Цикл сверления: Цикл сверления: программирование чпу
Содержание
Цикл сверления: программирование чпу
Цикл сверления – это макропрограмма, внесенная в систему ЧПУ и вызываемая как функция с передачей параметров обработки. Появление циклов сверления уходит своими корнями в те времена, когда программист вручную писал управляющую программу для выполнения работы, а система ЧПУ не имела достаточного объема памяти для хранения этой программы. В рассматриваемой системе кодирования ряд перемещений инструментов могут задаваться постоянными циклами, задающими общие параметры обработки. К таким циклам относятся, прежде всего, циклы процедур сверления. Циклы задаются функциями G81…G86, G76 и некоторыми другими. В циклах задаются следующие перемещения инструмента: быстрый подвод к детали, рабочие перемещения вдоль оси Z, быстрый отвод от детали, быстрое перемещение между отверстиями. Осуществление цикла начинается с той точки, к которой инструмент подведен к детали по предшествующей команде. Цикл действует в кадре, в котором записана соответствующая команда, а также во всех последующих кадрах, в которых указываются изменения параметров цикла сверления, например, координат выполняемых отверстий. Отмена цикла производится функцией G80. Представленный в качестве примера фрагмент управляющей программы задает сверление отверстий с координатами: (Х=20, Y=0), (Х=60, Y=0), (Х=100, Y=0) с высоты Z=2 мм на глубину Z=-5 мм (в абсолютной системе отсчета).
Отмена цикла производится функцией G80. Представленный в качестве примера фрагмент управляющей программы задает сверление отверстий с координатами: (Х=20, Y=0), (Х=60, Y=0), (Х=100, Y=0) с высоты Z=2 мм на глубину Z=-5 мм (в абсолютной системе отсчета).
…G90… N115 X60
N105 G43 X20 Y0 Z50 h5 M8 N120 X100
N110 G81 G98(G99) R2 Z-5 F100 N125 G80…
Перемещение инструментов между отверстиями, возможно, задавать:
- на высоте исходной точки управляющей программы, либо иной точки подвода инструмента к обрабатываемым отверстиям функцией G98;
- на высоте точки начала сверления R функцией G99.
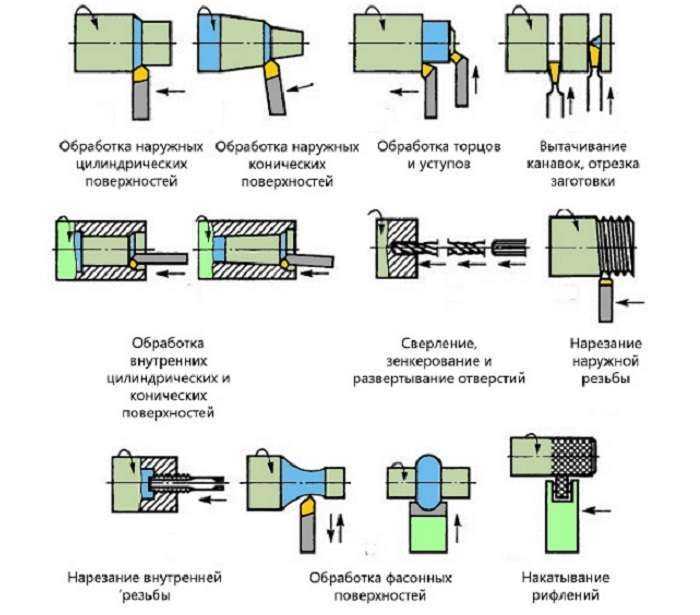
Графическая интерпретация основных циклов сверления приведена на рис. 1: перемещения на рабочей подаче обозначены сплошными линиями, ускоренные перемещения — пунктирными линиями. Цикл короткого сверления по функции G81 (а) включает в себя команды на подачу инструмента в материал с высоты R на рабочей подаче F до точки окончания сверления Z и далее его быстрое возвращение на высоту R. Циклы по функциям G85 и G86 (расточка отверстия разверткой), а также по G84 (нарезание резьбы метчиком) имеют запись в кадре, абсолютно идентичную записи по G81, при этом каждая из команд задает свои, отличные от других, параметры движения инструмента. Цикл движения развертки по G85 (б) задает вход и выход в отверстие инструмента, вращающегося в одном направлении, с рабочей подачей F. Цикл сверления по G86 (в) задает другой тип движения развертки: инструмент входит в материал с рабочей скоростью, затем происходит остановка вращения и далее быстрый выход из отверстия.
