Электрод рц для чего: Сварочные электроды СЗСЭ Монолит РЦ и Монолит АРМО в чем разница?
|
| |
|
| |
|
Узнать больше о Rebel EMP 205ic AC/DC
Продукция ESABЭлектроды ESAB В 1904 году основатель ESAB Оскар Чельберг разработал первый покрытый сварочный электрод. В настоящее время ESAB производит сотни марок электродов для самых разных задач. Аксессуары ESAB Средства индивидуальной защиты ESAB обеспечат безопасность при сварке и резке. Аксессуары и инструменты сделают процесс удобным и безопасным. Маски ESAB — осознанный выбор многих профессионалов и любителей в России и мире. Проволока ESAB Сплошные и порошковые проволоки ESAB соответствуют высочайшим стандартам качества компании. Многие марки производятся в России на заводах в Тюмени и Санкт-Петербурге в рамках программы импортозамещения, в том числе широко известные СВ-08Г2С и PZ6113. Оборудование ESAB Компания ESAB уделяет огромное внимание разработке оборудования для сварки и резки. От компактных ручников до мощных многофункциональных аппаратов. Новейшие образцы оборудования ESAB можно посмотреть и протестировать в нашем демозале в Санкт-Петербурге. Прутки ESAB Прутки ESAB для аргоно-дуговой сварки длинной 1000 мм поставляются в картонных коробках по 5 и 2,5 кг, нержавеющие прутки в удобных тубах по 5 кг. Широкий выбор сварочных прутков ESAB представлен на нашем складе в Санкт-Петербурге. Автоматика ESAB Автоматика ESAB увеличивает производительность и улучшает качество сварки. Инвестиции в автоматику в дальнейшем обычно значительно снижают производственные расходы. В разделе представлены портальные системы резки ESAB. Популярные разделы ESABЭлектроды ESAB по нержавейке Компания ESAB производит десятки марок электродов для сварки нержавеющих, жаропрочных, высоколегированных, а также трудносвариваемых сталей и сталей с неизвестным составом. Добро пожаловать в нержавеющий мир! Электроды ESAB по чугуну Электроды ESAB для сварки различных видов чугунов между собой, а также чугуна со сталью. Сварочные маски ESAB Современные маски ESAB — настоящий шедевр технической мысли. Широкий выбор — от топовых масок до бюджетных. С автоматически светофильтром и классические. С блоками подачи воздуха и без. Маски ESAB — отличная защита от вредных факторов сварочной дуги! Проволока ESAB по нержавейке Высочайшее качество нержавеющих материалов ESAB подтверждено временем. Специальное матирование поверхности значительно улучшает сварочно-технологические свойства высоколегированных проволок ESAB. Перчатки ESAB Сварочные перчатки предлагают новый подход ESAB к форме, комфорту и функциональности. Эргономичный дизайн и износостойкость. В разделе представлены сварочные перчатки самого разного назначения и в различных ценовых категориях. Полуавтоматы ESAB Полуавтоматы ESAB способны решать любые, самые сложные, задачи. Популярные товары ESABESAB Sentinel A50 Cварщики всего мира знают, какая сварочная маска им нужна: абсолютный комфорт, большой обзор, небольшой вес и передовые технологии. Каждая работа требует специального оборудования и если это сварка, то SENTINEL – лучший выбор! Теперь и для работы с блоком подачи воздуха. ESAB Rogue ES 200i Pro Компактные инверторы ESAB Rogue 200i Pro это аппраты с исключительными техническими характеристиками, совершенно новым промышленным дизайном и трехлетней гарантией по доступной цене. Надежные, эффективные и недорогие. ESAB УОНИИ-13/55 Широко распространенный электрод с основным покрытием для сварки ответственных конструкций из углеродистых и низколегированных сталей, работающих при отрицательных температурах и знакопеременных нагрузках. ESAB OK 46.00 Лучший рутиловый электрод ESAB. Не чувствителен к загрязнениям поверхности и качеству источника. Легко поджигается и держит дугу. Разбрызгивание минимально. Работает в любых положениях и в широком диапазоне сварочных токов. Шлак легко- или самоотделяется. ESAB OK 61.30 Электрод ESAB общего назначения для сварки изделий из нержавеющих сталей типа 08Х18Н10, 12Х18Н10T, AISI 304, 321 и т.