Операция сверлильная: Какие операции можно выполнять на сверлильном станке?
Содержание
Сверлильная операция — Большая Энциклопедия Нефти и Газа, статья, страница 3
Cтраница 3
Механическая обработка барабанов состоит из токарных операций по обработке наружных поверхностей, растачиванию отверстий и нарезанию ручьев, а также из сверлильных операций Токарную обработку барабанов выполняют на токарных станк.
[31]
| Силы, действующие на конусный хвостовик сверла.
[32] |
Наряду со спиральными сверлами стандартной конструкции в промышленности имеют широкое распространение различного типа модифицированные спиральные сверла, позволяющие в ряде случаев значительно повысить скорости резания на сверлильных операциях.
[33]
Они установили, что выбор СОЖ для этих сплавов может сильно повлиять на производительность и что выбор в значительной степени зависит от типа операции. Жидкость высокоэффективная для сверлильной операции может быть малоэффективной для нарезания резьбы и наоборот.
[34]
Величина усилий, прилагаемых к основному органу управления сверлильных станков, создает мощность внешней механической работы при обработке одной детали, равную в среднем 10 7 Вт. Таким образом, производя собственно сверлильные операции, работницы выполняют среднюю по степени тяжести работу.
[35]
Одной из наиболее часто встречающихся и в то же время наиболее трудоемкой операцией при обработке ВКПМ является операция сверления. Достаточно отметить, что трудоемкость сверлильных операций на некоторых изделиях достигает 70 — 80 % от общей трудоемкости процесса механической обработки. Естественно, что в этих условиях неправильный выбор режущего инструмента и режимов резания приводит к значительным издержкам.
[36]
Эти приспособления конструируют и собирают из тестированных и нормализованных деталей. Например, специальные станочные приспособления для фрезерных и сверлильных операций в системе СРП собирают из тестированных и нормализованных, функционально взаимозаменяемых деталей и узлов.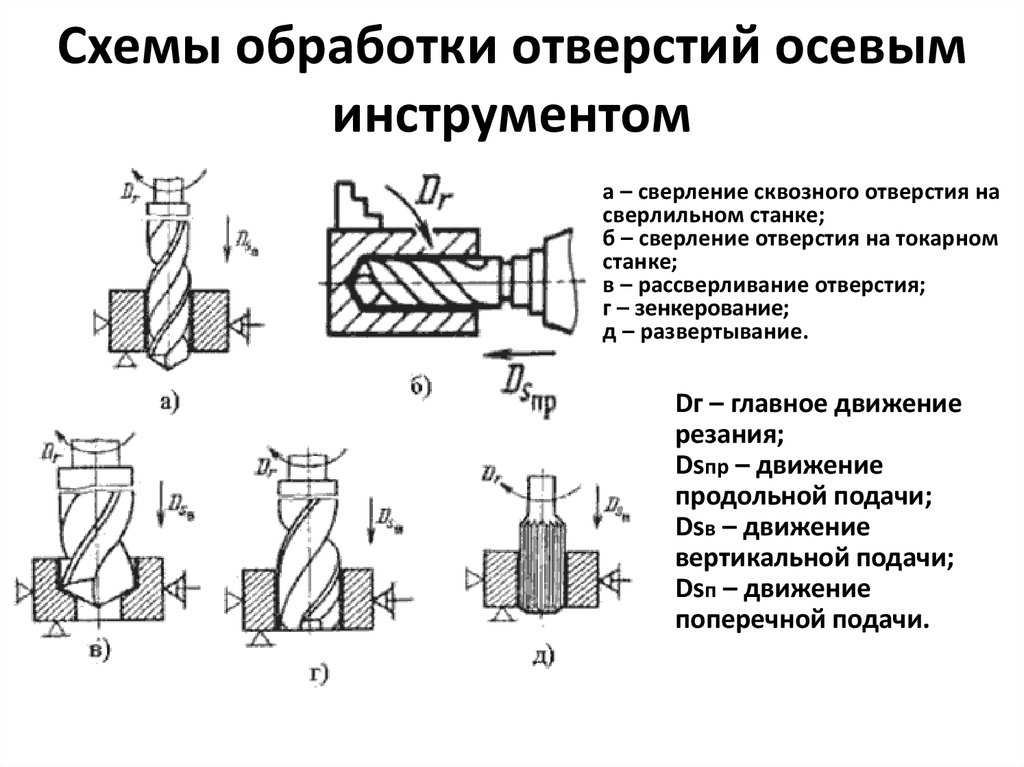
[37]
| Специализированное безналадочное приспособление для фрезерования плоскостей корпусов ( крышек редукторов.
