Автомат продольного точения: WIVIA SW527/SW528 — Автомат продольного точения
Содержание
WIVIA SW527/SW528 — Автомат продольного точения
Автоматы продольного точения WIVIA SW527 и SW528 предназначены для крупносерийного и массового производства сложных деталей тел вращения. Технологические возможности станков позволяют делать различные токарные и фрезерные операции, в том числе сверление под углом, фрезерование под углом.
Лизинг и кредит
Технические
характеристики
Автоматы продольного точения швейцарского типа WIVIA SW серии – это высокопроизводительные и мощные станки для обработки прутка большого диаметра 50,8 мм. Станки обладают исключительной гибкостью благодаря наличию 7 или 8 управляемых осей и позволяют выполнять операции точения, фрезерования, в том числе под углом к оси детали, нарезания резьбы, в том числе вихревое, сверления, фрезерование зубьев и шлицев. Отличительная особенность станков заключается в наличии ШВП и направляющих повышенного класса точности, мощных приводов обоих шпинделей (11 кВт), гидравлического зажима обоих шпинделей, мощного приводного инструмента (2,5 кВт), быстрых холостых ходов и усиленной конструкции приводной люнетной втулки, которая при этом позволяет обрабатывать пруток до остатка 165 мм.
Характеристики
|
Максимальный диаметр обработки, мм |
50,8 |
|
Максимальная длина обработки с вращающимся люнетом, мм |
300 |
|
Максимальная длина обработки с неподвижным люнетом, мм |
350 |
|
Максимальная длина обработки без люнетного узла, мм |
127 |
|
Количество резцов для наружной обработки, шт |
5 (20×20мм) |
|
Количество резцов для внутренней обработки, шт |
5 (Ø25) |
|
Количество радиального приводного инструмента, шт |
3 (ER20) + 2 (ER16) |
|
Количество осевого приводного инструмента противошпинделя (ER-16), шт |
4/8 |
|
Количество инструмента для глубокого сверления с установкой на противошпинделе, шт |
2 (Ø25) |
|
Количество управляемых осей (включая ось С), шт |
7/8 |
|
Дискретность поворота оси C, градус |
0,001° |
|
Максимальная частота вращения главного шпинделя, об/мин |
5000 |
|
Максимальная частота вращения противошпинделя, об/мин |
5000 |
|
Ускоренная подача по осям X1/X2/Z1/Z2/Y1, м/мин |
30 |
|
Ускоренная подача по оси Y2, м/мин |
20 |
|
Мощность двигателя главного шпинделя и противошпинделя, кВт |
11 |
|
Тип главного и противошпинделя |
Встроенный (built-in) |
|
Система охлаждения главного шпинделя и противошпинделя |
Масляное охлаждение |
|
Система зажима главного шпинделя и противошпинделя |
гидравлическая |
|
Мощность двигателя радиального приводного инструмента, кВт |
2,5 |
|
Частота двигателя радиального приводного инструмента, об/мин |
6000 |
|
Мощность двигателя осевого приводного инструмента противошпинделя, кВт |
2,5 |
|
Частота двигателя осевого приводного инструмента противошпинделя, об/мин |
6000 |
|
Объём бака масла, л |
2 |
|
Давление пневмосистемы, MПa |
0,6 |
|
Расход воздуха, л/мин |
10 |
|
Габаритные размеры Д×Ш×В, мм |
2945×1650×2130 |
|
Объём бака СОЖ, л |
380 |
|
Вес, кг |
4480 |
Комплектация
Стандартная комплектация
Система ЧПУ Fanuc 32i B
Суппорт для радиальной токарной обработки на главном шпинделе: 6 позиций
Комплект держателей инструмента для внешней обточки на главном шпинделе (6 шт: 16×16 мм)
Суппорт для радиальных приводных блоков ER-16
Комплект приводных блоков ER-16 (2 шт. )
)
Суппорт для осевых приводных блоков для противошпинделя 4 позиции
Комплект приводных блоков для противошпинделя ER-16 (4 шт.)
Суппорт для осевой обработки на противошпинделе 10 позиции
Комплект держателей инструмента для осевой обработки для противошпинделя Ø25 мм (2 шт.)
Комплект приводных блоков для противошпинделя ER-20 (3 шт.)
