Печать нейлоном: NYLON (Нейлон) пластик для 3D принтера. Особенности, применение, настройки печати
Содержание
Особенности 3D печати Nylon пластиком (нейлоном)
3DPrintStory
  
Процесс 3D печати
  
Особенности 3D печати Nylon пластиком (нейлоном)
Nylon (нейлон) — это полиамид, который часто (хотя и не всегда) встречается в вариантах PA 11 и PA 12. Нейлон — очень прочный и долговечный материал, обеспечивающий некоторую гибкость при тонких стенках. Поскольку Nylon имеет высокую температуру плавления и очень низкий коэффициент трения, он в основном используется для 3d печати функциональных узлов, которые обладают хорошей прочностью.
Еще одно важное свойство Nylon пластиков — гигроскопичность, другими словами, он впитывает влагу. Это свойство может оказаться полезным, так как напечатанные 3D модели легко обрабатываются красками для тканей и аэрозольными красками. Но это также делает Nylon склонным к впитыванию влаги из воздуха, что влияет на его характеристики и вызывает проблемы во время непосредственной 3D печати.
Но это также делает Nylon склонным к впитыванию влаги из воздуха, что влияет на его характеристики и вызывает проблемы во время непосредственной 3D печати.
3D-печать нейлоном можно реализовать с помощью моделирования наплавлением (FDM), селективного лазерного спекания (SLS) и MultiJet Fusion (MJF).
Стандартные настройки 3D принтера для печати Nylon пластиком
- Температура сопла: от 220° C до 270° C
- Температура стола: от 75° C до 90° C
- Скорость печати: около 40 мм/с (может отличаться)
- Растворимый: Нет
- Гигроскопичность: да
- Устойчивость к усталости: Да
- Термостойкость: Да
- Ударопрочный: Да
- Гибкость: Да (с тонкими стенками)
- Деформация: умеренная
Используемые технологии 3D печати для Nylon пластиков
Работа с нейлоном может вызвать некоторые трудности настройки, если вы используете FDM 3D печать, но если вы используете SLS и MJF варианты 3D печати, то эти проблемы будут для вас не актуальны, поэтому ниже мы рассмотрим особенно 3D печати нейлоном с с использованием различных технологий.
FDM 3D печать
Нейлон очень гигроскопичен, то есть впитывает влагу из воздуха. Таким образом, нейлон следует хранить в сухом месте с силикагелем. На практике он поглощает около 10% своего веса в виде воды. Когда материал нагревается во время 3D печати, влага вырывается, влияя не только на основание и адгезию слоев, но и придавая поверхности нежелательную шероховатость.
Поэтому перед 3D печатью рекомендуется его просушить. Сушка в духовке — один из лучших вариантов для успешной печати.
У Nylon также есть проблемы с адгезией первого слоя. При 3D-печати нейлоном рекомендуется использовать стол с подогревом. В дополнение к подогреву стола стоит также задуматься о нанесении клея на его поверхность. Избегайте использования охлаждающих вентиляторов.
Рекомендации по просушке нейлона в духовке. Прежде чем засовывать пластик, духовку необходимо предварительно нагреть до нужной температуры. Убедитесь, что температура установлена правильно, поскольку перегрев может привести к расплавлению пластика.
Общие настройки сушки. Обычно температура предварительного нагрева: от 70° C до 80° C. Требуемое время: от 4 до 6 часов. После завершения описанного выше процесса сушки нейлон надо поместить в герметичный контейнер с влагопоглотителем.
ВАЖНО. Установите температуру сушки такой, чтобы она была ниже температуры стеклования (Tg) иначе вы можете испортить пластик.
Селективное лазерное спекание (SLS)
SLS — наиболее подходящая технология для 3D-печати нейлоном. Нейлон для 3D-печати в основном существует как PA 11 и PA 12 или в виде композитных материалов, таких как нейлон с углеродным волокном и стекловолокно. Нейлон PA 11 более гибкий, чем PA 12, в то время как последний имеет отличные механические свойства, идеально подходящие для функциональных прототипов.