Циклы по функциям G85 и G86 (расточка отверстия разверткой), а также по G84 (нарезание резьбы метчиком) имеют запись в кадре, абсолютно идентичную записи по G81, при этом каждая из команд задает свои, отличные от других, параметры движения инструмента. Цикл движения развертки по G85 (б) задает вход и выход в отверстие инструмента, вращающегося в одном направлении, с рабочей подачей F. Цикл сверления по G86 (в) задает другой тип движения развертки: инструмент входит в материал с рабочей скоростью, затем происходит остановка вращения и далее быстрый выход из отверстия.
Цикл по G83 (д) задает многозаходное (ступенчатое) сверление глубоких отверстий, которое невозможно выполнить за 1 проход. По сравнению с другими циклами здесь появляется дополнительный параметр, обозначенный Q, задающий шаг подачи инструмента, т.е. величину его последовательных углублений до конечной точки сверления.
Цикл по G84 (г) задает нарезание резьбы метчиком, когда рабочая подача F и частота вращения инструмента n жестко связаны между собой: их отношение (F/n) соответствует шагу резьбы. При выходе метчика из отверстия обеспечивается реверсивное вращение шпинделя. Отметим, что при нарезании резьбы метчик следует крепить в специальный патрон с компенсатором. R Z R Z X X Z Z G81 G98 (G99) R… Z-… F…; G85 G98 (G99) R… Z-… F…; а) б) R Z R Z X X Z Z G86 G98 (G99) R… Z-… F…; G84 G98 (G99) R… Z-… F…; в) г) R Z X Q Z Q Q G83 G98 (G99) R… Z-… Q… F…; д)
При выходе метчика из отверстия обеспечивается реверсивное вращение шпинделя. Отметим, что при нарезании резьбы метчик следует крепить в специальный патрон с компенсатором. R Z R Z X X Z Z G81 G98 (G99) R… Z-… F…; G85 G98 (G99) R… Z-… F…; а) б) R Z R Z X X Z Z G86 G98 (G99) R… Z-… F…; G84 G98 (G99) R… Z-… F…; в) г) R Z X Q Z Q Q G83 G98 (G99) R… Z-… Q… F…; д)
1.2.29 G81: Цикл сверления отверстия
Форма
команды:
G81 X
Y Z
R F
K ;
X
или Y :
координаты отверстия
