Резина для 3д печати: Как печатать резиной на 3D-принтере [2020]
Содержание
Документ центр Тверь, 3d печать, лазерная резка, изготовление макетов, промышленный дизайн, 3d принтер
- 8(920)688-24-63 (Тверь)
- Интернет-магазин
Скидка до
20%
проектным
бюро
Курьерская
доставка!
«Технополис»
Документ Центр
Печать документов
Печать чертежей
Плакаты и фото
Рекламная полиграфия
Подробнее Заказать печать!
20%
застройщикам
Кофр
бесплатно!
Макетная
мастерская
Изготовление макетов любой сложности
Архитектурные макеты
Промышленные и производственные макеты
Макеты домов и церквей
Ландшафтные макеты
Макеты коттеджных поселков
Подробнее Заказать макет!
 5,1.6)»> 3Д печать
5,1.6)»> 3Д печать
от 10р./г
PLA пластик
3Д печать
55р./см3
гипс
«Технополис»
Центр 3D печати
3D сканирование
3D моделирование
3D печать
Заказать 3D печать!
Наши услуги
«Технополис» предоставляет комплексные решения по 3D технологиям, инженерной и оперативной печати. Мы используем новый подход к реализации полного цикла услуг в области инжиниринга.
Мы используем новый подход к реализации полного цикла услуг в области инжиниринга.
Наши преимущества
«Технополис» это масштабная площадка, в рамках которой команда специалистов занимаемся быстрым прототипированием и изготовлением конечных изделий.
Команда профессионалов
Высокая квалификация и личные качества сотрудников позволяют компании стабильно обеспечивать добросовестное и своевременное выполнение своих контрактных обязательств.
Накопленный опыт
Накопленный опыт в области создания инженерных решений различного уровня сложности.
Современная производственная площадка
На сегодняшний день на площадях «Технополиса» сосредоточено более тридцати единиц современной техники.
Пресса о нас
Наша компания нередко становится обьектом внимания местных СМИ. Ежегодно «Технополис» принимает активное участие в строительных выставках, конкурсах. На базе нашего центра проходят мероприятия с участием специалистов различных областей.
Рен ТВ Пилот
Вести Тверь
Вести Тверь
ВУЗПРОМЭКСПО
Команда «Технополис» победитель межрегионального конкурса ИНЖПРОМФЕСТ 2016.
Подробнее
eTver
Город техников. В Твери открылся центр для молодых инженеров.
Подробнее
Комплекс инжиниринговых услуг
Этапы разработки проекта
-
Эскиз проект -
Проектирование -
Испытания -
Запуск серии
Эскиз проект
Отзывы наших клиентов
Нас выбрали
Есть идея? Придайте ей форму!
Оставить заявку!
© 2012 — 2023 tver3dprint. ru. Все права на видео и фотографии защищены российским законодательством об авторском и смежных правах. Использование материалов разрешено только со ссылкой на источник и предварительного согласия правообладателей.
ru. Все права на видео и фотографии защищены российским законодательством об авторском и смежных правах. Использование материалов разрешено только со ссылкой на источник и предварительного согласия правообладателей.
Основные виды пластика применяемые в 3д печати / Статьи
Поделиться:
Рассмотрим основные виды пластика применяемые в 3д печати(REC):
- REC ABS — ударопрочный пластик, большинство пластиковых предметов вокруг нас сделаны именно из ABS. Материал превосходно подходит для 3D печати предметов, несущих нагрузку, — шестерней, механизмов, корпусов, крючков, рукояток, держателей и т.п., так как обеспечивает высокую прочность и долговечность моделей. Отлично поддается механической обработке и покраске.
Растворим в ацетоне. Для склеивания моделей и в качестве покрытия стола 3D-принтера мы советуем использовать раствор ABS пластика в ацетоне.
Температура экструдера: 210-245°C
Температура стола: 90-110°C
Обдув детали: не рекомендуется - REC PLA — самый популярный материал для 3D печати.
 Его делают из кукурузы и сахарного тростника, поэтому он так экологичен и абсолютно безопасен. Для домашней и офисной 3D печати чаще всего применяется именно REC PLA — он полностью безвреден и печатать им очень просто, т.к. он не требует специальных температурных условий и, что самое главное, модели из PLA не выгибаются и не трескаются при изменении температуры окружающей среды благодаря отсутствию эффекта термоусадки.
Его делают из кукурузы и сахарного тростника, поэтому он так экологичен и абсолютно безопасен. Для домашней и офисной 3D печати чаще всего применяется именно REC PLA — он полностью безвреден и печатать им очень просто, т.к. он не требует специальных температурных условий и, что самое главное, модели из PLA не выгибаются и не трескаются при изменении температуры окружающей среды благодаря отсутствию эффекта термоусадки.
