Экструзионная гибка: Трубогибочный станок | Техника и человек
Содержание
Автоматический станок для экструзионной гибки труб в Каменском (Гибочные станки)
-
Украина -
Каменское -
Металлообрабатывающие станки -
Гибочные станки
Автоматический станок для экструзионной гибки труб в Каменском
Цена: Цену уточняйте
за 1 ед.
Компания ЧП Грид (Каменское) является зарегистрированным поставщиком на сайте BizOrg. su. Вы можете приобрести товар Автоматический станок для экструзионной гибки труб, расчеты производятся в ₽. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
su. Вы можете приобрести товар Автоматический станок для экструзионной гибки труб, расчеты производятся в ₽. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
Описание товара
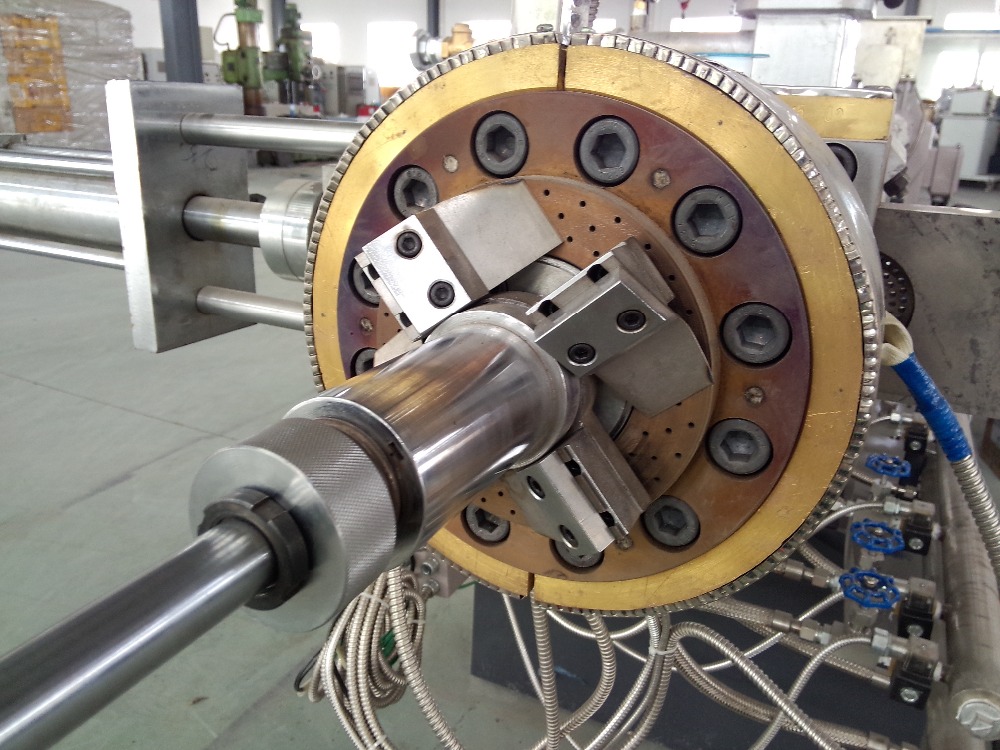
Автоматический станок для гибки труб методом экструзии
Данная модель станка использует для гибки труб, технологию экструзии. Экструзия представляет собой непрерывный технологический процесс, заключающийся в продавливании материала, через формующий инструмент (экструзионную головку, фильеру), с целью получения изделия нужной формы(радиуса) машина по предварительно заданной программе меняет положение фильеры в пространстве. Проходя через фильеру труба деформируется в нужном направлении, с необходимым радиусом.
В качестве инструмента, используется керамическая фильера, которая позволяет снизить значительные силы трения возникающие в процессе гибки, а так же уменьшить повреждение поверхности и исключить возникновение царапин.
Станок для гибки труб и позволяет получать различные радиуса, без смены инструмента. Основой для этого является запатентованная гибочная головка, работающая в сочетании с системой управления. Радиусы могут быть легко выполнены и могут быть расположены в нескольких плоскостях. Особенно находит применение в областях где необходимо изготовление заготовок различных размеров с большими радиусами. Нет необходимости содержать большой парк инструмента, а так же затрачивать время на переналадку станка.
Кроме того, большие радиусы, которые не могут быть выполнены на обычных механических гибочных машинах могут быть выполнены на этой модели с высокой скоростью и точностью в одну операцию.