При печати с использованием SLS нейлон вводится в виде порошка. Эта технология позволяет получать отличные 3D модели с отличными свойствами материала, хотя и с слегка шероховатой поверхностью.
Стандартные настройки SLS печати нейлоном:
- Допуск: ± 0,3% (мин: ± 0,3 мм)
- Толщина стенки: 0,7 мм
- Высота слоя: 80 — 120 мкм
MultiJet Fusion (MJF)
MJF предлагает следующие Nylon материалы для 3D-печати:
HP 3D High Reusability PA 12: этот материал идеально подходит для производства прочных и качественных деталей при минимальных затратах на каждую.
HP 3D High Reusability PA 12 Glass Beads: этот материал идеально подходит для изготовления жестких, недорогих и качественных деталей.
HP 3D High Reusability PA 11: этот материал идеально подходит для производства пластичных качественных деталей при минимальных затратах на каждую деталь.
HP 3D High Reusability PA 12 соответствует требованиям REACH. REACH — регистрация, оценка, разрешение и ограничение химических веществ — это постановление Европейского Союза, принятое для повышения качества защиты здоровья человека и окружающей среды от рисков, связанных с химическими веществами.
HP 3D High Reusability PA 12 является биосовместимым и соответствует требованиям RoHS.
Купить Nylon филамент вы можете как у западных производителей, так и на Aliexpress. Выбор на Aliexpress довольно высокий и цены тоже могут порадовать, так что кому интересно попробовать — велкам по ссылке для покупки Nylon пластика.
Надеемся, материал был вам интересен и полезен. Успехов вам в мире 3D печати!
Компания Техно Принт 3D
Это наш первый обзор на самые популярные и недорогие 3D принтеры за 2020 год. В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн
В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн
Подробнее→
Китайская компания Dazz3D анонсирует запуск проекта на KickStarter и принимает предварительные заказы на 3D принтеры Dazz3D Basic и Dazz3D Pro. Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.
Подробнее→
Все мы знаем, что точная калибровка рабочего стола 3D принтера — это фундамент и залог успешной печати, на любом FDM-принтере. В этой статье мы расскажем об основных и самых популярных способах выравнивания «кровати».
Итак, как уже было сказано выше, 3D-печать без калибровки рабочего стола — невозможна. С этим процессом мы сталкиваемся посто
Подробнее→
Сегодня трудно прожить день, ни разу не услышав о технологии 3D печати, которая с невероятной скоростью врывается в нашу жизнь. Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо
Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо
Подробнее→
FormLabs Form 2 и Ultimaker 3 — сегодня, пожалуй, самые популярные 3D принтеры, способные осуществлять высококлассную печать, с невероятным качеством детализации поверхности. Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или
Подробнее→
Компания XYZprinting, популярная благодаря линейке настольных 3D принтеров daVinci, выводит в профессиональную и промышленную среду пять новых устройств. Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.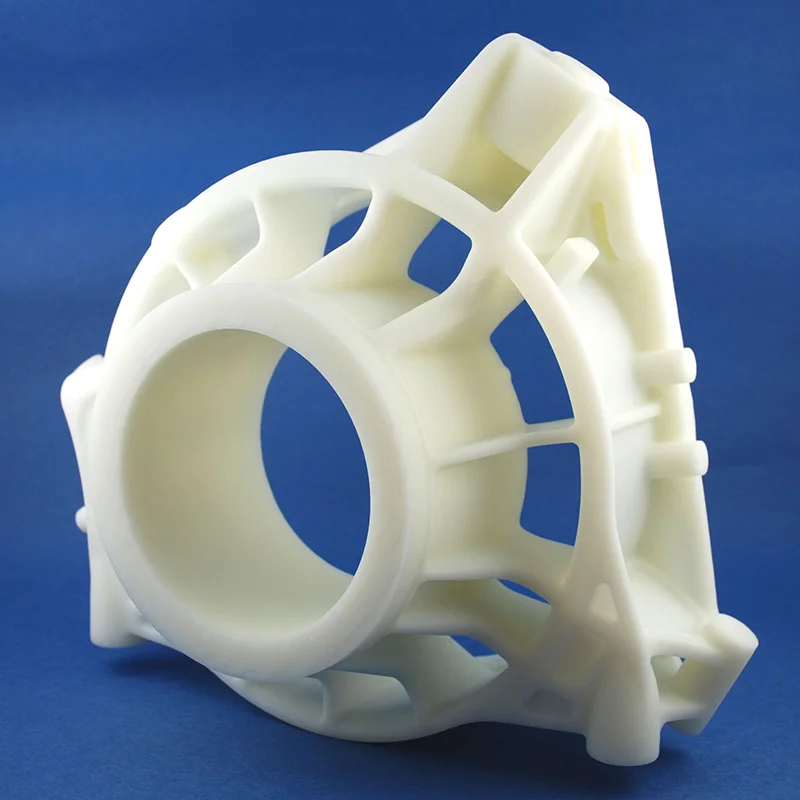
