Печать из фотополимера: Фотополимерная технология изготовления печатей и штампов
Содержание
Фотополимерная печать: 10 настроек слайсера для достижения наилучших результатов
Для получения качественного результата фотополимерной печати необходимы точные настройки. Читайте нашу статью, чтобы узнать больше о лучших настройках слайсера для фотополимерной 3D-печати!
3D-печать на фотополимерных принтерах стала более доступной в связи со снижением цен. Новые модели принтеров выпускаются все чаще, и многие рассматривают возможность использования фотополимерного принтера для своих проектов.
Печать на основе смол обеспечивает лучшее качество поверхности, чем печать FDM, и отлично подходит для миниатюр и статуэток, где мельчайшие детали имеют большое значение. Но если вы хотите воспользоваться всеми преимуществами фотополимерной печати, вам необходимо знать правильные настройки слайсера для получения наилучших результатов.
В этой статье мы обсудим некоторые из наиболее важных настроек слайсера, которые вы должны знать. Хотя существуют и другие технологии печати на основе смолы, а также другие слайсеры и подходы, мы рассмотрим тему конкретно на LCD-технологии и настройках печати доступных в слайсере CHITUBOX. Однако, прежде чем перейти к настройкам, давайте рассмотрим, как печать на основе жидкокристаллических экранов отличается от других технологий фотополимерной печати.
Хотя существуют и другие технологии печати на основе смолы, а также другие слайсеры и подходы, мы рассмотрим тему конкретно на LCD-технологии и настройках печати доступных в слайсере CHITUBOX. Однако, прежде чем перейти к настройкам, давайте рассмотрим, как печать на основе жидкокристаллических экранов отличается от других технологий фотополимерной печати.
СРАВНЕНИЕ ТЕХНОЛОГИЙ
3D-печать на смоле выполняется путем воздействия на фотополимерный материал источника света для его отверждения. Кроме фотополимерных принтеров на основе жидкокристаллических дисплеев существуют два других основных типа: стереолитографические (SLA) и 3D-принтеры с цифровой обработкой света (DLP). Все три технологии различаются между собой способами засветки смолы.
SLA
SLA-печать использует лазер в качестве источника света для отверждения смолы, последовательно засвечивая каждый пиксель в слое. Это был первый изобретенный тип печати смолой, а также первый в истории способ 3D-печати. Данные принтеры обеспечивают исключительное качество и часто используются в высококачественных 3D-приложениях.
Данные принтеры обеспечивают исключительное качество и часто используются в высококачественных 3D-приложениях.
DLP
DLP-принтеры используют УФ-проектор вместо лазера в качестве источника света для отверждения смолы. Направленный через сложную систему зеркал, проектор одновременно засвечивает целый слой, что делает это быстрее, чем лазер SLA-принтера.
LCD
3D-принтеры на основе жидкокристаллических дисплеев чем-то похожи на DLP-принтеры в том смысле, что они также засвечивают сразу весь слой. Они отличаются тем, что свет проходит через жидкокристаллический экран, который маскирует определенные области, избирательно позволяя свету проходить через определенные области экрана. Следовательно, эти принтеры также называются принтерами с «замаскированным SLA» (mSLA). LCD-принтеры сравнительно дешевы, и большинство 3D-принтеров для хобби, таких как Anycubic Photon и серия Elegoo Mars, используют жидкокристаллическую технологию засветки слоя.
ВЫСОТА СЛОЯ
Высота слоя – это параметр, который указывает высоту каждого отдельного слоя в вашей детали. Меньшая высота слоя означает более детализированную 3D-печать, поскольку это обеспечит более гладкую поверхность.
Стандартная высота слоя
При печати на смоле высота слоя уже составляет от четверти до одной десятой от того, что было бы при FDM-печати. При использовании FDM стандартная высота слоя колеблется в пределах 0,2 мм, в то время как принтеры на основе смолы работают в диапазоне от 0,035 до 0,05 мм или от 35 до 50 микрон.
Низкая высота слоя
Сразу стоит отметить, что не все принтеры способны печатать с высотой слоя 10 микрон. Независимо от того, что вы задаете в слайсере, фактическая высота слоя будет ограничена тем, насколько точно ось Z вашего принтера может перемещаться вверх или вниз. Также ограничивающим фактором может быть смола.
Учитывая все обстоятельства, спорно, стоит ли очень мелкая детализация дополнительного времени печати.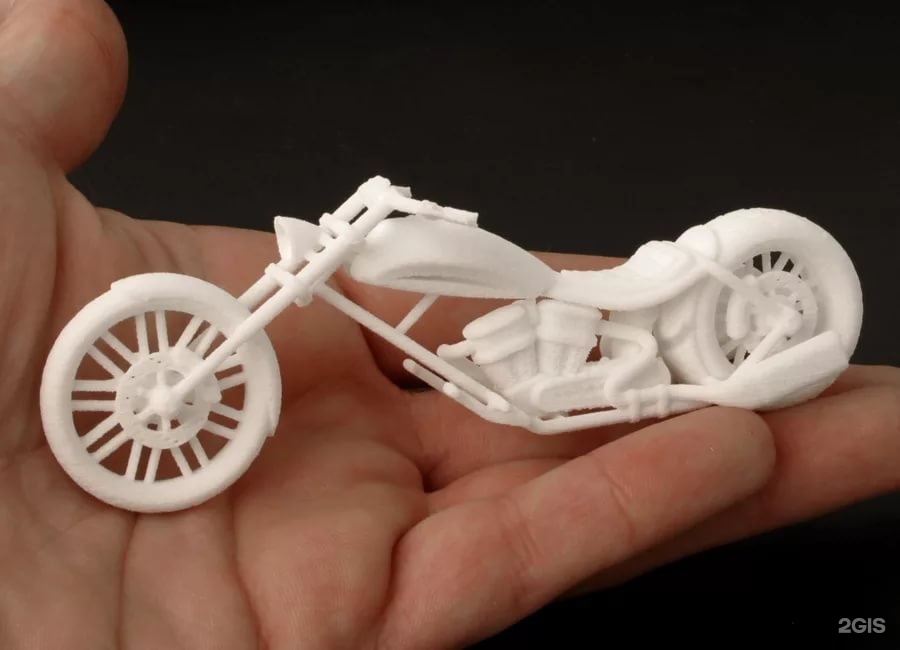 Ниже 35 микрон становится трудно увидеть различия в качестве.