Улавливатель готовых деталей
Конвейер для готовых деталей
Трехцветная сигнальная лампа
Освещение рабочей зоны
Комплект инструмента для обслуживания станка
Ящик для инструментов
Система подачи СОЖ
Бак для СОЖ
Система автоматической смазки
Система охлаждения главного шпинделя и противошпинделя
Пневматический выталкиватель готовых деталей из противошпинделя
Датчик контроля СОЖ
Установочный штифт
Цанговые пружины
Пистолет СОЖ
Защитное ограждение для шпиндельного узла
Защитное ограждение рабочей зоны
Документация к станку и системе ЧПУ (на русском и английском языке)
Опциональные комплектующие
Дополнительное поддерживающее устройство прутка
Конвейер и тележка для уборки стружки
Трансформатор (380 В, 50 Гц)
Увеличение габаритов улавливателя деталей до 300 мм
Автоматическое устройство подачи прутка (Ø12 мм, длина 2 м)
Набор специализированных каналов для прутков (Ø1 ~ Ø4 мм)
Комплект цанг ER-16
Комплект цанг ER-16 с односторонним хвостовиком (L-50мм)
Захват патрона
Цанговые пружины
Система подачи СОЖ на противошпиндель
Приводной блок для осевой обработки
Приводной блок для осевой обработки с возможностью ручного позиционирования угла
Увеличение мощности двигателя приводного инструмента для радиальной обработки до 1,4 кВт
Увеличение мощности двигателя приводного инструмента для осевой обработки до 1,4 кВт
Увеличение мощности двигателя приводного инструмента для радиальной обработки до 2,5 кВт
Увеличение мощности двигателя приводного инструмента для осевой обработки до 2,5 кВт
Система подачи СОЖ 70 бар
Система подачи СОЖ 140 бар
Получаемые изделия
Гайка
Гайка
Деталь
Дульный тормоз
Игла
Изделие
Корпус
Корпус
Корпус
Корпус
Основание
Ось
Ось
Разьем
Сопло
Стойка
Форсунка
Цилиндр
Производитель
Компания WIVIA Масhinеrу Со. Ltd. с момента основания она сосредоточила свое внимание на производстве высокоточных автоматов продольного точения швейцарского типа (Swiss type). На сегодняшний день линейка оборудования позволяет решать широчайший круг задач, традиционных для оборудования данного типа.
Ltd. с момента основания она сосредоточила свое внимание на производстве высокоточных автоматов продольного точения швейцарского типа (Swiss type). На сегодняшний день линейка оборудования позволяет решать широчайший круг задач, традиционных для оборудования данного типа.
Тайвань
Работает с 2014 года.
Что нужно знать о WIVIA?
Сервисное
обслуживание
Гарантийное обслуживание
станка WIVIA SW527/SW528
Мы проводим техническое обслуживание станка WIVIA, приобретенного в нашей компании, а также, по согласованию, оборудования других поставщиков.
Гарантийное обслуживание осуществляется силами сервисной службы ПроТехнологии.
Постгарантийное обслуживание
Вашего станка
Посмотреть 3 минуты
о сервисной службе
Много лет оказываем сервисную поддержку, а именно, диагностику, ремонт, модернизацию металлообрабатывающего оборудования.