Подробнее→
Чистка сопла 3D принтера — это достаточно частый процесс, с которым приходится сталкиваться любому пользователю такого устройства. Это совершенно не сложная процедура, справиться с которой сможет любой. Выполнить эту задачу можно за 15 минут, использую лишь сподручные инструменты и присобления.
Подробнее→
Паровая полировка ацетоном ABS пластика — это процесс сглаживания поверхности моделей, напечатанных на 3D принтере. Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
Ацето
Подробнее→
Ultimate Materials Guide — 3D-печать с использованием нейлона
Обзор
Нейлон (он же полиамид) — популярный материал в индустрии пластмасс, известный своей прочностью и гибкостью. Для нейлоновых нитей обычно требуется температура экструдера около 250 ºC, однако некоторые бренды позволяют печатать при температурах до 220 ºC из-за их химического состава. Многие принтеры не оснащены хотэндом, который может безопасно достигать температуры 250 ºC, поэтому эти более низкотемпературные версии могут быть полезны и потенциально избавят вас от необходимости обновлять хотэнд. Одна большая проблема с нейлоновыми нитями заключается в том, что они гигроскопичны, что означает, что они легко поглощают влагу из окружающей среды. Печать нейлоном после того, как он впитает влагу, приведет к нескольким проблемам с качеством печати, поэтому хранение нити становится очень важным и требует особого внимания.
Многие принтеры не оснащены хотэндом, который может безопасно достигать температуры 250 ºC, поэтому эти более низкотемпературные версии могут быть полезны и потенциально избавят вас от необходимости обновлять хотэнд. Одна большая проблема с нейлоновыми нитями заключается в том, что они гигроскопичны, что означает, что они легко поглощают влагу из окружающей среды. Печать нейлоном после того, как он впитает влагу, приведет к нескольким проблемам с качеством печати, поэтому хранение нити становится очень важным и требует особого внимания.
- Жесткий и частично гибкий
- Высокая ударопрочность
- Отсутствие неприятного запаха при печати
- Хорошая стойкость к истиранию
- Склонен к деформации
- Требуется герметичное хранение для предотвращения впитывания воды
- Неправильно высушенные нити могут вызвать дефекты печати
- Не подходит для влажной и влажной среды
Требования к оборудованию
Перед 3D-печатью из нейлона убедитесь, что ваш 3D-принтер соответствует перечисленным ниже требованиям к оборудованию, чтобы обеспечить наилучшее качество печати.
Кровать
Температура: 70-90 ° C
Нагретый слой Требуется
. Рекомендованная корпуса
Сборная поверхность
Клейк
PEI
Экстрадер
. Температура: 225-265 ° C
Может требовать All-Metrader
9004
9003 9003 9003 9003 9003 9003 9003 9003 9004
. Охлаждение
Деталь Охлаждающий вентилятор Не требуется
Best Practices
Эти советы помогут вам снизить вероятность возникновения распространенных проблем 3D-печати, связанных с нейлоном, таких как деформация и поглощение влаги.