Ниже 35 микрон становится трудно увидеть различия в качестве.
ВРЕМЯ ЗАСВЕТКИ СЛОЯ
3D-принтеры отверждают смолу, подвергая ее воздействию источника ультрафиолетового света. Таким образом, время выдержки – это время, в течение которого жидкая смола на дне ванны подвергается воздействию ультрафиолетового излучения. Очень важно правильно настроить этот параметр, поскольку он напрямую влияет на качество фотополимерной печати.
Если вы сохраняете низкое время выдержки, смола может отвердеть неправильно, и следующие слои могут не иметь прочной основы для спекания. Напротив, длительное время экспозиции может привести к хрупкости и появлению трещин на моделях. Получается, что весь фокус в том, чтобы найти подходящее время засветки.
Каждая смола имеет свой состав, поэтому не так просто подобрать настройки времени выдержки. Обычно производители смолы указывают время выдержки на своих бутылках со смолой, и лучше придерживаться этого времени.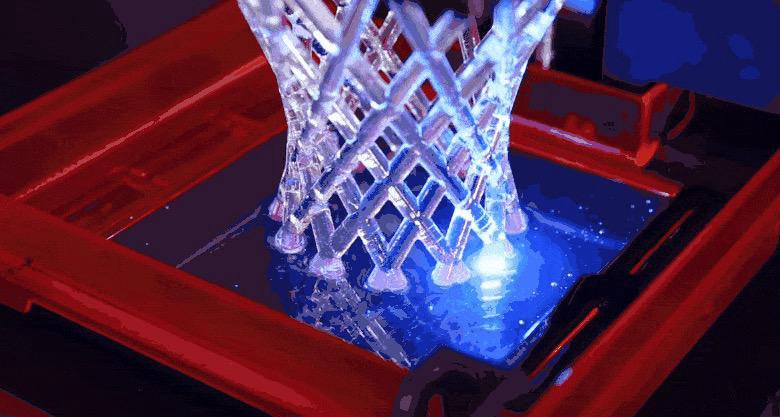
НИЖНИЕ СЛОИ
Нижние слои (первые слои) образуют основание будущей детали. Эти слои придают модели прочную основу и помогают ей прикрепиться к печатному столу. Из-за того, насколько они важны для успешной печати, некоторые параметры имеют специальные значения только для нижних слоев. Одним из таких параметров является время экспозиции нижних слоев, которое мы рассмотрим далее.
В слайсере, таком как CHITUBOX, количество нижних слоев – это количество слоев, к которым применяются эти специальные значения. Как правило, для успешной печати требуется от 5 до 10 слоев. Если вы не уверены в выборе количества слоев, то начните со значения, указанного для вашего профиля принтера, а затем вы можете уменьшить его по мере того, как будете более уверенно понимать и использовать другие настройки.
ВРЕМЯ ЭКСПОЗИЦИИ НИЖНИХ СЛОЕВ
Как упоминалось выше, время экспозиции нижнего слоя – это время экспозиции, используемое только для нижних слоев, количество которых задается с помощью параметра «количество нижних слоев».
Причина наличия специальных настроек времени экспозиции заключается в том, что успех печати в значительной степени зависит от этих первых слоев. Если нижние слои правильно засвечены, они лучше прилипнут к поверхности стола и не отсоединятся от остальной части детали. На практике это означает, что время экспозиции нижних слоев значительно превышает обычное время экспозиции, чтобы «перезасветить» нижние слои.
Как правило, время экспозиции нижнего слоя должно быть в 8-12 раз больше обычного времени экспозиции. Таким образом, если ваше обычное время экспозиции составляет около 1,5-3 секунд на слой, время экспозиции нижнего слоя должно составлять от 12 до 36 секунд на слой.
Технически установка этого значения выше увеличит общее время печати, но, учитывая, что это относится только к первым нескольким слоям, увеличение незначительно. Поэтому не рекомендуется снижать это значение или количество нижних слоев, чтобы сократить время печати. Хорошая основа стоит дополнительных нескольких минут печати.
Хорошая основа стоит дополнительных нескольких минут печати.
СКОРОСТЬ ПОДЪЕМА
Каждый слой смолы отверждается рядом с FEP-пленкой на дне ванны для смолы. Для отверждения последовательных слоев под них необходимо подать новую жидкую смолу. Таким образом, печатный стол необходимо приподнять, чтобы отделить отвержденную смолу от пленки FEP и создать пространство для следующего слоя.
Достаточно просто, не так ли? Но в последней версии CHITUBOX (и подобных слайсеров) это, на самом деле, немного сложнее. Это связано с тем, что весь процесс промежуточного отверждения на самом деле состоит из нескольких подпроцессов, каждый из которых можно регулировать. И корректировать их стоит, так как этот процесс обычно занимает больше времени, чем засветка слоя!
Подъем, втягивание и отдых
В CHITUBOX есть три основные группы настроек, о которых следует знать: одна для подъема, одна для отдыха (или паузы) и одна для отвода (Обратите внимание, что, если они присутствуют, они могут быть помечены по-другому в других слайсерах. ) В этой статье мы в основном сосредоточимся на подъеме.
) В этой статье мы в основном сосредоточимся на подъеме.
Подъем – это когда печатный стол отходит от FEP-пленки ванны, тем самым отделяя засвеченный слой и создавая зазор для затекания жидкой смолы. Здесь необходимо учитывать четыре параметра: скорость подъема, расстояние подъема и паузы до и после засветки слоя.
Настройки скорости
Как правило, скорость подъема обычных слоев и скорость подъема нижних слоев можно регулировать, чтобы сократить общее время печати. Просто имейте в виду, что, когда модель отделяется от FEP-пленки, создается «эффект присоски». Таким образом, при слишком высокой скорости могут быть повреждены более тонкие элементы и более слабые области модели. В худшем случае модель может оторваться от поверхности печатного стола.
Хорошая скорость подъема должна находиться в диапазоне 60-150 мм/мин. Попробуйте отрегулировать настройки, пока не получите хороший баланс между временем печати и скоростью. Для больших моделей или больших объемов печати избегайте слишком быстрой печати; дополнительный вес печати или печатной пластины способствует более медленному перемещению для успешной печати.
