Пикассо 3д официальный сайт: 3D принтеры PICASO — Официальный Форум
Содержание
Новые возможности 3D принтеров PICASO 3D Desinger X series. Управление по СЕТИ.
Содержание:
- 1. Список обновлений
- 2. Поддержка режима работы по сети.
- 2.1. Сетевой интерфейс в программе
- 2.2. Настойка сетевого интерфейса в 3D принтере
- 3. Файловая система
- 3.1 Принт листы
- 3.2 Обновленное меню «Печать»
- 4. Минорные обновления и исправления старых ошибок
- 4.1 Polygon X
- 4.2 Интерфейс принтера.
- 5. Анонс будущих обновлений.
Ссылки на предыдущие статьи этого цикла:
PICASO Polygon X — Обзор возможностей слайсера.
Всем привет, друзья! С Вами компания 3Dtool!
В этой статье мы хотели бы подробно рассказать Вам о обновлениях программного пакета Polygon X и новой версии аппаратной прошивки для 3D принтеров PICASO 3D Designer X, Designer X PRO, Designer XL. Мы подробно расскажем о том, что нового было добавлено, как эти функции работают и как вы можете использовать их в своей повседневной работе с устройством!
Для начала приведем официальный список обновлений в новых версиях прошивки и программы -слайсера и постараемся раскрыть его поподробнее.
Как легко заметить, основным нововведением данного пакета обновлений стал долгожданный сетевой режим. Вернее, его полноценная поддержка со стороны аппаратной и программной части. «В железе», эта возможность присутствовала со старта платформы Designer X series.
Однако теперь и прошивка принтера и сам Polygon X наконец-то обзавелись возможностью отправлять файлы печати по сети Ethernet, а также, синхронизировать работу сразу с несколькими устройствами в рамках одной 3D печатной фермы.
А это значит, что ваш 3D принтер PICASO Designer X сможет работать по сети после обновления! К сожалению, 3D принтеров не относящихся к X-series, это не касается.
В связи с добавлением возможности отправки файлов по локальной сети, была так же переосмыслена сама файловая система и введено понятие «принтлист», однако не будем забегать вперед и расскажем обо всем по порядку.
Итак.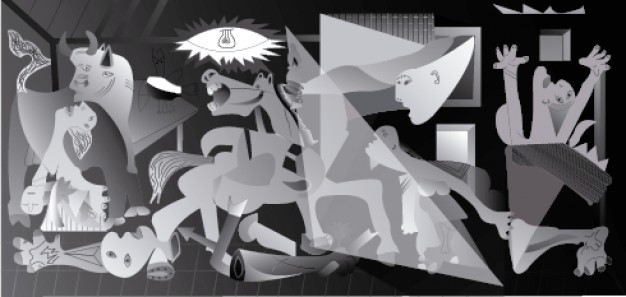
Работа по сети была озвучена как одна из основных «фишек» линейки устройств PICASO X-series еще при анонсе флагмана PICASO Designer X PRO. Однако по ряду причин, выход этого обновления несколько раз откладывался.
Открывая Polygon X после обновления, можно понять, почему.
В программу был добавлен целый новый раздел со своей логикой работы и специальными функциями. И такая работа требует достаточного времени на тестирование и проработку.
Рассмотрим нововведение подробнее.
2.1 Сетевой интерфейс в программе Polygon X
Чтобы активировать сетевой режим в ПО Polygon X, необходимо выбрать меню «настройка Polygon X» в выпадающем списке пункта «конфигурация» на верхней панели интерфейса. Откроется новое окно со списком найденных и подключенных по сети принтеров, не путать с «выбором принтера» на главном экране. Новая функция имеет отношение к устройствам доступным к подключению, а «выбор принтера» отвечает за шаблон настроек слайсера и открывает доступ к просчету заданий на конкретную модель, например PICASO Designer XL. Другими словами, для того чтобы подготовить задание по сети для PICASO Designer XL, для начала, этот принтер необходимо будет активировать стандартным способом.
Новая функция имеет отношение к устройствам доступным к подключению, а «выбор принтера» отвечает за шаблон настроек слайсера и открывает доступ к просчету заданий на конкретную модель, например PICASO Designer XL. Другими словами, для того чтобы подготовить задание по сети для PICASO Designer XL, для начала, этот принтер необходимо будет активировать стандартным способом.
Итак. Подробно разберем представленный выше скриншот из Polygon X.
С левой стороны представлен список доступных и найденных в данный момент 3D принтеров, обратите внимание, что названия вы можете устанавливать самостоятельно для каждого принтера в списке. Делается это в следующем окне, если выбрать конкретный 3D принтер, вы сможете поменять ему название, увидите серийный номер, версию прошивки, IP адрес и тип подключения. На данный момент доступно только подключение по средством Ethernet (т.е. с использованием сетевого кабеля), однако уверены, что WI-FI тоже станет доступен в новых версиях 3D принтеров PICASO3D.