п., работающих при температурах до +400°C. Легко зажигается, в том числе и повторно, дает хорошее формирование шва, при сварке шлак самоотделяется. ESAB OK Weartrode 60T Электрод ESAB для наплавки деталей, подверженных абразивному износу и воздействию коррозионной среды, например зубьев ковшей экскаваторов, деталей почвообрабатывающих машин, миксеров, подающих шнеков, пылеуловителей, дробилок и насосов для перекачки песка FILARC PZ6113 Всепозиционная порошковая проволока ESAB для сварки ответственных конструкций из углеродистых сталей. ESAB СВ-08Г2С Омедненная проволока ESAB Российского производства для сварки низкоуглеродистых и низколегированных сталей. Изготавливается на заводе ЭСАБ-Тюмень по программе импортозамещения в соответствии с ГОСТ и высочайшими стандартами качества ESAB. ESAB OK Autrod 5183 Алюминиевая проволока ESAB для сварки АlMg сплавов, содержащих до 5% Mg; AlMn сплавов; не упрочняемых алюминиевых сплавов, применяемых в молочной и пивоваренной промышленности. Также используется в судостроении и при сварке конструкций, контактирующих с морской водой. ESAB OK Autrod 308LSi Сплошная коррозионностойкая хромоникелевая проволока ESAB для сварки нержавеющих сталей c содержанием хрома ~18% и никеля ~8% типа 03Х18Н11, 06Х18Н11, 08Х18Н10Т, 12Х18Н10Т, AISI 304 и т.п. в среде защитных газов.
| |
| © 2003-2023 ООО «ЭЛЕКТРОД.РУ», тел. +7 (812) 334-07-70 |
 Название большинства марок начинается с OK — сокращения от имени изобретателя электрода Oscar Kjellberg.
Название большинства марок начинается с OK — сокращения от имени изобретателя электрода Oscar Kjellberg.
 Марки электродов, их описание и подробные рекомедации по сварке чугуна, составленные технологами ESAB.
Марки электродов, их описание и подробные рекомедации по сварке чугуна, составленные технологами ESAB. Импульсная сварка, мобильность, защищенность и, конечно, надежность. Доступна демонстрация оборудования на вашем предприятии или в нашем демозале в Санкт-Петербурге. Обращайтесь! Все покажем и расскажем.
Импульсная сварка, мобильность, защищенность и, конечно, надежность. Доступна демонстрация оборудования на вашем предприятии или в нашем демозале в Санкт-Петербурге. Обращайтесь! Все покажем и расскажем. Производится на заводе ESAB в Санкт-Петербурге.
Производится на заводе ESAB в Санкт-Петербурге. Применяется в судостроении, краностроении, для сварки строительных и мостовых конструкций, трубопроводов и емкостей.
Применяется в судостроении, краностроении, для сварки строительных и мостовых конструкций, трубопроводов и емкостей.
Сварочные электроды Монолит РЦ
Беларусь, Минск8 (017) 278 39 89
Электроды соответствуют государственному стандарту Республики Беларусь (СтБ)
|
Выпускаемый ассортимент:
(с рутилово-целлюлозным покрытием)
|
 5
5
Где используются: электроды РЦ широко используются во всех отраслях промышленности, а так же в частном секторе не профессиональными сварщиками. С их помощью осуществляется ручная дуговая сварка с использование постоянного либо переменного тока. Варить можно как рядовые так и ответственные конструкции, угловые конструкции, соединения из металла идущие в нахлест (от 4 до 20 мм), соединения в стык.
Условия использования: коэф/наплавления находится в диапазоне от 8,5 до 9,5 г/A.ч. На 1 кг наплавляемого металла расходуется до 1,78 кг. электродов.
Внимание: электроды Монолит РЦ позволяют осуществлять сварочные работы на слабоподготовленых поверхностях имеющих ржавчину. Сварка может выполняться на предельно-минимальных значениях тока. Электроды легко зажигаются даже при повторном зажигании.
Экология и здоровье: благодаря специальной технологии серия является более экологичной (выделение вредных аэрозолей снижено на 27%), технологам предприятия удалось так же снизить на 29% количество выделяемого марганца.
Наплавленный металл (химические составляющие ), %:
Мn | Si | С | Р | S |
от 0,400 до 0,650 | от 0,150 до 0,400 | не привышает | ||
0,110 | 0,035 | 0,030 | ||
Шов металла образующийся при сварке (механические своиства):
Диапазон временного сопротивления, Н / мм2
Величина относительного удлинения, %
Значение ударной вязкости, Дж / см2
от 450.