Скорость подъема первых слоев не следует увеличивать слишком сильно, так как вы рискуете создать нестабильные нижние слои, что может привести к проблемам с печатью. Кроме того, этот параметр применяется только к нескольким слоям, так что вы не сможете сильно сократить время печати, изменив его.
ВЫСОТА ПОДЪЕМА
Высота подъема – это то, на какую высоту поднимается стол принтера после засветки каждого слоя. Данная функция напрямую связана со скоростью подъема и не менее важна для минимизации повреждений слабых участков модели во время ее подъема.
Расстояние подъема должно быть достаточно большим, чтобы позволить необходимому количеству жидкой смолы затечь в образовавшийся зазор, но не настолько большим, чтобы это неоправданно увеличивало время печати. В CHITUBOX расстояние подъема устанавливается в соответствии с текущим профилем принтера, но это значение обычно колеблется в пределах 5 мм.
Это значение может быть уменьшено, возможно, до 4 мм, если площадь слоя невелика, потому что для заполнения зазора требуется не так много смолы. Аналогичным образом, вы можете увеличить высоту до 6 мм, если область слоя большая.
Аналогичным образом, вы можете увеличить высоту до 6 мм, если область слоя большая.
СОЗДАНИЕ ПОЛОСТЕЙ
Регулировка параметров подъема помогает добиться качественной печати, но еще один отличный способ – это создание полостей в моделях. Когда отвержденная слой отделяется от FEP-пленки, создается «эффект присоски». Сила всасывания больше, когда площадь поверхности слоя больше. Помимо других преимуществ, создание полостей может уменьшить площадь поверхности слоя, тем самым уменьшая «эффект присоски».
Кроме того, смола – дорогой материал, и, если вы печатаете много моделей, вы можете израсходовать всю бутылку быстрее, чем ожидали. Создание полостей решает эту проблему довольно просто: пустая модель расходует меньше смолы.
В CHITUBOX вы можете найти опцию «Пустотелый» в верхней строке меню. Вы можете выбрать толщину стенки, а также при необходимости добавить перекрытия в образовавшейся полости. Для достижения наилучших результатов выбирайте не слишком тонкую толщину стенок.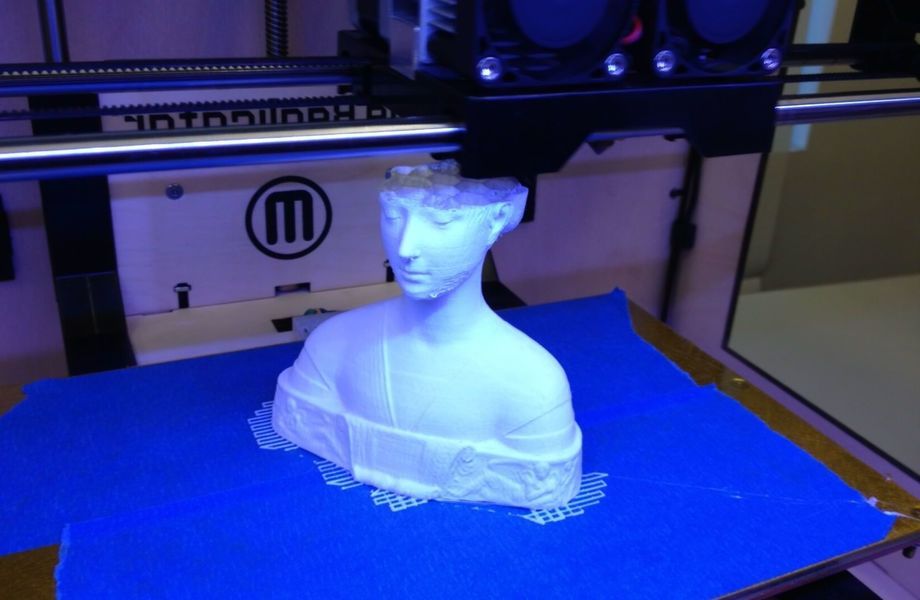 В противном случае вы можете повредить модель. Перекрытия следует выбирать только в том случае, если модель выступает в качестве функционального элемента. Для моделей и миниатюр перекрытия не требуется.
В противном случае вы можете повредить модель. Перекрытия следует выбирать только в том случае, если модель выступает в качестве функционального элемента. Для моделей и миниатюр перекрытия не требуется.
Толщина стенки 1,2-2 мм должна обеспечивать хороший баланс между прочностью, качеством печати и расходом смолы, особенно для небольших моделей. Большие модели из смолы могут быть слишком хрупкими для таких тонких стенок.
Каждый раз, когда вы создаете полости в моделях, вы также должны создавать по крайней мере одно отверстие на каждую полость. Это позволяет смоле и воздуху вытекать из модели во время печати. Полая модель без дренажного отверстия только усиливает прилипание модели к FEP-пленке во время печати.
СГЛАЖИВАНИЕ
Сглаживание уменьшает «эффект лестницы», создаваемый по углам и закругленным краям модели. Оно уменьшает вертикальные артефакты и направлено на сглаживание общего вида поверхности вашей модели.
Для многих принтеров значение сглаживания CHITUBOX скрыто. Скорее всего у вас будет только возможность настроить оттенки серого и размытие пикселей слоя. Однако, вы можете найти значение сглаживания, создав пользовательский профиль принтера.
Скорее всего у вас будет только возможность настроить оттенки серого и размытие пикселей слоя. Однако, вы можете найти значение сглаживания, создав пользовательский профиль принтера.
Существует три уровня сглаживания: 2, 4 и 8. Значение по умолчанию равно 4, тогда как 8 эффективно включает сглаживание, а 2 делает пиксели немного темнее. Вот тут-то и пригодятся эти другие настройки. «Уровень серого» управляет яркостью этих сглаживающих пикселей, в то время как «размытие изображения» определяет, сколько пикселей попадает внутрь или за пределы внешней границы слоя (в соответствии с исходной моделью).
Все эти параметры следует регулировать в зависимости от используемой смолы, но многие считают, что результаты получаются неоднозначными. Тем не менее, это параметр, которой вы, возможно, захотите применить, если захотите улучшить качество печати.
На данную тему есть подробная статья CHITUBOX, и она служит исчерпывающим руководством по точной настройке сглаживания.