Хранение нитей
Одним из сложных аспектов использования нейлона является необходимость в специальной системе хранения. В отличие от других нитей, вы не можете держать катушку с нитью на воздухе в течение длительного периода времени. Нейлон легко впитывает влагу из окружающей среды. Печать влажной нитью приведет к проблемам с качеством печати, таким как запотевание шероховатых поверхностей или даже крошечные отверстия или пузырьки на внешней стороне. Эти проблемы с печатью также могут значительно снизить прочность и производительность печатных деталей. Типичным решением этой проблемы является извлечение нейлоновых катушек из принтера после завершения работы и хранение катушек в герметичном контейнере вместе с некоторыми влагопоглотителями для удаления влаги изнутри. Если вы не хотите постоянно монтировать и снимать катушку с нитью, в продаже также имеются контейнеры для хранения, в которых нить будет оставаться сухой, но при этом она будет вытягиваться из отверстия в контейнере.
Эти проблемы с печатью также могут значительно снизить прочность и производительность печатных деталей. Типичным решением этой проблемы является извлечение нейлоновых катушек из принтера после завершения работы и хранение катушек в герметичном контейнере вместе с некоторыми влагопоглотителями для удаления влаги изнутри. Если вы не хотите постоянно монтировать и снимать катушку с нитью, в продаже также имеются контейнеры для хранения, в которых нить будет оставаться сухой, но при этом она будет вытягиваться из отверстия в контейнере.
Используйте корпус для предотвращения деформации
Некоторые высокотемпературные нейлоны склонны к деформации из-за большой разницы температур между экструдированным пластиком и окружающей средой. Подогреваемые столы могут в некоторой степени уменьшить коробление, но идеальным решением было бы использование принтера с обогреваемой камерой или корпусом. Поддержание температуры воздуха вокруг детали около 45 ºC поможет устранить деформацию за счет уменьшения колебаний температуры. Если в вашем принтере нет камеры с подогревом и вы не можете добавить корпус, есть другие советы, которые вы можете использовать, чтобы предотвратить деформацию. В нашем Руководстве по качеству печати есть целый раздел, посвященный этой проблеме, в котором обобщаются другие распространенные методы: Как предотвратить деформацию.
Если в вашем принтере нет камеры с подогревом и вы не можете добавить корпус, есть другие советы, которые вы можете использовать, чтобы предотвратить деформацию. В нашем Руководстве по качеству печати есть целый раздел, посвященный этой проблеме, в котором обобщаются другие распространенные методы: Как предотвратить деформацию.
Использование полей и плотов
В ситуациях, когда добавление вторичного корпуса может быть не идеальным вариантом, рассмотрите возможность использования края или плота, чтобы улучшить адгезию первого слоя. Добавление поля добавит несколько петель вокруг нижнего слоя вашей модели, создав большую площадь поверхности для удержания краев вашего отпечатка. Версия 4.0 Simplify3D представила совершенно новый дизайн плота, который также может быть очень полезен, если у вас по-прежнему возникают проблемы с печатью. Для получения дополнительной информации о различиях между плотами, юбками и полями, пожалуйста, обратитесь к нашей подробной статье на эту тему.
Pro-Tips
- Если у вас нет герметичных контейнеров для хранения филамента, вы можете высушить катушки непосредственно перед использованием, пропустив их через пищевой дегидратор. Несколько часов в этом устройстве значительно высушивают нить.
- Нейлон — хорошая нить для очистки сопла. Вы можете использовать технику, называемую «холодным вытягиванием», когда вы позволяете нейлону сцепляться с мусором внутри сопла, а затем, после того как он частично остынет, вы вытягиваете нить (и мусор) из хотэнда.
Начало работы с нейлоном
Нейлон может стать отличным материалом, как только вы освоите основы. Когда вы будете готовы попробовать, вот несколько советов, которые помогут вам начать.
