные оси X и Y перемещаются при помощи пары двигателей, закрепленных на раме.
За движение по горизонтальным осям отвечают два двигателя, по вертикальным – один. Такая кинематика распространена не только в любительских принтерах, но и профессиональных.
3D-принтеры, работающие на основе CoreXY и H-Bot, обходятся дороже, чем обычные модели на картезианской кинематике. Для производства их корпусов используют металлический сплав или композитные материалы. Рельсовые направляющие раскрывают потенциал качественной печати. Такая кинематика позволяет достигать хорошей детализации при быстрой печати.
з преимуществ CoreXY и H-Bot выделяют:
- высокую скорость печати;
- качественную детализацию моделей;
- профессиональный класс использования.

Но не обошлось без недостатков:
- H-Bot не реализуют на стальных валах;
- нужно постоянно следить за натяжением ремня, чтобы не возник люфт;
- высокая стоимость приборов;
- ремни могут быстро изнашиваться, если в процессе работы будут тереться о соседние предметы, этот фактор нужно учитывать во время эксплуатации;
- шкивы, по которым двигаются ремни, должны быть расположены строго перпендикулярно друг другу.
Принтеры, работающие на картезианской кинематике, получили широкое распространение в разных производственных сферах. Они отличаются высокой детализацией печати, прочным металлическим корпусом, качественными комплектующими.
Справка! Картезианская кинематика позволяет создавать детализованные объекты с высокой скоростью.
Дельта-принтеры
Принтеры, работающие на кинематике типа «Дельта», отличаются от своих конкурентов по ряду особенностей. Стол остается неподвижным, а для перемещения печатающей головки используются сразу три установленных оси. В таких устройствах нет деления на ось X, Y и Z. Чтобы переместить каретку вбок, нужно опустить одну ось, а оставшиеся приподнять.
В таких устройствах нет деления на ось X, Y и Z. Чтобы переместить каретку вбок, нужно опустить одну ось, а оставшиеся приподнять.
Справка! В сфере производства 3D-принтеров кинематика «Дельта» пока не нашла широкого распространения. Это перспективное направление, которое пока развивают разработчики.
Уже существующие дельта-принтеры отличаются следующими преимуществами.
- Небольшие габариты. Устройства не занимают много места на рабочем столе, они высокие, но не широкие.
- Высокая скорость печати. Модели могут обрабатывать 300–400 мм/с.
- Новый подход к изготовлению заготовок. Оборудование печатает не по такой технологии, как картезианское. За процессом обработки модели интересно наблюдать.
У дельт есть и несколько минусов.
- Сложность калибровки. На печатной поверхности образуется линза, из-за которой невозможно полноценно откалибровать процесс печати. Этот основной фактор, замедляющий массовое внедрение кинематики.

- Невысокая точность. Высокая скорость печати заставляет жертвовать точностью. Все оси выполняют мелкие передвижения, возникают погрешности.
- Требования к вычислительной мощности. Дельты оснащены 32-битными платами, из-за чего они не поддерживают взаимодействия с 8-битными системами.
- Рама должна быть жесткой. Это нужно для избегания люфтов, отклонений и искривлений.
- Не все экструдеры подойдут. У дельт есть ограничения по весу, поэтому использовать экструдеры типа Direct запрещено.
Точность печати остается высокой.
На дельтах можно выстраивать качественные вертикальные модели даже с большими габаритами. На корпусе нет выступающих деталей, что позволяет самостоятельно увеличить его жесткость.
Полярные
Полярная кинематическая схема представлена только у одной фирмы – Polar. Суть такой технологии заключается в том, что в ней нет позиционирования по осям X, Y и Z. Положение экструдера задается показателем угла и радиуса. Платформа у полярных 3D-принтеров отличается круглой формой, она движется только по горизонтальной оси и только вращается по кругу.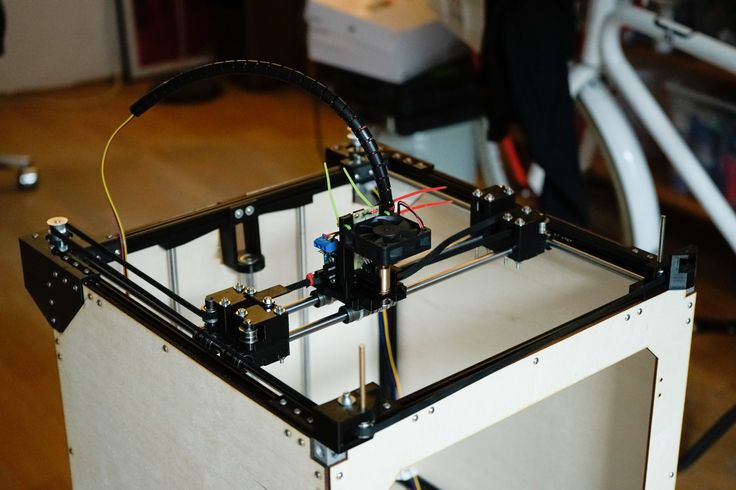 Экструдер перемещается вверх и вниз.
Экструдер перемещается вверх и вниз.
Из преимуществ 3D-принтеров на полярной кинематике выделяют:
- возможность создавать крупные объекты;
- высокую энергоэффективность;
- экономию материалов;
- небольшие габариты.
Но есть и недостатки:
- низкая точность печати, над которой начали работы представители фирмы Polar;
- платформа в процессе работы не прогревается;
- ограничения относительно работы с материалами – нельзя обрабатывать пластик ABS.
Полярные принтеры уступают по точности печати картезианским и дельтовым. Такие модели производитель рекомендует использовать в образовательных целях, для профессиональной печати они пока не подходят.
Пример печати показывает, что точности добиться не удается. Все черты смазаны, фигурке не хватает резкости и четкости.
C роботизированными манипуляторами
Принтеры с роботизированными манипуляторами – это конструкция с механически программируемым манипулятором-захватом экструдером. Это многофункциональный робот: он может проводить сварочные работы, покраску, фрезерование и т. д.
Это многофункциональный робот: он может проводить сварочные работы, покраску, фрезерование и т. д.
Экструдер может перемещаться в разных направлениях: послойно, по сложным траекториям в трех измерениях, под разными углами. Благодаря такому набору функций удается создавать сложные конструкции.
Из основных преимуществ выделяют:
- универсальность: прибор может осуществлять несколько видов задач при замене экструдера;
- подходят для выполнения промышленных задач: можно печатать крупные объекты практически без ограничений по габаритам.
Но есть и недостатки:
- невысокая точность: такое оборудование уступает картезианской кинематике;
- крупные размеры: устройства занимают много места на рабочей поверхности.
Для профессиональной 3D-печати такие модели не подойдут. Их можно рассматривать как объект для хобби или инструмент для него. В промышленных целях такие приборы работают только в случае, когда высокая точность выполнения деталей неважна.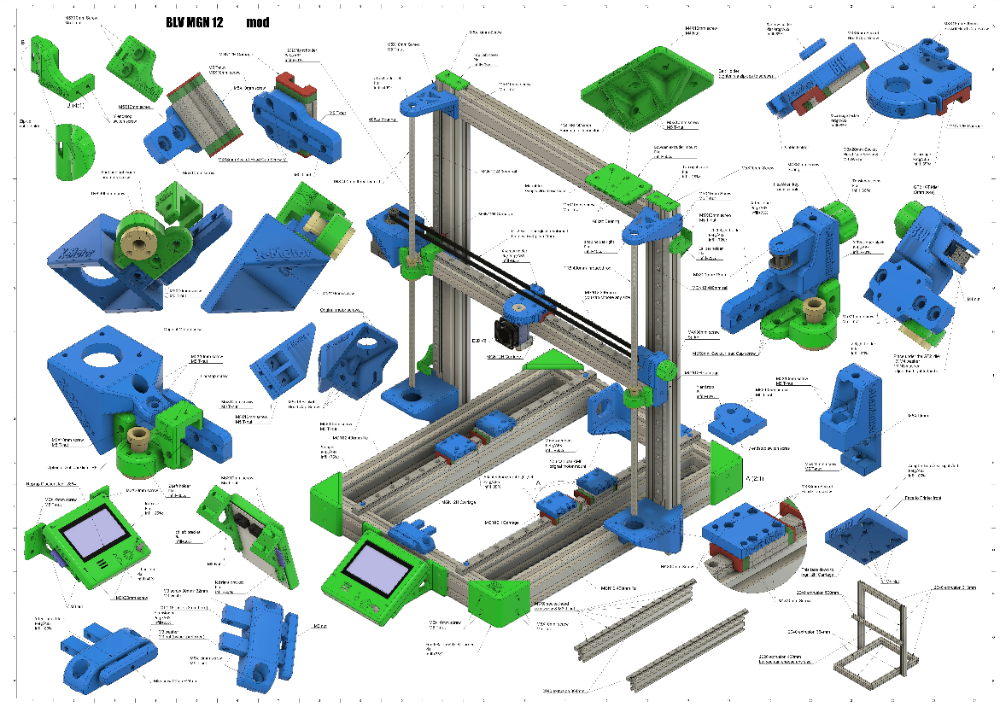
SCARA
SCARA (Selective Compliance Articulated Robot Arm) – это кинематика, которая основана на вращении платформы по горизонтали. Движение достигается за счет сочленения рычажного механизма.