ПОЗИЦИОНИРОВАНИЕ
Позиционирование модели играет решающую роль в успехе или неудаче вашей печати. Деталь должна быть позиционирована таким образом, чтобы она требовала меньшего количества поддержек, не имела больших поперечных сечений и занимала меньше времени на печать.
В случае большинства видов фотополимерной печати время печати прямо пропорционально высоте объекта. Это означает, что для 3D-печати фигуры, ориентированной под углом, так что ее горизонтальная площадь увеличивается, а вертикальная высота уменьшается, потребуется меньше времени. Например, цилиндр, напечатанный под углом 45°, займет меньше времени, чем тот же цилиндр, напечатанный под углом 90°.
Просто помните, что большее поперечное сечение увеличит усилия при подъеме стола. Точно так же, если модель имеет слишком много опор, для нее потребуется больше материала и увеличатся шансы на отрыв модели со стола.
ПОДДЕРЖКИ
Поддержки при фотополимерной печати сильно отличаются от поддержек при 3D-печати FDM.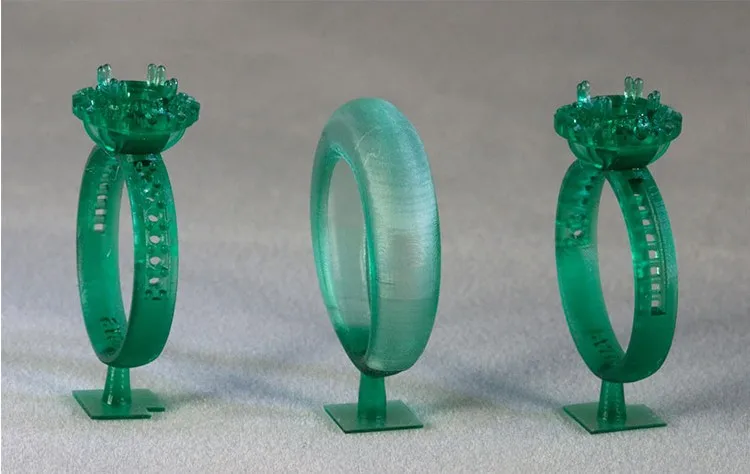 Хотя функция идентична, способ их работы немного отличается. Полимерные опоры имеют цилиндрическую форму с наклонным концом и заостренным наконечником. Таким образом, вы экономите немного смолы, и слайсер генерирует их только в важных местах, а не по всей области нависания.
Хотя функция идентична, способ их работы немного отличается. Полимерные опоры имеют цилиндрическую форму с наклонным концом и заостренным наконечником. Таким образом, вы экономите немного смолы, и слайсер генерирует их только в важных местах, а не по всей области нависания.
В CHITUBOX есть отдельный раздел для настройки поддержек. Вы можете добавлять вручную поддержки или даже автоматически создавать их для ваших моделей. Это отличный способ, если вы хотите быстро создавать поддержки и не хотите тратить слишком много времени.
Фотополимерная технология
Фотополимерная технология
Мир печатей
печати-челябинск.рф
Адрес: Челябинск, ул.Елькина, д. 63Б, оф. 102
17 пунктов самовывоза СДЭК
График работы:
пн-пт с 10:00 до 18:00 | в другое время
8-951-
4466332
mir-pechatey@mail. ru
ru
Конструктор печатей онлайн
Заказ печати ООО, ЗАО, ОАО и др.
Заказ печати для ИП
Заказ печати и штампа врача
Заказ штампов, факсимиле, экслибрисов
Заказ печати по оттиску
Существуют несколько методов изготовления печатей. Они отличаются между собой «составом» оборудования, временными затратами и качеством готовой продукции. Фотополимерная технология требует времени. В качестве основы используется жидкий или твердый фотополимер.
Они отличаются между собой «составом» оборудования, временными затратами и качеством готовой продукции. Фотополимерная технология требует времени. В качестве основы используется жидкий или твердый фотополимер.
Печати из жидкого фотополимера
Перед началом работы, эскиз штампа рисуют в графическом редакторе. После этого на лазерном принтере готовится негатив. Для этого потребуется матовая пленка.Для того чтобы придать негативу оптическую плотность, его нужно обработать затемнителем. Если негатив будет в дальнейшем использоваться, то нужно наложить него защитно-разделительную пленку. По периметру, отступая на 4-6 мм от края, наклеивают бордюрную ленту. Она предохраняет полимер от растекания.В получившуюся форму заливается фотополимер. Сверху его накрывают прозрачной пленкой. Заготовка печати отправляется в копировальную кассету. Там она зажимается стеклами. После чего будущую печать помещают в экспонирующую камеру. При этом прозрачная пленка будет сверху ,а негатив — внизу.
Время изготовления (засветки) зависит от нескольких моментов:
— расположение кассеты
Оптимальное расстояние — от 10 до 15 сантиметров. При уменьшении расстояния снижается равномерность потока света. Это приводит к изменению скорости отверждения на разных участках кассеты. При увеличении расстояния возрастает время экспонирования. Это снижает производительность.
— размеры стекла
Чем толще стекло, тем больше времени потребуется для экспонирования.
— качество фотопленки
Негатив должен быть предельно контрастным. Это позволит сократить время проявления темных частей. На светлых участки не быть «вуали».На этом этапе негатив засвечен с одной стороны, его нужно перевернуть.