(используется абсолютная/относитеная
координаты)
Z
: дистанция
от точки R до отверстия
(направленность)
R
: дистанция
с начальной точки до точки R
(направленность)
F
: скорость
рабочей подачи
K
: количество
повторов (повтор перемещения и сверление
отверстия, вводится приращение G91)
P
: временная
остановка на дне отверстия (сек)
X,Y,Z,R
абсолютная координата или координата
приращения устанавливается G90/G91
Схема:
Пояснение:
Начиная
обработку, резак сначала перемещается
до установленных G00 точек
(X, Y)G00
опускает до установленной точки RG01
опускает до точки Z низа
отверстияG00
поднимает до начальной точки (G98)
или до точки R формулы
(G99)
Комментарий:
Перед
выполнением команды G81,
сначала необходимо кодом М запустить
сверлоЕсли
код М и G81 установлены в
одном Block, то код М может
только один раз выполнится в данном
BlockЕсли
установлено количество раз К, то код М
тоже может быть выполнен только при
первом сверлении отверстия, остальные
отверстия не выполняются.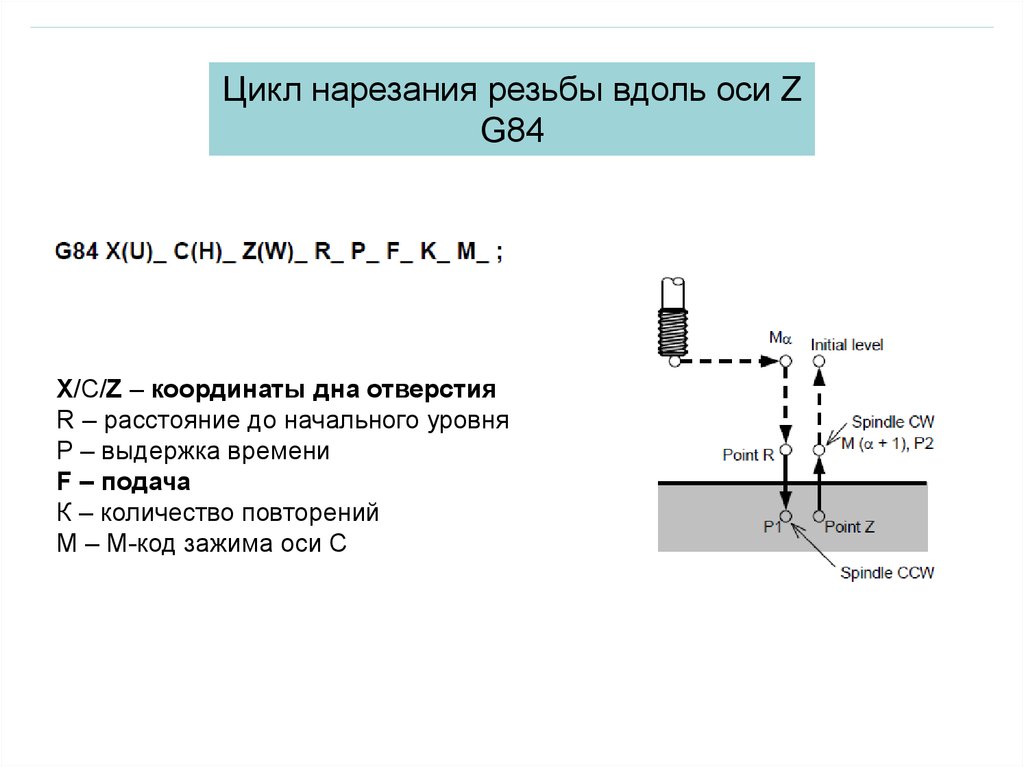
Ограничение:
1. Перед
тем как ось сверления отверстия будем
изменена, сначала необходимо отменить
Canned Cycle.
2. Если
в Block не содержится команды
о перемещении по любой из осей (X,
Y, Z), то
сверление отверстия не выполняется.
3. Установленная
в Blocks R может
выполнить только одно сверление, если
в Block сверление не
проводится, то оно не
может быть установлено.
4. Группа
01 кода G и G81
не могут быть установлены в одном Block,
в противном случае G81
Canned Cycle
произведет отмену.
5. В
Canned Cycle,
дополнения и исправления
к радиусу резака (G41/G42/G40)
игнорируются.
Пример
формулы:
F1000.
S500;
G90;
G00
X0. Y0. Z10.;
// перемещение начальной
точки
G17;
G90
G99;
//
установка точки R, точки
Z и координаты отверстия
1
G81
X5. Y5. Z-10.
R-5.;
X15.;
// отверстие 2
Y15.;
// отверстие 3
G98
X5.; // отверстие
4, установлен возврат к
начальной точке
X10.