Машина практически не имеет ограничения по углу гибки от 0 до 360
Машина позволяет обрабатывать не только круглые трубы, квадратные, но и другого не стандартного сечения.
Машина наилучшим образом подходит для предприятий занимающихся изготовлением мебели. Но так же с успехом может использоваться в других областях производства.
Машина полностью сервоприводная
Ознакомиться с работой станка можно перейдя по следующей ссылке
Характеристики автоматического станка для экструзионной гибки труб
-
— Страна производитель: Германия -
— Угол сгиба: 360.0 (град.) -
— ЧПУ: Да -
— Диаметр трубы сталь: от 6 до 90 мм -
— максимальный радиус гибки: не ограничен -
— Минимальный радиус гибки: 2,5 D — 3 D -
— минимальный радиус дорновой гибки: 2 D -
— Скорость: 400 мм/с -
— стандартная длина трубы: 3000 мм -
— количество контролимруемых осей: до 6 -
— Толщина стенки: до 3 мм
Товары, похожие на Автоматический станок для экструзионной гибки труб
Вы можете оформить заказ на «Автоматический станок для экструзионной гибки труб» в фирме «ЧП Грид» через площадку BizOrg. Su. Сейчас предложение находится в статусе «под заказ».
Su. Сейчас предложение находится в статусе «под заказ».
Что может предложить «ЧП Грид»
специальное предложение по сервису и стоимости для пользователей торговой площадки BizOrg.Su;
своевременное выполнение взятых на себя обязательств;
разнообразные варианты оплаты.
Оставьте заявку прямо сейчас!
Ответы на популярные вопросы
- Как оформить заявку?Чтобы оформить заявку на «Автоматический станок для экструзионной гибки труб» свяжитесь с организацией «ЧП Грид» по контактным данным, которые указаны сверху справа. Обязательно укажите, что нашли фирму на торговой площадке BizOrg.Su.
- Где получить более подробную информацию о фирме «ЧП Грид»?Для получения подробных даных о фирме перейдите сверху справа по ссылке с именем организации. После этого перейдите на нужную вкладку с описанием.
- Предложение указано с ошибками, телефон не отвечает и т.п.Если у вас обнаружились проблемы при сотрудничестве с «ЧП Грид» – сообщите идентификаторы фирмы (24767) и товара/услуги (3387161) в нашу службу по работе с клиентами.

Служебная информация
«Автоматический станок для экструзионной гибки труб» и другие подобные предложения можно найти в категории: «Гибочные станки».
Предложение было создано 01.09.2013, дата последнего обновления — 16.11.2013.
С начала размещения предложение было просмотрено 1238 раз.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой.
Заявленная компанией ЧП Грид цена товара «Автоматический станок для экструзионной гибки труб» может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании ЧП Грид по указанным телефону или адресу электронной почты.
Телефоны:
+380 (569) 58-81-27
Купить автоматический станок для экструзионной гибки труб в Каменском:
ул. Сыровца 46, офис 309, Днепродзержинск, 51921, Украина
Сыровца 46, офис 309, Днепродзержинск, 51921, Украина
Автоматический станок для экструзионной гибки труб
Экструзионная 3Д печать изделий — Practice House
Производственная компания Practice House оказывает услуги 3D-печати на профессиональном современном оборудовании. Это огромные возможности по созданию единичных и мелкосерийных изделий самой разной конфигурации. Объемные макеты, сложные детали, эксклюзивные сувениры и многое другое – все это позволяет за короткий срок изготовить технология объемной печати. Экструзионная 3Д печать изделий — более подробно ниже.
Разберем подробнее ее возможности, преимущества и особенности.
Что такое «3D-печать». Экструзионная 3Д печать изделий
Этот процесс подразумевает послойное создание объекта из пластика на основе специально созданной для него компьютерной трехмерной модели. Наши дизайнеры и конструкторы разрабатывают такую модель изделия в соответствии с пожеланиями заказчика, согласовывают ее с вами и отправляют в работу.
Сегодня 3D-принтером никого не удивишь. Однако речь, чаще всего, идет о бытовых моделях. Они позволяют получать интересные результаты, однако имеют массу ограничений – по габаритам изделий, их точности и производительности процесса. На производстве Практик Хаус используются профессиональные устройства. Они дают отличную точность, более высокую производительность и повторяемость изделий.