Крайнее окно отображает модель 3D принтера и размер установленных в данный момент сопел, а также «доступность» устройства.
Количество принтеров не ограничено, подключать можно хоть 10, хоть 20, хоть 50 принтеров PICASO Designer X series . Главное – чтобы они были объединены в одну локально вычислительную сеть. Сама программа для управления принтерами Polygon X при этом, устанавливается на любой компьютер в рамках этой сети.
После подключения к сети, на самих 3D принтерах появляется возможность выставить «доступность» конкретного устройства для запуска 3D печати по сети. Если через интерфейс принтера включить режим «доступен для печати», на этом принтере оператор может запустить задание на печать через сеть ethernet. Обратите внимание, что в этом случае в принтер обязательно должна быть вставлена флешка (идет в комплекте). Если же этот режим не активирован, вы сможете видеть принтер в списке найденных устройств, но вы не сможете нажать кнопку «play» для запуска 3D печати.
Нужно отметить, что смысл функции «доступности» и «недоступности устройства» в защите от некорректных действий операторов, особенно когда у вас большая ферма 3D принтеров PICASO и обслуживают ее 2 оператора. Т.е. после завершения 3D печати, необходимо подойти к принтеру и выполнить все процедуры по подготовке 3D принтера к новому заданию (снять напечатанную модель, убрать остатки пластика и т.д.) и в главном меню после выполнения этого выставить значение «доступен для печати», именно после этого оператор Polygon X – сможет запустить новую печать на данном принтере. Таким образом, система не позволит сломать принтер запустив печать на принтере у которого прошлую модель не удалили со стола.
При запуске задания на печать локально с 3D принтера (без удаленного управления), доступность принтера указывать не требуется.
2.2 Настройка сетевого интерфейса в 3D принтере.
Помимо Polygon X, немного изменилась и работа с подключением к сети в самом принтере, во первых, в интерфейсе устройств линейки X, добавилось меню «Настройки сети», в разделе «Настройки» главного меню, во вторых, как мы уже отметили ранее, появилась возможность отмечать устройство как «доступное» или «не доступное» для удаленного управления в зависимости от его состояния.
В «Настройках сети», есть возможность включить автоматический режим получения сетевого адреса от DHCP сервера. Либо назначить IP адрес и параметры сети вручную. В этом случае, однократное нажатие на какой либо из пунктов позволит выставить соответствующие цифры с помощью джойстика, прокручивая его вправо или влево.
Так же, здесь отобразятся сетевое имя устройства и его текущие сетевые параметры.
Перейдем к нововведениям файловой системы.
Вторым главным нововведением этого обновления стала новая файловая система для 3D принтера и для Polygon X.
Причем, как на самом принтере, так и в интерфейсе программы, изменения доступны невооруженным взглядом.
Первое, что бросается в глаза – наличие третьего, дополнительного этапа в «линейке» этапов подготовки задания на основном экране (см ниже).
На ней появился кружок «Сеть», который содержит в себе:
список файлов, подготовленных на отправку (в правой части экрана)
настройку отображения данных файлов (в левой части)
и вкладку «управление принтером».
Для того, чтобы воспользоваться данным меню, для начала нужно добавить и просчитать 3D-модель, после чего на вкладке «задание» появится новая кнопочка «добавить в базу»
Данная база заданий представляет из себя список зарегистрированных в программе файлов, которые можно либо отправить на печать через сетевой интерфейс, либо организовать из них «принт лист», о них далее.
Кстати, ждать 100% загрузки задания при удаленной отправке на печать вовсе не обязательно. Начать этот процесс можно практически сразу, файл загрузится в режиме реального времени.
3.1 Принт листы
Что такое Принт-лист? Проще всего сравнить его с плейлистом любого музыкального плеера. У вас есть список файлов, которые проигрываются в определенном порядке и подобраны с определенным смыслом.
Например, у вас есть изделие, состоящее из большого количества деталей. На каждую деталь подготовлено свое задание. Допустим, одно из этих заданий по схеме сборки надо повторить несколько раз.
Допустим, одно из этих заданий по схеме сборки надо повторить несколько раз.
Именно эту задачу призвана облегчить новая функция. Принт-лист позволяет отслеживать процесс выполнения всего «изделия» и считать, сколько раз был запущен тот или иной файл. Более того, если установленное количество файлов конкретного принт-листа будет выполнено, умная программа запретит создавать лишние копии.
Сами списки можно сохранять для определенного 3D принтера, либо в интерфейсе программы Polygon X в целом.