Идеален для печати любых декоративных и функциональных моделей. Допускается механическая обработка и покраска. Натуральный REC PLA пластик не имеет в своем составе красителей, поэтому является самым прозрачным в нашей линейке пластиков, после определенной обработки его можно сделать еще более прозрачным.
Растворим в дихлорметане. Для склеивания моделей рекомендуется использовать эпоксидную смолу.
Температура экструдера: 200-220°C
Температура стола: 0-60°C
Обдув детали: крайне желателен
- REC HIPS — высокопрочный полистирол.
 Не смотря на название, этот материал более хрупкий чем ABS и его рекомендуется использовать для печати поддержек в моделях из ABS пластика.
Не смотря на название, этот материал более хрупкий чем ABS и его рекомендуется использовать для печати поддержек в моделях из ABS пластика.
Растворим в цитрусовом масле (D-Limonene). Каждая катушка упакована в многоразовый вакуумный пакет с силикагелем, чтобы при хранении пластик не терял своих свойств.
Температура экструдера: 220-235°C
Температура стола: 90-110°C
Обдув детали: не рекомендуется
- REC FLEX — специальный гибкий материал, по свойствам похожий на твердый силикон. Упругий и приятный на ощупь. Этот материал открывает новые возможности в 3D-печати по технологии FDM. Теперь вы можете печатать модели с новыми свойствами: все от игрушек, кос-плей масок и мягких тапочек до элементов суставов, кнопок и специальных пневматических патрубков сложной формы.
Не поддается механической обработке и поэтому обладает высокой износостойкостью. Склеивается при помощи синтетических каучуков или с помощью паяльного фена.
Температура экструдера: 220-240°C
Температура стола: 90-110°C
Обдув детали: не рекомендуется
- REC RELAX — прозрачный пластик на основе PET-G для очень прочной 3D печати. Отлично подойдет для крупногабаритных изделий, им очень просто печатать так как его усадка даже меньше чем у сухого PLA, а благодаря высокой адгезии между слоями даже тонкостенные модели имеют впечатляющую прочность. Этот материал характеризуется очень высокой ударопрочностью и широким температурном диапазоном применения (от -40°С до +70°С), высокой прозрачностью, хорошей стойкостью к воздействию жиров и минеральных кислот. А самое главное, получить с этим материалом качественный результат очень просто. Печатать материалом REC RELAX сможет абсолютно любой FDM 3D-принтер.
Температура экструдера: 215-245°C
Температура стола: 20-60°C
Обдув детали: 20%
- REC ETERNAL — это атмосферостойкий ударопрочный пластик на основе ASA.
 Материал обладает высокой прочностью и устойчивостью к внешним факторам, имеет широкий диапазон температур эксплуатации в течение длительного времени (от -40°C до +80°C). Так же устойчив к ультрафиолету и практически не подвержен воздействию смазочных материалов, разбавленных кислот и дизельного топлива.
Материал обладает высокой прочностью и устойчивостью к внешним факторам, имеет широкий диапазон температур эксплуатации в течение длительного времени (от -40°C до +80°C). Так же устойчив к ультрафиолету и практически не подвержен воздействию смазочных материалов, разбавленных кислот и дизельного топлива.
По сравнению с ABS пластиком устойчив к ультрафиолету, имеет повышенную адгезию и заметно меньший эффект термоусадки.
Материал отлично подойдет при печати корпусов уличных устройств, уличной осветительной техники, элементов автомобилей, морской и воздушной техники (как наружных, так и внутренних элементов) и предметов, которые при эксплуатации подвергаются воздействию окружающей среды.
Температура экструдера: 225-240°C
Температура стола: 80-110°C
Обдув детали: не рекомендуется
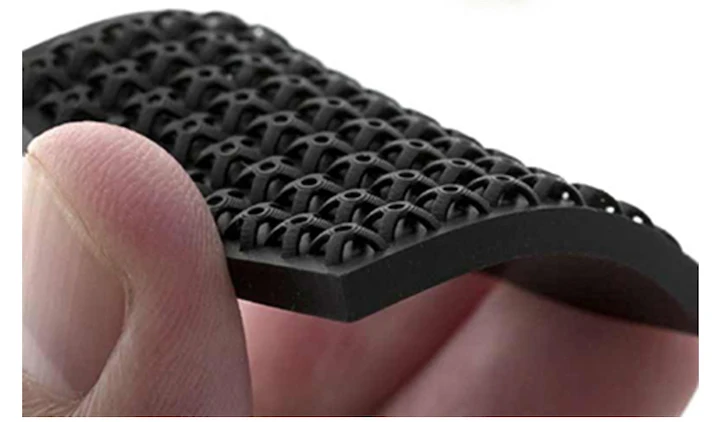
- REC RUBBER — резина для 3D печати. Специальный материал, который своим свойствам очень близок к настоящей резине, повторяя все её свойства.