Такие приборы обладают высокой точностью и повторяемостью, при работе издают минимум шума и вибраций. SCARA по детализации обработки превзошли и картезианские модели: разница еще и в том, что первые работают ощутимо быстрее.
Из преимуществ такой кинематики:
- точность печати;
- высокая скорость обработки заготовки;
- небольшие габариты и масса.
Но есть и недостатки:
- ограничения по жесткости в зоне осей X и Y;
- высокая стоимость;
- не самая широкая сфера использования.
Приборы на основе кинематики SCARA – это устройства, которые совмещают в себе функции принтера с трехмерной технологией и манипулятора. Действия устройства программируются через программное обеспечение или установленное мобильное приложение.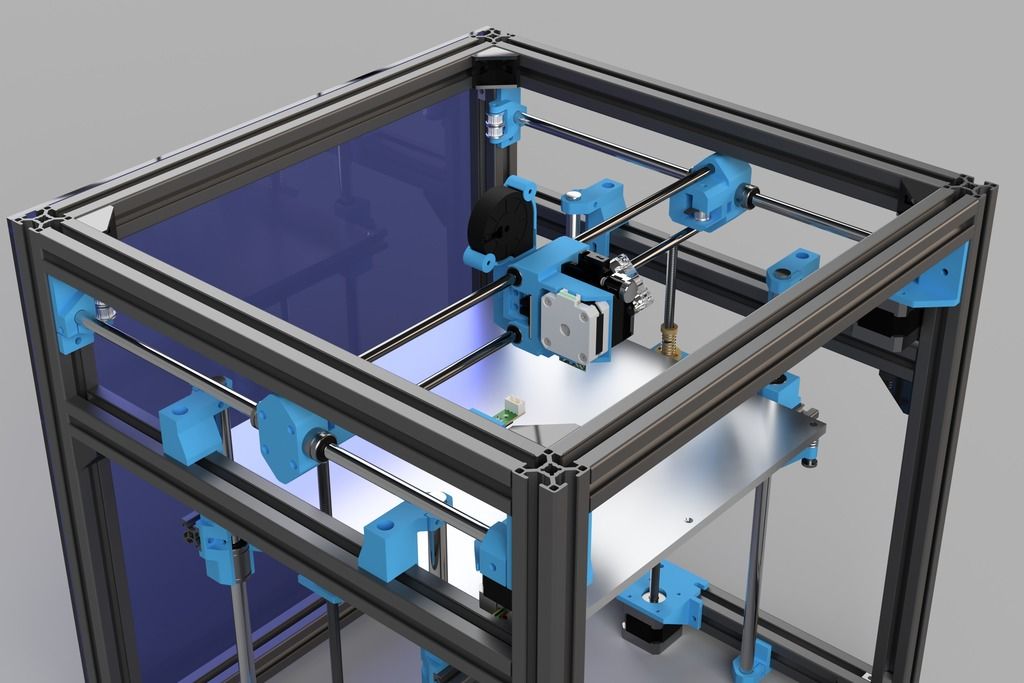
Выбор кинематики 3D-принтеров зависит от требований к технике и сфере использования.
- Самыми распространенными вариантами остаются модели на картезианской кинематике. Они совмещают высокую точность, хорошую скорость работы, небольшие габариты. Их можно использовать для любительской трехмерной печати. Они работают в декартовой системе координат, платформа и экструдер движутся по осям X, Y, Z.
- CoreXY и H-Bot – разновидности картезианской кинематики. Они отличаются повышенной детализацией заготовок, подходят для профессионального использования. Их недостаток – сложность в процессе эксплуатации. Пользователю необходимо постоянно следить, чтобы ремни не соприкасались с посторонними предметами и были хорошо натянутыми.
- Дельта-принтеры – нераспространенные модели, чьим уязвимым местом является точность печати. В процессе работы с прибором возникают проблемы с калибровкой, а также с выбором экструдера.
- Полярные принтеры выпускает только одна компания – Polar.
 Эти устройства не могут обеспечить высокую точность заготовки, поэтому их используют только в образовательных целях. Во время работы не прогревается платформа, что ограничивает выбор материлов.
Эти устройства не могут обеспечить высокую точность заготовки, поэтому их используют только в образовательных целях. Во время работы не прогревается платформа, что ограничивает выбор материлов. - 3D-принтеры с роботизированными манипуляторами – универсальные устройства, которые используются не только для изготовления моделей. Такие приборы могут фрезеровать, сваривать, покрывать краской. Техника по точности уступает картезианским разновидностям.
- SCARA – одна из современных кинематик, которую можно использовать не во всех сферах. Она отличается высокой точностью и хорошей скоростью печати, ее можно использовать в качестве профессионального прибора. Основной недостаток SCARA – высокая цена.
- 17 февраля 2020
- 10297
Получите консультацию специалиста
3D печать для самых новеньких. От А до Я. Кинематика.
В данной статье мы разберемся, что такое 3D печать и какая бывает кинематика 3D принтеров.
1. 3D печать. Какая она на вкус?
Технологий печати существует большое множество, от FDM (FFF), по которой печатает больше 90% принтеров на данном портале, до SLA/DLP/LCD (с фотополимерами) и SLS/SLM (спекание порошка с помощью мощных лазеров)
Нас на начальном этапе интересует FDM — послойное наплавление расплавленного прутка. На картинке ниже изображен хотенд (Hot end) — та часть экструдера 3D принтера, где происходит расплавление прутка.
Пластиковый пруток подается через тефлоновую трубку и радиатор в термобарьер, и через него в нагревательный блок. Там плавится и выходит через сопло. Сопло имеет определенный диаметр, который маркируется на нем.
Часто его делают из латуни, так как материал недорогой,легко обрабатывается. От сопла зависит точность печати. Чем меньше сопло, тем больше ниточек укладывается в один мм.
Нагреватель и терморезистор образуют обратную связь для контроля и регулировки температуры. То есть подача напряжения на нагреватель зависит от того какую температуру показывает терморезистор, а процессор сравнивает ее с заданной.
То есть подача напряжения на нагреватель зависит от того какую температуру показывает терморезистор, а процессор сравнивает ее с заданной.
Далее видим нагревательный блок. В него с одной стороны вкручивается сопло, а с другой — термобарьер.
Термобарьер служит для того,что бы минимизировать нагрев пластика выше термоблока.
[IMG]http://3d-makers.nethouse.ru/static/img/0000/0002/6151/26151635.2ofdbr37y8.W665.jpg[/IMG]
Наиболее часто выполняется из нержавеющей стали. У нее теплопроводность ниже, чем у обычной,нелегированной стали. Для предотвращения плавления прутка выше термоблока сверху на термобарьер накручивается радиатор и обдувается кулером. Все достаточно просто.
Очень часто возникает протечка расплавленного пластика через резьбу.
Это означает, что сопло не поджало термобарьер в нагревательном блоке. Поэтому при разборке и сборке хотэнда вкручиваем сначала термобарьер в нагревательный блок, а потом поджимаем соплом. Если у вас при закручивании сопла остается зазор между торцем сопла и нагревательным блоком, то это нормально, зазор для того, что бы поджать соплом термобарьер.
Если у вас при закручивании сопла остается зазор между торцем сопла и нагревательным блоком, то это нормально, зазор для того, что бы поджать соплом термобарьер.
Для того, чтобы подать пруток в нужное время и в нужном месте необходим фидер (feeder), то есть устройство подачи прутка.
Иногда его выполняют совмещенным с хотэндом, и тогда такой тип экструдера (это все вместе хотэнд+фидер) называют директом (direct), то есть подача прямая, без трубок.
Та же фидер делают отдельно, а подачу прутка осуществляют через фторопластовую трубку. Называют такую систему — боуден (bowden).
Это делается для того, чтобы облегчить движущуюся часть. По части положительных моментов и недостатков — у каждой конструкции они,несомненно, есть.