3.2 Обновленное меню «Печать»
Если до этого речь шла только о Polygon X, то может сложиться впечатление, что на интерфейсе 3D принтера почти ничего не изменилось, это не так. Для соответствия новой файловой системе и поддержке Принт-листов, было переработано меню «Печать».
Теперь в нем можно выбрать для печати конкретные файлы, или воспользоваться Принт-листом. При этом весь функционал последнего так же будет отображаться на дисплее.
При этом весь функционал последнего так же будет отображаться на дисплее.
Так же, в этом меню добавился индикатор готовности принтера к печати, об этом мы рассказали ранее.
Помимо всего прочего, была переработана система подсчета прошедшего времени 3D печати. Теперь оно считается корректно и списывается соответственно так же. Точкой отсчета является момент включения 3D принтера, когда запускается глобальный таймер.
Кратко пройдемся и по «небольшим» исправлениям в целом. Коих набралось, судя по анонсу — немало. На самом деле еще больше, но некоторые совсем малозаметные вещи просто не попали под описание.
4.1 Нововведения Polygon X
Как многие из Вас, наверно успели заметить даже по скриншотам, интерфейс Polygon X немного изменился. Кнопка «Просчета задания» переместилась на свое законное историческое место в правый нижний угол экрана. Это делается в рамках философии интерфейса – бОльше пространства для активной зоны просмотра и у нас есть инсайдерская информация, что это только первый небольшой штрих в череде многих изменений, которые преобразят Polygon X внешне в будущем.
Кроме того, переименовали старые режимы подготовки задания, т.к. пользователи часто путали их с названиями режима скорости печати на 3D принтере. Теперь они не дублируют друг друга и из описания более понятно, чем конкретно один режим отличается от другого (cм. Ниже)
Да, кстати, переработаны также всплывающие подсказки. Добавлены новые и поправлены старые описания. Некоторые были написаны с нуля. Подготовка задания становится еще проще!
Так же в интерфейсе слайсера Polygon X поменялись названия типа глобальных настроек, в котором работает программа – теперь это базовый и профессиональный вид. При последнем, как легко догадаться, вам доступен расширенный список настроек (см. выше).
С данной версии Polygon X более не поддерживается старый формат файлов — .plg. Это связано с рядом критических уязвимостей, из-за разницы в форматах.
4.
 2 Интерфейс 3D принтера.
2 Интерфейс 3D принтера.
В интерфейсе 3D принтере так же было сделано несколько важных изменений. Для начала – в режиме «Сна» гаснет только подсветка рабочей зоны. Дисплей меняет свою яркость на тусклую, но все еще виден. Практика показала, что такой подход удобнее просто отключения любой подсветки.
Так же, была переработана система регистрации и отображения ошибок. Теперь принтер пишет не только код ошибки, но и сколько раз за процесс печати она возникала, а также ее краткое описание.
Опять же, глобально были исправлены многие старые ошибки, связанные с прокруткой меню, и другими нюансами. Список их довольно большой, но они возникали очень редко и не требуют подробного описания.
5. Анонс будущих обновлений.
В заключении хотелось бы сказать, что данное обновление – первое в череде Важных обновлений Polygon X в будущем. Забегая вперед, можно пофантазировать и представить, что Polygon X в будущем обзаведется новым, более мощным математическим движком, в нем появятся новые функции настроек и в целом, программа станет более гибкой и удобной.
Кстати, формат .plgx станет главенствующим и поддержка g-code скорее всего (Но это не точно! Прим. ред.) в будущем будет исключена. Это связано с форматом отображения файлов в программе и в самих 3D принтерах. Часть функционала уже присутствует в данной версии, например – скриншоты посчитанного задания в сетевом режиме.
Одно мы знаем точно – в следующей версии будет еще больше нового, полезного и интересного, с нетерпением ждем анонсов от PICASO3D!
Также хочется отметить, что PICASO3D единственный производитель 3D принтеров в России с собственным слайсером Polygon X. Который постоянно обновляется и доступен для скачивания с официального сайта PICASO3D – бесплатно.
Что ж, а на этом у нас все! Надеемся эта статья была для Вас полезна!
Заказать 3D принтеры PICASO Designer X Series вы можете в нашей компании мы с 2016 года являемся официальными дистрибьюторами завода:
• По электронной почте: Sales@3dtool. ru
ru
• По телефону: 8(800)775-86-69
• Или на нашем сайте: http://3dtool.ru
Так же, не забывайте подписываться на наш YouTube канал:
Подписывайтесь на наши группы в соц.сетях:
ВКонтакте
Как я «лечил» ошибку «Засор сопла» на Picaso 3d Designer X
Печатал модель с сайта thingiverse.