 Материал очень хорошо подойдет для печати: кнопок, уплотнителей, амортизаторов и даже покрышек для радиоуправляемых моделей.
Материал очень хорошо подойдет для печати: кнопок, уплотнителей, амортизаторов и даже покрышек для радиоуправляемых моделей.
Склеивается при помощи синтетических каучуков или с помощью паяльного фена. Каждая катушка упакована в многоразовый вакуумный пакет с силикагелем, чтобы при хранении пластик не терял своих свойств.
Температура экструдера: 225-245°C
Температура стола: 90-110°C
Обдув детали: не рекомендуется
- REC CAST — особый материал на основе полиметилметакрилата с добавлением специальных пластификаторов. Материал подготовлен специально для печати объектов, применяемых в литье по выжигаемым моделям.
При разработке этого материала мы проводили испытания в исследовательском центре МГУ. Результаты термогравиметрического анализа в динамической атмосфере воздуха показали, что массовая доля золы менее чем 0.01% от массы напечатанного объекта при выжигании его на ~405°С.
Таким образом, этот материал обладает предельно низкой зольностью, что делает его идеальным материалам для создания выжигаемых мастер моделей.
Раньше все, кому необходимо было получить мастер модель для выжигания, были вынуждены точить их на фрезах из оргстекла и полистирола или заказывать дорогую 3D печать из выжигаемых фотополимеров. Теперь любой обладатель FDM 3D принтера может изготовить мастер модель из REC CAST и обратится к литейщикам для изготовления необходимой детали, не затрачивая значительных средств.
Печать REC CAST немногим сложнее, чем печатать ABS пластиком, при должной сноровке можно добиваться потрясающих результатов.
Температура экструдера: 225-245°C
Температура стола: 90-110°C
Обдув детали: не рекомендуется
- REC Sealant — термопластичный полиуретан. Самый эластичный и износостойкий материал в линейке гибких пластиков REC. Отличается высокой химической стойкостью к маслам, бензинам, щелочам и некоторым кислотам.
 Обладает высокой прочностью при деформации на изгиб и растяжение.
Обладает высокой прочностью при деформации на изгиб и растяжение.
Характеристики:
— материал стойкий к погодным условиям и хорошо держит форму;
— стоек к щелочам, маслам, бензинам и слабым кислотам;
— высокая прочность при деформации на изгиб и растяжениях;
— хорошие свойства шумопоглощения и виброгашения;
— высокая степень износостойкости.
Кроме того, полимер обладает хорошей устойчивостью к морской воде, жирам, не подвержен воздействию микробов или бактерий. Материал имеет высокий уровень устойчивости к естественному старению и допускает повторную переработку.
Температура экструдера: 215-235°C
Температура стола: 30-60°C
Обдув детали: 20%
- REC FRICTION – очень стойкий к истиранию полимер, выполненный на базе полиамида. Материал с превосходной термической, химической и гидролизной стойкостью.
 Широкий диапазон рабочих температур (от -60°С до +90°С) позволяет материалу работать в высоконагруженных механизмах.
Широкий диапазон рабочих температур (от -60°С до +90°С) позволяет материалу работать в высоконагруженных механизмах.
Материал, отличающийся повышенной прочностью, термостойкостью и стойкостью к истиранию. Способен выдерживать циклические нагрузки. Сохраняет свои характеристики в широком диапазоне температур. Растворяется в концентрированной серной кислоте, в феноле, крезоле, хлорал и трифторэтаноле. Устойчив к действию спиртов, щелочей, масел и бензина.
К недостаткам полиамидов можно отнести относительно высокое влагопоглощение и низкую светостойкость.
Температура экструдера: 230-245°C
Температура стола: 30-60°C
Обдув детали: не рекомендуется
- REC PVA — поливиниловый спирт. Твердое, бесцветное, нетоксичное вещество, не имеет запаха. PVA-пластик нетоксичен и поддаётся биологическому разложению и его рекомендуется использовать для печати вспомогательных структур в объектах из PLA пластика со сложной геометрией, которые затем можно легко удалить.
Растворить PVA можно в обычной ванне с теплой водой, иногда помешивая для ускорения процесса.