Директ экструдер:
1. Достоинства:
а) Более надежный за счет меньшего числа соединений для подачи пластика;
б) Менее придирчив к материалам, которыми печатает, в частности резиной на основе каучуков проблематично печатать на боуден экструдерах;
2. Недостатки:
Недостатки:
а) Большой вес, за счет этого при ускорениях/замедлениях можно наблюдать небольшую рябь на поверхности детали;
б) Габариты. Они очень сильно влияют на область построения. Скажем, как на картинке выше, директ с 4 цветами был бы очень громадным. А для боудена это в самый раз.
Боуден экструдер:
1. Достоинства:
а) Вынесенный мотор снижает вес движущихся частей принтера, а их меньшая инерционность не влияет на поверхность модели;
б) Катушка не дергается вслед за моделью, а то при запутывании витков катушки с директом получим пропуск шагов, так как каретка будет тянуть за собой катушку.
2. Недостатки:
а) Настройки ретракта (вытягивание прутка обратно при холостых перемещениях, что бы расплавленный пластик, расширяясь не сочился из сопла) сложнее, так как пруток меньше внутреннего диаметра трубки, он имеет свойство тянуться;
б) Сложнее, чем на директе, выбрать все зазоры, чтобы печатать различными гибкими пластиками. Все, кто говорит,что на боудене печать невозможна гибкими пластиками — нагло врут. Я печатаю. И вполне успешно.
Все, кто говорит,что на боудене печать невозможна гибкими пластиками — нагло врут. Я печатаю. И вполне успешно.
Теперь переходим непосредственно к механике и ее калибровке.
Часть 2. Механика. Что, как и чем дергает?
Существует весьма ограниченное число кинематических схем, под которые написана прошивка, и которые вполне сносно отрабатывают перемещения.
Рассмотрим все, от самых распространенных:
1. Конструкция и кинематика от Джозефа Прюши ( не надо читать Прусся,Праша и прочее, это имя человека, в конце концов).
Перемещение вдоль каждой из осей обеспечивается своим независимым мотором. Перемещение по оси Z (вверх-вниз) обеспечивается с помощью 2 моторов и с помощью кинематической пары винт-гайка. Часто используются шпильки М5, в последнее время все чаще ставят винты с трапециеидальной резьбой.
Вот винт с трапециеидальной резьбой. Как шпильки с метрической резьбой выглядят прикладывать не буду.
Единственное, что объясню относительно перемещения по шпилькам и трапециям — для производства трапеций берут калиброванный пруток и прокатывают между роликов, находящихся под углом. Получаются винтовые канавки. Такой метод, априори, дает лучшее качество и точность шага, нежели у строительных шпилек по далеко не самому высокому квалитету.
Для подключения одновременно 2 двигателей на одну ось (и на 1 разъем) применяется следующая схема.
Соединение последовательное, 2 провода запаиваются, а оставшиеся обжимаются. На цвета можно не обращать внимания, главное, что бы обмотки звонились. А и В это обмотки, а 1 и 2 — выводы.
Плюсы данной кинематики:
1) Независимое перемещение каждой из осей. Легко поймать понять какая ось пропускает шаги. Кинематика перекочевала в принтеры от фрезерных ЧПУ, поэтому многие производители делают на ней настольные фрезерные станки, вместо экструдера предлагают установить лазер для гравировок или резки, шпиндель для фрезеровки плат, экструдер для шоколада или даже теста, что б печь блины.
Кинематика перекочевала в принтеры от фрезерных ЧПУ, поэтому многие производители делают на ней настольные фрезерные станки, вместо экструдера предлагают установить лазер для гравировок или резки, шпиндель для фрезеровки плат, экструдер для шоколада или даже теста, что б печь блины.
На фото выше — принтер ZMorph. Он может использоваться и как принтер (с одним или двумя экструдерами), как гравировщик (установка Dremel), лазером для гравировок и так далее. Небольшое презентацонное видео.
Фрезерный станок на этой кинематике. Замечу, что для фрезеровки необходимо использовать для перемещения пару винт-гайка,а не ремни, они не предназначены для таких нагрузок.
Принтеры для печати шоколадом и для выпечки блинов по вашему эскизу. Стоит заметить, что шоколадки типа Аленка или Бабаевские использовать не рекомендуется, так как они уже имеют в своем составе какао-масло и при переработке (расплавка и затвердевание) результат непредсказуем. Необходимо использовать шоколад в галлетах, например бельгийский Callebaut, так как в нем нет какао-масла, и для окончательной заливки его нужно добавить. Для такого типа шоколада на каждой пачке есть график его кристализации. Масло желательно брать в порошке. Для более подробной информации рекомендую погуглить про темперирование шоколада.
Необходимо использовать шоколад в галлетах, например бельгийский Callebaut, так как в нем нет какао-масла, и для окончательной заливки его нужно добавить. Для такого типа шоколада на каждой пачке есть график его кристализации. Масло желательно брать в порошке. Для более подробной информации рекомендую погуглить про темперирование шоколада.
2) Кинематика проста как два пальца. Ее очень просто собрать. Многие даже собирают на старых DVD дисководах.
3) Легко изменяется под свои нужды, размер экструдера тоже имеет небольшое значение, так как он выступает вперед и не мешает движению остальных частей. Многие ставят второй экструдер, или делают сопла качающимися, что бы сопли одного экструдера не оставались на детали, при печати вторым соплом.
Поэтому для данной кинематики существует огромное число вариаций экструдера, на любой вкус, на очень известном сайте.
Недостатки данной кинематики:
1) Сложная калибровка. Да, поскольку стол ‘дрыгается’ печатать сложновато качественно, ибо деталь+стол при резкой смене направления перемещения по инерции стремяться ехать дальше. Получаются некрасивые артефакты печати. И для качественной печати нужна небольшая скорость. А вообще, все зависит от рамы. У меня первым принтером была китайская прюша. С акриловой рамой.
Да, поскольку стол ‘дрыгается’ печатать сложновато качественно, ибо деталь+стол при резкой смене направления перемещения по инерции стремяться ехать дальше. Получаются некрасивые артефакты печати. И для качественной печати нужна небольшая скорость. А вообще, все зависит от рамы. У меня первым принтером была китайская прюша. С акриловой рамой.
А акрил не очень-то жесткий. А как известно, жесткость принтера как и ЧПУ — самое важное. И печатать можно было более или менее качественно на скоростях 40-50 мм/с. Далее я его пересадил на стальную раму от МЗТО.
И после этого без потери качества печати смог печатать на скоростях до 100 мм/с.
2) Деламинация. Из-за открытого корпуса и постоянно перемещающейся платформы горячий воздух, можно сказать, постоянно сдувается, а охлаждая излишне деталь сквозняками мы увеличиваем и без того большую усадку нейлонов,абс и прочих капризных пластиков. Кто-то шьет шубу для принтера из ткани, а кто-то довольствуется и коробками.
Но цель, как всегда, одна и та же — уменьшить влияние сквозняков на усадку детали.
Основные моменты правильной калибровки принтеров с данной кинематикой:
1) Установить принтер на ровную поверхность. Желательно горизонтальную. Для этого необходим пузырьковый уровень. Далее устанавливаем по уровню положение оси X.
2) Переводим в домашнее положение. Делается либо в меню принтера командой Home/Домой, если печатаете с компьютера, то или командой G28 в строку команд, или специальными кнопками с иконкой домика.
Далее подкручиваем винт стола так, что бы сопло касалось стекла. Не давило на стекло, а касалось. Смотрим на просвет и крутим. После этого перемещаем экструдер к другому углу стрелками в +Х, +Y с ПК, или через меню
Точно так же крутим винтик до соприкосновения с соплом. И повторяем операцию для остальных точек.
Постараюсь избавить вас от ошибок. На фото принтера выше стекло на столе крепится аж 8 зажимами. И вполне возможно, что по центру будет горб. Чтобы избежать подобных проблем стекло стоит закреплять 3 зажимами. Плоскость строится, как известно из начертательной геометрии, по 3 точкам. И калибровка будет проще в этом случае. Просто подкручиваем винт над концевиком по Z.
На фото принтера выше стекло на столе крепится аж 8 зажимами. И вполне возможно, что по центру будет горб. Чтобы избежать подобных проблем стекло стоит закреплять 3 зажимами. Плоскость строится, как известно из начертательной геометрии, по 3 точкам. И калибровка будет проще в этом случае. Просто подкручиваем винт над концевиком по Z.