Общие области применения
- Пластиковые шестерни
- Винты, гайки, болты
- Кабельные стяжки
Примеры проектов
- Кабельные стяжки
- Гайка, Болт, Шайба
- Шестерни сервопривода
Популярные бренды
- Таулман Нейлон
- Нейлон Matterhackers PRO
- Нейлон HobbyKing
- GizmoDorks Нейлон
Как добиться успеха при 3D-печати из нейлона
Узнайте, как профессиональнее печатать из нейлона в 3D.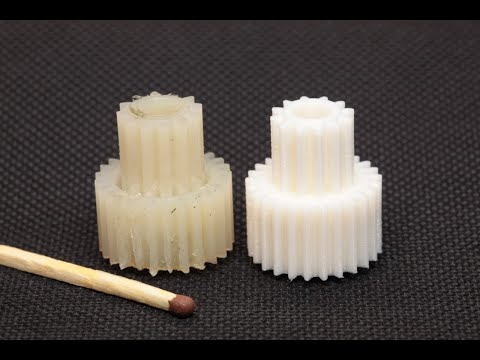 Нейлон является более прочной и долговечной альтернативой PLA или ABS, и его легко печатать на 3D-принтере с помощью этих советов и рекомендаций.
Нейлон является более прочной и долговечной альтернативой PLA или ABS, и его легко печатать на 3D-принтере с помощью этих советов и рекомендаций.
Обновлено 14 ноября 2022 г.
от
MatterHackers
Каждый, у кого есть 3D-принтер, знаком с PLA и ABS.
Если вы занимались 3D-печатью из PLA, вы, вероятно, знаете, что, хотя он довольно прочный, он также очень хрупкий. Вы не можете оставлять детали на солнце или в любом другом месте, где температура превышает 100 ° F.
Если вы печатали на 3D-принтере из ABS, вы знаете, что он намного прочнее, чем PLA, но детали из ABS, напечатанные на 3D-принтере, не обладают такой прочностью, как детали, изготовленные методом литья под давлением, и часто недостаточно прочны для функциональных деталей.
Введите Нейлон.
Нейлоновая нить
— невероятно прочный, долговечный и универсальный материал для 3D-печати. Гибкий, когда он тонкий, но с очень высокой межслойной адгезией, нейлон хорошо подходит для таких вещей, как живые петли и другие функциональные детали. Низкий коэффициент трения и высокая температура плавления делают его отличным выбором для различных предметов повседневного обихода, таких как 3D-печатные инструменты, шестерни, радиоуправляемые автомобили и многое другое.
Низкий коэффициент трения и высокая температура плавления делают его отличным выбором для различных предметов повседневного обихода, таких как 3D-печатные инструменты, шестерни, радиоуправляемые автомобили и многое другое.
Ознакомьтесь с нашими советами ниже о том, как успешно выполнять 3D-печать с нейлоновой нитью.
Это руководство подготовит вас к знаниям и инструментам, необходимым для достижения успеха при печати нейлоном.
Не все хотэнды созданы одинаковыми
Большинство 3D-принтеров стандартно поставляются с хотэндами, в которых используются ПЭЭК и ПТФЭ. Как PEEK, так и PTFE начинают разрушаться при температуре выше 240°C, горят и выделяют вредные пары. Для успешной печати нейлоновой нитью вам понадобится хотэнд, который достигает температуры не менее 250°C. Если вы не уверены, настроен ли ваш хотэнд для 3D-печати нейлоном, отправьте нам электронное письмо или свяжитесь с производителем вашего принтера, и мы сообщим вам об этом.
Большинство 3D-принтеров можно легко модернизировать с помощью цельнометаллического хотэнда, чтобы печатать при температуре выше 240°C (температура экструзии). Мы используем E3D V6 All Metal HotEnd на наших машинах из-за цельнометаллической конструкции, которая позволяет безопасно достигать температуры до 300°C. Это отличные горячие концы, которые мы настоятельно рекомендуем. Перед заменой хотэнда вашего текущего принтера убедитесь, что вы напечатали правильное крепление для подключения хотэнда E3D V6 к вашему 3D-принтеру.