[38] |
Приспособления для сверлильных станков. Мелкие и средние по размерам детали при выполнении сверлильных операций обычно обрабатываются с применением простейших наладок к скальчатым кондукторам. Одна из таких наладок для сверления и зенкования отверстия в коробчатом корпусе приведена на рис. 103, а. Деталь 7 устанавливается на два кулачка 4, связанных между собой двумя спиральными пружинами 2, работающими на растяжение.
[39]
Соответствующие значения скорости, подачи и глубины резания приводятся в специальных таблицах, разработанных для каждого вида обработки ( см. гл. По этим таблицам выбирают наибольшую глубину резания ( для сверлильных операций этот элемент отпадает, он определяется размером инструмента), затем рекомендуемую подачу и, исходя из выбранных значений, скорость резания.
[40]
Однако практически при такой нагрузке без упора деталь сдвигалась в направлении подачи. Это говорит о необходимости экспериментального установления по-правоч ых коэффициентов надежности и для сверлильных операций.
[41]
Следующая группа станков предназначена для фрезерной и сверлильной обработки деталей типа фланцев и плоских кулачков. Первый из них оснащен двенадцатипозици-онным инструментальным магазином. Сверлильные операции осуществляются на вертикально-сверлильном станке 2Р135Ф2 с шести-позиционной револьверной головкой.
[42]
Станки бывают вертикально-сверлильные настольные и колонные, радиально-сверлильные, горизонтально-сверлильные, для глубокого сверления, центровальные, многошпиндельные. Наиболее распространены вертикально-сверлильные и радиально-сверлильные станки. Основными формообразующими движениями при сверлильных операциях являются вращение ( v) и подача ( S) шпинделя станка. Кинематические цепи, осуществляющие эти движения, имеют самостоятельные органы настройки, с помощью которых устанавливаются необходимые частота вращения и подача инструмента. Вертикально-сверлильные и радиально-сверлильные станки предназначены для сверления отверстий диаметром 18, 25, 35, 50 и 75 мм. Вылет рукава радиально-сверлильных станков 1300 — 2000 мм.
Вертикально-сверлильные и радиально-сверлильные станки предназначены для сверления отверстий диаметром 18, 25, 35, 50 и 75 мм. Вылет рукава радиально-сверлильных станков 1300 — 2000 мм.
[43]
Количество производственных рабочих на слесарно-механическом участке рассчитывается раздельно по группам станочников и слесарей. За сверлильными станками рабочих обычно не закрепляют, так как на них работают слесари. Ввиду этого в годовой объем слесарных работ следует включать сверлильные операции.
[44]
| Обрабатывающий центр, используемый в качестве модуля интегрированной производственной системы. ( Фотография предоставлена фирмой Kearney and Trecker.
[45] |
Страницы:
1
2
3
4
2.4.2. Сверлильная операция Расчет режимов резания
Глубина
резания.
При
сверлении глубина резания t
= 0,5D.
Тогда
Подача.
При
сверлении отверстий без ограничивающих
факторов выбираем максимально допустимую
по прочности сверла подачу ([3] стр 277,
табл. 25).
Примем
s
= 0,1 мм/об.
Скорость
резания.
Скорость резания,
м/мин, при сверлении
Кv=
КмvКиvКlv=
0,451,151=0,52.
Кмv=0,45
([3] стр 262, табл. 3),
Киv=1,15
([3] стр 263, табл. 6),
Кlv=1
([3] стр 280, табл. 31).
Cv=
3,5 ([3] стр 278, табл. 28),
Т=15
мин ([3] стр 279, табл. 30),
q=
0,5 ([3] стр 278,
табл. 28),
m=0,12
([3] стр 278,
табл. 28),
28),
y=0,45
([3] стр 278,
табл. 28).