Чтобы сопло касалось стекла посередине той стороны, на которой стоит 1 зажим. Дальше перегоняем хотенд в угол где еще один зажим, подкручиваем винт стола, и повторяем операцию с другим углом.
Касательно вобблинга.
Всякие антивобблинговые системы вроде установки продшипника в верхнюю опору не работают.
Просто потому, что поставить идеально параллельно и в одной плоскости 4 далеко не идеально ровных циллиндра — задача нереальная. Особенно на хлипкой акриловой раме с печатными деталями. Поэтому, если принять за константу прямизну валов, и выставить их параллельно на раме (чисто гипотетически), а винты освободить (снизу муфта для крепления к мотору) и гайки для крепления оси Х. Винты за счет своей кривизны будут вертеться как миксер, но на печать это не будет влиять.
Винты за счет своей кривизны будут вертеться как миксер, но на печать это не будет влиять.
Иначе конструкция будет работать на то, кто же окажется сильнее на сопротивление изгибу. И будет получаться далеко не ровная стенка. Оно вам надо?
2. Конструкция по типу кинематики принтеров компании Felix printers.
Таких принтеров много, такие делает МЗТО (mz3d.ru), уже упомянутые Felix. По сути кинематика та же, что и у Prusa. Независимые друг от друга оси. Только теперь стол ездит не вдоль одной оси, а сразу вдоль целых двух. Вдоль оси Z, и по оси Y.
Конструкция стола примерно такая.
На валах по Z ездит платформа. Сзади висит двигатель. По рельсам при помощи ремня передвигается стол. Хотенд передвигается только вдоль одной оси. Конструкция весьма забавна, так как стол весит куда больше хотенда, а его пытаются перемещать по 2 осям сразу.
Плюсы данной кинематики:
1) Отсутствует второй мотор по оси Z. Пресловутого вобблинга нет просто потому, что есть 2 вала и 1 винт. Винт, так же не стоит закреплять сверху. Если это не ШВП.
Пресловутого вобблинга нет просто потому, что есть 2 вала и 1 винт. Винт, так же не стоит закреплять сверху. Если это не ШВП.
ШВП это отдельная тема. Если брать качественную ШВП, скажем, от тех же Hiwin, то она изготавливается как минимум по 7 классу точности (если катанная, а если шлифованная, то класс еще выше) и устанавливаться должны в подшипниковых опорах. Со стороны привода — 2 радиально-упорных подшипника back-to-back,а с другого конца — радиальный со свободной посадкой для компенсаци теплового расширения.
Цель установки ШВП — обеспечение точности перемещения. Если же ее устанавливать неправильно — деньги на ветер, и точность будет не выше пары винт-гайка с трапециеидальной резьбой. Для FDM c лихвой хватит точности трапеций.
2) Много места для установки директ-экструдера. Как и в предыдущей кинематике есть простор для творчества, подбирать тот самый, единственный и неповторимый экструдер, который вам по душе.
3) Жесткая рама. Есть возможность сделать нормальную раму. Жесткую,прочную. Да хоть чугуниевую. Ребята из Феликса решили не забивать голову и лепят из алюминиевого профиля. МЗТО пошли дальше, погнули стальной лист. А полку под установку стола отфрезеровали из листа алюминия.
Есть возможность сделать нормальную раму. Жесткую,прочную. Да хоть чугуниевую. Ребята из Феликса решили не забивать голову и лепят из алюминиевого профиля. МЗТО пошли дальше, погнули стальной лист. А полку под установку стола отфрезеровали из листа алюминия.
4) Если брать конструкцию Феликса на профиле, то с помощью замены пары кусков профиля и винта по Z можно увеличить область печати.
Только обязательно добавить жесткости. А то получится как это чудо конструкторской мысли. Большое, бессмысленное и беспощадное.
Недостатки кинематики:
1) Несомненно, большие дергающиеся массы. Стол вперед-назад,а если включить движение по Z при холостых перемещениях (Z-hope), то будет дискотека.
2) Нет возможности сделать ему нормальную термокамеру. Стол двигается вперед-назад и градиент температуры просто сдувается. Отсюда проблемы при печати нейлонами или ABS. Небольшие сквознячки в комнате с легкостью покажут вам где раки зимуют как усаживается материал.
Калибровка стола данного принтера аналогична калибровке стола у Prusa, только несколько проще. Проще за счет того, что ось X вам выставлять по уровню не надо, она автоматически выставлена при сборке рамы. Подводим сопло к столу и крутим барашки.
3. Кинематика Ultimaker.
Одна из наиболее распространенных вариаций Cartesian кинематики.
Таких принтеров не очень много, но они есть. Вариация от Zortrax заслуживает внимания. Вариант того же Raise более приближен к классике.
У Zortrax установлены двойные валы, причина проста — на них стоит директ экструдер с полноразмерным двигателем Nema 17. У Raise Dual стоит двойной директ экструдер, поэтому классические 6 мм валы заменены на 8 мм. А общий вес ‘головы’ составляет почти 900 грамм.
Кинематика построена полностью на валах. Они выступают одновременно и как направляющие, и как шкивы. Кинематика так же относится к Cartesian кинематикам с независимым перемещением вдоль каждой оси своим мотором. Очень привередлива к прямоте валов. Если использовать кривые валы можно получить весьма забавные артефакты на стенках моделей. И они будут по всем 3 координатам. Чаще всего это выглядит как разная толщина первого слоя и небольшие волны по стенкам. Поэтому вся соль и высокая цена оригинальных Ultimaker только в качественных комплектующих. А именно в прямых валах. Ремни используются часто кольцевые, что упрощает систему их натяжки, так как важно, чтобы все 4 ремня были одинаково натянуты.
Очень привередлива к прямоте валов. Если использовать кривые валы можно получить весьма забавные артефакты на стенках моделей. И они будут по всем 3 координатам. Чаще всего это выглядит как разная толщина первого слоя и небольшие волны по стенкам. Поэтому вся соль и высокая цена оригинальных Ultimaker только в качественных комплектующих. А именно в прямых валах. Ремни используются часто кольцевые, что упрощает систему их натяжки, так как важно, чтобы все 4 ремня были одинаково натянуты.
Плюсы данной кинематики:
1) Стол движется только вдоль одной оси. Вертикальной. И градиент температур никоим образом от этого не страдает. Стол консольный, поэтому желательно предусмотреть ребра жесткости или учесть это толщиной стола.
Отгиб металла на столе работает как ребро жесткости.
Многие китайские клоны комплектуются такими вот ребрами жесткости для стола.
2) При всей кажущейся сложности кинематической схемы она проста и каждая ось перемещается с помощью своего же мотора.
3) Корпус закрытый, что защищает от сквозняков, и следовательно деламинации. Некоторые для пущего эффекта ставят акриловую дверцу.
Минусы кинематики:
1) Для хорошей печати мало купить пачку ровных валов. Собрать все эти валы правильно воедино та еще задачка. Заодно и купить хорошие подшипники. Не то, китайское барахло, что чаще втюхивают на али, а нормальные подшипники. Если подшипники, что ставят в корпус будут плохо вращаться — печать будет рывками и со сдвигом слоев. Последствия можно спросить у Вани (Plastmaska). Так же, покупая леопардовые втулки латунные подшипники с графитовыми вставками будьте готовы к тому, что они будут люфтить. А если будет люфт — вся конструкция будет стучать.
А так же, китаезы любят вместо бронзы впихивать латунь. А при равномерном износе латуни и графита на валах будет будет маслянистая липкая черная пленка, из-за чего перемещения будут происходить тяжелее. Хорошие втулки предлагает Илья ( tiger). Он же и писал про эти сложности.
Он же и писал про эти сложности.
2) Необходимо выставить правильно все параллели валов. Предлагаю воспользоваться таким девайсом.
4 вала, что идут вдоль стенок корпуса автоматически встают правильно, а вот крестовину важно выставить правильно, что бы получить углы 90 градусов в плоскости XY.
3) Конструкция не предусматривает увеличение области печати с помощью пары кусоков профиля, поэтому размеры хотенда имеют значение. Директ сложновато поставить, но можно при желании.
Калибровка стола проще некуда. Стол часто на 3 точках крепления. Перемещаем хотенд по 3 точкам и крутим барашки.
4. Кинематика, используемая фирмой Makerbot.
Так же, весьма широко распространена. В частности принтеры компании Makerbot, BQ, BCN3D ,Magnum, клон магнума — Zenit и вполне сносные реплики makerbot — Flashforge и Hori работают на данной кинематической схеме.
В данном случае мы имеем независимое движение каждой из осей, с Z столом и всеми вытекающими из этого сторонами.