В каких сферах применима 3D-печать?
Какое бы изделие вы ни заказали, мы гарантируем его качество и соответствие утвержденной модели. Сфера применения 3D-печати постоянно расширяется. На сегодняшний день чаще всего к нам поступают заказы на:
- разработку 3D-моделей;
- создание прототипов деталей;
- изготовление оригинальных табличек и сувенирной продукции;
- объемные фигурки разной тематической направленности;
- производство небольших партий мобильных аксессуаров;
- 3D-модернизацию разнообразных предметов;
- изготовление эксклюзивных форм и аксессуаров для кулинарии;
- запчасти для камер Go Pro, авто- и мототехники;
- разработку и изготовление деталей для различных устройств и оборудования (кронштейнов, фитингов, держателей и т.
 п.).
п.).
Особенности и преимущества. Экструзионная 3Д печать изделий
Заказывая у нас услугу 3D-печати, вы получаете неповторимую высококачественную продукцию. У вас есть уникальная возможность кастомизации любого изделия под ваши задачи. В том числе мы профессионально реализуем проекты высокой сложности с привлечением собственной инженерно-конструкторской группы.
Печать на 3D-принтере обеспечивает высокую степень эксклюзивности. Этим пользуются авторы различных прототипов, уникальных деталей, арт-объектов. Для креативных людей здесь огромный простор для творчества. Тем более что материалы для объемной печати могут быть самыми разными (этот момент отдельно оговаривается с заказчиком).
Как заказать услугу 3D-печати?
Хотите получить уникальное изделие, но не имеете промышленного 3D-принтера? ПК Practice House с удовольствием окажет вам эту услугу. Вы можете предоставить собственную модель, полностью соответствующую требованиям профессиональной 3D-печати. Или доверьте нам ее создание – результат вас приятно удивит! Мы работаем с заказчиками по всей стране. Выполняем работы точно в оговоренные сроки. Отправляем изделия в любую точку Украины удобным вам почтовым оператором.
Или доверьте нам ее создание – результат вас приятно удивит! Мы работаем с заказчиками по всей стране. Выполняем работы точно в оговоренные сроки. Отправляем изделия в любую точку Украины удобным вам почтовым оператором.
Основы гибки экструзией алюминия – проектирование профилей
Изучение основ гибки экструзией алюминия
В процесс гибки алюминия требуется невероятное мастерство и мастерство. Многие факторы влияют на то, что возможно и что вызовет проблемы. Сегодня мы решили разобрать несколько ключевых конструктивных особенностей, влияющих на процесс гибки. Есть еще много других факторов, которые не будут относиться к каждому проекту, но все же должны быть учтены.
Первым и, возможно, самым важным аспектом является конструкция алюминиевого профиля. Обычно это создается инженером-конструктором, с которым большинство компаний никогда не разговаривали. У дизайнера были бы причины для создания конкретных форм и опор. Однако эти дизайнеры редко будут учитывать, будет ли профиль изогнутым. Это означает, что некоторые профили спроектированы таким образом, что изгиб становится невероятно трудным. С другой стороны, некоторые профили сконструированы таким образом, что гибка выполняется просто и быстро.
Это означает, что некоторые профили спроектированы таким образом, что изгиб становится невероятно трудным. С другой стороны, некоторые профили сконструированы таким образом, что гибка выполняется просто и быстро.
Однако мы знаем, что вы не всегда можете выбрать, какой профиль использовать. Иногда клиенты настаивают на чем-то конкретном, или к сборке подходит только один дизайн. В этих случаях обычно все сводится к навыкам инженера по гибке алюминия. Как и техника, которая у них есть на руках.
Существуют проекты, в которых должны использоваться изготовленные на заказ профили, и они предлагают большие возможности для улучшения. Сотрудничество с квалифицированной компанией по гибке алюминия позволит сделать вашу экструзию по индивидуальному заказу для достижения наилучших результатов гибки. Варианты дизайна, такие как создание симметричного профиля, могут уменьшить распространенные проблемы, такие как скручивание, и могут снизить общие затраты на инструменты.