Температура экструдера: 190-220°C
Температура стола: 50°C
Обдув детали: крайне желателен
— слабо
— удовлетворительно
— нормально
— хорошо
— отлично
| ABS | PLA | HIPS | FLEX | RUBBER | RELAX | ETERNAL | CAST | FRICTION | SEALANT | PVA | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Легкость печати | |||||||||||
| Жесткость | |||||||||||
Легкость мех.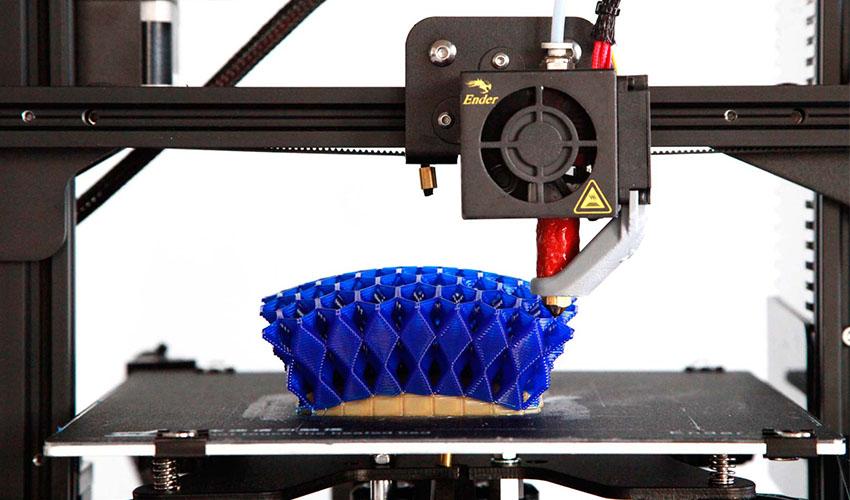 обработки обработки | |||||||||||
| Долговечность дома | |||||||||||
| Межслойная адгезия | |||||||||||
| Отсутствие запаха при печати | |||||||||||
| Долговечность на улице | |||||||||||
| Термостойкость | |||||||||||
| Стойкость к УФ | |||||||||||
| Ударопрочность | |||||||||||
| Маслостойкость | н/д | н/д | н/д | н/д | |||||||
| Бензостойкость | н/д | н/д | н/д | н/д | |||||||
| Температура эксплуатации | от -40°С до +80°С | от -20°С до +40°С | от -40°С до +70°С | от -40°С до +100°С | от -35°С до +100°С | от -40°С до +70°С | от -40°С до +90°С | температура выжигания ~405°С | от -60°С до +90°С | н/д | н/д |
| ABS | PLA | HIPS | FLEX | RUBBER | RELAX | ETERNAL | CAST | FRICTION | SEALANT | PVA | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Ударная вязкость по Шарпи, кДж/м2 | 180,14 | 5,62 | 198,92 | — | — | 4,17 | 197,06 | н/д | 85 | н/д | н/д |
| Модуль упругости при сжатии, ГПа | 1,71 | 2,96 | 1,46 | 0. 066 066 | 0,0623 | 1,81 | 1,82 | н/д | н/д | н/д | н/д |
| Предел текучести при сжатии, МПа | 49,3 | 77,4 | 40,5 | 7,6 | 2,3 | 51,7 | 56,5 | н/д | 60 | н/д | н/д |
| Прочность при растяжении поперек слоев, МПа | 29,6 | 34,8 | 16,4 | 17,5 | 19,7 | 36,5 | 35,8 | н/д | 50 | н/д | н/д |
| Модуль упругости при растяжении поперек слоев, ГПа | 1,27 | 1,32 | 0,93 | 0,0637 | — | 1,12 | 1,14 | н/д | н/д | н/д | н/д |
| Прочность при изгибе, МПа | 65,4 | 94,2 | 37,6 | 5,3 | 3,4 | 76,1 | 69,5 | н/д | 60 | н/д | н/д |
| Модуль упругости при изгибе, ГПа | 2,14 | 3,04 | 1,35 | 0,0729 | — | 2,06 | 1,35 | н/д | 60 | н/д | н/д |
| Прочность при растяжении вдоль слоев, МПа | 19,7 | 31,2 | 29,6 | — | — | 33,6 | 22,5 | н/д | 45 | н/д | н/д |
| Модуль упругости при растяжении вдоль слоев, ГПа | 2,34 | 3,07 | 1,27 | — | — | 1,73 | 1,86 | н/д | н/д | н/д | н/д |
| Маслостойкость, (деформация за 24 часа) % | 0,8 | 1,1 | 1,2 | 2,6 | 14,8 | — | — | н/д | н/д | н/д | н/д |
| Бензостойкость, (деформация за 24 часа) % | 0,35 | 0,90 | 1,5 | 9,9 | 20,2 | — | — | н/д | н/д | н/д | н/д |
| Плотность, г/см3 | 1,05 | 1,25 | 1,03 | 1,1 | 0,95 | 1,30 | 1,08 | 1,18 | 1,05 | н/д | н/д |
| Температура эксплуатации | от -40°С до +80°С | от -20°С до +40°С | от -40°С до +70°С | от -40°С до +100°С | от -35°С до +100°С | от -40°С до +70°С | от -40°С до +90°С | температура выжигания ~405°С | от -60°С до +80°С | н/д | н/д |
Стандартные обозначения величин
- Ударная вязкость по Шарпи — ak
- Предел текучести при сжатии – σ-
- Модуль упругости при сжатии – Е-
- Прочность при растяжении – σ+
- Модуль упругости при растяжении – Е+
- Прочность при изгибе – σ
- Модуль упругости при изгибе – Е
Резиновые материалы для 3D-печати | 3D-печать с использованием имитаторов резиноподобных полимеров
3D-печать сложных структур с высокими прочностными и компрессионными свойствами с использованием настоящих пен и каучуков
GET PARTS MADE
Главная Материалы Эластомеры, резина и пена Материалы для 3D-печати
FreeFoam™
Материал: Пена
FreeFoam™ — это вспенивающаяся смола для 3D-печати, разработанная для процесса 3D-печати DLP.