Основной недостаток заключается в том, что на катающейся балке с одной стороны висит двигатель, создавая эдакий дисбаланс. Этот недостаток компенсировали в двухэкструдерном варианте — BCN3D Sigma. Там у каждой bowden-головы для перемещения вдоль балки есть свой двигатель. И они установлены по краям балки и уравновешивают друг друга. Для равномерного перемещения каждого из краев балки применяется 2 вала, шкивы и ремни. Ремни необходимо натягивать одинаково.
Достоинства кинематики:
1) Независимое перемещение каждой из осей.
2) Движущийся по Z стол. Градиент температур не страдает ‘сдуванием’.
3) Закрытый корпус. Если не закрытый, то есть вполне нормальный с точки зрения эстетики шанс закрыть его.
4) Масштабируемость кинематики возможна. Различные BigREP и иже с ними с метровыми областями печати используют именно эту кинематику, так как различные H-bot/CoreXY будут адово звенеть по причине наличия 4-5 метровых ремней и их растяжения во время ускорений.
Недостатки кинематики:
1) Неуравновешенные массы на движущейся балке, отсюда максимальная скорость печати, с приемлемым качеством не больше 60-80 мм/с. Некоторые умудряются их уравновесить и это не столь заметно.
2) Громоздкие конструкции на валах, дабы избежать дисбалланса при перемещениях.
3) Необходимо следить, чтобы натяжения ремней справа и слева были одинаковы.
4. Кинематика H-bot/CoreXY.
Следующая по распространению. Так же, Cartesian. Два мотора неподвижны, но перемещают каретку по направляющим с помощью одного длинного куска ремня, или с помощью двух, но покороче. Математика сложнее, чем у предыдущих, так как необходимо синхронизировать поворот обоих роторов двигателя. То есть, для перемещения вдоль каждой оси нужно вращать оба мотора, а для перемещения по диагонали — всего 1.
[IMG]http://www.doublejumpelectric.com/projects/core_xy/pics/hbot.svg[/IMG]
По сути математика для вращения моторов одна и та же, а реализация в механике разная.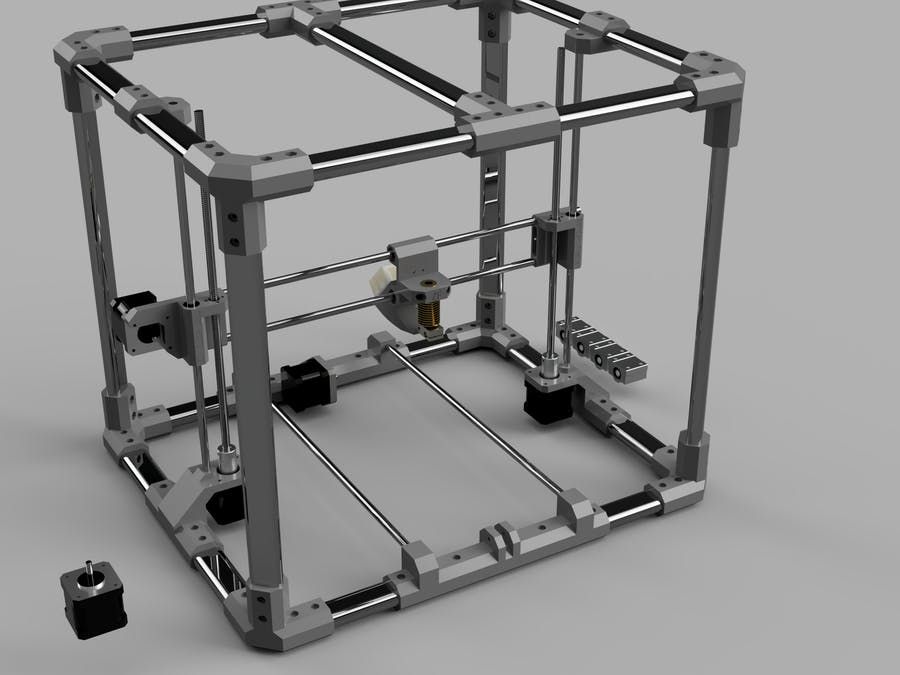 Один из самых больших недостатков H-bot перед CoreXY состоит в том, что при перемещениях ремень стремится повернуть балку.
Один из самых больших недостатков H-bot перед CoreXY состоит в том, что при перемещениях ремень стремится повернуть балку.
На картинке слева это заметно, силы справа и силы слева создают крутящий момент. Поэтому для реализации этой кинематики необходима жесткость кинематической схемы. Чаще всего ее реализуют в рельсах.
С жесткой балкой. Некоторые делают, конечно, на валах, но по итогу — это не фонтан.
А потом понимают это и переезжают на рельсы.
Ибо они и проще в сборке и настройке, и выдумывать каретки, что б хорошо валы закрепить не нужно.
CoreXY, в отличии от H-bot, приводится в движение при помощи двух ремней.
И так, для простоты понимания, опишу положительные и отрицательные стороны каждой вариации этой кинематики.
H-bot.
Достоинства:
1) Ремень необходим всего один, а схема предусматривает его работу без скручиваний.
2) Натягивать один ремень удобнее, чем 2, поэтому в этой схеме нужен всего один нормальный натяжитель.
Можно даже так.
Недостатки:
1) Ремень имеет свойство растягиваться со временем, а так как величина растяжения напрямую зависит от длины, то необходимо следить за его натяжением. Иначе получатся некрасивые волны на поверхности перед остановками.
При слабой натяжке ремня каретка будет иметь такой люфт.
2) Необходимо выставлять ролики строго перпендикулярно плоскости XY, так как при небольшом перекосе ролика ремень будет съедаться об буртики ролика. И мы получим такую вот бяку.
Проверено на своей шкуре и принтере ZAV. Поэтому всегда рекомендую нормально закреплять ролики, а не консольно, дабы избежать изгиба оси ролика от натяжки ремня.
Поэтому всегда рекомендую нормально закреплять ролики, а не консольно, дабы избежать изгиба оси ролика от натяжки ремня.
3) Сложная математика, из-за чего на скоростях выше 100 мм/с могут быть проблемы с нехваткой ресурсов 8 битных плат.
CoreXY.
Достоинства:
1) Два коротких куска ремня. Их проще найти, чем один длинный.
2) Силы уравновешивают балку, а не стремятся ее повернуть, поэтому эту кинематику можно собирать и на валах.
Недостатки:
1) Есть схемы с перекручиванием ремней и перехода ремня с одного уровня на другой — для ремня это не очень приятно. Особенно, когда один ремень трется об другой. На видео этот момент есть.
:{}
2) Сложность нятяжки ремней. Их необходимо натягивать одинаково, иначе силы нятяжки будут стремиться повернуть каретку.
3) Сложность сборки и разработки. Необходимо выдержать вертикальность роликов, относительно горизонтальности площадки для установки моторов и рельс. Небольшой перекос роликов приведет к тому, что ремень будет стремиться съехать по ролику, а если будет упираться в буртик ролика, то будет скрипеть, если буртик большой, а если маленький — то будет пытаться на него заехать, как на фото из описания h-bot.
Общий недостаток кинематики — плохая масштабируемость. То есть ставить такую кинематику для области печати больше 300*300 весьма проблемно просто из-за удлинений ремня при печати. Для небольших принтеров с большой скоростью печати — одна из лучших кинематик.
5. Delta кинематика.
Кинематика основана на движениях дельта-робота.
Только вместо захватов устанавливается хотенд. Имеет свои проблемы с настройкой, но на печать можно залипать очень долго. Редко когда устанавливают директ-экструдеры, так как эффектор (площадка для установки хотенда) часто крепится на магнитах и необходимо максимально разгрузить его. Но для уменьшения длины трубки (а конкретнее, влияния длины трубки на качество печати за счет правильной настройки ретрактов ( вытягивания пластикового прутка назад с целью уменьшения его вытекания от расширения)) на качество печати, экструдер вешают на те же каретки, но на отдельных подвесах. За счет этого уменьшается длина bowden трубки и увеличивается качество печати.
За счет этого уменьшается длина bowden трубки и увеличивается качество печати.
Достоинства:
1) Легко кастомизируется. Для увеличения высоты достаточно прикупить 3 куска профиля подлиннее, и увеличить максимальную высоту в настройках.
2) Занимает мало места. Она чаще высокая, чем громоздкая по длине и ширине, за счет этого компактность.
3) Если сделать легкий эффектор ( каретка, на которой установлен хотенд), то можно добиться больших скоростей без потери качества печати.