E3D V6 All Metal HotEnd идеально подходит для нейлоновой 3D-печати. Вы можете найти их предустановленными на многих принтерах, в том числе на наших собственных 3D-принтерах Pulse.
Поверхность кровати имеет значение: гаролит, стекло и клей ПВА
Как и в случае с любым другим типом нити, поверхность кровати, на которой вы выбираете печать из нейлона, может стать решающим фактором между деформацией и успешной 3D-печатью.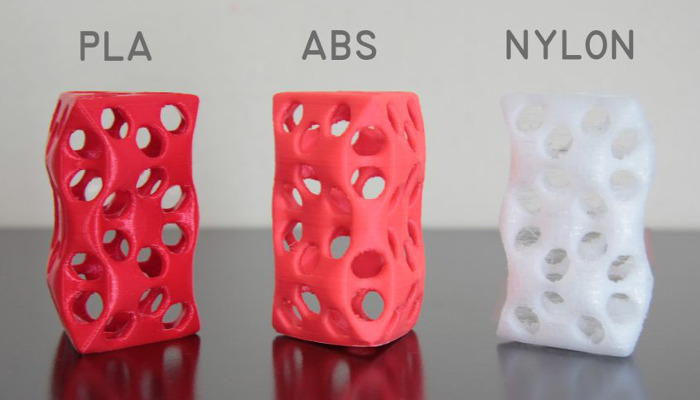 Для нейлона листы гаролита и стеклянные пластины — это две поверхности сборки, которые, как мы видели, дают наиболее стабильные успешные результаты. С добавлением клеевого стержня ПВА обе поверхности обеспечивают адгезию, необходимую для приклеивания отпечатков к поверхности сборки для гладкой 3D-печати.
Для нейлона листы гаролита и стеклянные пластины — это две поверхности сборки, которые, как мы видели, дают наиболее стабильные успешные результаты. С добавлением клеевого стержня ПВА обе поверхности обеспечивают адгезию, необходимую для приклеивания отпечатков к поверхности сборки для гладкой 3D-печати.
Наша любимая поверхность для использования с нейлоновой нитью — LayerLock Garolite Build Surface. Эта поверхность, изготовленная из льняной ткани из стекловолокна, ламинированной эпоксидной смолой, обладает высокой термостойкостью, поэтому она легко выдерживает температуру 60°C, рекомендованную для успешного приклеивания нейлоновой подложки к нагретой подложке. Еще одним преимуществом использования гаролитовой поверхности является ее высокая адгезия, которая сохраняется в течение тысяч отпечатков наждачной бумагой. Используя лист наждачной бумаги с зернистостью 220, слегка отшлифуйте верхнюю часть гаролита, чтобы удалить любые дефекты и получить более текстурированную и ровную поверхность. Это позволяет нейлону добиться лучшего сцепления со станиной для успешного плоского первого слоя, что приводит к успешной нейлоновой 3D-печати в целом на долгие годы.
Это позволяет нейлону добиться лучшего сцепления со станиной для успешного плоского первого слоя, что приводит к успешной нейлоновой 3D-печати в целом на долгие годы.
LayerLock Garolite Build Surface предназначен для работы с нейлоном, нитями на основе нейлона, такими как NylonX, и другими материалами для 3D-печати.
Мы настолько уверены в успехе гаролита, что предлагаем его в качестве базовой поверхности для нашего 3D-принтера Pulse XE, предназначенного для успешной 3D-печати нейлоном и нитями на основе нейлона (поверх стандартных нитей). Для максимального успеха клей ПВА и наждачная бумага также включены в состав LayerLock Garolite Build Surfaces для дополнительной адгезии и минимального обслуживания для долговечности. Чтобы узнать больше о печати на гаролите, ознакомьтесь с нашей статьей «Как: 3D-печать нейлоном на печатных платформах из гаролита».