Файлы для загрузки
8.49 МБ
Аналогичное оборудование
Вам может быть
интересно
Токарный автомат продольного точения с ЧПУ SZ-125EII по цене производителя с доставкой – «TopStanok»
Общие характеристики
| Характеристика | SZ-12E2 | SZ-125EI | SZ-125EII |
|---|---|---|---|
|
Диапазон обработки | |||
| Максимальный диаметр обрабатываемого прутка | 12 мм | 12 мм | 12 мм |
| Максимальная длина точения | 205 мм | 205 мм | 205 мм |
| Максимальный зажимной диаметр главного шпинделя | 12 мм | 12 мм | 12 мм |
|
Приводной инструмент | |||
| Максимальный диаметр сверления | 7 мм | 7 мм | 7 мм |
| Количество × модель | 5×ER11 | 5×ER11 | 5×ER11 |
| Максимальный диаметр нарезания резьбы | 6 мм | 6 мм | 6 мм |
| Мощность двигателя приводного инструмента | 0,75 кВт | 0,75 кВт | 0,75 кВт |
| Частота вращения приводного инструмента | 4000 об/мин | 4000 об/мин | 4000 об/мин |
|
Главный шпиндель/ противошпиндель | |||
| Частота вращения главного шпинделя | 12 000 об/мин | 12 000 об/мин | 12 000 об/мин |
| Мощность главного шпинделя | 1,5 кВт, 2,2 кВт | 1,5 кВт, 2,2 кВт | 1,5 кВт, 2,2 кВт |
Макс. диаметр сквозного отверстия главного шпинделя /противошпинделя диаметр сквозного отверстия главного шпинделя /противошпинделя | 13 мм | 13 мм | 13 мм |
| Макс. программируемая точность по оси С | С1/С2 0,001° | С1/С2 0,001° | С1/С2 0,001° |
| Мощность противошпинделя | 1,5 кВт, 2,2 кВт | 1,5 кВт, 2,2 кВт | |
| Наличие контршпинделя | Нет | Да | Да |
| Частота вращения противошпинделя | 12 000 об/мин | 12 000 об/мин | |
|
Инструмент | |||
| Максимальное количество установленного инструмента | 16 шт | 20 шт | 20 шт |
| Токарный инструмент | 7×□10 | 7×□10 | 7×□10 |
|
Общие | |||
| Длина | 1927 мм | 2152 мм | 2152 мм |
| Ширина | 1302 мм | 1194 мм | 1194 мм |
| Высота | 1705 мм | 1746 мм | 1746 мм |
| Масса | 1950 кг | 2500 кг | 2500 кг |
| Система ЧПУ/ Контроллера | FANUC 0i-TF | FANUC 0i-TF | FANUC 0i-TF |
| Высота центра | 990 мм | 990 мм | 990 мм |
| Макс длинна улавливаемой детали | 50 мм | 80 мм | 80 мм |
| Наличие ЧПУ | с ЧПУ | с ЧПУ | с ЧПУ |
|
Перемещение главного шпинделя | |||
| Без направляющей втулки | 308 мм | 308 мм | 308 мм |
| С направляющей втулкой | 205 мм | 205 мм | 205 мм |
|
Инструмент для обработки с торца (неподвижный) для главного шпинделя | |||
| Диаметр нарезания резьбы | 8 мм | ||
| Диаметр сверления | 10 мм | ||
| Количество × модель | 4×ER16 | ||
|
Вращающийся инструмент с фасонным профилем для противошпинделя | |||
| Мощность насоса подачи СОЖ | 0,4 кВт | 0,4 кВт | 0,4 кВт |
| Мощность серводвигателя вращающегося инструмента с фасонным профилем | 0,75 кВт | 0,75 кВт | 0,75 кВт |
| Мощность серводвигателя подачи | 0,75кВт (Z/X/Y) | 0,75кВт (Z1/Z2/X1/Y1/X2) | 0,75кВт (Z1/Z2/X1/Y1/X2) |
| Неподвижный количество × модель | 4×ER16 | 4×ER16 | |
| Подвижный количество × модель | 4×ER16 | 4×ER16 | |
| Скорость подачи | 30 м/мин(Z1/Z2/X2/Y1) | 30 м/мин(Z1/Z2/X2/Y1) |
Разница между горизонтальным и продольным точением
Токарный станок с ЧПУ
является одним из наиболее широко используемых станков с ЧПУ.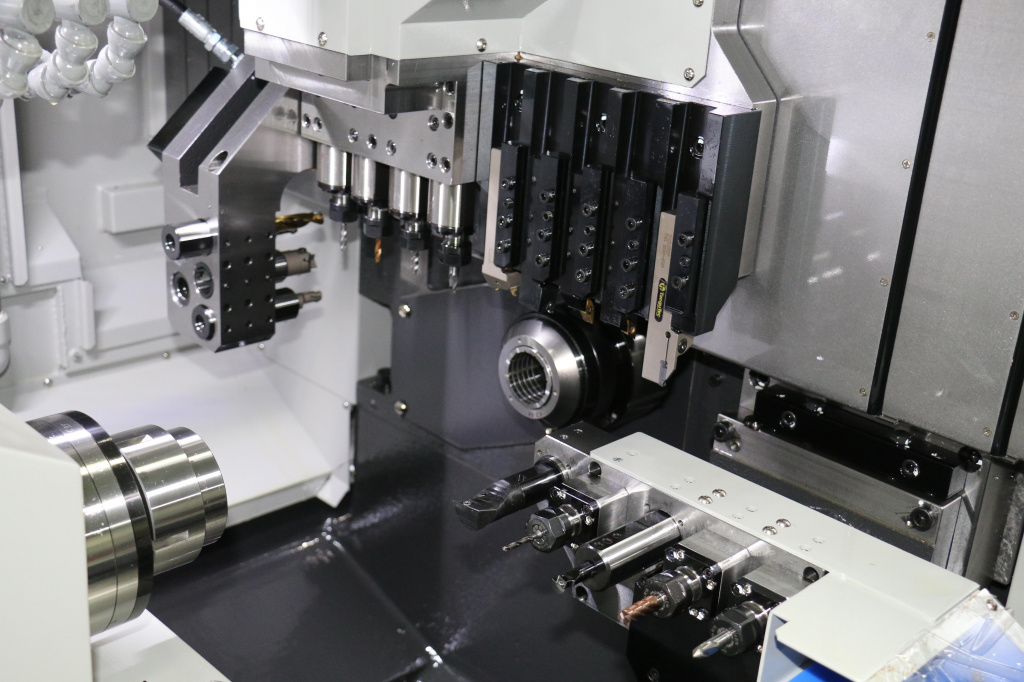 Он в основном используется для обработки симметричных вращающихся деталей, таких как части вала, внутренние и внешние цилиндрические поверхности дисковых частей, внутренние и внешние конические поверхности с произвольными углами конуса, сложные вращающиеся внутренние и внешние криволинейные поверхности и цилиндрические, конические резьбы и другие процессы резки. .