Когда вторая сторона засвечена, заготовка печати разбирается. Нужно осторожно снять негатив. Незатвердевший полимер смывается с помощью щетки и моющего средства. Чистая форма помещается в емкость с водой.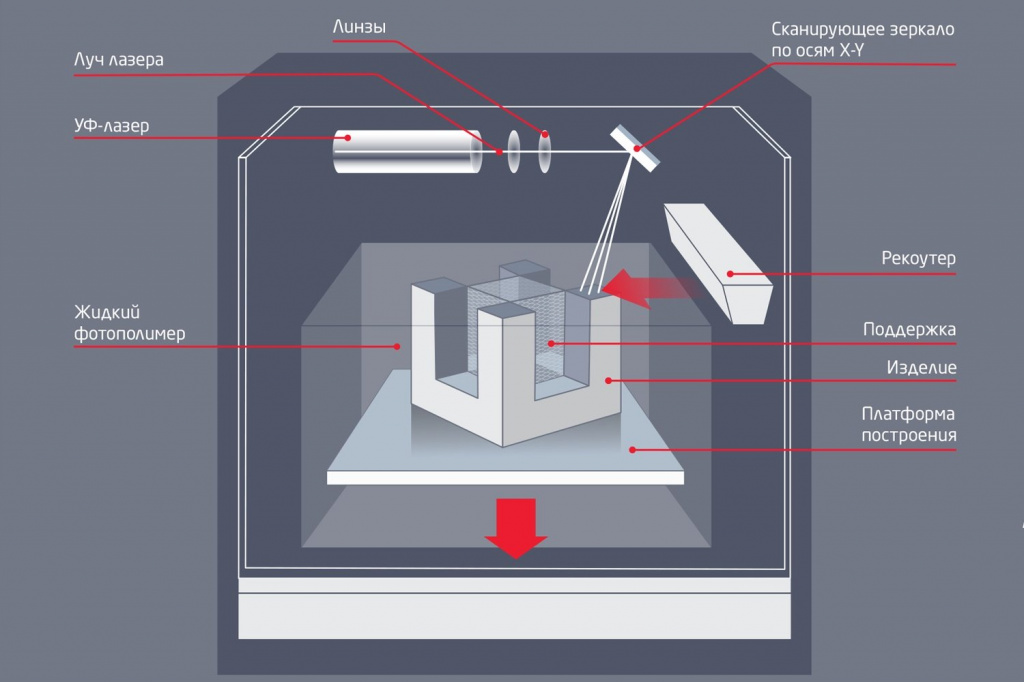 И отправляется в камеру для дубления. Потребуется от 7 до 10 минут. Итоговая часть изготовления: вырезать клише и приклеить его на оснастку.
И отправляется в камеру для дубления. Потребуется от 7 до 10 минут. Итоговая часть изготовления: вырезать клише и приклеить его на оснастку.
Печати из твердого фотополимера
Печать из твердого полимера изготавливается с помощью термопресса. Эскиз подготовлен. Он напечатан на матовой пленке и обработан затемнителем. Затем негатив нужно смочить водой и наложить на пластину из твердого полимера. Его располагают металлической основой вниз. Заготовка печати плотно прижимается стеклами и отправляется в экспокамеру под лампы, негатив располагается сверху. Время засветки до 3 минут. Затем удаляется негатив, клише промывается. Чтобы клише было прочным и долго служило, его высушивают промышленным феном. Пятнадцать минут «содержания» в экспонирующей камере — и оно готово.
Фотополимерная печать — Грег Брофи
Есть три процесса для фотографии, которые считаются наиболее востребованными из-за долговечности, тонального диапазона и красоты.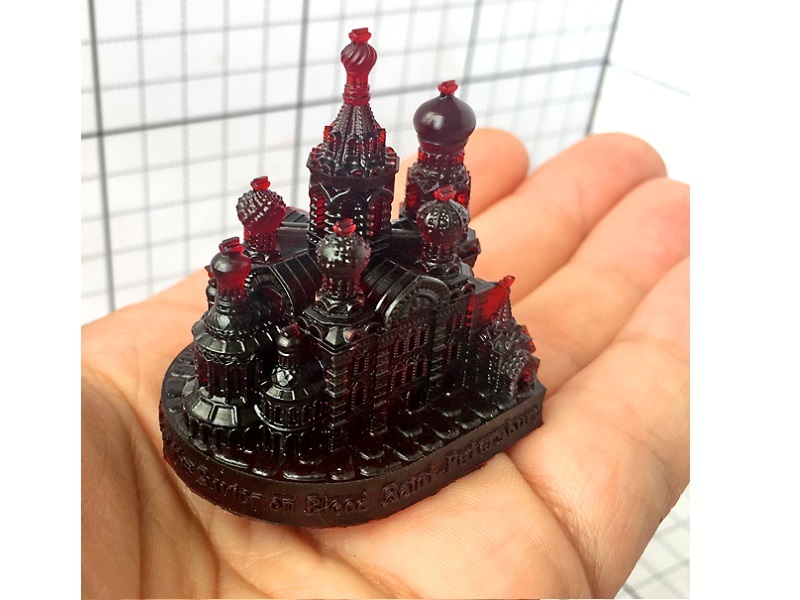 Их называют Большой тройкой: Платина, Карбон и Фотогравюра.
Их называют Большой тройкой: Платина, Карбон и Фотогравюра.
Последние несколько месяцев я работал над новым процессом, похожим на фотогравюру. Это подход, основанный на фотополимерах. Фотополимеры представляют собой тонкую пленку, которая наносится на лист пластика PETG толщиной 0,5 мм, экспонируется и протравливается карбонатом натрия. Это оставляет небольшой фоторезист на пленке, которая затем окрашивается и проходит через пресс. Результаты могут быть замечательными и сильно отличаться от других фотографических процессов. Используемые чернила представляют собой чернила для травления, которые являются наиболее стойкой формой фотопечати, поскольку представляют собой чистый пигмент и бумагу.
Я начал изучать этот процесс, потому что: Я пытаюсь уменьшить количество используемых едких химикатов. Я хотел изучить три основных традиционных процесса. Мне нравится работать руками, производя физические отпечатки, а не только струйные отпечатки (не то чтобы я имел что-то против хорошо выполненных струйных отпечатков). Мне нужен был процесс, который я мог бы выполнять независимо от температуры и влажности (платина и углерод очень чувствительны к теплу и влажности). При изучении процесса возникло несколько непредвиденных проблем. Основная проблема заключалась в том, что человек, создавший фильм, ImagOn, скончался, унеся с собой в могилу секрет того, что это был за фильм. Некоторые из вас знают, что я работаю в B&H, и из разговоров с Дэвидом я узнал, что пленка была сделана компанией Dupont и традиционно предназначалась для изготовления печатных плат. Мне удалось позвонить дистрибьютору пленки и попросить его прислать нам образец, чтобы Дэвид мог его протестировать. Мы сузили его до нескольких, которые могут работать, и мы все еще ищем другие варианты. В будущем я, скорее всего, сам буду продавать пленку, или, если вы хотите разместить оптовый заказ на 500 долларов, вы также можете купить ее.