Простая ошибка многих людей состоит в том, что они считают, что простые или несложные выдавливания всегда легче согнуть. Эти секции часто обманчиво сложны, когда подвергаются нагрузкам в процессе гибки, и часто более подвержены трудностям, вызванным их основной формой. Общие обманчивые разделы включают:
Эти секции часто обманчиво сложны, когда подвергаются нагрузкам в процессе гибки, и часто более подвержены трудностям, вызванным их основной формой. Общие обманчивые разделы включают:
Гибка алюминиевых профилей
U-образные профильные профили являются одними из самых сложных для изгиба алюминиевых профилей. Они попадают в ряд дизайнерских ям, из-за которых их обманчиво сложно сгибать. Их асимметричный характер, отсутствие внутренней поддержки и открытые концы делают их невероятно склонными к деформации, независимо от того, как вы их сгибаете. Ранее мы подробно рассказывали о трудностях гибки секций швеллера, и вы можете Подробнее о гибке алюминиевых U-образных профилей читайте здесь.
Полые квадраты и проклятие углов
Процесс гибки алюминиевых профилей означает, что поддержание идеальных внутренних углов 90˚ является очень сложной задачей. Острые углы приводят к растрескиванию и часто приводят к тому, что профиль изгибается и становится вогнутым. Эти проблемы означают, что дополнительные технические средства должны быть вложены в точные инструменты, которые могут обеспечить алюминиевому коробчатому сечению поддержку, необходимую для плавного, чистого и без искажений изгиба. Ряд методов заполнения, зажима и направления используется для сохранения формы экструзии при обеспечении плавных изгибов.
Эти проблемы означают, что дополнительные технические средства должны быть вложены в точные инструменты, которые могут обеспечить алюминиевому коробчатому сечению поддержку, необходимую для плавного, чистого и без искажений изгиба. Ряд методов заполнения, зажима и направления используется для сохранения формы экструзии при обеспечении плавных изгибов.
Двутавровые или двутавровые балки
Двутавровые балки являются одними из наиболее подверженных скручиванию профилей. В зависимости от направления изгиба «ножки» H будут пытаться выскочить из пряжки внутрь, часто скручивая при этом внутреннюю опору. Эти секции часто используются в конструктивных целях, а это означает, что эти деформации необходимо контролировать, чтобы обеспечить структурную стабильность детали. По этой причине многие компании, занимающиеся гибкой алюминия, не поддерживают гибку двутавровых профилей. Наши инженеры и технологии, специально разработанные для уменьшения скручивания и деформации при изгибе, сертифицированы по стандарту EN109. 0-3 стандарта, что означает, что мы можем взяться за эту работу там, где другие не смогли.
0-3 стандарта, что означает, что мы можем взяться за эту работу там, где другие не смогли.
Влияние длины профиля
Многие забывают, что чем длиннее непрерывный участок, тем сложнее становится каждый простой процесс. По этой причине у каждой компании будет разная длина экструзии, которую они могут поддерживать. В Алубенде, , мы поддерживаем секции длиной до 12 метров для наших процессов. Сюда входят гибка, сварка, термообработка, порошковая окраска и многие другие услуги. Более длинные секции требуют специального оборудования и дополнительных мер, включая дополнительные опоры, печи большой емкости и курьеров повышенной емкости.
Эти секции часто также требуют дополнительных рук, так как детали становятся громоздкими для работы и перемещения. Часто простой для гибки профиль может стать более сложным и дорогостоящим при работе с очень длинными профилями. Простое соображение состоит в том, чтобы разрезать детали для производства и собрать секции после завершения большинства процессов. Опытный сварщик может смешать секции до такой степени, что соединения станут невидимыми.
Опытный сварщик может смешать секции до такой степени, что соединения станут невидимыми.
Демистификация гибки алюминия методом экструзии
Рынок производства требует более низких затрат и меньшего веса, и алюминиевые профили, которые часто необходимо изогнуть, удовлетворяют эту потребность. Хорошо спроектированная экструзия, которая эффективно изогнута, может создать бесшовную связь в конструкции и, в конечном итоге, привести к меньшему количеству проблем для субподрядчика по гибке, производителя и конечного потребителя.
С технической точки зрения можно сгибать профили всех размеров, но небольшие гибочные мастерские часто изготавливают до максимума профили высотой 10 дюймов или шириной 6 дюймов. Когда производитель ищет субподрядчика по гибке, он должен изучить опыт компании по гибке аналогичных профилей. Один специалист по гибке может сказать, что определенные качества работы приемлемы, а другой может сказать, что это не так.