Полное описание
Фотополимерные смолы FreeFoam содержат диспергированные активируемые нагреванием пенообразователи и печатаются на 3D-принтере, как и другие смолы, с помощью цифровой обработки света (DLP). После печати детали FreeFoam проходят короткий цикл в печи, создавая закрытые ячейки, которые расширяют деталь на запрограммированную величину от 2 до 7 раз по сравнению с исходным размером, сохраняя жесткие допуски
Технические характеристики
- Твердость (по Шору А): 60 ± 10
- Коэффициент объемного расширения (м³/м³): 3,6 +/- 0,3
- Плотность вспененного материала (г/см³): 0,28 +/- 0,04
- Удлинение при разрыве (%): Тип V 125 ± 25
- Прочность на растяжение (МПа): Тип V > 4
- Прочность на разрыв (кН/м): > 10
Применение
- Замена пены
- Подушки, набивка и поддержка
- Применения, поглощающие удары и давление
- Обувь, одежда и товары народного потребления
- Упаковка и транспортировка
- Сиденья, мебель и матрасы
Технология/процесс
- Технология DLP
Узнать больше
Elastic ToughRubber™ 90 от Adaptive 3D
Материал: Высокопрочная резина с шором A90 твердость
ETR 90 — это высокопрочная резина, раскрывающая преимущества аддитивного производства для производства резины, полиуретана и пеноматериалов.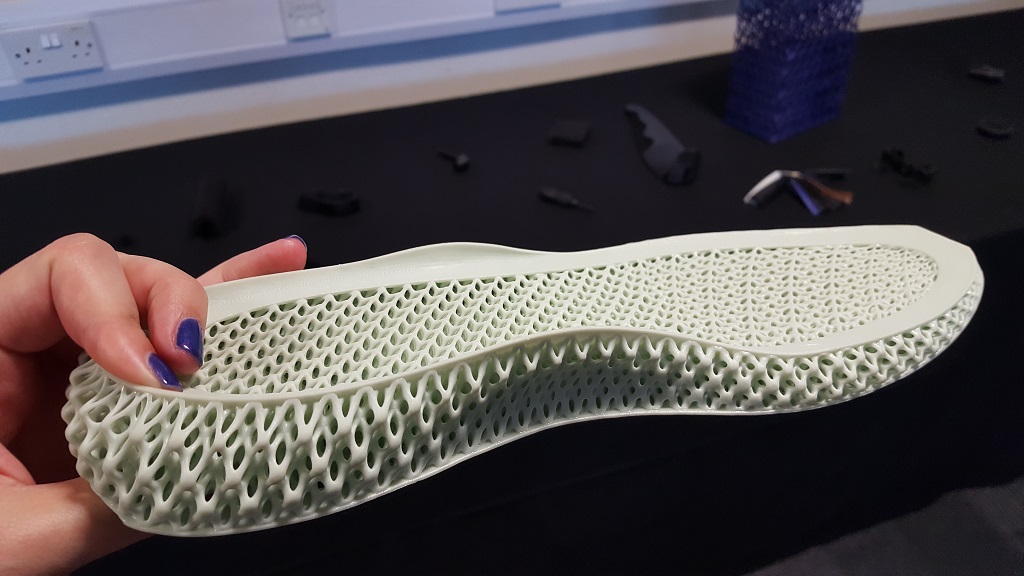
Полное описание
Благодаря твердости по Шору A90 и высокому удлинению этот материал идеально подходит для широкого спектра применений.
Характеристики:
- Однокомпонентный, однокомпонентный (смешивание не требуется)
- Высокое удлинение
- Чрезвычайно прочный
- На ощупь и работает как резина
- Возможен большой размер детали, высокое разрешение, гладкая поверхность, черный цвет
Технические характеристики
- Твердость: по Шору A 90
- Прочность на разрыв: 38 кН/м
- Удлинение при разрыве: 190%
- Напряжение растяжения при разрыве: 14 МПа
Применение
- Виброгасящие компоненты
- Уплотнения
- Перегородки
Технология/Процесс
- Технология DLP
Узнать больше
Elastic ToughRubber™ 70 от Adaptive 3D
Материал: Высокопрочная резина с твердостью по Шору A70
Твердость A70 и чрезвычайно высокое удлинение.