Мне нужен был процесс, который я мог бы выполнять независимо от температуры и влажности (платина и углерод очень чувствительны к теплу и влажности). При изучении процесса возникло несколько непредвиденных проблем. Основная проблема заключалась в том, что человек, создавший фильм, ImagOn, скончался, унеся с собой в могилу секрет того, что это был за фильм. Некоторые из вас знают, что я работаю в B&H, и из разговоров с Дэвидом я узнал, что пленка была сделана компанией Dupont и традиционно предназначалась для изготовления печатных плат. Мне удалось позвонить дистрибьютору пленки и попросить его прислать нам образец, чтобы Дэвид мог его протестировать. Мы сузили его до нескольких, которые могут работать, и мы все еще ищем другие варианты. В будущем я, скорее всего, сам буду продавать пленку, или, если вы хотите разместить оптовый заказ на 500 долларов, вы также можете купить ее.
Вы также можете посмотреть учебные пособия Дэвида на Youtube по адресу:
. Вы также можете найти инструкции в группах Photogravure на Yahoo и Facebook. Я бы дал прямую ссылку на PDF-файлы, но этот процесс постоянно развивается, и все меняется, поэтому лучше просто следить за группами для получения самых последних инструкций.
Я бы дал прямую ссылку на PDF-файлы, но этот процесс постоянно развивается, и все меняется, поэтому лучше просто следить за группами для получения самых последних инструкций.
Ниже приведены лишь некоторые этапы печати пластины:
ImagOn
http://shop.takachpress.com/ImagOn-HD-Photopolymer-Film-p/imagonhd.htm
Чернила Graphic Chemicals Sepia в тубе 75 мл – 1 часть на 3
https://www.graphicchemical.com/shopdisplayproducts.asp?id=124&cat=Earth+Tones
I1665 Gamblin Sepia 300 мл – 3 части на 1
https://www.graphicchemical.com/shopdisplayproducts.asp?id=118&cat=Gamblin+O%2FB+Etching+Inks
12330 Обычный тарлатан, ширина 36 дюймов
https://www.graphicchemical.com/ shopdisplayproducts.asp?id=145&cat=Tarlatan
PETG
http://www.eplastics.com/Plastic/petg_vivak/PETGCLR0-020FM48X96amazon.com
Скребок Bondo – для нанесения краски
https://www.amazon.com/Bondo-60455056360-5pk-Spreader-Per-Pack/dp/B01ENII16O/ref=sr_1_2?ie=UTF8&qid=1504546775&sr=8 -2&keywords=bondo+скребок
Детские салфетки – для очистки тарелок
https://www.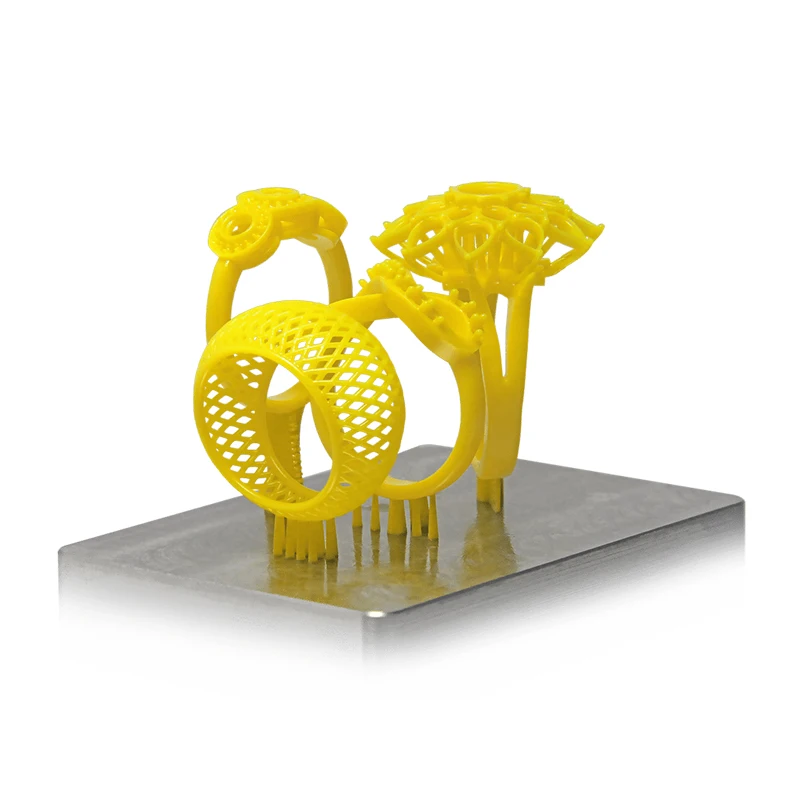 walmart.com/nco/Parent-apos-s-Choice-Unscented-Baby-Wipes-800-ct-Pack-of- 2/48278122
walmart.com/nco/Parent-apos-s-Choice-Unscented-Baby-Wipes-800-ct-Pack-of- 2/48278122
Я скоро буду продавать эти изображения здесь, на этом сайте, так что следите за обновлениями.
Опубликовано в Альтернативный процесс, обучение
Теги:
фотогравюра, фотополимер, тушь, эстамп, фотография, пресс
Твитнуть
Бюджетная фотополимерная печать
Джим Рид еще раз доказывает, что при небольшой работе и большом воображении фотоматериалы не должны стоить целое состояние.
Писатель и фотограф / Джим Рид
Конечным результатом этого процесса является печатная форма, изготовленная из светочувствительного пластика с использованием фотографического изображения, которое затем печатается с помощью травильного пресса . Процесс идеально подходит для тех, кто ищет впечатление от их изображений, а не очень подробное представление .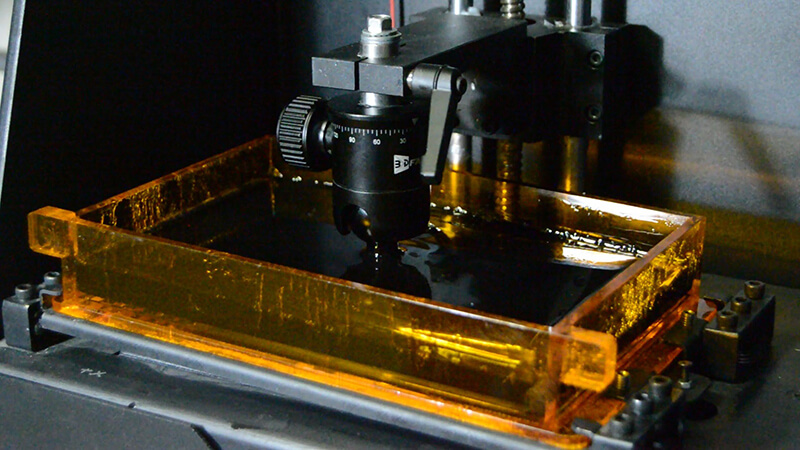 Преимуществами этого процесса являются использование совершенно нетоксичных материалов, некоторые из которых можно купить в местных магазинах, и абсолютная стойкость изображения, чернила становятся частью волокон бумаги, на которой они печатаются.