Y10. Z-20.; //
отверстие 5,
установлена новая точка Z
для -20
G80;
M02;
Форма
команды:
G82
X Y Z
R P
F K
;
X
или Y :
координаты отверстия
(используется абсолютная/относитеная
координаты)
Z
: дистанция
от точки R до дна отверстия
(направление)
R
: дистанция
с начальной точки до точки R
(направление)
P
: временная
остановка на дне отверстия (сек)
F
: скорость
рабочей подачи
K
: количество
повторов (повтор перемещения и сверление
отверстия, вводится приращение G91)
X,Y,Z,R
абсолютная координата или координата
приращения устанавливается G90/G91
Схема:
Пояснение:
Начиная
обработку, резак сначала перемещается
до установленных G00 точек
(X, Y)G00
опускает до установленной точки RG01
опускает до точки Z низа
отверстияВременная остановка
Р сек.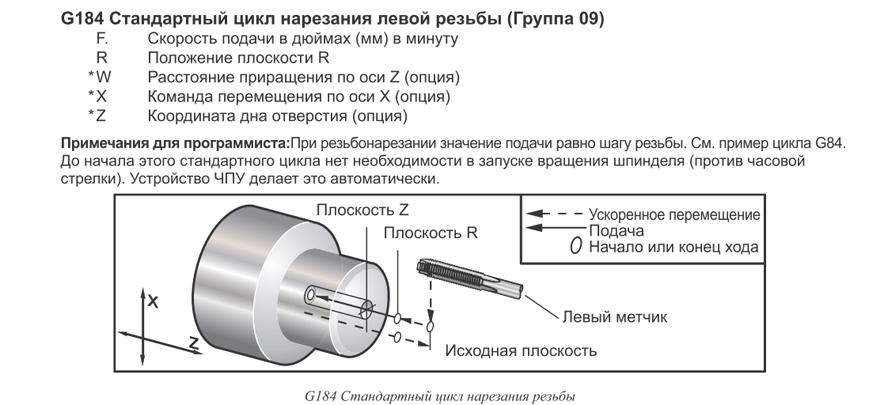
G00
поднимает до начальной точки (G98)
или до точки R формулы
(G99)
Комментарий:
Перед
выполнением команды G82,
сначала необходимо кодом М запустить
сверлоЕсли
код М и G82 установлены в
одном Block, то код М может
только один раз выполнится в данном
BlockЕсли
установлено количество раз К, то код М
тоже может быть выполнен только при
первом сверлении отверстия, остальные
отверстия не выполняются.
Ограничение:
1. Перед
тем как ось сверления отверстия будем
изменена, сначала необходимо отменить
Canned Cycle.
2. Если
в Block не содержится команды
о перемещении по любой из осей (X,
Y, Z), то
сверление отверстия не выполняется.
3. R
может быть установлена в Block
только при выполнении сверления, если
в Block сверление не
проводится, то оно не
может быть установлено.
4. Группа
01 кода G и G82
не могут быть установлены в одном Block,
в противном случае G82
Canned Cycle
произведет отмену.
5. В
Canned Cycle,
дополнения и исправления
к радиусу резака (G41/G42/G40)
игнорируются.
Пример
формулы:
F1000.
S500;
G90;
G00
X0. Y0. Z10.;
// перемещение начальной
точки
G17;
M03;
// запуск положительного
вращения сверла
G90
G99;
//
Установка точки R, точки
Z и координаты отверстия
1, время временной остановки 2 сек.
G82
X5. Y5. Z-10.
R-5. P2.;
X15.;
// отверстие 2
Y15.;
// отверстие 3
G98
X5.; // отверстие
4, установлено возвращение
к начальной точке
G80;
M05;
// остановка сверла
M02;
G81 Цикл сверления G83 Сверление с центральным сверлением G98 Пример программы G99
Полная программа обработки деталей с ЧПУ, которая показывает, как G98 и G99 (уровень возврата постоянного цикла) работают с циклом сверления G81 и циклом сверления с периодическим сверлением G83 для сверления компонента, который имеет разные высоты.