Он в основном используется для обработки симметричных вращающихся деталей, таких как части вала, внутренние и внешние цилиндрические поверхности дисковых частей, внутренние и внешние конические поверхности с произвольными углами конуса, сложные вращающиеся внутренние и внешние криволинейные поверхности и цилиндрические, конические резьбы и другие процессы резки. .
Даже самые распространенные токарные контуры имеют разные процессы. В некоторых системах ЧПУ эти параметры процесса включены в «поперечное точение», «продольное точение (также известное как «возвратно-поступательное точение»)» и «нарезание канавок». Среди классов, давайте разбираться вместе ниже.
1. Горизонтальное точение
Особенности горизонтального точения:
- При горизонтальном точении направление движения токарного инструмента параллельно оси вращения заготовки.
- Если это главный шпиндель, направление движения инструмента справа налево; если станок оснащен противошпинделем, направление движения инструмента слева направо.

- Поперечная токарная обработка может использоваться для обработки внешних окружностей и внутренних отверстий. Однако при обработке внутреннего отверстия сначала необходимо предварительно просверлить забойное отверстие.
- Кроме обработки внешнего круга возможна обработка торца.
2. Продольное точение, нарезание канавок и нарезание
Характеристика продольного точения боковых и торцевых поверхностей (также называемое «возвратно-поступательное резание»):
- При продольном точении заготовка выполняется со стороны , направление подачи продольно-токарного инструмента перпендикулярно оси вращения заготовки.
- При продольном точении торца заготовки направление подачи продольно-токарного инструмента параллельно оси заготовки.
- Продольно-токарный инструмент имеет три режущие кромки, благодаря чему процесс съема материала в радиальном и осевом направлениях происходит максимально непрерывно (поскольку ход быстрого перемещения сведен к минимуму).

- Форма лезвия и форма лезвия желобкового ножа и продольного ножа различны.
Особенности нарезания канавок на боковых и торцевых поверхностях:
- При нарезании канавок режьте только в поперечном направлении подачи.
- Процесс обработки боковой канавки перпендикулярен направлению оси вращения.
- Процесс обработки торцевой канавки параллелен направлению оси вращения.
- Инструмент для нарезки канавок может выдерживать только силу, приложенную перпендикулярно оси инструмента.
- Процесс нарезания канавок в основном используется для обработки канавок. Обычно (не обязательно) обрабатываемая канавка имеет ту же ширину, что и инструмент для обработки канавок.
3.
Резюме
Горизонтальное точение:
+ Достигается большая поперечная подача, т. е. большая площадь поперечного сечения стружки
+ Высокая скорость подачи при черновой обработке 03 0 900 Эффект идеального отвода стружки
— Не все контуры могут быть обработаны ограниченным количеством инструментов для поперечного точения, и во время обработки может потребоваться замена большего количества инструментов
Продольное точение:
+ Исключается пустой ход резания
+ Сокращается количество операций смены инструмента
+ Высокая гибкость применения
— Из-за ограничений инструмента не все контуры могут быть обработаны иногда не идеально (чипы могут застрять)
Когда какой процесс использовать?