Второй распечаткой стала модель подставки для коптера телло также взятая с того же сайта
Да кстати клик по картинке ведет на страницу с моделью!
Вот во время печати данной модели и возникли неполадки приведшие к нескольким часам мучений и написанию данной статьи! 🙂
Все как в инструкции сделал. Протер стекло специальным составом для 3д печати ( который шел в комплекте с принтером). И произвел все необходимые сопутствующие операции. Но после печати первой трети круглого основания подставки( примерно спустя минут 20-30 с начала печати) принтер начал «барахлить» — переодически перемещал головку в зону прочистки сопла, издавал щелкающие звуки и выдавал ошибку «Засор сопла» и становился на паузу. Посредством встроенного функционала я делал сброс ошибок и нажимал «Запуск печати» и принтер как «ни в чем не бывало» продолжал печатать, как будто никакого засора и не было!!!). Так делал раза три. После третьего запуска обратил внимание что появился пластик в совсем неожиданном месте — сбоку нагревателя.
Посредством встроенного функционала я делал сброс ошибок и нажимал «Запуск печати» и принтер как «ни в чем не бывало» продолжал печатать, как будто никакого засора и не было!!!). Так делал раза три. После третьего запуска обратил внимание что появился пластик в совсем неожиданном месте — сбоку нагревателя.
Перепугавшись остановил печать модели. Решил связаться со службой техподдержки Picaso. Выбрал продукт —Designer X далее Связь со специалистом, следом заполнил небольшую анкету и написал, собственно, обращение.
Реклама! Простите за нее, но нужны средства для поддержки и развития проекта!
Далее по тексту переписка со службой поддержки!
Сергей Минаев 23 декабря 2019, 19:02
Добрый день, Роман!
Судя по фото, нарушен канал подачи внутри блока нагревателя, и пластик выходит через технические отверстия. Убедитесь, до конца ли закручено сопло? При этом проверьте, не остался ли пластик в резьбовой части, особенно между соплом и трубкой, которые должны плотно соединяться друг с другом при установке сопла.
В целом, желательно прочистить сам блок полностью, для этого можно воспользоваться инструкцией по его сборке (она для старой версии блоков, но суть та же самая): https://is.gd/RqDegd
Как снять и прочистить нагреватель на Designer X:
1. Извлеките пластик или отрежьте пруток до уровня крышки печатающей головки (ПГ).
2. Выключите принтер.
3. Расслабьте по 2 винта с левой и правой стороны ПГ и снимите внешнюю крышку движением на себя.
4. Отключите провода нагревателя из разъёма на плате (см. фото Nagrevatel_1 во вложении).
5. Раскрутите стопорный винт в радиаторе (см. фото Nagrevatel_2).
6. Потяните нагреватель вниз. Обратите внимание на то, как проложены провода нагревателя.
После того, как нагревательный элемент извлечен, мы можем его нагреть и вытолкнуть пробку из пластика.
7. Подключите извлеченный нагревательный элемент обратно в разъем, не устанавливая элемент в голове, таким образом, чтобы элемент был на весу и при нагреве не касался печатающей головы.
8. Включите принтер и запустите функцию в меню “Сервис > Заправка пластика (профиль ABS)“.
9. После нагрева экструдера отключите питание принтера и отсоедините нагретый элемент из разъема, держа его пассатижами.
10. Открутите сопло ключом для сопла из комплекта поставки (см. фото Nagrevatel_3).
11. Пока элемент остается нагретым, протолкните пробку из пластика. Например, толстой скрепкой (см. фото Nagrevatel_4).
Сергей Минаев 24 декабря 2019, 14:37
Добрый день, Роман!
Гарантия сохраняется до тех пор, пока Вы действуете согласно нашим рекомендациям, не переживайте 🙂
Роман Демидов 24 декабря 2019, 22:11
Спасибо я понял!) Сегодня попытался выполнить рекомендуемые вами действия, но на 6м шаге — «6. Потяните нагреватель вниз. Обратите внимание на то, как проложены провода нагревателя.» — возникла проблема! Нагреватель не вынимается, есть небольшой свободный ход по вертикали, но извлечению будто что-то мешает. Тянул нагреватель книзу уже в остывшем состоянии. Возможно ли, что над верхним концом трубки теплоизолятора произошла подобная ситуация как на фото (загагулина пластика сразу над концом трубки) ? (фото нашел в интернете). Или какие еще возможны варианты? Глянуть бы на взрыв схему пг. Или видео по разборке сборке пг, чтоб лучше понимать как оно там все устроено внутри! 🙂
Возможно ли, что над верхним концом трубки теплоизолятора произошла подобная ситуация как на фото (загагулина пластика сразу над концом трубки) ? (фото нашел в интернете). Или какие еще возможны варианты? Глянуть бы на взрыв схему пг. Или видео по разборке сборке пг, чтоб лучше понимать как оно там все устроено внутри! 🙂
Сергей Минаев 25 декабря 2019, 11:09
Добрый день, Роман!