Преимуществами этого процесса являются использование совершенно нетоксичных материалов, некоторые из которых можно купить в местных магазинах, и абсолютная стойкость изображения, чернила становятся частью волокон бумаги, на которой они печатаются.
Мои исследования привели меня сначала к солнечным плитам, отлично, подумал я, пока не увидел цену и не стал думать, что я собираюсь сделать много дорогого лома, как я делал с любым новым процессом, который я пробовал. Я человек с ограниченными средствами, предпочитаю «методы за кухонным столом» и предпочитаю использовать ингредиенты из местных магазинов.
Дальнейшие исследования привели меня к фотополимерной пленке , которую можно прикрепить к самодельным пластинам , и она довольно недорогая. Я покупаю свою у дамы с Гернси по имени Салли Дайас, она называется Photec, и я также использую Z*Acryl производства Марка Заффрона. который можно получить в США и у Polymetal в Европе.
Получив пленку, я обнаружил, что единственный способ приклеить ее к тарелке — это пропустить ее через травильный пресс , и поэтому принял решение купить ее. Это привело меня к Polymetaal в Голландии, очень дружелюбной компании, которая продает травильные прессы по очень разумным ценам и многое другое.
Это привело меня к Polymetaal в Голландии, очень дружелюбной компании, которая продает травильные прессы по очень разумным ценам и многое другое.
Размышляя о пластинах, я вспомнил материал для модельеров под названием Plastikard и пошел и купил несколько листов в местном магазине моделей. Plastikard — это очень твердый пластиковый материал, продаваемый разной толщины. Я использую листы толщиной 0,030″ для изготовления пластин и нахожу их действительно очень хорошими.
Фотополимерная пленка поставляется в рулонах и должна открываться в затемненной комнате и под желтым светом , одним из тех, что продаются в вашем местном хозяйственном магазине для электрических каминов. Я кладу пластину на пленку и обрезаю ее, оставляя бордюр. На обеих сторонах пленки имеется защитный слой, а подложку необходимо удалить, чтобы прикрепить ее к пластине , подложка находится внутри рулона. Здесь пригодится двухсторонний скотч, положите полоску на скамейку, приклейте к ней уголок пленки и оттяните, это отделит подложку от пленки, и вы сможете ее снять.
Отсюда и далее все должно быть ЧИСТЫМ , иначе между пленкой и пластиной попадут неприятные частицы. Приготовить бутерброд на станине пресса : лист бумаги какой-то подкладочный, обои очень хорошие и дешевые, потом кусок пластикарда больше чем пластина, потом пленка лицевой стороной вниз, потом пластину осторожно опускают на обратную сторону пленки, потом еще лист бумаги на поверх него пленка, к которой можно приклеить, и еще один лист бумаги большего размера, затем тонкое одеяло и, наконец, толстое одеяло. Медленно пропустите через пресс с довольно большим усилием , т. е. вам потребуется приличное усилие, чтобы повернуть спицы.
Выньте бутерброд и вырежьте тарелку из бумаги с помощью острого канцелярского ножа . Я обмотал верх облегающего ящика бархатным материалом, чтобы он был легким, и положил туда тарелку. Оставьте его на несколько часов, чтобы он правильно приклеился , прежде чем подвергать его воздействию позитива.
Позитив, да, для привыкших к фотографии это кажется совсем неправильным, но для глубокой печати нужен позитивный транспарант . Более плотные области теней делают светочувствительный пластик более мягким, чем блики, и, следовательно, они протравливают глубже, чем более жесткие блики. Я использую Photoshop и беру отсканированное или загруженное изображение, довожу его до нужного размера для пластины, конвертирую его в черно-белое, настраиваю контраст, а затем с помощью кривых оставляю вход на 0 и конвертирую результат между 65 и 80, это это, распечатайте его на прозрачном листе! В зависимости от принтера, который вы используете, могут быть настройки для «тонкого дизеринга» и «рассеивания ошибок», используйте последний, он дает позитив без явных линий. Вы также можете загрузить использованную кривую и импортировать ее в Photoshop.
Это создаст «прямолинейное» изображение, и хотя можно получить отпечаток с этого типа позитива, может быть полезнее использовать некоторые приемы, которые есть в Photoshop. Например, преобразование изображения в растровое изображение и добавление оттуда полутонового экрана — это, вероятно, лучший способ получить приемлемое изображение, если вы новичок в этой технике. Использование фильтра Noise — хороший способ получить пластину, которая будет хорошо печатать. Попробуйте как можно больше техник, и вскоре вы найдете то, что соответствует вашему темпераменту и способу работы.
Например, преобразование изображения в растровое изображение и добавление оттуда полутонового экрана — это, вероятно, лучший способ получить приемлемое изображение, если вы новичок в этой технике. Использование фильтра Noise — хороший способ получить пластину, которая будет хорошо печатать. Попробуйте как можно больше техник, и вскоре вы найдете то, что соответствует вашему темпераменту и способу работы.
Теперь мы соединяем их вместе, У меня есть самодельная рамка для контактной печати, и я соединяю в ней пластину и пленку, эмульсия на пластине . Сэндвич теперь подвергается воздействию ультрафиолетового излучения , вы можете использовать солнце, но это очень непредсказуемо, особенно здесь, в Великобритании. Я использую солярий для загара лица в качестве источника УФ-излучения, его можно купить довольно дешево на распродажах автомобильных ботинок и через eBay. Солярий размещается на расстоянии 12″ от печатной формы и для Photec I экспонируется в течение 30-40 секунд, а Z*Acryl в течение 50-60 секунд .