Полное описание
Elastic ToughRubber™ (ETR) раскрывает преимущества аддитивного производства для производства резины, полиуретана и пеноматериалов.
Характеристики:
- Однокомпонентный, однокомпонентный (смешивание не требуется)
- Чрезвычайно высокое удлинение
- Чрезвычайно прочный
- На ощупь и работает как резина
- Возможен большой размер детали, высокое разрешение, гладкая поверхность, черный цвет
Характеристики
- Твердость: Shore A 70
- Прочность на разрыв: 31 кН/м
- Удлинение при разрыве: 400%
- Напряжение растяжения при разрыве: 7,6 МПа
Применение
- Прокладки
- Защитные кожухи
Технология/процесс
- Технология DLP
Узнать больше
Soft ToughRubber™ | Adaptive 3D
Эластомер
Soft ToughRubber™ обеспечивает ощущения и механические свойства силикона с возможностью 3D-печати с высоким разрешением.
Полное описание
Основные характеристики:
- Однокомпонентный, однокомпонентный (смешивание не требуется)
- Фотополимер Soft AM (твердость по Шору A 28,6)
- Силикон/TPE на ощупь
- Высокая деформация, прочность на растяжение и ударная вязкость
- Исключительная отделка поверхности
- Возможен большой размер детали, высокое разрешение, гладкая поверхность
- Доступен в черном цвете
Технические характеристики
- Технология цифровой обработки света
Приложение
- Аудионаушники
- Носимая электроника
- Анатомические медицинские модели
Технология/процесс
- Технология DLP
Узнать больше
LOCTITE® IND402
Эластомер
Этот материал сохраняет превосходную прочность на растяжение с высокой отдачей энергии и не требует вторичной термической постобработки.
Полное описание
E-IND402 представляет собой однокомпонентный эластомерный материал с превосходной прочностью в сыром состоянии и не требует последующей термической обработки.
Основные характеристики:
- Эластомерные характеристики
- Высокая устойчивость
- Хороший отскок
Технические характеристики
- Твердость: Shore A 76
- Прочность на разрыв: 28 кН/м
- Удлинение при разрыве: 230%
- Напряжение растяжения при разрыве: 5,5 МПа
Применение
Идеально подходит для эластомеров, требующих решетчатых конструкций, таких как виброизоляторы.
- Аэрокосмическая промышленность
- Автомобилестроение
- Товары народного потребления
- Производство
Технология/процесс
- DLP (цифровая обработка света)
Узнать больше
Имитация резины для быстрого прототипирования
Моделирование резиновых материалов с помощью материалов Polyjet Rubber и Polyjet Digital. Технология 3D-печати Polyjet позволяет производителям создавать реалистичные и точные модели и детали. Материалы Polyjet Rubber-Like предназначены для функционального прототипирования, концептуального моделирования, изготовления инструментов и отделки деталей дисплеев.
Технология 3D-печати Polyjet позволяет производителям создавать реалистичные и точные модели и детали. Материалы Polyjet Rubber-Like предназначены для функционального прототипирования, концептуального моделирования, изготовления инструментов и отделки деталей дисплеев.
Polyjet Каучукоподобные материалы обладают эластомерными характеристиками: удлинение при разрыве, сопротивление разрыву и прочность на растяжение. Резиновые материалы были созданы для приложений, требующих мягких и нескользких поверхностей. Резиноподобные материалы используются для производства бытовой электроники, медицинских устройств, автомобильных и аэрокосмических интерьеров. Семейство резиноподобных материалов Polyjet включает TangoGray™, TangoBlack™, TangoPlus™ (янтарный) и TangoBlackPlus™. Цифровые материалы Polyjet предназначены для имитации инженерных пластиков, сочетая в себе такие качества, как долговечность и устойчивость к высоким температурам. Они обладают отличными характеристиками амортизации и высокой ударопрочностью. Цифровые материалы идеально подходят для функциональных прототипов, защелкивающихся деталей, корпусов электрических деталей и крышек деталей двигателей.
Цифровые материалы идеально подходят для функциональных прототипов, защелкивающихся деталей, корпусов электрических деталей и крышек деталей двигателей.
TangoPlus
Создавайте прочные, устойчивые к разрывам прототипы, способные выдерживать многократные изгибы и изгибы.
ПОДРОБНЕЕ
Цифровые материалы
Объедините прочные и высококачественные материалы в один прототип для достижения наилучших результатов. Сотни комбинаций материалов созданы на основе нескольких основных фотополимеров Polyjet.