Крутящий
момент , Н∙м,
и осевая сила , Н.
При сверлении
рассчитывают по формуле
См=0,041
([3] стр 281, табл. 32),
Ср=143
([3] стр 281, табл. 32),
Кр=0,75
([3] стр 264, табл. 9).
q=2
([3] стр 281, табл. 32),
y=0,7
([3] стр 281, табл. 32).
q=1
([3] стр 281, табл. 32),
y=0,7
([3] стр 281, табл. 32).
Мощность
резания, кВт.
где частота вращения
инструмента или заготовки, об/мин,
Расчет штучного
времени
где
—
основное время на операцию, мин;
([1] стр. 146)
146)
—
вспомогательное время, мин;
—
время обслуживания рабочего места, мин;
—
время на личные потребности, мин;
—
длина обрабатываемой поверхности, мм,
—
диаметр, мм;
—
кол-во отверстий.
([3]
стр. 607, табл. 12).
Себестоимость нормы времени
Показатель | Сверление | Токарная |
Станкоемкость, | 0,075 | 0,81 |
Трудоемкость, | 0,7055 | 1,595 |
Сменность | 2 | 2 |
Разряд | 3 | 3 |
Станок | 2Р118Ф2 | 16К20 |
Коэф. | 0,8 | 1 |
Годовая | 600 | 600 |
Стоимость | 15.5 | 15.5 |
Заработная | 0.67*0,7055 | 0.67*1,595 |
Затраты | 0,594*0,8*0,075*25 | 0,594*1*0,81*25 |
Итог: себестоимость + стоимость | 1,361 | 13,096 |
14,457 15. | ||
Технологическая | 29,957 | |
 5
5Стоимость заготовки: ([3] стр. 421, табл. 7),
([3]
стр. 421, табл. 7).
3. Заключение
В
данной курсовой работе разработан план
технологического процесса изготовления
детали – обоймы. Также произведен расчет
линейных технологических размеров,
режимов резания и нормирование двух
операций технологического процесса:
сверление и точение.
Заполнен
комплект документов на технологический
процесс, состоящий из маршрутной карты,
карты контроля и операционных карт.
Буровые работы
Буровые работы
Ваш номер посетителя с 30.03.02
Мини-токарный станок
Мини-завод Ленточнопильный станок
Анодирование
притирка
Ссылки Проекты
Ресурсы Безопасность Премиум-контент
Мини-токарный станок: Аксессуары Регулировки Возможности Патроны Циферблатные индикаторы Характеристики Получение
Начато Глоссарий
Введение Материалы Модификации Мой магазин Эксплуатация
Отзывы Зиг
Заводская заточка инструмента
Устранение неполадок Настройка Версии
Операции: Сверление Сверление Облицовка
Накатка
Нарезание резьбы Резьба Токарная обработка
Сверление: Сверление
Операции Подготовка к бурению СОЖ Центр
Сверление Сверление отверстия Измерение глубины сверления Deep
и глухие отверстия
Если вы еще этого не сделали, прочтите Отказ от ответственности
и страницы безопасности, прежде чем продолжить
- Отказ от ответственности
- Безопасность токарного станка
Выравнивание между передней и задней бабками
токарный станок позволяет сверлить отверстия, которые точно центрированы в цилиндрической части
запас. Я пытался сделать это однажды со своим сверлильным станком и тисками до того, как у меня появился токарный станок; это было
Я пытался сделать это однажды со своим сверлильным станком и тисками до того, как у меня появился токарный станок; это было
не слишком хорошо получается.
Перед тем, как просверлить конец заготовки, следует
сначала повернитесь лицом к концу, как описано в разделе операций по обращению с лицом.
Следующий шаг — просверлить отверстие с помощью центрирующего сверла — жесткого короткого сверла с
короткий совет. Если вы попытаетесь просверлить отверстие без предварительного сверления центра, сверло
почти наверняка отклоняются от центра, создавая отверстие, которое слишком велико и смещено. Мы
ненавижу это!
Центровочные сверла бывают разных размеров, например №00, №0, №1 —
№ 5 и т. д. Вы можете приобрести наборы № 1– № 5 менее чем за 5 долларов США по распродаже у нескольких поставщиков.