4) Перемещение по высоте не отличается от перемещения по XY. Таким образом, нет залипания линейных подшипников на переездах стола, как у Cartesian принтеров, лишних двигателей, катающихся на балке…
5) Отсутствие выступающих частей дает возможность закрыть корпус и придать раме жесткости.
6) Эстетическая часть — на работу дельты интереснее залипать.
Недостатки:
1) Сложная математика перемещений, рекомендуется ставить сразу 32-битные платы.
2) Сложная настройка. Частая проблема в настройке — убрать так называемую ‘линзу’, ведь каждый стержень вращается с радиусом, и при некорректной настройке у вас печатаемая плоскость будет либо выпуклой,либо вогнутой линзой.
3) Сложно и дорого сделать жесткую раму, что бы ее не болтало от постоянных дрыганий кареток.
4) Сложность установки директ-экструдера. Он получается тяжелым, а так как многие дельты делаются на магнитах, то не будет возможности разогнаться. Хотя, есть одно аккуратное и легкое решение — установка готового директ-экструдера с редуктором. Как, например E3D Titan Aero или Bondtech BMG.
5) Проблемы точности изготовления деталей — любые неровности и несоосности будут видны, даже если они на одной оси. И они складываются по осям.
Резюмируя, хотите небольшой принтер (не больше 300*300 мм) с шустрой кинематикой? Тогда вам к Ultimaker или H-bot/CoreXY. Нужен принтер с большой областью печати или с 2 независимыми экструдерами? Тогда к Makerbot. Если печатать вазочки, кальяны и достаточно высокие детали — дельта. Для всего остального есть классика — Prusa. Эксперименты с двойными каретками, шоколадом, гравировками? Да все что угодно. И самое главное — дешево.
Нужен принтер с большой областью печати или с 2 независимыми экструдерами? Тогда к Makerbot. Если печатать вазочки, кальяны и достаточно высокие детали — дельта. Для всего остального есть классика — Prusa. Эксперименты с двойными каретками, шоколадом, гравировками? Да все что угодно. И самое главное — дешево.
Можно даже 4 цвета прикрутить.
Типы кинематики 3D-принтеров
Существуют различные технологии 3D-печати: цифровая обработка света (DLP), стереолитография (SLA), селективное лазерное спекание (SLS), селективное тепловое спекание (SHS) и другие. В этой статье мы расскажем о технологии FFF и поговорим о ее преимуществах и недостатках, а также о 3D-принтерах, которые ее используют.
Введение
Принтеры FFF (изготовление наплавленной нити) также известны как принтеры FDM (моделирование методом наплавления). Эти устройства способны создавать отпечатки, нанося расплавленный пластик на платформу для печати слой за слоем. Принтеры FFF используются как в коммерческих целях, так и в домашних условиях.
Эти устройства способны создавать отпечатки, нанося расплавленный пластик на платформу для печати слой за слоем. Принтеры FFF используются как в коммерческих целях, так и в домашних условиях.
.
Кинематика в 3D-печати
Каждый 3D-принтер использует собственную кинематику, которая управляет движением механических частей: печатных столов и экструдеров. В этой статье мы рассмотрим четыре типа FDM-принтеров: Cartesian, Delta, Polar и 3D-принтеры с роботизированными руками.
Картезианские принтеры являются наиболее распространенными принтерами FFF/FDM на рынке. Технология использует три оси — X, Y, Z (декартова система координат) для определения перемещений механических частей: печатающая головка и станина перемещаются по координатам.
Существует ограниченное количество возможных способов перемещения платформ и печатающих головок:
- Платформа движется горизонтально по одной из осей — X или Y, экструдер движется вертикально по другой оси.

- Платформа перемещается горизонтально (Z), экструдер перемещается двумерно вдоль осей X-Y.
- Платформа движется вертикально и вдоль одной из горизонтальных осей, экструдер движется горизонтально.
- Платформа не двигается, экструдер двигается трехмерно.
- Платформа перемещается по осям XY, экструдер движется вертикально.
Второй самый распространенный — платформа движется вертикально, а экструдер движется в плоскости XY.
Преимущества декартовой кинематики
Декартовы принтеры дают одни из самых стабильных результатов среди устройств FDM. Расходные материалы для FDM дешевы и доступны в различных цветах и материалах. Декартовы 3D-принтеры часто используются в коммерческих целях для печати сувениров, украшений и других вещей, сделанных на заказ.
Декартовы 3D-принтеры популярны и хорошо зарекомендовали себя среди энтузиастов и профессионалов. Существует множество интернет-сообществ с большим количеством информации об их конструкции, принципах работы и способах их создания.
Модели, напечатанные в декартовой системе координат, можно разбирать и использовать для построения более крупных, что позволяет изготавливать объекты любого заданного размера, не ограниченного объемом сборки принтера. Многие 3D-принтеры доступны в виде комплектов. Для новичков и тех, кто не хочет знакомиться со сборкой принтеров, доступны предварительно собранные устройства. Они позволяют начать печать практически сразу из коробки.
Декартова кинематика CoreXY и H-Bot
Эта кинематика часто используется в коммерческих целях. У них нестандартное движение экструдера — он перемещается вертикально.
Источник изображения: https://www.pinterest.com
CoreXY оснащен двумя двигателями, которые управляют двумя ремнями, перемещающими экструдер в плоскости XY.
Источник изображения: smoothieware.org
Кинематика H-Bot аналогична, но использует другую систему ременного привода. К раме, имеющей Н-образную форму, прикреплен только один ремень, отсюда и название кинематики.
К раме, имеющей Н-образную форму, прикреплен только один ремень, отсюда и название кинематики.
Источник изображения: smoothieware.org
Когда оба двигателя вращаются в одном направлении, экструдер движется по оси X, когда они вращаются в разных направлениях, экструдер движется по оси Y. Когда один из двигателей не двигается, экструдер движется по диагонали.
Среди 3D-принтеров с таким дизайном есть Designer X PRO. Принтер имеет очень высокую скорость, так как технология JetSwitch позволяет быстрее печатать двумя материалами (до 5 секунд быстрее в обычном режиме и 250 мс в черновом режиме). Модернизированная печатающая головка с точностью до 1 мкм и платформа нового поколения позволяют печатать модели высокого качества, сравнимые с промышленными товарами. Он имеет функцию печати на двух материалах. Программное обеспечение полностью контролирует процесс печати, что снижает количество ошибок и повышает эффективность.
3D-принтер Picaso 3D Designer X Pro
Максимальная температура экструдера
380°С
Максимальная температура нагреваемого слоя
150°С
Максимальная скорость печати
до 100 см3/ч
Механическое устройство
Декартово-XZ-голова
Размер сопла, мм
0,3 мм
Количество форсунок
2
Объем сборки
200 х 200 х 210 мм
Высота слоя
50 — 250 микрон
Технологии
ФФФ ФДМ
Перейти к продукту
Пример печатной модели:
Источник изображения: top3dshop. com
com
Дельта-принтеры
Дельта-принтеры отличаются от декартовых как внешне, так и по процессу работы. Основное отличие заключается в том, как экструдер перемещается по отношению к печатной платформе.
Источник изображения: https://3dprint.com/
Конструкция DELTA имеет экструдер, который крепится к трем точкам и соединен с неподвижной платформой для печати.
Преимущества и недостатки дельта-принтеров
По сравнению с декартовыми принтерами дельта-кинематика обеспечивает более высокую скорость, но меньшую точность. Причина в том, что для движения экструдера требуется работа всех трех двигателей одновременно, что приводит к ошибкам в координатном позиционировании.
Другие преимущества:
- Маленький размер. Дельта-принтер высокий, но в остальном не требует много места.
- Отсутствие выступающих частей. Пользователь может сделать конструкцию более жесткой и получить ограждение.

- Возможность печати высоких моделей.
Источник изображения: http://rwgresearch.com/
Недостатки:
- Более высокая цена.
- Трудно собрать самостоятельно. У пользователей начального уровня могут возникнуть проблемы с правильной сборкой, поэтому рекомендуется покупать уже собранный принтер.
- Работа с полярными координатами требует менее распространенного программного обеспечения и более дорогих деталей из-за большей вычислительной мощности.
Примеры включают 3D-принтер Tevo Little monster. Его основное использование коммерческое: дизайнерские, рекламные и образовательные цели, но его можно использовать и дома. Он маленький и быстрый. Поддерживаемые материалы: PLA, ABS, гибкий PLA, HIPS, WOOD, PVA, нейлон.
Пример печатной модели:
Источник фото: https://twitter.com/ . Он использует полярные координаты — это означает, что позиционирование определяется радиусом и углом вместо обычно используемых осей XYZ.