УЗНАТЬ БОЛЬШЕ
Agilus 30
Новейший каучуковый материал для 3D-печати PolyJet обеспечивает превосходную гибкость и устойчивость к разрывам, способные выдерживать многократные испытания.
УЗНАТЬ БОЛЬШЕ
Услуга 3D-печати резиной на Xometry
Xometry предлагает услуги 3D-печати резиной высочайшего качества как для прототипирования, так и для конечного применения. Резиновая 3D-печать может быть достигнута с помощью гибких нитей, гибких смол, отверждаемых УФ-излучением, а также с помощью уникальных методов и материалов для 3D-печати. 3D-печать термопластичными эластомерными материалами позволяет дизайнерам всего за несколько дней создавать 3D-отпечатки, имитирующие резину, без необходимости субтрактивного производства или этапов постобработки. Применение резиновых 3D-печатей включает прототипы резины, прокладки и крепежные детали, медицинские устройства, общие эластичные компоненты и многое другое.
Резиновая 3D-печать может быть достигнута с помощью гибких нитей, гибких смол, отверждаемых УФ-излучением, а также с помощью уникальных методов и материалов для 3D-печати. 3D-печать термопластичными эластомерными материалами позволяет дизайнерам всего за несколько дней создавать 3D-отпечатки, имитирующие резину, без необходимости субтрактивного производства или этапов постобработки. Применение резиновых 3D-печатей включает прототипы резины, прокладки и крепежные детали, медицинские устройства, общие эластичные компоненты и многое другое.
Моделирование методом наплавления (FDM)
При 3D-печати методом FDM в нагретое сопло экструдера подается гибкая нить из термопластичного эластомера, которая направляется XYZ-порталом принтера для плавления и нанесения материала на платформу построения в заданной форме слоя. по машинному коду модели САПР. Когда форма слоя завершена, платформа сборки опускается для размещения следующего слоя, и принтер повторяет процесс до тех пор, пока не будет получена полная часть. Гибкие нити, как правило, также выигрывают от охлаждения, направленного на выходе из сопла экструдера, чтобы предотвратить расплавление нити и изменение ее заданной формы. Просмотрите нашу страницу «Все о нити для 3D-печати Flex», чтобы увидеть разнообразие материалов и свойств, получаемых с помощью этой техники.
Гибкие нити, как правило, также выигрывают от охлаждения, направленного на выходе из сопла экструдера, чтобы предотвратить расплавление нити и изменение ее заданной формы. Просмотрите нашу страницу «Все о нити для 3D-печати Flex», чтобы увидеть разнообразие материалов и свойств, получаемых с помощью этой техники.
Цифровой синтез света (DLS)
Компания Carbon®, занимающаяся 3D-печатью, использует цифровую световую проекцию, кислородопроницаемую оптику и программируемые жидкие смолы для производства прочных и высокодетализированных гибких полимерных деталей. Этот процесс, известный как Digital Light Synthesis™, или сокращенно DLS, уникален для стереолитографии (SLA) или 3D-печати PolyJet тем, что смола DLS имеет вторичную термическую стадию, которая активирует спящие эпоксидные смолы или уретаны, делая детали намного прочнее, чем просто УФ-отверждение. . Кроме того, цифровой синтез света — это непрерывный процесс, при котором детали производятся без остановки, слой за слоем, как в большинстве аддитивных технологий. Это придает гибким деталям из смолы изотропные свойства, а это означает, что прочность одинакова независимо от ориентации.
Это придает гибким деталям из смолы изотропные свойства, а это означает, что прочность одинакова независимо от ориентации.
HP Multi Jet Fusion (MJF)
Запатентованная HP технология Multi Jet Fusion (MJF) позволяет создавать детали из порошкового слоя путем выборочного нанесения плавящих агентов и нагрева для создания определенного расплава в форме слоя детали. Это повторяется слой за слоем, создавая 3D-печатную деталь без необходимости в поддерживающих конструкциях. Он работает как традиционный струйный принтер с печатающей головкой, которая наносит материал, а затем фьюзер на всю рабочую пластину за один проход, что позволяет печатать несколько деталей одновременно. Хотя MJF чаще всего используется для создания твердых термопластичных деталей, он принимает резиноподобный ТПУ (термопластичный уретан). Детали MJF TPU можно сглаживать паром для получения гладкой поверхности и улучшения свойств. Узнайте больше в нашем руководстве по 3D-печати Multi Jet Fusion.
PolyJet 3D
PolyJet 3D — это технология 3D-печати, которая работает путем распыления УФ-отверждаемой смолы на модельный лоток в процессе, несколько похожем на струйную печать. Принтер наносит слои фотоотверждаемых смол очень тонкими слоями, где они одновременно отверждаются под действием ультрафиолетового (УФ) света, превращая их в твердый материал, соответствующий форме файла САПР. Этот процесс повторяется послойно, пока вся деталь не будет напечатана. При необходимости к детали добавляются поддерживающие структуры, чтобы обеспечить успешную сборку, которые удаляются вручную на этапах постобработки. Узнайте больше в нашем руководстве по 3D-печати PolyJet.