Подготовка к сверлению
Перед сверлением необходимо убедиться, что сверлильный патрон
прочно сидит в задней бабке. С оправкой патрона, свободно вставленной в заднюю бабку
С оправкой патрона, свободно вставленной в заднюю бабку
отверстия, проверните заднюю бабку примерно на 1/2 дюйма. Зафиксируйте заднюю бабку в направляющих, затем
твердо задвиньте патрон к задней бабке, чтобы прочно зафиксировать оправку в пазе Морзе.
конусность задней бабки. (Патрон снимается с задней бабки путем проворачивания задней бабки
тараньте назад, пока вал не будет выбит).
Выберите центрирующее сверло диаметром, аналогичным диаметру
отверстие, которое вы собираетесь сверлить. Вставьте центрирующее сверло в кулачки патрона задней бабки.
и затягивайте патрон до тех пор, пока кулачки не начнут захватывать сверло. Поскольку целью является
сделайте сверло как можно более жестким, вы не хотите, чтобы оно выходил очень далеко от кончика
челюсти. Поверните сверло, чтобы оно встало на место, и удалите металлическую стружку или другой мусор, который может
предотвратить правильную посадку сверла. Теперь затяните патрон. Хорошей практикой является использование 2
или 3 отверстия для ключа патрона, чтобы обеспечить равномерную затяжку (но все три может оказаться невозможным
достичь, учитывая тесные рамки 7×10).
Сдвиньте заднюю бабку по направляющим до конца
центральное сверло находится примерно на 1/4 дюйма от конца заготовки и затяните заднюю бабку.
зажимная гайка. Рычаг блокировки плунжера задней бабки должен быть плотно прижат — недостаточно, чтобы
препятствовать движению ползуна, но достаточно для того, чтобы ползун был максимально жестким.
СОЖ
Если я не работаю с латунью, я почти всегда использую резку.
жидкость при бурении. Особенно это помогает при работе с алюминием, который имеет тенденцию цепляться за сверло.
для обеспечения ровного и точного отверстия. Я использую смазочно-охлаждающую жидкость марки Tap Magic, но есть
доступны несколько других отличных брендов.
Вам нужно всего несколько капель за раз, поэтому
длиться долго. Я использую небольшую бутылочку с игольчатым наконечником, чтобы нанести жидкость на работу.
Бутылка изначально содержала легкое масло и была приобретена в Home Depot.
Центральное сверление
Включите токарный станок и установите скорость около 600 об/мин. Использовать
рукоятку задней бабки, чтобы медленно продвигать сверло в конец заготовки и продолжать
до тех пор, пока коническая часть центрирующего сверла не войдет примерно на 3/4 пути в
заготовка. Это все, что вам нужно сделать с центрирующим сверлом, поскольку его цель
просто сделать стартовое отверстие для обычной дрели. Выверните центральное сверло и остановите
токарный станок.
Сверление отверстия
Ослабьте зажимную гайку задней бабки и сдвиньте заднюю бабку назад
до конца путей. Выньте центральное сверло из патрона и вставьте обычное сверло.
и затяните его в патроне. Сдвиньте заднюю бабку, пока кончик сверла не
1/4 дюйма от заготовки, а затем зафиксируйте заднюю бабку. Нанесите несколько капель
Нанесите несколько капель
Смазочно-охлаждающая жидкость на кончике сверла, затем запустите токарный станок и просверлите заготовку.
как и прежде, от 400 до 600 об/мин.
После продвижения сверла примерно в два раза по его диаметру верните его назад
из отверстия и с помощью щетки удалите металлическую стружку с наконечника сверла. Добавить
еще несколько капель смазочно-охлаждающей жидкости, если необходимо, затем продолжите сверление, поддерживая сверло задним ходом.
для удаления стружки примерно через каждые 2 диаметра глубины.
Измерение глубины сверления
Если вы не просверливаете полностью довольно короткий
заготовке, как правило, вам понадобится способ измерения глубины отверстия, чтобы вы могли
остановиться на нужной глубине. Одна из первых принадлежностей, которую я сделал на токарном станке, — это простая
глубиномер — просто небольшой латунный цилиндр со стопорным винтом, который скользит по заготовке.