Нейлоновая нить должна быть высушена перед печатью
Нейлоновая нить невероятно гигроскопична, то есть легко поглощает воду из воздуха. Нейлон может поглотить более 10% своего веса в воде менее чем за 24 часа, поэтому лучше не оставлять гигроскопичные нити на открытом воздухе. При 3D-печати с нейлоновой нитью, которая не является сухой, вода в нити взрывается, вызывая пузырьки воздуха во время печати, что препятствует хорошей адгезии слоев, значительно ослабляет деталь и портит качество поверхности. Насчет этого сомнений нет; Для успешной 3D-печати нейлоном и материалами на основе нейлона требуется сухая нить.
Нейлон может поглотить более 10% своего веса в воде менее чем за 24 часа, поэтому лучше не оставлять гигроскопичные нити на открытом воздухе. При 3D-печати с нейлоновой нитью, которая не является сухой, вода в нити взрывается, вызывая пузырьки воздуха во время печати, что препятствует хорошей адгезии слоев, значительно ослабляет деталь и портит качество поверхности. Насчет этого сомнений нет; Для успешной 3D-печати нейлоном и материалами на основе нейлона требуется сухая нить.
Сухой нейлон, с другой стороны, обеспечивает гладкую маслянистую печать и глянцевую поверхность.
Влагопоглотитель помогает сохранить филаменты сухими, но пакетов с влагопоглотителем недостаточно для удаления влаги из материалов для 3D-печати. MatterHackers предпочитает использовать систему PrintDry для сушки нейлона. Просто поместите катушки в камеру PrintDry, установите систему на 75°C и оставьте сохнуть на 8-12 часов.
Другой способ высушить нейлоновую нить – поместить ее в печь при температуре 160–180°F на 6–8 часов. Имейте в виду, что большинство конвекционных и бытовых печей плохо регулируют свою температуру при этих более низких температурах и могут легко деформировать вашу катушку или размягчить пластик, что приведет к его деформации и даже склеиванию подставок для нити.
Имейте в виду, что большинство конвекционных и бытовых печей плохо регулируют свою температуру при этих более низких температурах и могут легко деформировать вашу катушку или размягчить пластик, что приведет к его деформации и даже склеиванию подставок для нити.
После высыхания либо сразу же печатайте с его помощью в помещении, где нет холода и сквозняков, либо храните его в герметичном контейнере с влагопоглотителем, чтобы использовать его позже. При использовании такой системы, как PrintDry, вы можете оставить катушку в устройстве и печатать прямо с нее, не допуская проникновения влаги во время длинных отпечатков. Чтобы узнать больше об осушителе, а также о некоторых полезных инструментах для 3D-печати, нажмите здесь.
Сухой нейлон, напечатанный на 3D-принтере слева, влажный Распечатанный на 3D-принтере нейлон справа
В то время как кухонные духовки могут сушить нить, мы настоятельно рекомендуем вместо нее использовать систему сушки нити PrintDry PRO. PrintDry — это безопасная настольная машина, разработанная специально для удаления влаги из нитей. Благодаря компактной портативной конструкции вы можете просто разместить PrintDry PRO рядом с 3D-принтером и подавать в него сухую нить во время печати. Если вы не можете подавать нить в PrintDry PRO непосредственно в принтер, эта система сушки нити по-прежнему очень хорошо работает для простой сушки нити и последующего хранения ее в герметичном контейнере на потом. Чтобы получать отпечатки максимально возможного качества, системы сушки нити, такие как PrintDry, являются аксессуаром для 3D-печати, который мы настоятельно рекомендуем для стабильного успеха.
PrintDry — это безопасная настольная машина, разработанная специально для удаления влаги из нитей. Благодаря компактной портативной конструкции вы можете просто разместить PrintDry PRO рядом с 3D-принтером и подавать в него сухую нить во время печати. Если вы не можете подавать нить в PrintDry PRO непосредственно в принтер, эта система сушки нити по-прежнему очень хорошо работает для простой сушки нити и последующего хранения ее в герметичном контейнере на потом. Чтобы получать отпечатки максимально возможного качества, системы сушки нити, такие как PrintDry, являются аксессуаром для 3D-печати, который мы настоятельно рекомендуем для стабильного успеха.