Принтер наносит слои фотоотверждаемых смол очень тонкими слоями, где они одновременно отверждаются под действием ультрафиолетового (УФ) света, превращая их в твердый материал, соответствующий форме файла САПР. Этот процесс повторяется послойно, пока вся деталь не будет напечатана. При необходимости к детали добавляются поддерживающие структуры, чтобы обеспечить успешную сборку, которые удаляются вручную на этапах постобработки. Узнайте больше в нашем руководстве по 3D-печати PolyJet.
Селективное лазерное спекание (SLS)
Селективное лазерное спекание (SLS) — это технология трехмерной печати в порошковом слое, которую часто считают двоюродной сестрой прямого лазерного спекания металлов (DMLS). Оба процесса работают с использованием лазера для точного сплавления слоя порошка для создания детали из файла 3D CAD. Его можно использовать для изготовления деталей из различных материалов SLS, включая пластик, металл, керамику или резиноподобный пластиковый порошок. Хотя Xometry обычно используется для 3D-печати из твердого пластика и металла, компания Xometry может поставлять смеси термопластичных эластомеров TPU Custom для SLS для производства резиноподобных компонентов. Узнайте больше в нашем руководстве по селективному лазерному спеканию (SLS).
Узнайте больше в нашем руководстве по селективному лазерному спеканию (SLS).
Прототипы
3D-печать всегда была быстрым и эффективным инструментом прототипирования — возможность включать гибкие материалы в прототипирование расширяет возможности дизайнеров продуктов и презентаторов, чтобы показать, как работают сборки и детали.
Прокладки
До аддитивного производства прокладки, уплотнительные кольца и другие уплотнительные компоненты приходилось вырезать из более крупных листов с помощью штампа, режущих инструментов или других методов вычитания. Теперь пользователи могут просто загрузить файл САПР на 3D-принтер и распечатать столько прокладок, сколько необходимо, с помощью системы профилей меньшего размера. Несколько разных прокладок могут быть изготовлены с одним и тем же рисунком, а дизайнеры могут выполнять быстрые итерации проектов, чтобы сделать прокладки более эффективными.
Компоненты медицинского оборудования
Изготовленные на заказ детали из резины, напечатанные на 3D-принтере, идеально подходят для персонализированных одноразовых изделий, таких как имплантаты, протезы и другие медицинские устройства.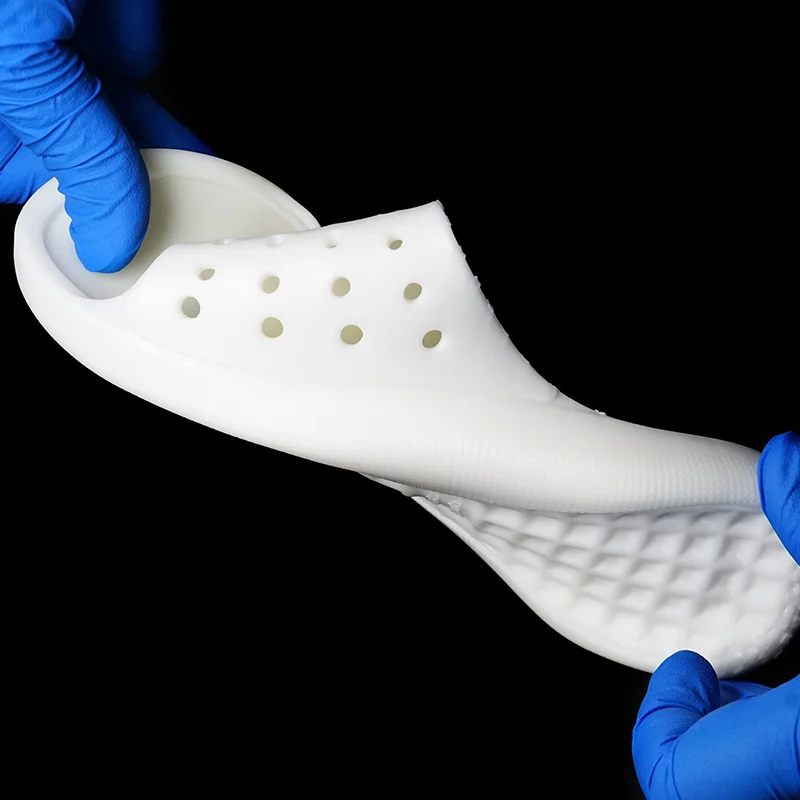
Всего комментариев: 0