Продольное точение обычно используется: например, для обработки деталей с глубокими канавками и 90° угловые конструкции. Механическая обработка этих структур может быть выполнена только с помощью этого процесса.
Механическая обработка этих структур может быть выполнена только с помощью этого процесса.
Горизонтальное точение обычно используется для обтекаемых контурных конструкций с дуговыми переходами.
Эта запись была размещена в Блог. Добавьте постоянную ссылку в закладки.
Токарные станки DMG MORI — Обзор
Имея более чем 150-летний опыт работы в области токарной обработки, DMG MORI предлагает всесторонние технологические знания, отраженные в примерно 20 различных сериях токарных станков с ЧПУ: Как производитель станков, мы охватываем широкий спектр областей применения, от универсальные токарные станки и инновационные токарно-фрезерные центры (Turn & Mill) до высокоэкономичной производственной токарной обработки.
Бестселлер
От токарного станка к современному токарному станку с ЧПУ
Основной принцип токарной обработки не изменился со времен классического токарного станка: заготовка вращается с помощью главного шпинделя, а движение резания создается за счет контакта с токарным инструментом. . Инструмент, в свою очередь, совершает поступательное движение, так что заготовка обрабатывается по машинозависимой продольной траектории, а также по диаметру токарной обработки. Современные токарные станки с ЧПУ выходят далеко за рамки этого простого принципа и считаются еще более гибкими чудесами точности.
. Инструмент, в свою очередь, совершает поступательное движение, так что заготовка обрабатывается по машинозависимой продольной траектории, а также по диаметру токарной обработки. Современные токарные станки с ЧПУ выходят далеко за рамки этого простого принципа и считаются еще более гибкими чудесами точности.
Обзор
Универсальное точение
Серия CLX
CLX 350
КЛХ 450
CLX 550
Серия CTX
СТХ 2500
СТХ альфа 500
СТХ бета 800
СТХ бета 2000
Серия NLX
NLX 1500
NLX 2000
NLX 2500
NLX 3000
NLX 4000
NLX 6000
Серия SL
СЛ 403
СЛ 603
Токарно-фрезерная обработка
Серия CLX TC
КЛХ 450 ТК
Серия CTX TC
СТХ бета 800 ТС
СТХ бета 1250 ТС
СТХ бета 1250 ТС 4А
СТХ бета 2000 ТС
СТХ гамма 1250 ТС
СТХ гамма 2000 ТС
СТХ гамма 3000 ТС
Серия NTX
НТКС 500
НТКС 1000
НТКС 2000
НТХ 2500
НТКС 3000
Серия NT
НТ 4200 DCG
НТ 4250 DCG
НТ 4300 DCG
НТ 5400 DCG
НТ 6600 DCG
Горизонтальная токарная обработка
Серия WASINO G
ВАСИНО G 100 | 300
ВАСИНО G 100 | 480
ВАСИНО G 100M | 480
ВАСИНО G-06
ВАСИНО G-07
ВАСИНО ГГ-5
ВАСИНО Серия А
ВАСИНО А 150SY | 15
ВАСИНО А 150Y | 18
ВАСИНО А-18С
ВАСИНО АА-1
ВАСИНО серии J
ВАСИНО J-1
ВАСИНО JJ-1
Серия NZX-S
НЗС-С 1500
НЗС-С 2500
Серия ALX
АЛКС 1500
АЛКС 2000
АЛКС 2500
Серия NRX
НРХ 2000
СПРИНТ Серия
СПРИНТ 20|5
СПРИНТ 20|8
СПРИНТ 32|5
СПРИНТ 32|8
SPRINT 42 линейный
SPRINT 42|10 линейный
Револьвер SPRINT серии
СПРИНТ 50
СПРИНТ 65
Серия NZ
НЗ ДЮЭ
НЗ ТРЭ
НЗ КВАТРО
Серия NZX
НЗС 1500
НЗС 2000
НЗС 2500
НЗС 4000
НЗС 6000
Серия CTX 4A
СТХ бета 800 4A
СТХ бета 1250 4A
GMC / серия GM
ГМ 16-6
ГМ 20-6
Серия МУЛЬТИПРИНТ
МУЛЬТИПРИНТ 36
Важные вопросы о токарной обработке с ЧПУ
Какие токарные станки доступны?