Ситуации «как на фото» произойти не могло. Но в целом пластик может удерживать нагреватель, так как по-прежнему зажат между шестернями. Кроме того, вытекший через технические отверстия пластик тоже мог прикипеть к окружающим деталям, или просто за них цепляться.
Видео-инструкций по разборке ПГ у нас пока нет, к сожалению. Но ничего сложного в этом процессе нет. Думаю, Вы можете начать разборку самостоятельно, фотографируя или записывая на видео этапы процесса. Если возникнут сложности, обращайтесь — подскажем. В приложении пара фото со схемами ПГ.
фото1 фото2
Роман Демидов 25 декабря 2019, 17:08
Добрый вечер, Сергей! Практически полностью разобрал голову,
Альбом вконтакте с последовательностью разборки
Однако по прежнему не вынимается трубка термоизолятора из алюминиевого блока! Свободный ход трубки по вертикали около 3-4 мм
Но в нижней части будто во что-то она упирается ( стопор нагревателя я выкрутил полностью еще при попытке его снять без разбора головы). Трубка термоизолятора в верхней части должна быть развальцована?
Трубка термоизолятора в верхней части должна быть развальцована?
Пробки из пластика, однозначно, нет в нагревателе- шестигранник из комплекта «на холодную» проваливается до самого сопла!
Так выглядит нагреватель снизу.
Если и мог бы вытекший пластик мешать его беспрепятственному съему, что наврятли- смотрел с разных ракурсов, то почему алюминиевый блок ( в который вставляется трубка термоизолятора) невозможно вытянуть вверх? Винты с торцов этого блока я, естественно, выкрутил.
Сергей Минаев 26 декабря 2019, 14:58
Добрый день, Роман!
Трубка не должна быть развальцована, но по фото мне не удалось заметить подобного состояния. Остается предполагать, что трубка как-то прикипела к радиатору. Думаю, стоит собрать ПГ обратно, включить заправку пластика на профиле Formax или Ultran, и после нагрева попытаться пассатижами раскачать и вытащить нагреватель.
Роман Демидов 28 декабря 2019, 19:59
Приветствую! Сборка и нагрев на профиле Formax не дали результатов! Снова разобрал пг, сняв чуть больше деталей чем в предыдущий раз — так чтоб можно было прокручивать и радиатор и нагреватель относительно друг друга — приложив немало усилий, вытащил таки нагреватель из радиатора. Далее снял сопло и прочистил трубку термоизолятора (был в ней все таки небольшой кусочек пластика!). Подскажите как удалить пластик с резьбовых частей сопла и нагревателя. После нагрева до 250 градусов сопло закручивается всего на пару витков и дальше не идет! Нужно разобрать нагреватель согласно этой инструкции https://is.gd/RqDegd ? Я попытался отогнуть один длинный усик на корпусе блока нагревателя и он отломился… Как его потом собрать можно будет, если и остальные 3 отломятся? И как я понял эта самая керамическая бумага очень хрупкая, что делать потом если она повредится?
Сергей Минаев 10 января, 18:13
Нагреватель потребуется прочистить механически, удаляя весь возможный пластик с резьбы каким-либо подручным инструментом. Как вариант, разобрать блок полностью, опираясь на инструкцию по сборке (она для старой версии блоков, но суть та же самая): https://is.gd/RqDegd
Как вариант, разобрать блок полностью, опираясь на инструкцию по сборке (она для старой версии блоков, но суть та же самая): https://is.gd/RqDegd
И замочить блок с соплом в подходящем растворителе. Например, дихлорметан для PLA или ацитон для ABS.
Усики могут иногда обламываться, увы. Керамическая бумага довольно распространена для приобретения, толщина около 3мм.