Источник изображения: http://www.purdue3dpc.org
Платформа круглая, она вращается и перемещается горизонтально в одном измерении, а экструдер перемещается вверх и вниз. Представьте себе виниловый проигрыватель — печатающая головка похожа на иглу, а платформа — на пластинку. Разница в том, что последний не только вращается, но и движется, а первый ограничен в своем движении.
Преимущества и недостатки конструкции Polar
3D-принтеры с полярным дизайном позволяют создавать большие объекты, занимая меньше места и потребляя меньше энергии. Этим машинам не хватает точности, но производитель, вероятно, сможет решить эту проблему в обозримом будущем.
Источник изображения: https://about.polar3d.com/
Polar 3D — один из таких принтеров. У него нет подогреваемого слоя, что затрудняет использование акрилонитрил-бутадиен-стирола (АБС). Принтер небольшой, эффективный, но имеет низкую точность по сравнению с дельта- и декартовыми 3D-принтерами. Производитель рекомендует использовать устройство в образовательных целях.
Производитель рекомендует использовать устройство в образовательных целях.
Пример печатной модели:
Источник изображения: https://www.tomsguide.com/
3D-принтеры с роботизированными руками вместо экструдера с экструдером
захват. Помимо функций манипуляторов и 3D-принтеров, крупномасштабные промышленные роботы-манипуляторы (есть и малогабаритные) могут выполнять сварку, покраску, фрезерование и множество других функций.
Источник изображения: http://www.dubox.me/
В то время как 3D-печать роботизированными руками в основном используется в промышленных условиях, существуют модели для домашнего использования с широким набором функций.
Dobot Magician Учебная роботизированная рука может многое. Он может рисовать, писать, захватывать и перемещать объекты, выполнять лазерную гравировку и т. д.
Пример:
0009
SCARA (шарнирная рука робота с селективным соответствием) представляет собой кинематический дизайн, основанный на горизонтальном перемещении блока благодаря рычажному механизму.
Устройства, использующие эту кинематику, более компактны, имеют очень высокую точность и лучшую повторяемость, чем могут обеспечить традиционные роботизированные манипуляторы, более низкий уровень шума и вибрации. Роботы SCARA не только более точны, но и быстрее декартовых роботов аналогичного размера и массы.
Но эти устройства дорогие, имеют ограниченную жесткость по осям XY, меньшую площадь сборки и ограниченное перемещение.
Примеры включают Dobot M1. Это небольшой настольный робот, который можно использовать и как 3D-принтер, и как манипулятор. Управляется с помощью программного обеспечения или мобильных приложений. Он имеет различные присоединяемые головки для печати, гравировки, пайки и сборки.
Пример печатной модели:
Источник изображения: https://thegadgetflow.com/ ограничен размером камеры сборки, поскольку у таких машин ее нет. Эти машины меньше, но имеют ту же площадь печати.
Источник изображения: https://spectrum. ieee.org/
ieee.org/
Экструдер не ограничен в своих перемещениях, как в FDM-принтерах, он может двигаться по сложным траекториям по трем осям под разными углами, что упрощает изготовление сложных моделей. Еще одним преимуществом является то, что манипуляторы можно использовать и для других целей, если экструдер заменить другими модулями.
Точность печати не сравнима с декартовыми 3D-принтерами, но благодаря их универсальности и большому размеру такие роботы могут использоваться для 3D-печати в промышленных условиях, где они становятся практически незаменимыми.
Маленькие настольные роботы-манипуляторы хороши как наглядное пособие или инструмент для вашего хобби.
Заключение
Перед покупкой 3D-принтера спросите себя, зачем он вам нужен. Будет ли это для коммерческого использования, вашей работы или хобби? 3D-принтеры FFF/FDM универсальны, поскольку их можно использовать для разных целей. Хотите ли вы узнать о 3D-печати и получить новое хобби, воплотить свои творческие идеи в жизнь или начать бизнес — не имеет значения. Для каждой цели есть подходящий 3D-принтер, но вам нужно не торопиться, выбирая то, что вам действительно нужно.
Для каждой цели есть подходящий 3D-принтер, но вам нужно не торопиться, выбирая то, что вам действительно нужно.
Если вам нужна помощь в приобретении 3D-принтера, отправляйтесь прямо на https://top3dshop.com. Мы поможем вам выбрать лучший станок в соответствии с вашими потребностями.
CoreXY Kinematics — 3D Distributed
Home
SolidCore CoreXY 3D Printer
CoreXY Kinematics
Схема механизма CoreXY
Объяснение кинематики CoreXY?
Механическое устройство кинематики corexy включает в себя уникальное движение двигателя, при котором двигатели X или Y перемещаются вместе или напротив друг друга, чтобы перемещать каретку слева направо, вперед или назад. Если бы вы двигали только один двигатель, вы бы увидели, как печатающая головка движется по диагонали. Если два двигателя будут двигаться друг напротив друга, печатающая головка будет двигаться вдоль оси X. двигаться по оси Y.
Как работает CoreXY?
CoreXY-Kinematics-Explained
Конструкция 3D-принтера CoreXY сильно отличается от большинства распространенных систем движения 3D-принтеров, в которых для каждой оси предусмотрен специальный шаговый двигатель. Система перемещения core-xy предназначена для минимизации крутящего момента при перемещении гентри и каретки.
Система перемещения core-xy предназначена для минимизации крутящего момента при перемещении гентри и каретки.
Параллельная кинематика corexy означает, что двигатели являются самым большим источником инерции в системе и являются стационарными. Это означает быстрое ускорение, поскольку два шаговых двигателя позволяют перемещать обе оси независимо или одновременно. Основным преимуществом конструкции является то, что двигатели остаются в статическом положении.
Кинематика corexy представляет собой сложную систему движения, в которой двигатели X или Y движутся вместе или напротив друг друга, чтобы перемещать каретку слева направо, вперед или назад. Если бы вы двигали только один двигатель, вы бы увидели, как печатающая головка движется по диагонали. Если два двигателя будут двигаться друг напротив друга, печатающая головка будет двигаться вдоль оси X. двигаться по оси Y.
Два двигателя (X и Y)
- Оба двигателя двигаются по часовой стрелке >> Каретка движется влево
- Оба двигателя двигаются против часовой стрелки>> Каретка движется вправо
- Оба двигателя двигаются в противоположных направлениях>> Каретка движется вперед и назад
- Один двигатель движется>> Каретка движется по диагонали
см. больше Исследование механизма CoreXY
больше Исследование механизма CoreXY
Движение двигателя CoreXY
| Движение двигателя | Направление |
|---|---|
| Оба двигателя движутся по часовой стрелке | Перевозка перемещается влево |
| Оба двигателя перемещают против часовой стрелки | Перевозка. |
Диаграмма движения двигателя CoreXY
Чем CoreXY лучше?
За последние несколько лет популярность кинематики CoreXY стала любимицей сообщества. Новые проекты, разработки и разработки с открытым исходным кодом заставили многих заявить, что это лучшая система движения для 3D-печати, но это действительно зависит от пользователя и приложения.
Pros
- Более высокая скорость печати : Стационарные двигатели X и Y уменьшают механический вес и импульс, что дает системе движения механические преимущества по сравнению с другими конфигурациями размещения двигателей.

- Качество : Благодаря уменьшенному весу и импульсу установка также приводит к уменьшению вибраций и повышению повторяемости на более высоких скоростях.
- Механический Оптимизированный : Если двигатели x и y не используются, размер машины по сравнению с фактическим соотношением объема сборки дает вам больше места для печати при меньшей занимаемой площади. В отличие от hbot, каретка corexy не подвержена скручиванию или короблению, когда двигатели x и y вращаются в одном направлении.
Минусы
- Техническое обслуживание : Более длинные ремни x и y вызывают проблемы с натяжением ремня (растяжение ремня). Увеличенное количество натяжных роликов увеличивает объем технического обслуживания.
- Масштабируемость : Проблемы с растяжением и натяжением ремня создают конструктивные ограничения по мере увеличения размера машины.
Преимущества CoreXY
Преимуществом системы corexy является повышенная скорость печати, которая может быть достигнута благодаря облегченной каретке. Хотя 3D-печать — очень медленный процесс, любое сокращение времени печати крайне необходимо. В дополнение к более высокой скорости печати известно, что плавное движение, которое использует ядро xy, уменьшает артефакты, обычно встречающиеся в 3D-печатных объектах.
Хотя 3D-печать — очень медленный процесс, любое сокращение времени печати крайне необходимо. В дополнение к более высокой скорости печати известно, что плавное движение, которое использует ядро xy, уменьшает артефакты, обычно встречающиеся в 3D-печатных объектах.