Чтобы узнать больше о преимуществах сушки нитей, ознакомьтесь с нашей статьей здесь.
Системы сушки нити
, такие как PrintDry, настоятельно рекомендуются для удаления влаги из гигроскопичных нитей для максимальной прочности и долговечности ваших 3D-отпечатков.
Нейлон может деформироваться
Мы обнаружили, что нейлон, напечатанный на 3D-принтере, может деформироваться примерно так же, как и АБС-пластик.
При печати на стекле или гаролите требуется подогреваемый стол с нейлоновой нитью. Клей-карандаш на основе ПВА, нанесенный на кровать, является лучшим методом приклеивания кровати. Перманентные клеевые стержни Elmer’s или Scotch недороги и их легко найти по разумной цене.
Мы обнаружили, что нагретая до 75°C подложка с тонким слоем клея, нанесенным штриховкой, лучше всего подходит для стеклянных пластин.
При печати на гаролитовой поверхности требуется рабочая пластина с нейлоновой нитью. Будь то непосредственно на нагреваемой платформе, листе стекла, стекле PEI или системе FlexPlate, мы рекомендуем прикрепить лист гаролита к какой-либо рабочей пластине, которая способна передавать тепло на эту рабочую поверхность. Как и при печати на стекле, клей-карандаш на основе ПВА, нанесенный на основу, может быть полезен для приклеивания основы к поверхностям сборки из гаролита. Мы рекомендуем клеевые стержни Elmer для этой поверхности. Если требуется больше адгезии, используйте наждачную бумагу 220 г, чтобы слегка отшлифовать гаролит по всей поверхности, чтобы получить текстурированную ровную поверхность, на которую можно будет сцепить отпечаток.
Для рабочей температуры мы рекомендуем от 55°C до 65°C в зависимости от типа марки и нейлона или нити на основе нейлона, с которой вы печатаете. Если это NylonX, мы рекомендуем 60°C. Если это NylonG, мы рекомендуем 65°C.
Не используйте вентиляторы многослойного охлаждения и избегайте сквозняков или прохладных помещений для достижения наилучших результатов. Если вы не можете избежать размещения принтера в сквозняках или в холодных помещениях, подумайте о том, чтобы переместить корпус принтера самостоятельно или приобрести один из продаваемых здесь комплектов корпусов для 3D-принтеров.
Нейлоновые плавники для доски для серфинга, армированные углеродным волокном, напечатаны на 3D-принтере MarkForged
Рекомендуемые настройки нейлоновой 3D-печати:
- Температура экструдера: 240°C — 260°C
- Начните печать при 250°C и регулируйте с шагом 5°C, пока не найдете правильную температуру, при которой получается прочный, долговечный отпечаток с красивой отделочной поверхностью
- Правильная температура может варьироваться между нейлоновыми и нейлоновыми нитями
- Правильная температура может варьироваться в зависимости от марки нейлона и нити на основе нейлона
- Температура слоя: 55-65°C
- Для гаролитовых поверхностей с клеем на основе ПВА
- Температура слоя: 70-80°C
- Для стекла и других поверхностей с клеем на основе ПВА
- Скорость: 30-60 мм/с
- 0,2 мм — 0,4 мм высота слоя
- Вентилятор охлаждения слоя 0%
Мы надеемся, что это поможет вам добиться успеха в 3D-печати из нейлона.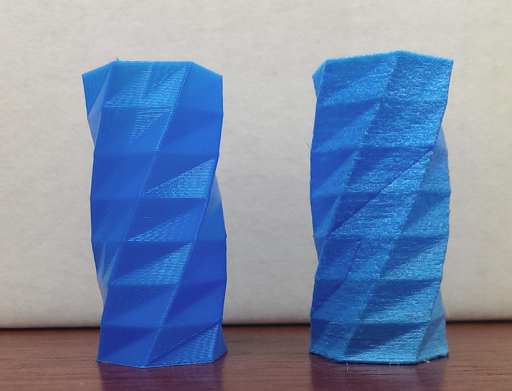
Всего комментариев: 0