Роман Демидов 15 января, 20:52
Здравствуйте, Сергей! При попытке разобрать блок нагревателя для прочистки — отломился второй длинный усик, короткие остались целыми. Поотгинал стороны корпуса нагревателя в стороны и заметил, что керамобумага практически наполовину пропиталась пластиком и в местах пропитки она затвердела. Вследствии чего не стал дальше разбирать так как без нарушения целостности бумаги это невозможно, а в нашей местности такой не найти ( только по нету заказывать). Собственно такая же ситуация и с дихлорметаном! Пластик ПЛА используем. Применял ацетон- из шприца по немногу капал на засраные пластиком резьбовые части как трубки теплоизолятора так и сопла и потихоньку иголкой извлекал отшелушившийся пластик. Все прочистил. Закрутил сопло до упора. Да кстати а нагреватель сам и должен быть алюминиевый? В инструкции по сборке он латунный…Напечатал ручку для битки ( тестовая печать что на флешке из комплекта файл изначально был) все ок. Поставил на печать более объёмную деталь часов на 5-6 продолжительностью печати. И начались проблемы. Каждые минут 15-20 выскакивала ошибка засор сопла при этом перед появлением ошибки были слышны щелчки в голове механизм подачи пластика не мог протолкнуть его в нагреватель( как я уже потом при помощи форума выяснил). Поступал следующим образом — с помощью инструмента «замена пластика» извлекал пластик обрезал конец с утолщением, которой не мог пролезть во входное отверстие сопла, заправлял его обратно и снова беззаботные 15-20 минут до следующего такого же «засора сопла»… Отсюда вопрос- из -за чего собственно может возникать это самое утолщение пластика на конце прутка и почему оно не пролазит в нагретое сопло?
Все прочистил. Закрутил сопло до упора. Да кстати а нагреватель сам и должен быть алюминиевый? В инструкции по сборке он латунный…Напечатал ручку для битки ( тестовая печать что на флешке из комплекта файл изначально был) все ок. Поставил на печать более объёмную деталь часов на 5-6 продолжительностью печати. И начались проблемы. Каждые минут 15-20 выскакивала ошибка засор сопла при этом перед появлением ошибки были слышны щелчки в голове механизм подачи пластика не мог протолкнуть его в нагреватель( как я уже потом при помощи форума выяснил). Поступал следующим образом — с помощью инструмента «замена пластика» извлекал пластик обрезал конец с утолщением, которой не мог пролезть во входное отверстие сопла, заправлял его обратно и снова беззаботные 15-20 минут до следующего такого же «засора сопла»… Отсюда вопрос- из -за чего собственно может возникать это самое утолщение пластика на конце прутка и почему оно не пролазит в нагретое сопло?
Сергей Минаев 16 января, 11:05
Старые версии блоков были из латуни, для них и составлялась инструкция.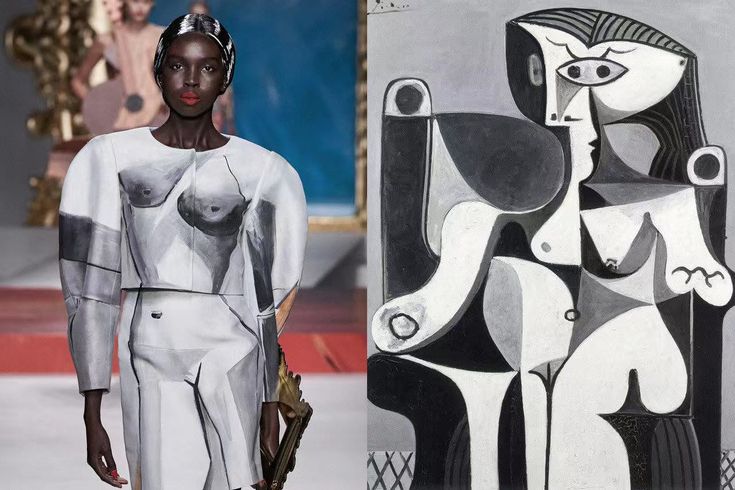 Рад, что удалось прочистить нагреватель — это отличная новость!
Рад, что удалось прочистить нагреватель — это отличная новость!
Теперь, чтобы разобраться с причиной появления засора за 15-20 минут печати, уточните несколько моментов:
1) Какой пластик используете (тип и производитель)?
2) С каким профилем пластика (если не стандартным, его настройки)?
3) Сделайте и отправьте нам фото, как печатается первый слой, чтобы мы смогли оценить степень прижима.
4) Сделайте и отправьте нам фото экранов «Настройки > О принтере» и «Сервис > Список ошибок».
Роман Демидов 29 января, 19:15
- Пластик использую ПЛА производства REC
- Профиль пластика при печати стандартный PLA(REC)
- Печать первого слоя фото 1 фото 2 фото3 фото 4 фото 5
- Фото с экранов «О принтере» и «Список ошибок» в приложении
Сергей Минаев 30 января, 12:32
Первый слой на фото выглядит хорошо, но можно немного ослабить, увеличив текущее значение в меню «Сервис > Настройка прижима сопла» на 0. 03. На всякий случай прилагаю инструкцию по настройке прижима: https://is.gd/snHxam
03. На всякий случай прилагаю инструкцию по настройке прижима: https://is.gd/snHxam
Уточните дату производства PLA REC (должна быть на катушке или коробке). Дело в том, что в сентябре 2019 года они поменяли сырьё для производства PLA, и в работе с этим пластиком есть нюансы.