Содержание
- G98 G99 РЕЗЮМЕ
- Программа ЧПУ
- Объяснение
- Коды G & M
G98 G99 РЕЗЮМЕ
G98 и G99 — модальные команды, которые изменяют кансированные циклы (G81, G83 и G99 — модальные команды, которые изменяют кансированные циклы (G81, G83 и G99 и G99 — это модальные команды, которые изменяют кансированные циклы (G81, G83 и G99 и G99, которые изменяют кансированные циклы (G81, G83 и G99 и G99. работать.
работать.
Когда G98 активен, ось Z вернется в исходное положение (исходную плоскость), когда завершит одну операцию.
Когда G99 активен, ось Z будет возвращена в точку R (плоскость), когда постоянный цикл завершает одно отверстие. Затем машина пойдет к следующей лунке.
Рабочий цикл сверления G81 – уровень возврата G98 G99
Программа обработки деталей ЧПУ
G81 Цикл сверления с кодом G98 G99 Пример программы
N10 M06 T01 N20 G90 G00 X10 Y30 Z12 S1000 M03 N30 G99 G81 X10 Y30 Z-17 R2 F75 (отверстие 1) N40 Y10 (Отверстие 2) N50 X30 (Отверстие 3) N60 Y30 (отверстие 4) N70 G98 X90 (отверстие 5) N80 G99 Y10 (отверстие 6) N90 X110 (отверстие 7) N100 G98 Y30 (отверстие 8) N110 G91 G80 G28 X0 Y0 Z0 M05 Н120 М06 Т02 N130 G90 G00 X60 Y28 Z12 S750 M03 N140 G99 G83 X60 Y28 Z-17 Q6 R2 F60 (отверстие 9) N150 G98 Y12 (отверстие 10) N160 G91 G80 G28 X0 Y0 Z0 M05 N170 M30
Объяснение
N10- Смена инструмента (M06) на инструмент №1
N20- Ускоренный ход на X10 Y30 Z12, шпиндель запущен по часовой стрелке (M03) с 1000 об/мин (S1000).
N30- Сверление начинается (G81) в точке X10 Y30 с рабочей подачей (F75) сверло отводится в плоскость R после операции сверления.
N40- Следующая позиция сверления Y10 (поскольку G99 является модальным G-кодом, сверло будет продолжать отводиться в плоскость R до G98 дано).
N50- Следующее сверло на X30.
N60- Сверление на Y30
N70- Сверление на X90 и отвод в начальную плоскость.
N80- Просверлите на Y10 и отведите в плоскость R.
N90- Просверлить в точке X110
N100- Просверлить в точке Y30 и отвести в исходную плоскость.
N110- Цикл сверления отменен (G80), возврат в референтную точку (G28) для смены инструмента, остановка шпинделя (M05).
N120- Смена инструмента (M06) на инструмент номер 2.
N130- Ускоренный подвод к X60 Y28 Z12, запуск шпинделя со скоростью 750 об/мин (S750) по часовой стрелке (M03).
N140- G83 Сверление с центральным сверлением начинается с X60 Y28, глубина сверления Z-17 и шаг сверления Q6, подача сверления F60
N150- Следующее глубокое сверление с Y12 (возврат в исходную точку).
N160- G83 Цикл сверления с центральным выводом отменен с помощью G80, инструмент возвращен в референтную точку (G28), шпиндель остановлен (M05).