буровой штанги 1/16 дюйма длиной около 3 дюймов. Это очень удобно для проверки глубины
отверстия. Вы можете использовать правило магазина, чтобы установить латунный ползунок на желаемую глубину, а затем заблокировать
он на месте с маленьким установочным винтом.
Другой способ измерения глубины – использование градуированной шкалы.
маркировка на стволе задней бабки. Однако их не так просто увидеть.
Если вам нужна настоящая точность, Варминт Эл придумал отличный
идея установить 1-дюймовый циферблат
индикатор на задней бабке. Наконечник ДИ касается пластиковой пластины, установленной
на штоке задней бабки. DI крепится болтами к отверстию 1/4-20, просверленному сбоку и с резьбой.
задней бабки. Если вы сделаете этот мод на своем токарном станке, снимите шток с задней бабки.
перед тем, как просверлить монтажное отверстие для DI, чтобы избежать сверления плунжера.
Сверление глубоких отверстий, глухих отверстий
и большие отверстия
В мире металлоконструкций «глубокая» дыра — это любая
отверстие более чем в 3 раза больше диаметра сверла. Глухая дыра — это та, в которой ты не
просверливание заготовки насквозь; то есть нижний конец закрыт. критический
Суть при сверлении таких отверстий заключается в том, чтобы часто полностью выдвигать сверло из отверстия.
чтобы стружка вылетела из отверстия. Вам нужно повторять это каждый раз
вы продвигаете сверло примерно в два раза по его диаметру. Несоблюдение этой процедуры
приведет к тому, что стружка застрянет в отверстии, приварится к сверлу и создаст отверстие с
неровный и грубый диаметр. Смазочно-охлаждающая жидкость также поможет предотвратить прилипание стружки к
сверло или стороны отверстия.
Большие отверстия соотносятся с размером машины и для
на мини-токарном станке я считаю отверстие больше 3/8 дюйма «большим». Если вы
Если вы
попробуйте просверлить большое отверстие, скажем, 1/2 дюйма, начиная со сверла 1/2 дюйма, у вас может не получиться
хорошее чистое отверстие, потому что слишком много материала удаляется за один раз. это
отверстие лучше сверлить поэтапно, начиная, скажем, со сверла 5/16″, затем
3/8″ и так далее, пока не дойдете до сверла 1/2″ для последнего прохода. Этот
Таким образом, большое сверло удаляет только небольшое количество материала по периметру
отверстие и будет гораздо легче сделать работу.
Мини-токарный станок
Мини-завод Ленточнопильный станок
Анодирование
притирка
Ссылки Проекты
Ресурсы Безопасность Премиум-контент
Мини-токарный станок: Аксессуары Регулировки Возможности Патроны Циферблатные индикаторы Характеристики Получение
Начато Глоссарий
Введение Материалы Модификации Мой магазин Эксплуатация
Отзывы Зиг
Заводская заточка инструмента
Устранение неполадок Настройка Версии
Операции: Сверление Сверление Облицовка
Накатка
Нарезание резьбы Резьба Токарная обработка
Что такое сверление? — Определение, процесс и советы
Что такое сверление?
Сверление — это процесс резки, при котором сверло используется для вырезания отверстия круглого сечения в твердых материалах. Сверло обычно представляет собой вращающийся режущий инструмент, часто многогранный. Бита прижимается к заготовке и вращается со скоростью от сотен до тысяч оборотов в минуту. В результате режущая кромка прижимается к заготовке, что удаляет стружку из отверстия при сверлении.
Сверло обычно представляет собой вращающийся режущий инструмент, часто многогранный. Бита прижимается к заготовке и вращается со скоростью от сотен до тысяч оборотов в минуту. В результате режущая кромка прижимается к заготовке, что удаляет стружку из отверстия при сверлении.
При бурении горных пород отверстие обычно не делается круговым режущим движением, хотя долото обычно вращается. Вместо этого отверстие обычно делается путем забивания сверла в отверстие быстро повторяющимися короткими ударами.