Какие токарные станки доступны?
Растущее разнообразие областей применения означает, что токарная обработка продолжает развиваться. Поэтому, помимо универсальных токарных станков с ЧПУ, общепринятым стандартом являются токарно-фрезерные центры и производственные токарные станки. В каждой из этих областей DMG MORI предлагает серии, отличающиеся высокой производительностью и точностью: от моделей CLX, CTX и NLX для универсальной токарной обработки и серий токарно-фрезерных станков CLX и CTX TC и NTX до производственных токарных станков, включая модели SPRINT, Платформа NZ и серия WASINO.
Поэтому, помимо универсальных токарных станков с ЧПУ, общепринятым стандартом являются токарно-фрезерные центры и производственные токарные станки. В каждой из этих областей DMG MORI предлагает серии, отличающиеся высокой производительностью и точностью: от моделей CLX, CTX и NLX для универсальной токарной обработки и серий токарно-фрезерных станков CLX и CTX TC и NTX до производственных токарных станков, включая модели SPRINT, Платформа NZ и серия WASINO.
Что такое комплексная 6-сторонняя обработка?
Что такое комплексная 6-сторонняя обработка?
6-сторонняя комплексная обработка предполагает полную чистовую обработку сложных заготовок со всех шести сторон на одном рабочем участке без применения средств автоматизации. Первоначально это делается путем механической обработки на главном шпинделе. Заготовка автоматически передается на противошпиндель для обратной обработки. Токарно-фрезерные операции могут выполняться с помощью одной или нескольких револьверных головок как на главном, так и на противошпинделе. DMG MORI интегрирует фрезерные станки CLX TC, CTX beta TC, CTX gamma TC и токарно-фрезерные станки NTX (Turn & Mill) для завершения этого процесса. Здесь токарно-фрезерный шпиндель compactMASTER, используемый с осью B, обеспечивает функции фрезерования, сравнимые с универсальным фрезерным станком.
DMG MORI интегрирует фрезерные станки CLX TC, CTX beta TC, CTX gamma TC и токарно-фрезерные станки NTX (Turn & Mill) для завершения этого процесса. Здесь токарно-фрезерный шпиндель compactMASTER, используемый с осью B, обеспечивает функции фрезерования, сравнимые с универсальным фрезерным станком.
Что такое токарная обработка?
Что такое токарная обработка?
В токарной обработке основное внимание уделяется экономичному крупносерийному производству. Чтобы сделать это возможным при обработке более сложных заготовок, DMG MORI предлагает токарные станки, такие как платформа NZ, модели SPRINT и MULTISPRINT. У них есть более одного носителя инструментов, таких как турели, включая механические инструменты. Платформа NZ, например, может использовать до четырех турелей. Загрузчики прутков или роботизированные системы обработки заготовок также обеспечивают постоянную подачу материала.
Что такое рабочий шпиндель?
Что такое рабочий шпиндель?
Рабочий шпиндель или главный и противошпиндель токарного станка имеет токарный патрон, в котором удерживается сырье. Скорость и, следовательно, результирующий крутящий момент зависят от процесса обработки.
Скорость и, следовательно, результирующий крутящий момент зависят от процесса обработки.
Что такое турель?
Что такое турель?
Инструменты, необходимые для обработки, размещаются в револьверной головке токарного станка и поворачиваются к заготовке в соответствии с рабочим этапом. Турель имеет определенное количество слотов для инструментов. Часто можно настроить механические инструменты, которые также могут выполнять фрезерные операции на заготовке. Смещенное от центра фрезерование сложных заготовок также может выполняться с использованием оси Y.
Универсальная токарная обработка: Производительность и точность в металлообработке
Универсальная токарная обработка, ориентированная на качество, требует стабильных токарных станков с низким уровнем вибрации, которые всегда обеспечивают максимальную производительность и точность. Предпосылками для этого являются изначально жесткие станины станков, прочные направляющие или линейные направляющие и высокоточные системы измерения положения. Револьверные головки с механическим инструментом или задней бабкой и/или люнетом для обработки длинных заготовок также расширяют возможности обработки.
Револьверные головки с механическим инструментом или задней бабкой и/или люнетом для обработки длинных заготовок также расширяют возможности обработки.