Следующим шагом будет кухонная раковина, плита должна быть выгравирована , все еще в тусклом свете с включенным желтым безопасным светом. Приготовьте травильную ванну, две чайные ложки (10 грамм) бытовой промывочной соды (карбонат натрия) на один литр воды при температуре 18-21 C, вылейте в лоток (из садового центра или лоток для кошачьего туалета из местный зоомагазин). Поместите угол открытой пластины в ванну примерно на десять секунд, выньте ее и с помощью кожи на пальцах или ладони снимите верхний защитный слой, а затем снимите его . Аккуратно поместите тарелку в ванну, прижимая ее только за края. Травить в течение 7 минут для Photec и 8 минут для Z*Acryl без перемешивания и растирания губкой, глубину травления можно проверить осмотром, дать стечь воде и внимательно посмотреть на блики и тени.
Следующие шаги требуют большой осторожности, я не использую перчатки для вышеперечисленных действий, если у вас чувствительные руки, я рекомендую вам это сделать. В любом случае у вас на пальцах останется травильная жидкость, и вы должны избавиться от нее, иначе она будет капать на пластину и повреждать ее, вызывая ужасные «печатные пятна».
В любом случае у вас на пальцах останется травильная жидкость, и вы должны избавиться от нее, иначе она будет капать на пластину и повреждать ее, вызывая ужасные «печатные пятна».
Смешайте 1 литр простой воды и 1/2 литра воды с добавлением около 5 мл белого уксуса (уксусной кислоты) для приготовления Нейтрализатора/отвердителя r, оба при температуре около 20°C. Поставьте тарелку в большую поднос и вылейте нейтрализатор/отвердитель рядом с ним и дайте ему стечь над тарелкой, оставьте его там на некоторое время и вымойте руки (или перчатки), чтобы удалить все следы соды.
Через пару минут вымойте тарелку в простой воде .
Если тени отслаиваются, время травления было слишком большим, ванна слишком сильная или экспозиция слишком короткая, если блики протравлены недостаточно, то травление было слишком коротким или экспозиция слишком длинной . Требуется несколько экспериментов, чтобы сделать это правильно, но как только вы это сделаете, опыт подскажет вам, как экспонировать и травить.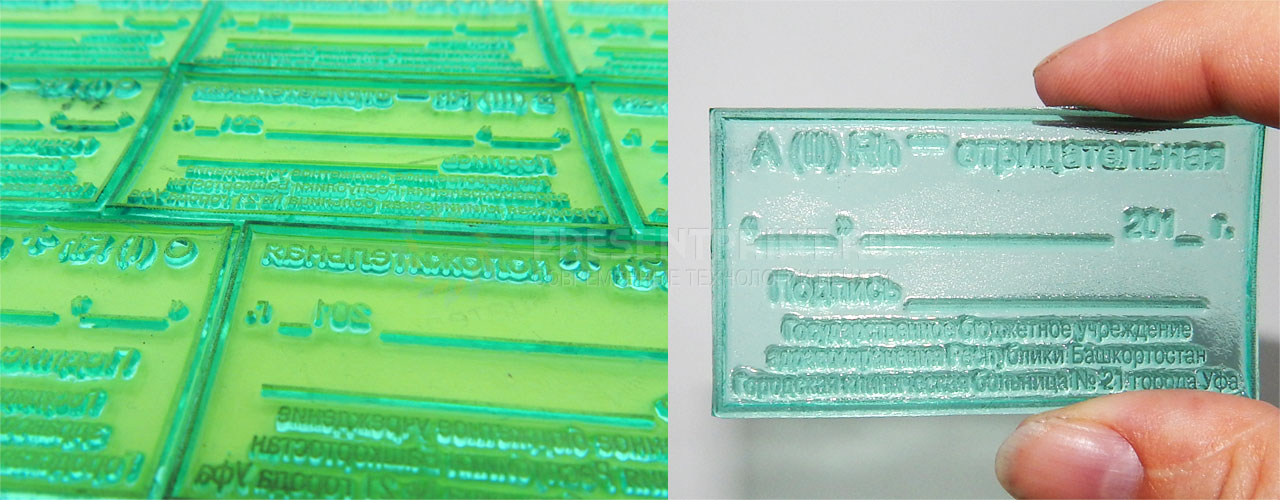
Оставьте пластину сохнуть при тусклом свете, а когда она высохнет, подвергайте ее воздействию источника УФ-излучения не менее чем в два раза больше времени, необходимого для экспонирования изображения, или оставьте в помещении, куда не попадают прямые солнечные лучи, на некоторое время. час или около того, это завершает процесс закалки. До этого момента берите тарелку только за края, она еще будет мягкой.
Положите планшет на впитывающую бумагу и осторожно промокните его
кухонный рулон, затем оставьте его сохнуть при тусклом свете и когда он полностью высохнет, подвергайте его воздействию источника УФ-излучения как минимум в два раза больше времени, необходимого для экспонирования изображения, или оставьте в помещении, куда не попадают прямые солнечные лучи. в течение часа или около того, это завершает процесс затвердевания. До этого момента берите пластину только за края , она еще будет мягкой.
После этого переходим к творчеству, окрашивание формы, я использую краски Akua Color Intaglio , на водной основе, очень плотные, легко смываются водой с мылом, нетоксичны и могут использоваться в непроветриваемом помещении. Кусочком жесткого картона наберите небольшое количество чернил и аккуратно и равномерно распределите их по пластине. Возьмите лист газеты или страницу из старого телефонного справочника, положите его на тарелку и ладонью прижмите и разгладьте по тарелке, снимите и выбросьте .
Кусочком жесткого картона наберите небольшое количество чернил и аккуратно и равномерно распределите их по пластине. Возьмите лист газеты или страницу из старого телефонного справочника, положите его на тарелку и ладонью прижмите и разгладьте по тарелке, снимите и выбросьте .
После удаления большого количества ненужных чернил пластину теперь можно аккуратно протереть с бутербродом из тонкого нейлонового материала и кухонных полотенец, сложенных в кучу и сшитых в подушку, идея такова; , потому что нейлон не очень хорошо впитывает, легкое давление удаляет очень небольшое количество чернил, немного больше давления и больше чернил впитывается тряпкой для посуды, делайте это очень осторожно, легкими круговыми движениями . После этого используйте несколько страниц из газеты или старого телефонного справочника в качестве последнего штриха, используя только кончики пальцев. Идея состоит в том, чтобы удалить достаточно чернил, чтобы сделать изображение, которое вы хотите 9.
Всего комментариев: 0