Ударное воздействие может быть выполнено снаружи скважины (буровое долото с верхним ударником) или внутри ствола скважины (буровое долото глубинного типа, погружное буровое долото). Сверла, которые используются для горизонтального бурения, называются дрелью.
Связанный: Что такое сверлильный станок?
В редких случаях сверла специальной формы используются для вырезания отверстий с некруглым поперечным сечением; возможно квадратное сечение.
Процесс сверления
Просверленные отверстия характеризуются острой кромкой на входной стороне и наличием заусенцев на выходной стороне. Кроме того, внутри отверстия обычно имеются следы винтовой подачи.
Кроме того, внутри отверстия обычно имеются следы винтовой подачи.
Сверление может повлиять на механические свойства заготовки за счет создания низких остаточных напряжений вокруг отверстия и очень тонкого слоя высоконапряженного и нарушенного материала на вновь сформированной поверхности. Это приводит к тому, что заготовка становится более восприимчивой к коррозии и распространению трещин на нагруженной поверхности. Чтобы избежать этих неблагоприятных условий, можно выполнить чистовую операцию.
Для рифленых сверл любая стружка удаляется через канавки. Стружка может образовывать длинные спирали или мелкие чешуйки, в зависимости от материала и параметров процесса. Тип образовавшейся стружки может быть показателем обрабатываемости материала, при этом длинная стружка указывает на хорошую обрабатываемость материала.
По возможности просверленные отверстия должны располагаться перпендикулярно поверхности заготовки. Это сводит к минимуму тенденцию бурового долота «гулять», то есть отклоняться от намеченной центральной линии отверстия, что приводит к смещению отверстия. Чем выше отношение длины к диаметру бурового долота, тем больше склонность к хождению. Склонность к ходьбе также подавляется различными другими способами, в том числе:
Чем выше отношение длины к диаметру бурового долота, тем больше склонность к хождению. Склонность к ходьбе также подавляется различными другими способами, в том числе:
- Установка центрирующей метки или элемента перед сверлением, например:
- Отливка, литье или выковка метки на заготовке
- Пробивка центров
- Точечное сверление (т.е. центровое сверление)
2
- Точечная обработка, которая представляет собой механическую обработку определенного участка отливки или поковки для создания точно расположенной поверхности на шероховатой поверхности.
Чистота поверхности при сверлении может составлять от 32 до 500 микродюймов. Чистовая обработка создаст поверхности размером около 32 микродюймов, а черновая обработка составит около 500 микродюймов.
Смазочно-охлаждающая жидкость обычно используется для охлаждения бурового долота, увеличения срока службы инструмента, увеличения скорости и подачи, улучшения чистоты поверхности и облегчения выброса стружки. Нанесение этих жидкостей обычно осуществляется путем заливки заготовки охлаждающей жидкостью и смазкой или путем распыления аэрозоля.
Нанесение этих жидкостей обычно осуществляется путем заливки заготовки охлаждающей жидкостью и смазкой или путем распыления аэрозоля.
При принятии решения о том, какое сверло использовать, важно учитывать поставленную задачу и оценивать, какое сверло лучше всего подходит для этой задачи. Существует множество стилей упражнений, каждый из которых служит разным целям. Подземная буровая установка способна сверлить более одного диаметра. Перьевая дрель используется для сверления отверстий большего диаметра. Сменное сверло полезно для удаления стружки.
12 советов по сверлению отверстий в металле
Для большинства самодельщиков, вероятно, настанет время, когда вам придется просверлить отверстие в металле. Инструменты и методы, используемые для этого, почти так же разнообразны, как и различные типы металлов.
Сверлить металл не намного сложнее, чем сверлить дерево, но для этого требуются несколько иные методы и дополнительные материалы. Вы можете использовать любую переносную дрель (или сверлильный станок, если он у вас есть), а лучшие сверла — это те же самые стандартные сверла, которые также подходят для дерева.
Связанный: Что такое сверла?
Наиболее важные правила сверления металла — следовать нескольким основным советам по безопасности и использовать правильные приемы, такие как медленное сверление во избежание перегрева. Те же методы работают для большинства металлических материалов, от листового металла до алюминия и толстых стальных листов.
Вот 12 советов, которые помогут сделать задачу быстрой, легкой и безопасной.