Это восходит к конкретному опыту компании в области экструзионной гибки и, что не менее важно, к технологии, которой располагает цех гибки. Например, если в цехе говорят, что могут формовать большие конструкционные профили, ему нужен гибочный станок с широкими центрами валов.
Думая о привлечении субподрядчиков или выполнении работ собственными силами, производитель должен начать с двух основных вопросов: Какие конструктивные особенности позволяют легко сгибать профиль? и если все проектные приспособления не могут быть реализованы, какие есть варианты? Ответив на эти два вопроса заблаговременно — до начала проекта по гибке алюминиевого профиля — можно помочь производителю избежать огромного количества головной боли в будущем.
Прежде всего, обратите внимание на конструкцию
Когда дело доходит до формовки алюминиевых профилей, инженеру-конструктору приходится многое учитывать. Это выходит за рамки типичных факторов стоимости, включая вес и сплав, используемый при экструзии, которые являются естественными соображениями для любого крупномасштабного проекта.
Инженер-конструктор должен иметь общее представление о том, что делает профиль гибким. Толщина различных областей экструзии будет влиять на изгибаемость секции. То же самое касается симметрии. Довольно часто потребность в экономии денег делает экструзию негнущейся.
Сплав, который выберет дизайнер, будет определять не только прочность, коррозионную стойкость, вес и долговечность профиля, но и его гибкость. Как и в любой ситуации формовки, некоторые марки экструдированного алюминия более гибкие, чем другие.
В большинстве случаев экструзионная гибка алюминия связана с сплавами серии 6000, поскольку эти алюминиевые сплавы обладают хорошей прочностью и формуемостью. Идеальный характер зависит от области применения. Т6 обладает наибольшей прочностью, но его труднее всего сформировать (см. 9).0020 Рисунок 1 ). Для более узких радиусов, менее 10D (радиус менее чем в 10 раз больше диаметра), конструктор должен учитывать максимальный отпуск T4. T0 предлагает наилучшую формуемость, но имеет небольшую прочность и подвержен повреждениям во время установки и эксплуатации. Специалист по гибке может отправить гнутый профиль на термообработку, искусственно состарив профиль до более высокого отпуска, но это, конечно, удорожает.
Специалист по гибке может отправить гнутый профиль на термообработку, искусственно состарив профиль до более высокого отпуска, но это, конечно, удорожает.
Обработка поверхности и требования к отделке также должны быть включены в уравнение. Например, рассмотрим анодированный профиль, распространенный способ защиты алюминия в неблагоприятных условиях. Изгиб секции по маленькому радиусу приведет к «трещинам» на поверхности, поскольку микротрещины распространяются по анодированному слою, которому не хватает пластичности. Растрескивание происходит в области нароста анодированного покрытия, а не в подложке. Чтобы избежать этого, операцию анодирования следует выполнять после гибки.
Окрашивание или порошковое покрытие, однако, не всегда должны выполняться после гибки ( Рисунок 2 ). Хорошо подготовленный участок, окрашенный или окрашенный порошковой краской, может быть сформирован без маркировки, если радиус не настолько мал, чтобы приближаться к пределу профиля, а участок относительно симметричен.
Рисунок 1
Способность к формованию экструдированных алюминиевых профилей серии 6000 зависит от состояния. 9 на 2,5 дюйма. заготовка со стенкой толщиной 1/16 дюйма слева выполнена из материала Т6, и даже малейший изгиб профиля образовывал рябь. Справа та же заготовка, хотя и в гибком состоянии, сформирована чисто до 34 дюймов. радиус. Этот профиль был успешно сформирован на станке с 44-дюймовым профилем. центры.
Также играет роль сложность выдавленной формы. Создание более сложной формы может снизить некоторые затраты, например, связанные со сборкой, но в то же время может увеличить другие затраты, включая затраты на гибку. Более того, если гибочная машина и ее инструменты не могут надежно контролировать движение профиля во время гибки, процесс становится менее стабильным, более дорогостоящим, а иногда непрактичным или просто невозможным.
Дизайнер также должен подумать о том, как будет использоваться экструзия. Если определенные поверхности экструдированных секций видны и имеют косметическое значение, проектировщик должен убедиться, что эти поверхности могут быть сформированы без маркировки.
Если определенные поверхности экструдированных секций видны и имеют косметическое значение, проектировщик должен убедиться, что эти поверхности могут быть сформированы без маркировки.