00 и выше
от 22.00 и выше
от 78.00 и выше
Дополнительная информация: электрод можно изогнуть не повредив поверхность, что позволяет осуществлять доступ к труднодоступным местам
В зависимости от диаметра используемых электродов, необходимо применять сварочный тока с различной силой:
D, мм
2.00
2.50
3.00
3.20
4.
00
5.00
Сила тока, А
40.0 — 80.0
50.0 — 90.0
70.0 — 110.0
80.0 — 120.0
110 — 170
150 — 220
По соотношению качество/производительность/цена — электроды МР-3 ПЛАЗМА (торговый брэнд — Арсенал) привосходят все имеющиеся аналоги, например — ESAB, Oerlikon.
Постоянным клиентам специальные скидки!
Вы можете купить сварочные электроды Монолит РЦ в Минске на условиях самовывоза либо можете заказать доставку.
Мы осуществляем доставку в любую точку Республики Беларусь.
Если в описании есть неточность, просим сообщить на e-mail: [email protected]
Назад
Монолит:
Фиксаторы арматуры
Смазка для опалубки
Проволока вязальная
Провод для прогрева бетона
Пленка полиэтиленовая
Мешки для мусора
Труба ПВХ
Сварочные электроды
Скидки:
Зимние перчатки
Контакты
8 (029) 772-91-93
8 (029) 107-67-62
8 (017) 278-39-89
e-mail: [email protected]
ООО «КАРНАС» карта сайта
Стержневые электроды для сварки MMA – EWM AG
При выборе стержневых электродов важно учитывать как материалы, так и технические аспекты.
Краткий обзор
Тип
Наименование
Определение
R, RR
Rutile
Стандартный электрод для универсального использования, максимальный перевод для среднего dropled, хорошие механические изделия, сварные позиции PASTS PASE , PB, PC, PE, PF, (только ограниченное использование PG)
RB
Основной рутил
Использование в качестве комбинации достижимых, высоких значений ударной вязкости и универсального использования с повышенными требованиями к сварщику и отделочным работам.
B
Базовый
Применение при требовании высоких механических свойств, средне-крупнокапельный перенос, плохо отделяемый шлак, возможен во всех положениях, допускается повторная сушка электродов
RC
Рутил-целлюлоза
Используется в качестве замены рутиловым электродам, чтобы сделать положение сварки PG более безопасным, уменьшить образование шлака, повысить требования к сварщику и отделочным работам
C
Целлюлозный
Используется в основном для корневого прохода соединителей труб (сварка трубопроводов) в положении PG, хорошие механические свойства, среднее образование шариков, почти без шлака
Выбор в соответствии с техническими аспектами
Каждый тип электрода особые сварочные свойства, что делает их подходящими для определенных сварочных задач.
Целлюлозный электрод (Ц)
Целлюлозные электроды (Ц) хорошо подходят для сварки вертикально вниз (положение PG), поэтому их выбирают для сварки кольцевых швов на трубах большого диаметра. Трубоукладка является предпочтительной областью использования. По сравнению со сваркой в вертикальном положении вверх (ПВ) относительно толстые электроды (4 мм) можно использовать даже для корневого шва. Это имеет экономические преимущества. Преимуществом рутилово-кислотного смешанного типа (РК) является шлаковый остаток в узких бороздах, где плотный шлак защемляется и трудно удаляется. Шлак типа RA сам по себе пористый и распадается на мелкие кусочки под отбойным молотком, что облегчает его удаление.
Рутиловый электрод (R, RR)
Особые характеристики рутиловых электродов (R, RR), т. е. хорошие свойства повторного зажигания, легкость удаления шлака и хороший внешний вид шва, определяют, как они используются. Предпочтительные области применения включают угловые сварные швы и окончательные проходы, при которых важны полное удаление шлака и хороший внешний вид шва.
Рутил-целлюлозный тип (RC)
Рутил-целлюлозный тип (RC) может использоваться во всех положениях, включая швы вертикально вниз. Это делает его пригодным для универсального использования, особенно для инсталляционных приложений. Версия с толстым покрытием, отвечающая высоким требованиям к внешнему виду шва, поэтому часто считается универсальным электродом, особенно на небольших предприятиях.