Роман Демидов 30 января,
Дата нигде не указана, просмотрел все 15 катушек…
Сергей Минаев 31 января, 16:59
В качестве некоторого решения производитель REC предлагает использовать для своего PLA фильтр, который устанавливается перед трубкой подачи пластика. Модель чехла для фильтра во вложении («.stl»), его можно распечатать на принтере (см. фото «.jpeg»).
модель для печати
фото готового фильтра
Внутрь устанавливается поролон, добавляется 10 капель любого машинного масла (или другого смазочного материала) и пластик должен начать нормально работать на стандартном профиле. На наш взгляд решение «костыльное», но в то же время довольно простое и может помочь в работе с PLA REC и других производителей.
Альтернатива — использование нашего Блока250. Это такой же нагреватель, но с фторопластовой трубкой в термобарьере. Однако, сейчас они закончились, ожидаем поставки. Стоимость блока — 4.400р.
Вообщем распечатал фильтр, вставил губку, капнул несколько капель касторового масла и …
О ЧУДО!)) Печать пошла как по маслу. Проблемы с постоянной ошибкой засора сопла прекратились, голова практически не ездит прочищать сопло!!!
Представьте себе Пикассо — Иммерсивная выставка
СЕЙЧАС В
САН-ПАУЛУ, BR
КВЕБЕК
ВАНКУВЕР
АТЛАНТА
САН-ФРАНЦИСКО
МАДРИД
СЕЙЧАС В
САН-ПАУЛО, БР
КВЕБЕК
ВАНКУВЕР
АТЛАНТА
САН-ФРАНЦИСКО
МАДРИД
Невероятный опыт. Это выставка, чтобы наслаждаться, не торопиться, и пусть
увлекись своими чувствами. Полностью рекомендуется.
@ntarte_tecnologiasyarte MADRID
Спасибо @imaginepicasso_us за такую невероятную выставку. 10/10 рекомендуем
10/10 рекомендуем
@Kayrajay ATLANTA
Если вы любитель искусства, вы должны увидеть этот опыт. Это совершенно потрясающе!
@casey_dacanay САН-ФРАНЦИСКО
БОЛЬШОЙ ОПЫТ… ВПЕЧАТЛЯЮЩИЙ… Встреча с такими великими артистами — это взрыв!!!!
Ходить, чувствовать, слушать, слушать, представлять и наслаждаться своими произведениями на большом
масштаб и с бесконечными ощущениями.
@moraruizmarta MADRID
Монументальная иммерсивная выставка, которая погружает вас в движение и музыку
в основе творчества художника. Это Пикассо, каким я его никогда раньше не видел!
@un mondalire ЛИОН
Один из лучших экспонатов, которые я видел!
@clare_scott67 Ванкувер
Отличное время и новый способ познакомиться с интересными работами Пикассо. Высоко
рекомендуемые!
@woosang_lee Ванкувер
Красиво и очень интересно! Не пропустите! Это уникальный художественный опыт. ..
..
Пикассо во всем своем великолепии.
@Helene Cloutier Квебек
Это захватывающая дух выставка! Зрелищное шоу, новый способ познакомиться с Пикассо
работа!
@irenka.kudlicki Сан-Франциско
Это было грандиозно, волшебно, игриво, очень драматично, как у Пабло Пикассо ♥ Увидеть и еще раз увидеть
@Annie Hétu Квебек
Мне понравилась выставка и опыт рисования светом 🙏❤️🤗
@Waleska Nomura Сан-Паулу
9 0002 Мощный, чувственный и захватывающий опыт.
@Bruna RecchiaSAO PAULO
Предыдущий
Далее
Imagine Picasso,
иммерсивная выставка нового типа
Imagine Picasso — это иммерсивная выставка нового типа, посвященная творчеству мастера современного искусства Пабло Пикассо.
Этот художественный опыт стал результатом встречи Аннабель Могер, пионера иммерсивного искусства, и Руди Риччиотти, лауреата Гран-при по архитектуре, оба были очарованы Пикассо. Вместе с Жюльеном Бароном они представляют эффектную сценографию, навеянную нежным взглядом Пикассо на детство. Изображение проецируется на гигантское оригами, чтобы деконструировать и реструктурировать работу мастера современного искусства.
«Образовательная по содержанию и подвижная по форме, эта выставка — способ взглянуть на искусство новыми глазами», — сказала Андрула Майкл, куратор, специализирующаяся на творчестве Пикассо. «Цель этой иммерсивной выставки, доступной для всех, независимо от возраста, языка и культуры, — открыть пространство для эмоций, мечтаний и размышлений для всех, даже самых маленьких посетителей».