1. Сверла, необходимые для сверления отверстий в металле
Практически любое спиральное сверло общего назначения хорошо справляется со сверлением отверстий в металле. Фактически, большинство сверл по металлу изготавливаются для сверления различных материалов, включая дерево и пластик. Самые дешевые спиральные насадки изготовлены из быстрорежущей стали (HSS), и эти базовые насадки отлично подходят для большинства задач по сверлению металла.
Если вы будете сверлить много отверстий или вам нужно просверлить твердые абразивные металлы, такие как нержавеющая сталь или чугун, потратьте еще пару долларов на черную окись или сверло из кобальтовой стали для металла. Эти биты просверлят больше отверстий, прежде чем затупятся.
Эти биты просверлят больше отверстий, прежде чем затупятся.
Некоторые биты также имеют специальное покрытие, называемое нитридом титана (TIN), которое, по утверждению производителей, помогает лучше противостоять нагреву и трению, благодаря чему эти биты служат в шесть раз дольше, чем стандартные биты из быстрорежущей стали.
2. Защитите глаза
Достаточно одного крошечного металлического осколка, чтобы вызвать серьезную травму глаза, поэтому надлежащая защита глаз при сверлении металла является абсолютной необходимостью. Для лучшей защиты выбирайте защитные очки, закрывающие лицо по бокам.
3. Изготовьте кернер
Сверла имеют тенденцию блуждать, когда вы только начинаете сверлить. Чтобы предотвратить это, измерьте и отметьте место, где вы хотите сделать отверстие, а затем используйте кернер и молоток, чтобы сделать небольшую ямку. Это дает кончику вашего сверла место, в которое можно въехать, когда вы начинаете сверлить.
4. Сверла со смазкой служат дольше
Для сверления отверстий в стали толщиной 1/8 дюйма или более используйте смазочно-охлаждающую жидкость или универсальное масло, такое как 3-IN-ONE. Смазывание сверла снижает трение и накопление тепла, что облегчает бурение, а ваши сверла служат дольше. Для легко сверлимых металлов, таких как алюминий, латунь или чугун, смазка обычно не требуется.
5. Зажимы для предотвращения образования швов
Никогда не держите металл одной рукой, пытаясь просверлить его другой рукой. Сверло по металлу может зацепиться, мгновенно заставив заготовку вращаться, ударять и резать (острые края металла врезаются в кость!). Всегда используйте как минимум два зажима, чтобы надежно удерживать заготовку.
6. Начните с маленького отверстия
Вам нужно большое отверстие? Начните с малого! Большинство спиральных насадок доступны в размерах до 1 дюйма в диаметре, но вы получите наилучшие результаты, начав с 1/4 дюйма. отверстие и сверлите последовательно большие отверстия с помощью сверла по металлу, пока не достигнете желаемого размера. Узнайте больше о том, какие спиральные сверла выбрать.
отверстие и сверлите последовательно большие отверстия с помощью сверла по металлу, пока не достигнете желаемого размера. Узнайте больше о том, какие спиральные сверла выбрать.
7. Удаление заусенцев с отверстия
После сверления отверстия в металле рекомендуется удалить все острые края или оставшиеся заусенцы. Вы можете купить причудливые инструменты для удаления заусенцев, чтобы сгладить острые края, но прежде чем тратить деньги на один, попробуйте этот трюк: возьмите спиральную насадку немного большего диаметра, чем отверстие, которое вы только что просверлили, и осторожно закрутите ее рукой поверх отверстия. Это сгладит края отверстия и удалит любые заусенцы.
8. Кольцевые пилы Вырезайте большие отверстия
Для больших отверстий кольцевая пила выполняет работу чисто и быстро. Как и спиральные сверла, кольцевые пилы вставляются прямо в дрель и прорезают тонкие листовые металлы, такие как алюминий и сталь. Используйте кусок фанеры в качестве подложки для направляющей коронки кольцевой пилы и для защиты рабочей поверхности.