Электрод с рутиловой основой (RB)
Благодаря несколько более тонкому покрытию и особым характеристикам электрод с рутиловой основой (RB) особенно хорошо подходит для корневых проходов и сварки в положении PF. По этой причине предпочтительной областью применения электродов RB является строительство труб малого и среднего диаметра.
Основной электрод (B)
Основной электрод (B) подходит для сварки во всех положениях. Специальные типы подходят даже для вертикальной сварки вниз. Внешний вид шва несколько менее желателен, чем у других типов. Однако наплавленный металл имеет и другие преимущества. Из всех типов электродов основные электроды обладают наилучшей ударной вязкостью и наилучшей трещиностойкостью металла шва. По этой причине этот тип используется всякий раз, когда пригодность для сварки основных металлов является проблемой, например, типы стали с ограниченной свариваемостью или толстостенные материалы. Основные электроды также выбирают, когда требуется огромная ударная вязкость, например, для конструкций, которые впоследствии будут подвергаться воздействию низких температур. Низкое содержание водорода делает этот тип особенно подходящим для сварки высокопрочных нержавеющих сталей.
Однако наплавленный металл имеет и другие преимущества. Из всех типов электродов основные электроды обладают наилучшей ударной вязкостью и наилучшей трещиностойкостью металла шва. По этой причине этот тип используется всякий раз, когда пригодность для сварки основных металлов является проблемой, например, типы стали с ограниченной свариваемостью или толстостенные материалы. Основные электроды также выбирают, когда требуется огромная ударная вязкость, например, для конструкций, которые впоследствии будут подвергаться воздействию низких температур. Низкое содержание водорода делает этот тип особенно подходящим для сварки высокопрочных нержавеющих сталей.
Выбор в зависимости от материала
Как правило, прочность и ударная вязкость основного металла также достигаются в металле сварного шва. Полное обозначение стержневого электрода в соответствии с DIN EN ISO 2560-A также содержит информацию о минимальных значениях предела текучести, предела прочности на растяжение и ударной вязкости металла шва, а также некоторые сварочные характеристики, облегчающие выбор подходящего электрода. электрод.
электрод.
Глядя на краткое обозначение E 46 3 B 42 H5, например, можно расшифровать следующее: Штучный электрод для сварки ММА (E) имеет предел текучести не менее 460 Н/мм2, предел прочности при растяжении от 530 и 680 Н/мм2, и минимальное удлинение 20 % (46). Энергия удара 47 Дж достигается до температуры -30 °С (3). Электрод с основным покрытием (B). Затем следует необязательная информация о восстановлении металла и подходящем токе для электрода. Стержневой электрод в этом примере имеет выход металла от 105 % до 125 %, его можно сваривать только постоянным током (4) и он подходит для всех положений, кроме вертикального вниз (2). Содержание водорода в металле шва ниже 5 мл/100 г/металл шва (H5). Если металл сварного шва содержит элементы сплава, отличные от марганца, это будет указано перед кодом типа покрытия с использованием кода химических элементов и иногда с цифрами процентного содержания (например, 1Ni).
Низкое содержание водорода важно при сварке сталей, склонных к образованию водородных трещин, таких как высокопрочная сталь. В этих случаях код содержания водорода предоставляет необходимую информацию.
В этих случаях код содержания водорода предоставляет необходимую информацию.
Аналогичные системы обозначений также используются для высокопрочных электродов (DIN EN ISO 18275), жаростойких электродов (DIN EN ISO 3580-A), а также для электродов из нержавеющей стали (DIN EN ISO 3581-A). В случае ползучести и нержавеющих электродов свойства сопротивления ползучести или коррозионные свойства, соответственно, металла шва также должны соответствовать свойствам основного металла в дополнение к прочностным свойствам. Это причина правила, согласно которому металл шва должен быть как можно ближе к тому же типу, что и основной металл, или быть несколько более легированным.