Конструкция для возможности сгибания
Довольно часто небольшое изменение конструкции секции может сделать ее сгибаемой или, по крайней мере, сгибаемой до необходимого радиуса. При создании профиля дизайнеры должны стараться сохранить как можно больше симметрии в соответствии с осью изгиба.
Когда сечение несимметрично, скручивающая (крутящая) сила реагирует на изгибающую силу. Чем меньше симметрия в сечении, тем больше становится скручивающая сила при изгибе. Это создает проблемы при изгибе, так как это часто менее предсказуемая сила. Управление им обычно означает приложение давления к другой оси, что может создать дополнительные проблемы.
На рис. 3 слева показаны исходные выдавленные секции из конструктора, а справа те же конструкции, модифицированные для гибки по меньшему радиусу. Обратите внимание, что ключевую роль играют симметрия и внутренняя опора, а также форма (например, достаточно глубокий фланец), которую инструмент для гибки может постоянно захватывать. Конечно, не всегда возможно внести такие изменения в выдавленную форму. В таких случаях лучше обратиться к опытному специалисту.
Обратите внимание, что ключевую роль играют симметрия и внутренняя опора, а также форма (например, достаточно глубокий фланец), которую инструмент для гибки может постоянно захватывать. Конечно, не всегда возможно внести такие изменения в выдавленную форму. В таких случаях лучше обратиться к опытному специалисту.
Полые профили
Квадратные полые профили могут вызывать проблемы при изгибе по двум основным причинам. Во-первых, конструкторы часто создают эти секции с прямыми внутренними углами, что может привести к растрескиванию и даже разрушению твердого материала. Добавляя очень небольшие затраты, дизайнер может просто скруглить углы и устранить эту точку напряжения.
Во-вторых, полый профиль может стать вогнутым с внутренней стороны, если толщина стенки недостаточна. Это указывает на то, что форма не может выдержать необходимые усилия изгиба. Это потому, что силы при изгибе действуют по направлению к центру и к нейтральной оси, которая находится в середине симметричного сечения.
Чтобы противодействовать этому, у дизайнеров есть несколько вариантов. Они могут увеличить толщину стенки, но часто это невозможно из-за слишком высокой стоимости. В качестве альтернативы они могут добавить элемент жесткости или ребро в плоскости изгиба, добавить радиус к внутренним углам или сделать и то, и другое (см. Рисунок 4 ). Добавление ребер жесткости и внутренних радиусов, естественно, увеличивает вес профиля, но это может быть приемлемо для улучшения качества.
Швеллерные секции
Асимметрия – враг легкого изгиба, поэтому швеллерные секции бывает так трудно сформировать (см. Рисунок 5 ). Их резко асимметричная форма подвергается большой скручивающей силе при сгибании, а ноги пытаются двигаться к центральной оси. Изменение конструкции — на конструкцию с основанием, равным ногам или немного шире их, — поможет специалистам по сгибанию немного лучше контролировать скручивание.
Секции канала часто служат определенной цели, например, являются частью пути или транспортной системы. Большинство специалистов по гибке должны уметь их правильно формовать, если допуски указаны в нескольких ключевых областях. Если производитель отдает работу на субподряд, он должен отправить детали или фитинги специалисту по гибке, чтобы убедиться, что все подходит как надо.
Большинство специалистов по гибке должны уметь их правильно формовать, если допуски указаны в нескольких ключевых областях. Если производитель отдает работу на субподряд, он должен отправить детали или фитинги специалисту по гибке, чтобы убедиться, что все подходит как надо.
Рисунок 2
Этот предварительно окрашенный алюминиевый профиль был согнут без маркировки
В любом заказе для специалиста по формовке алюминия должны быть указаны требования, которые позволили бы секции вписаться в сборку или свободно перемещаться в ней в соответствии с проектом. В заказе также должен быть указан допуск на зазор (№ 1 в рис. 6 ) для тележки или направляющей, а также допуск на скручивание (№ 2 на рис. 6), который гарантирует, что тележка не заденет профиль.
Конструктивные формы
Рассмотрим алюминиевую конструкционную форму на рис. 7 , изогнутую в направлении, указанном черной стрелкой. Все опоры смещены к центру (как показано красными стрелками на рисунке) — эта тенденция особенно заметна на несущих балках.
Все опоры смещены к центру (как показано красными стрелками на рисунке) — эта тенденция особенно заметна на несущих балках.