N170- Конец программы обработки с возвратом к началу программы (M30)
Коды G и M
| Код | Описание |
|---|---|
| T | № инструмента использовал. |
| M06 | Команда смены инструмента. |
| G90 | Absolute programming |
| G00 | Rapid traverse |
| S | Cutter speed |
| M03 | Cutter rotation Clockwise |
| M08 | Coolant on. |
| G81 | Цикл сверления Fanuc. |
| G83 | Цикл сверления Fanuc. |
| G98 | Возврат в исходную точку в постоянном цикле. |
| G99 | Возврат к точке R в постоянном цикле. |
| F | Режущая подача.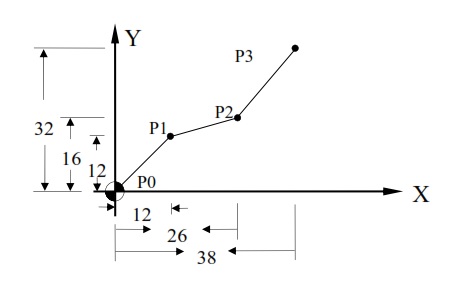 |
| G80 | Отмена стандартного цикла. |
| M09 | СОЖ выкл. |
| G28 | Возврат в исходное положение. |
| G91 | Инкрементальное программирование. |
| M05 | Останов вращения фрезы. |
| M30 | Конец программы обработки ЧПУ с возвратом к началу программы. |
G83 Объяснение простое – сделайте из металла
Постоянный цикл фрезерования G83 является одним из наиболее распространенных циклов сверления. В этой быстрой статье я собираюсь показать вам, что он делает, как его программировать и когда его использовать.
Содержание
Что делает G83
G83 — это цикл сверления глубоких отверстий. Основной причиной использования G83 является хорошая эвакуация стружки.
В каждом отверстии сверло будет подниматься и выходить из отверстия с заданным интервалом, вытягивая стружку из зоны резания. Это также позволяет охлаждающей жидкости попадать к кончику инструмента, если вы не используете охлаждающую жидкость через шпиндель.
Это также позволяет охлаждающей жидкости попадать к кончику инструмента, если вы не используете охлаждающую жидкость через шпиндель.
Вот видео, показывающее это точное движение:
(увеличьте громкость, чтобы получить максимальную отдачу от видео)
Команды G83
Вот команды, которые вам необходимо знать, чтобы правильно использовать постоянный цикл G83 :
| X | Положение отверстия по оси X |
| Y | Положение отверстия по оси Y |
| Z | Глубина конечного отверстия Z 90. Это относится к источнику программы при использовании абсолютного программирования |
| R | Быстрая точка. Инструмент будет быстро опускаться до этой высоты Z, а затем подавать до конечной глубины отверстия Z. В режиме G98 инструмент отводится в исходное положение Z перед сверлением. В G99 инструмент отводится в эту плоскость R. |
| Q | Глубина выреза. Это то, насколько глубоко инструмент опустится перед тем, как вытащить его из отверстия, быстро вернуться вниз и продолжить бурение. Это то, насколько глубоко инструмент опустится перед тем, как вытащить его из отверстия, быстро вернуться вниз и продолжить бурение. |
| P | Совершенно необязательно, и я редко им пользуюсь. Это заставит машину остановиться в конце отверстия. P1000 соответствует задержке в 1 секунду. |
| F | Скорость подачи. Предполагая, что вы фрезеруете в G95, ввод осуществляется в дюймах в минуту. |
Пример программы G83
Давайте составим программу для резки детали ниже:
Материал — холоднокатаная сталь (CRS). пробить эти отверстия. Сверло не имеет сквозного подвода СОЖ. Имейте в виду, что твердосплавные сверла, как правило, не нужно замечать, если они входят в чистую плоскую поверхность. Поскольку 2″ — это довольно глубоко для сверла 1/4″, G83 — идеальный постоянный цикл для этого применения.
Наша исходная точка будет в верхнем левом углу заготовки, а Z будет в верхней части заготовки.