Стержневые электроды в магазине
Скачать справочник по сварочным материалам
Сварочные электроды — Magmaweld
- Magmaweld
- Сварочные материалы
- Сварочные электроды
КАТЕГОРИИ
- Сварочные электроды
- Рутиловые и основные электроды
- Целлюлозные электроды
- Низкое легирование и сопротивление ползучести
- Электроды из нержавеющей стали
- Алюминиевые сплавы
- Чугунные электроды
- Никелевые сплавы
- Медные сплавы
- Электроды для наплавки
- Электроды для резки и строжки
- TIG-провода
- Нелегированные стали
- Низколегированные стали
- Нержавеющая сталь
- Алюминий и алюминиевые сплавы
- Никелевые сплавы
- Медь и медные сплавы
- Наплавка
- Проволока MIG/MAG
- Нелегированные стали
- Низколегированные стали
- Нержавеющая сталь
- Алюминий и алюминиевые сплавы
- Никелевые сплавы
- Медь и медные сплавы
- Наплавка
- Порошковая проволока
- Нелегированные стали
- Низколегированные стали
- Нержавеющая сталь
- Наплавка
- Subarc Wires & Fluss
- Нелегированные и низколегированные стали
- Нержавеющая сталь
- Наплавка
- Продукты для наплавки
- Сварочные электроды
- TIG-провода
- Проволока для сварки МИГ/МАГ
- Порошковая проволока
- Проволока и флюсы Subarc
- Продукты для пайки
- Медно-цинковые сплавы
- Медно-фосфорные сплавы
- Серебряные сплавы
- Алюминиевые сплавы
- Флюсы
ПРОДУКТ
СТАНДАРТ
ПРИМЕНЕНИЕ
СРАВНИВАТЬ
AWS/ASME SFA — 5. 1
1
E6013
EN ISO 2560 — A
E 38 0 RC 11
TS EN ISO 2560 — A
E 38 0 RC 11
Особенно подходит для сварки листов толщиной менее 5 мм, оцинкованных листов и труб, грунтованных, окрашенных и слегка ржавых сталей, а также в производстве. резервуаров и котлов, трубных установок. Очень легко эксплуатируется при позиционной сварке, в том числе вертикально-вниз. Хорошее восполнение пробелов. Плавная дуга, хорошо подходящая для прихватки благодаря легкому зажиганию и повторному зажиганию дуги. Можно одинаково хорошо использовать как с переменным, так и с постоянным током. Сварные швы гладкие, слегка вогнутые и сливаются с основным металлом без подрезов. Шлак самовыделяющийся. 
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5. 1
1
E6012
EN ISO 2560 — A
E 38 0 RC 11
TS EN ISO 2560 — A
E 38 0 RC 110003
Особенно подходящие для свадьба. 5 мм, оцинкованные листы и трубы, окрашенные грунтовкой, окрашенные и слегка ржавые стали, а также в производстве резервуаров и котлов, трубных установок. Очень легко эксплуатируется при позиционной сварке, в том числе вертикально-вниз. Хорошее перекрытие зазоров даже при широком раскрытии корней. Плавная дуга, хорошо подходящая для прихватки благодаря легкому зажиганию и повторному зажиганию дуги. Можно одинаково хорошо использовать как с переменным, так и с постоянным током. Сварные швы гладкие и сливаются с основным металлом без подрезов.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5. 1
1
E6013
EN ISO 2560 — A
E 42 0 RR 12
TS EN ISO 2560 — A
E 42 0 RR 12
Подходит для соединения и ремонта. металлоконструкции, железоделательные работы, кованые изделия, сельскохозяйственные машины, котлы, шасси транспортных средств. Используется во всех положениях, кроме вертикального вниз. Особенно подходит для сварки горизонтальных галтелей. Очень гладкий внешний вид сварочного валика, легкое зажигание и повторное зажигание дуги, тихая и стабильная дуга с мелкокапельным переносом металла. Можно одинаково хорошо использовать как с переменным, так и с постоянным током. Шлак полностью самовыделяется.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5.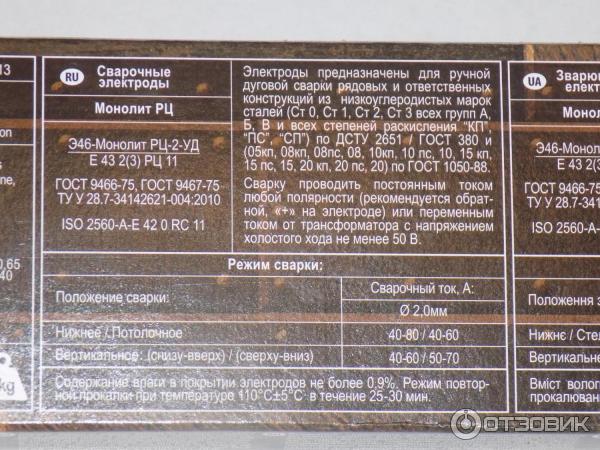 1
1
E7014
EN ISO 2560 — A
E 42 0 RR 12
TS EN ISO 2560 — A
E 42 0 RR 12