Если бы это была обычная балка из углеродистой стали, то полки тянулись бы в противоположном направлении, вызывая натяжение стенки и, следовательно, сохраняя ее плоской. Однако этот метод обычно не подходит для алюминия, поэтому в игру вступают другие методы.
Когда модификации профиля невозможны
В идеале дизайнер изменяет форму профиля или добавляет элементы, облегчающие формирование. Но в реальном мире, конечно, это не всегда возможно, часто потому, что желаемые функции в разделе просто не допускают каких-либо существенных изменений.
Компания по гибке может иметь станок для гибки оправки с большим радиусом, который может поддерживать секцию внутри во время гибки. Но это особый процесс, и немногие компании владеют такими машинами.
Другое решение — заполнить профиль; подходящие материалы включают легкоплавкие сплавы; водорастворимый наполнитель воскового типа; гибкий нейлон; и плотно утрамбованный песок, чтобы поддерживать форму. Каждый наполнительный материал имеет свои преимущества и недостатки. Некоторые из этих опций обычно предоставляются только более крупными специалистами по гибке на конкретном рынке.
Каждый наполнительный материал имеет свои преимущества и недостатки. Некоторые из этих опций обычно предоставляются только более крупными специалистами по гибке на конкретном рынке.
Специальные функции
Алюминиевые профили могут иметь специальные функции, которые могут значительно упростить последующее изготовление и сборку. Но при добавлении таких функций дизайнеры должны тщательно их размещать и учитывать, как эти функции повлияют на изгиб.
Резьбовые порты — отличная идея для экономии времени при креплении торцевых заглушек к профилям — яркий пример (см. рис. 8 ). Если дизайнер поместит их перпендикулярно радиусу изгиба, эти порты, скорее всего, переместятся к центральной линии, если они не поддерживаются изнутри. При размещении по радиусу порты способствуют изгибу, так как создают эффект ребра жесткости. Крайне важно передать саму заглушку специалисту по гибке, который может использовать ее в качестве контрольного инструмента.
Следы орехов — еще один хороший пример. Эти функции помогают скрепить экструдированные секции вместе. По сути, они представляют собой канал, предназначенный для плотной посадки головки гайки или болта между плоскими поверхностями, что предотвращает вращение головки гайки или болта.
Эти функции помогают скрепить экструдированные секции вместе. По сути, они представляют собой канал, предназначенный для плотной посадки головки гайки или болта между плоскими поверхностями, что предотвращает вращение головки гайки или болта.
Конструкторы должны следить за тем, чтобы направляющая гайки не находилась на линии изгиба, как показано слева на Рисунок 9 . При изгибе вокруг оси усилия должны легко передаваться поперек профиля. Если возможно, всегда лучше добавить резьбовое отверстие на одну сторону профиля, как показано справа на рис. 9..
Рисунок 3
Алюминиевые профили слева представляют собой оригинальные конструкции, а справа — конструкции, модифицированные для изгиба с меньшим радиусом.
Изгиб профиля по всей длине
Если секция несколько симметрична, ее, вероятно, можно согнуть до самого конца профиля, что устраняет необходимость отрезания прямого остатка после гибки. Вопрос о том, можно ли это сделать эффективно и воспроизводимо, зависит от конструкции экструзии.
Вопрос о том, можно ли это сделать эффективно и воспроизводимо, зависит от конструкции экструзии.
Рассмотрим анализ методом конечных элементов (МКЭ) трех различных форм профиля на рисунке 10. Выдавливание слева представляет собой сечение Z-типа, а красные (напряженные) области показывают отчетливо неровные участки под действием изгибающих усилий. Средний профиль представляет собой угол, который также является асимметричным, но показывает меньшее напряжение с одной стороны и, следовательно, меньшее усилие скручивания. Крайний справа профиль симметричен оси изгиба и поэтому изгибается равномерно до самого конца сечения.
Меньше стресса, лучше гнуть
Выдавливание может не сформироваться так хорошо без хорошего планирования, и эти КЭЭ иллюстрируют важный момент: на самом деле все дело в управлении стрессом. Это относится при проектировании не только общей формы профиля, но и любых особенностей и покрытий. В конечном счете, чем меньшее напряжение выдерживает экструдированный алюминиевый профиль во время изгиба, тем лучше будут результаты.
Всего комментариев: 0