Вот программа, которую мы могли бы использовать:
O1000
(Block_Drilling)
G00 G17 G40 G90 G20 (это линия безопасности)
N10 (Операция: Pripling)
9019 N10 . ТВЕРДОСПЛАВНОЕ СВЕРЛО) (эта строка называется сменой инструмента)
ТВЕРДОСПЛАВНОЕ СВЕРЛО) (эта строка называется сменой инструмента)
G00 G54 X1.2 Y-1. S6112 M03 (вызывает рабочее смещение G54 и перемещает инструмент над первым отверстием, а также включает шпиндель на 6112 об/мин)
G43 Z.125 H01 (выбирает смещение высоты инструмента и опускает сверло на 0,125 выше заготовка)
M08 (подача СОЖ)
G83 Z-2.1518 R0.1 F18.3 Q.125 (сверлит первое отверстие, глубина сверления 0,125, плоскость отвода на 0,1 дюйма выше заготовки, мы режем на 18,3 дюйма в минуту и пройдя немного дальше нижней части ложи, чтобы убедиться, что сверло пробило)
X2,4 (сверлит второе отверстие)
X3,6 (третье отверстие)
X4,8 (четвертый)
G80 (отменяет постоянный цикл, чтобы при вызове новой позиции XY больше не сверлились отверстия)
G00 G91 G28 Z0.0 (в исходное положение ось Z, чтобы убрать инструмент с пути)
G00 G91 G28 Y0. 0 (в исходное положение ось Y, чтобы выдвинуть стол вперед, чтобы вы могли проверить свою работу)
0 (в исходное положение ось Y, чтобы выдвинуть стол вперед, чтобы вы могли проверить свою работу)
G90 (возвращает станок в режим абсолютного позиционирования)
M30 (конец программы)
Как выбрать глубину шага
Это обычно самая большая дискуссия вокруг G83. Какое значение Q мы должны использовать?
Вот некоторые из факторов, влияющих на выбор значения Q:
- Диаметр сверла
- Покрытие сверла
- Геометрия сверла
- Обрабатываемость материала
- Глубина отверстия
- Подача и скорость
- Подача охлаждающей жидкости На любой глубине, превышающей 4xD, вы, как правило, не хотите превышать 0,5xD.
Это означает, что для отверстия диаметром 1/2″ и глубиной 3″ глубина сверления 0,25″ — это самое большее, что вам может понадобиться. Чтобы не рисковать, я бы начал со значения Q 0,2.
Однако, если вы обрабатываете что-то липкое или иное сложное, лучше всего уменьшить это значение до 0,15 дюйма или даже 0,1 дюйма.

На что следует обратить внимание
Если вы делаете очень глубокое отверстие, важно убедиться, что ваши канавки достаточно длинные, чтобы стружка могла выйти. Если стружка не скользит легко вверх по канавкам и из отверстия, вам придется либо существенно уменьшить глубину сверления, либо рассмотреть другие решения, такие как подача СОЖ через шпиндель.
Имейте в виду, что чем меньше глубина сверления, тем больше времени потребуется, чтобы просверлить отверстие. Это означает, что при мелкосерийном производстве вы можете не возражать против нескольких дополнительных секунд на отверстие, чтобы не рисковать, но если вы делаете тысячи отверстий…
Накопление тепла — еще одна причина, по которой вы можете захотеть уменьшить значение Q. Если у вас есть массивное, довольно острое буровое сверло из быстрорежущей стали, в котором нет утонченной перемычки, вы можете получить действительно горячую насадку. Однако в этот момент вы, возможно, захотите переосмыслить свои причины выбора инструмента.
 Сверла Big Jobber HSS — довольно старая школа в CNCland.
Сверла Big Jobber HSS — довольно старая школа в CNCland.Дополнительные функции G83
Некоторые машины имеют дополнительные параметры, которые можно настроить для повышения эффективности цикла G83.
Например, станки Haas могут использовать команды I,J и K для указания глубины сверления вместо значения Q. Проверьте свое руководство по программированию, чтобы узнать, доступно ли оно на вашем компьютере. Вот что означают эти команды:
I Глубина начального шага J Величина уменьшения шага при каждом втягивании K Минимальная глубина сверления Это удобно, потому что позволяет избежать нескольких ненужных сверлений при погружении инструмента в заготовку.
Например, у вас не должно возникнуть серьезных проблем с просверливанием отверстия диаметром 1/2″ в мягкой стали на глубину 0,5″ без просверливания. Однако при добротности 0,25″ машина проклевывает один раз при сверлении на такую глубину.
Всего комментариев: 0