Предпочтительно. металл и декоративное железо работают на плохо подогнанных соединениях. Благодаря добавлению железного порошка в покрытие особенно подходит для сварки горизонтальных угловых канавок с высокой скоростью. Подходит для сварки во всех положениях, кроме вертикального. Высокая пропускная способность по току, низкое разбрызгивание. Достаточно стабильные характеристики дуги с мелким и быстрым переносом капель металла. Очень легкое зажигание и повторное зажигание дуги. Очень гладкие сварные швы, плавно переходящие в основной металл, без подрезов. Шлак полностью самовыделяется. Можно одинаково хорошо использовать как с переменным, так и с постоянным током.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5. 1
1
E6027
EN ISO 2560 — A
E 38 2 RA 73
TS EN ISO 2560 — A
E 38 2 RA 73
Acid -Rutile Coated Coped, Высокий эффективный электрический электрод электрод электрод. с металлом шва около 165 %. Специально разработан для сварки галтелей и узких угловых канавок. Обеспечивает полное сплавление корней и равнополочные угловые швы. Подходит для сварки оцинкованных, окрашенных грунтовкой и слегка ржавых деталей. Благодаря низкому содержанию кремния (Si) наплавленный металл также подходит для последующего цинкования, эмали и резинового покрытия после сварки. Обеспечивает очень гладкие сварные швы без подрезов. Шлак легко отделяется даже от узких углов. Сварные швы рентгеновского качества.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5. 1
1
E6013
EN ISO 2560 — A
E 38 A RR 12
TS EN ISO 2560 — A
E 38 A RR 12
The Rutile The Heavy Coated Electrode, который особенно является особенно электрод, который особенно является, особенно является особенно электродом RR. используется при изготовлении и ремонте сварных швов ванны расплавленного цинка из армко-железа и сталей с очень низким содержанием углерода. Наплавленный металл обеспечивает высокую трещиностойкость от воздействия расплавленного цинка. Можно одинаково хорошо использовать как с переменным, так и с постоянным током.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5. 1
1
E6013
EN ISO 2560 — A
E 38 2 RB 12
TS EN ISO 2560 — A
E 38 2 RB 12
Rutile -Basic Coated Electrod подходит для сварки корневых швов и позиционной сварки при изготовлении труб, котлов и резервуаров. Также подходит для наплавки подкладочных валиков при дуговой сварке под флюсом. Благодаря низкому содержанию кремния наплавленный металл пригоден для последующего цинкования и эмалирования.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5. 1
1
E7016
EN ISO 2560 — A
E 42 3 B 32 H20
TS EN ISO 2560 — A
E 42 3 B 32 H20
Подходит для ремонта на сложной сварке на сложной сварке на сложной сварке на сложной на ремонт на сложной сварке на сложной для ремонта на сложной сварке на сложной для ремонта на сложной сварке на сложной для ремонта. для сварки сталей и ремонтной сварки стали неизвестного состава. Основной электрод с толстым покрытием обеспечивает сварной шов с высокой прочностью на растяжение и превосходными значениями ударной вязкости, что делает этот электрод подходящим для сварки ограниченных элементов конструкции и больших поперечных сечений сварного шва. Также предпочтителен для нанесения буферного слоя на стали перед наплавкой и для сварки чугуна с высоким предварительным подогревом.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5. 1
1
E7016 H8
EN ISO 2560 — A
E 42 4 B 12 H20
TS EN ISO 2560 — A
E 42 4 B 12 H20
Multi -Purse ElectRod монтажные работы, мастерская и ремонтная сварка. В частности, используется для ремонтной сварки стрел землеройной техники и одобрен для сварки стыков рельсов. Подходит для корневых проходов, а также для позиционной сварки. Гладкие и чистые сварные швы, сливающиеся с основным металлом без подрезов. Хорошие свойства перекрытия зазоров. Сварные швы рентгеновского качества.
Сравнивать
Дополнительная информация
Хызлы Аль
AWS/ASME SFA — 5.
Всего комментариев: 0