Скорость, диаметр токарной обработки, расстояние между центрами — подходящие параметры станка для любого применения
Как в линейке начального уровня с привлекательными моделями CLX, так и в высокотехнологичном сегменте с проверенными токарными станками CTX и NLX, комплектами DMG MORI Стандарты обработки деталей с высокими требованиями к точности. Мощный главный шпиндель гарантирует, что все модели обеспечивают правильную скорость и требуемый крутящий момент. Расстояние между центрами, высота центра или диаметр поворота — разнообразие моделей предлагает подходящие размеры для любого применения.
- Точность благодаря жесткой станине станка и прочным направляющим или линейным направляющим
- Разнообразие возможностей обработки благодаря револьверной головке с механическим инструментом и осью Y
- Максимальная производительность благодаря мощным шпинделям сложные заготовки
Для изготовления деталей сложной геометрии в течение долгого времени было принято сначала точить заготовки, а затем обрабатывать их на фрезерных станках.
 DMG MORI была одним из первых производителей, объединивших обе технологии в одном рабочем пространстве. Преимущество: Токарная обработка и фрезерование в одной рабочей зоне сокращают время обработки. Меньшее количество ручных повторных зажимов сводит к минимуму вероятность ошибок. Это, в свою очередь, повышает качество компонентов.
DMG MORI была одним из первых производителей, объединивших обе технологии в одном рабочем пространстве. Преимущество: Токарная обработка и фрезерование в одной рабочей зоне сокращают время обработки. Меньшее количество ручных повторных зажимов сводит к минимуму вероятность ошибок. Это, в свою очередь, повышает качество компонентов.CLX 450 TC — инструмент начального уровня для токарной и фрезерной обработки. Многочисленные модели серий CTX beta TC, CTX gamma TC и NTX также предлагают подходящий станок для любого применения в этой области — независимо от веса заготовок. Токарно-фрезерные станки оснащены фрезерным шпинделем compactMASTER.
Сложная геометрия благодаря шпинделю compactMASTER
Запатентованный фрезерный шпиндель compactMASTER — сердце токарно-фрезерных моделей DMG MORI. Его сверхкомпактные размеры и большой диапазон поворота позволяют оптимально использовать рабочее пространство. В зависимости от модели станка дисковый или цепной магазин автоматически снабжает шпиндель инструментами.

- Сокращение времени обработки благодаря полной обработке в одной рабочей зоне
- Минимальный риск ошибок благодаря меньшему количеству ручных операций повторного зажима
- Сложная геометрия при точении и фрезеровании, включая ось Y
Горизонтальная токарная обработка: экономичная крупная серия производство
Токарное производство характеризуется оперативным изготовлением больших партий. С помощью дополнительных револьверных головок или шпинделей, а также механических инструментов даже сложные токарные детали можно обрабатывать из прутков быстро и экономично. Загрузчики прутка обеспечивают постоянную подачу материала, что позволяет максимально увеличить время работы машины. Для обработки компонентов патрона можно использовать различные решения по автоматизации с поддержкой роботов.
DMG MORI уже несколько десятилетий является пионером в области токарной обработки. Прочная конструкция станков обеспечивает жесткость и точность обработки.
 Например, в серии NZ в рабочей зоне можно использовать до четырех револьверных головок, включая ось Y. С другой стороны, автоматические токарные станки WASINO обеспечивают максимальную точность, особенно при серийном производстве в автомобильной промышленности.
Например, в серии NZ в рабочей зоне можно использовать до четырех револьверных головок, включая ось Y. С другой стороны, автоматические токарные станки WASINO обеспечивают максимальную точность, особенно при серийном производстве в автомобильной промышленности.- Эффективное производство больших партий
- Высокая сложность компонентов из-за дополнительных револьверных головок и механических инструментов
- Постоянное пополнение с помощью загрузчика прутка
Получить больше информации
Видеоролики, демонстрирующие наши токарные станки
Автоматизированное производство на токарных станках
В условиях глобальной конкуренции для сохранения конкурентоспособности в долгосрочной перспективе необходимы эффективные производственные решения. Прежде всего, автоматизированное производство все больше находит применение в производстве. DMG MORI уже много лет поддерживает эту тенденцию в токарной обработке. Во-первых, обработка прутка была автоматизирована с использованием загрузчиков прутка и встроенных роботов для подачи и удаления заготовок.

Всего комментариев: 0