Выбирая свой маршрут в непосредственной близости от картин, посетители могут почувствовать силу творчества Пикассо. Каждый посетитель увлекается, не замечая технологических инноваций, лежащих в основе такой выставки.
Представьте себе Пикассо,
уникальный культурный проект
Этот художественный подход в Image Totale ©, разработанный Аннабель Могер и Жюльеном Бароном, погружает зрителя в самое сердце картин, чтобы исследовать детали. В Image Totale © проецируется более 200 работ Пикассо. Работы высвобождаются из своих рамок, чтобы населять пространство непрерывным потоком.
Погрузившись во тьму, руководствуясь только светом работ, каждый по-своему переживает выставку. Свободно выбирая свой собственный путь, посетители становятся участниками, которые могут сколько угодно долго смотреть в любом направлении и погружаться в работу Пикассо.
Проекция сопровождается музыкой современников Пикассо, Сати и Равеля, а также современных композиторов. Музыка усиливает захватывающий опыт и добавляет новое измерение, открывающее путь для мечтаний и созерцания. Руководствуйтесь своими глазами и ушами, а не тем, что у вас в голове.
Imagine Picasso Atlanta: выставка иммерсивного искусства
Атланта
Опыт на 360 градусов!
Создано
Аннабель Може и Жюльеном Бароном
Опыт на 360 градусов!
Создано
Аннабель Може и Жюльеном Бароном
Это захватывающее приключение, демонстрирующее революционный мир Пикассо, подошло к концу.

Билеты на Imagine Picasso будут выпущены 901:21, среда, 19 января, 12:00 по восточноевропейскому времени.
00
дней
00
часов
00
мин
00
сек
УЗНАТЬ БОЛЬШЕ СОБЫТИЙ
ПРИСОЕДИНЯЙТЕСЬ К СПИСКУ ОЖИДАНИЯ
Imagine Picasso — это мультимедийный праздник творчества Пикассо, уникальный экспонат, позволяющий буквально шагнуть в мир и произведения мастера современного искусства. Пикассо, известный как один из самых плодовитых творческих гениев всех времен, создал более 65 000 произведений искусства за свою 78-летнюю карьеру. Теперь с помощью инновационной технологии Image Totale © впечатляющая коллекция из более чем 200 произведений Пикассо из престижных музеев и частных коллекций оживает вокруг вас. Наслаждайтесь абсолютной четкостью и рассматривайте каждый мазок с близкого расстояния, когда вы смотрите на самые известные картины Пикассо, как никогда раньше.
Наслаждайтесь абсолютной четкостью и рассматривайте каждый мазок с близкого расстояния, когда вы смотрите на самые известные картины Пикассо, как никогда раньше.
Пуллман Ярдс
225 Rogers St NE, Атланта, США.
ГС 30317
Есть вопросы?
Возможно, здесь вы найдете ответ!
Часто задаваемые вопросы
Что люди думают о нашей иммерсивной выставке Imagine Picasso
5 звезд
Джош Р.
Очень крутой способ познакомиться со многими невероятными творениями Пикассо.

Линдси Э.
Было так увлекательно увидеть более 200 его работ, положенных на музыку, и в таком большом масштабе!
Мари Х.
Идеальный способ увидеть Пикассо красиво фрагментированным и красочным, как и его стиль. Это как смотреть на его работы сквозь призму. Обязательно надо посмотреть, очень понравилось 💖
Нэнси Х.

Выставка Пикассо превзошла все наши ожидания! Мы знали, что нам это понравится, но Пикассо нас поразил. Так много работ, которых мы никогда раньше не видели (а мы много изучали искусство). Прекрасное шоу!
Энни Х.
Это было грандиозно, волшебно, игриво, очень драматично, как у Пабло Пикассо ♥️ Видеть и еще раз видеть.
Рози С.
Сходите посмотрите, если не видели.
 Это мистическое, волшебное и ох как впечатляюще.
Это мистическое, волшебное и ох как впечатляюще.Кристиан С.
Красивый опыт, полный цветов, информации, проекций.
Синди Р.
Представьте себе Пикассо с семьей! Погружение в картины Пабло. Нам всем понравилось!
Бет Д.
Количество доступной информации и изображений является выдающимся.
 То, как музыка сочеталась с выставкой в большом проекционном зале, было идеальным.
То, как музыка сочеталась с выставкой в большом проекционном зале, было идеальным.Ирэн Б.
Отличный! Различные формы полотен открывают новые перспективы творчества Пикассо. Даже музыка дополняет экспозицию.
Нэнси Л.
Сказочное погружение в жизнь и развитие Пикассо. Нам понравилось!
Кори Г.

Всего комментариев: 0