см. RepRap CoreXY
CoreXY по сравнению с декартовым
В большинстве принтеров используется декартово или плоттерное движение, при котором один или два двигателя перемещают каретку слева направо или вперед и назад. Это самый простой подход к движению 3D-принтера. В то время как основная настройка xy является более сложной, но более эффективной. Разница между corexy и декартовой системой движения заключается в том, что corexy уменьшает инерцию от статических положений двигателя, в то время как декартова установка использует по крайней мере один двигатель для движения вдоль каждой оси. Вес двигателя увеличивает инерцию, затрудняя изменение направления. В результате корексия теоретически быстрее и точнее декартовой.
Траектория ремня CoreXY и маршрутизация
Траектория ремня CoreXY – Источник: Марк Рехорст
Траектория ремня 3D-принтера corexy исследовалась во многих механических устройствах. Два основных метода прокладки ремней Corexy: ремни перекрещиваются и не перекрещиваются. Основное внимание следует уделить тому, чтобы траектория прокладки ремня была параллельна направляющим X и Y. У Марка Рехорста есть отличный блог о ленточном пути ядра xy.
CoreXY против Hbot
| Тип | Плюсы | Cons |
|---|---|---|
| CoreXY | design balances the forces | more complex beltpath with two crossing belts |
| Hbot | simple design with only one belt | higher orthogonal load known as racking |
CoreXY против Hbot Chart
Аналогичное механическое устройство core-xy есть у H-bot. Hbot использует ту же концепцию движения каретки, что и corexy, но гораздо проще и требует меньше математики. Кроме того, hbot сложнее «ошибиться». Ленточный путь corexy имеет свои плюсы и минусы. Недостаток корекси в том, что для него требуется два ремня в двух разных плоскостях. CoreXY уравновешивает силы при перемещении гентри или каретки, чтобы свести к минимуму «перекатывание», когда механическая система выдвигается из квадрата.
Hbot использует ту же концепцию движения каретки, что и corexy, но гораздо проще и требует меньше математики. Кроме того, hbot сложнее «ошибиться». Ленточный путь corexy имеет свои плюсы и минусы. Недостаток корекси в том, что для него требуется два ремня в двух разных плоскостях. CoreXY уравновешивает силы при перемещении гентри или каретки, чтобы свести к минимуму «перекатывание», когда механическая система выдвигается из квадрата.
Схема пути ремня 3D-принтера dbot corexy
Что нужно знать перед покупкой 3D-принтера
Каждый пользователь индивидуален и имеет разные потребности. Не существует одного принтера для всех. Вы должны учитывать:
Опыт : Каков ваш опыт работы с 3D-принтерами или механическими компонентами и электроникой, которые могут потребовать технического обслуживания или крутых кривых обучения.
Приложение : Какие детали вы собираетесь печатать? Какой размер? Какие материалы? Как много?
Ожидание s: Какое качество или пользовательский опыт вы ожидаете? Какое обслуживание может применяться?
Бюджет : Сколько вы можете потратить или сколько вы готовы потратить? Вы получаете то, за что платите, но вам может не понадобиться много.
Сопутствующее содержимое
Самодельный 3D-принтер SolidCore
Спецификация SolidCore CoreXY
Документация SolidCore
SolidCore CoreXY Frame
Планы сборки 3D-принтера SolidCore Thingiverse
Установка системы крепления SolidCore Kinematic Bed
Комплекты для 3D-принтеров CoreXY
Детали для 3D-принтеров
Сопутствующее содержимое общий. В последнее время архитектура corexy стала более популярной. В этом руководстве мы сравним корексную и декартову кинематику с точки зрения их скорости и качества печати, чтобы вы могли понять разницу в каждом
Шейн Хупер
Система движения CoreXY — хорошее решение, если вы хотите печатать быстрее. Кинематика 3D-принтеров стала более популярной за последние пару лет, поскольку пользователи и строители-сделай сам соглашаются на повышение качества печати. Система движения более легкая по сравнению с другой кинематикой 3D-принтера, такой как декартова
Система движения более легкая по сравнению с другой кинематикой 3D-принтера, такой как декартова
.
Шейн Хупер
CoreXY Прокладка ремня Одной из наиболее важных частей для движения corexy является прокладка ремня. Вот руководство по механике компоновки шкива для прокладки ремня corexy, чтобы обеспечить точность и постоянное натяжение ремня. Методы маршрутизации ленты Существует два основных способа реализации траектории ленты corexy. Либо набор шкивов
Шейн Хупер
Объяснение кинематики
CoreXY? Механическое устройство кинематики corexy включает в себя уникальное движение двигателя, при котором двигатели X или Y движутся вместе или напротив друг друга, чтобы перемещать каретку слева направо, вперед или назад. Если бы вы двигали только один двигатель, вы бы увидели, как печатающая головка движется по диагонали.
Если бы вы двигали только один двигатель, вы бы увидели, как печатающая головка движется по диагонали.
Шейн Хупер
Масштабируемость CoreXY Масштабируемость принтера core-xy может быть проблемой, когда речь идет о разработке и реализации аппаратного обеспечения. Увеличенный путь ремня также может вызвать проблемы, приводящие к артефактам в 3D-печатных деталях. Необходима жесткая установка гентри и надлежащее крепление. Ремни 9мм и 12мм доступны по счету
Шейн Хупер
Ослабленные ремни являются распространенной проблемой для пользователей и вызывают множество проблем. Может быть или не быть очевидным, что ваш 3D-принтер испытывает проблемы. Возможны дефекты натяжения ремня.
Может быть или не быть очевидным, что ваш 3D-принтер испытывает проблемы. Возможны дефекты натяжения ремня.
Шейн Хупер
SolidCore CoreXY Выравнивание платформы по оси Z Недавно мы начали работу над системой выравнивания и крепления платформы для 3D-принтера SolidCore. По оси Z используется 3-точечное кинематическое крепление станины с магнитными шарнирными сферами на каждом креплении. Это правильно ограничивает станину в 3 точках контакта. Первоначальная конструкция оси Z в SolidCore была несколько примитивной, поскольку мы использовали только
Шейн Хупер
Система движения CoreXY — хорошее решение, если вы хотите печатать быстрее. Кинематика 3D-принтеров стала более популярной за последние пару лет, поскольку пользователи и строители-сделай сам соглашаются на повышение качества печати. Система движения более легкая по сравнению с другой кинематикой 3D-принтера, такой как декартова
Кинематика 3D-принтеров стала более популярной за последние пару лет, поскольку пользователи и строители-сделай сам соглашаются на повышение качества печати. Система движения более легкая по сравнению с другой кинематикой 3D-принтера, такой как декартова
.
Шейн Хупер
В последнем обновлении конструкции используются три шаговых двигателя оси Z. В этом случае ремень направляется к шаговому двигателю, приводящему в движение ходовой винт. Каждый ходовой винт будет ограничен линейной направляющей MGN12. Это также должно свести к минимуму вибрации, которые могут передаваться от двигателей на ось Z. Соотношение ремня и шкива дает
Шейн Хупер
Модульный
Масштабируемый
Линейные направляющие
Сбалансированное тяговое усилие
Корпус
Спецификация использует наиболее доступные детали
Все металлические детали или напечатанные на 3D-принтере
Ось Z: Независимая приводная или общая прокладка ремня
Шейн Хупер
Хотя эта статья все еще находится в стадии разработки, я продолжаю исследовать кинематический монтаж и математические расчеты, используемые для определения угла, который должным образом ограничивает станину, допуская тепловое расширение. Это задокументированные детали того, как должна работать кинематическая система крепления SolidCore. Так что прокомментируйте или поправьте меня, если
Шейн Хупер
Спецификации профиля рамы Размер 2020 или 20 мм x 20 мм Стиль Т-образный паз Спецификация рамы Список деталей Количество деталей Описание Исходная папка с документацией Штампованные рамы 2020 Т-образный паз Список размеров рамы ZylTech Папка рамы Длина 570 мм 6 Вертикальный (высокий) Список размеров рамы ZylTech Папка рам 430 мм Длинная 3 Вертикальная (рейка оси Z) Список размеров рамы ZylTech Папка рамы 660 мм
Шейн Хупер
Хотя эта страница будет использоваться для документирования и сбора ресурсов для реализации устройства смены инструмента на принтере SolidCore, мы пока завершили только одно для этого тематического исследования. В следующем анализе конструкции обсуждается проект устройства смены инструмента, прототип которого мы разработали для нашего клиента, компании Nandan.
Всего комментариев: 0