9. Дрель на медленной скорости
Чем быстрее вращается бит, тем горячее становится. И жар быстро притупляет биты. В целом рекомендуется сверлить металл на как можно более низкой скорости сверлом по металлу. Твердые металлы, такие как сталь и более крупные сверла, требуют еще более низких скоростей. С небольшим спиральным сверлом (от 1/16 дюйма до 3/16 дюйма) вы можете сверлить большинство металлов со скоростью 3000 об/мин. Для более крупных спиральных долот (от 11/16 дюйма до 1 дюйма) рекомендуется от 350 до 1000 об/мин.
10. Сделайте сэндвич
Для чистых и точных отверстий в тонком листе металла сделайте деревянный сэндвич. Просто вставьте лист металла между двумя кусками дерева и закрепите все на столе или верстаке. Деревянные «хлебные» слои сэндвича удерживают листовой металл плоским и предотвращают блуждание сверла при просверливании листового металла.
11. Попробуйте ступенчатое сверло
Ступенчатые сверла предназначены для сверления отверстий в листовом металле и других тонких материалах.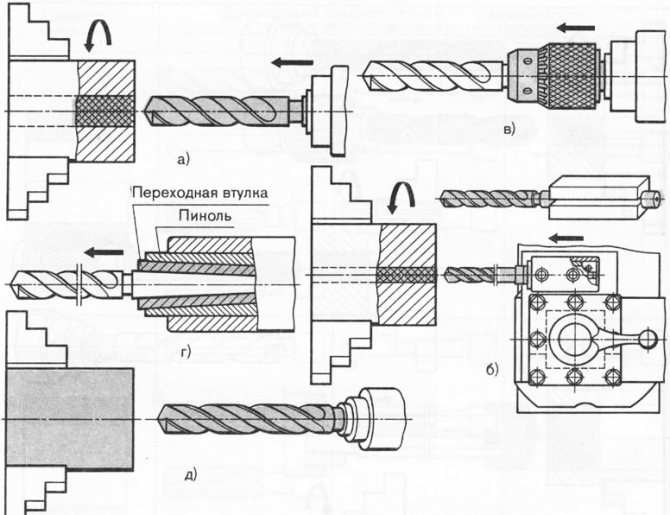 Это то, что вам нужно, когда вам нужно чистое отверстие идеального размера в стальной распределительной коробке, электрической сервисной панели или даже раковине из нержавеющей стали.
Это то, что вам нужно, когда вам нужно чистое отверстие идеального размера в стальной распределительной коробке, электрической сервисной панели или даже раковине из нержавеющей стали.
Ступенчатое сверло по металлу позволяет сверлить отверстия различного диаметра, а некоторые из них позволяют просверливать металл толщиной до 3/8 дюйма. Обратная сторона? Ступенчатые биты дороже, чем обычные биты.
12. Переходите на сверлильный станок
Хотя просверлить большинство отверстий в металле достаточно просто, используя только ручную дрель, вы почти всегда получите большую точность и лучшие результаты, используя сверлильный станок. Большинство сверлильных станков на самом деле созданы для металлообработки. Потянув за рукоятку вниз, сверло погружается прямо в заготовку и делает очень точное отверстие.
Сверлильные станки также поставляются с массивными чугунными столами с регулировкой наклона и высоты и допускают различные варианты зажима. Для изменения скорости достаточно открыть крышку и переместить резиновый ремень с одного шкива на другой. Самые дорогие сверлильные станки — это напольные модели, но вы можете купить приличный настольный станок примерно за 100 долларов.
Самые дорогие сверлильные станки — это напольные модели, но вы можете купить приличный настольный станок примерно за 100 долларов.
Часто задаваемые вопросы.
Что такое бурение?
Сверление – это процесс резания , при котором используется сверло для вырезания отверстия круглого сечения в твердых материалах . Сверло обычно представляет собой вращающийся режущий инструмент, часто многогранный. Вместо этого отверстие обычно делается путем забивания сверла в отверстие быстро повторяющимися короткими движениями.
Что такое сверление
Сверление – это процесс резания, в котором используется сверло для вырезания отверстия в круглом поперечном сечении в твердых материалах. Сверло обычно представляет собой вращающийся режущий инструмент, часто многогранный. Бита прижимается к заготовке и вращается со скоростью от сотен до тысяч оборотов в минуту.
Всего комментариев: 0