Фаскосъемный станок амортизационная группа: ОКОФ 330.28.49 — Станки прочие
Содержание
ОКОФ 330.28.49 — Станки прочие
Иерархия ОКОФ до кода 330.28.49
- ОКОФ — Общероссийский классификатор основных фондов
- 300.00.00.00.000 — Машины и оборудование, включая хозяйственный инвентарь, и другие объекты
- 330.00.00.00.000 — Прочие машины и оборудование, включая хозяйственный инвентарь, и другие объекты
- 330.28 — Машины и оборудование, не включенные в другие группировки
- 330.28.4 — Оборудование металлообрабатывающее и станки
- 330.28.49 — Станки прочие
330.28.49 — Станки прочие
- Расшифровка
- Подгруппировки
- Амортизационные группы
- Переходные ключи
Расшифровка
Классификатор: ОКОФ ОК 013-2014
Код: 330.28.49
Наименование: Станки прочие
Дочерних элементов: 0
Амортизационных групп: 1
Прямых переходных ключей: 49
Подгруппировки
Группировка 330.28.49 в ОКОФ является конечной и не содержит подгруппировок.
Амортизационные группы
В классификации основных средств, включаемых в амортизационные группы, код 330. 28.49 числится в следующих группах:
28.49 числится в следующих группах:
| Группа | Подгруппа | Сроки | Примечание |
|---|---|---|---|
| Пятая группа | Машины и оборудование | имущество со сроком полезного использования свыше 7 лет до 10 лет включительно | оборудование технологическое для стекольно-ситалловой промышленности; оборудование технологическое специализированное для производства электрических ламп |
Переходные ключи
Для перехода от старого ОКОФ к новому ОКОФ используется прямой переходный ключ:
| ОКОФ ОК 013-94 | ОКОФ ОК 013-2014 | ||
|---|---|---|---|
| Код | Наименование | Код | Наименование |
| 140001010 | Станки с ЧПУ, в том числе обрабатывающие центры | 330.28.49 | Станки прочие |
| 142922164 | Станки протяжные | ||
| 142922650 | Станки для обработки неметаллических материалов | ||
| 142942000 | Оборудование технологическое для стекольно-ситалловой промышленности | ||
| 142942131 | Оборудование для отопки и оплавки штучных изделий | ||
| 142942132 | Оборудование для отрезки и отломки штучных изделий | ||
| 142942136 | Оборудование для калибровки штучных изделий | ||
| 142942139 | Оборудование для механической обработки, сварки и калибровки штучных изделий прочее | ||
| 142942140 | Оборудование для производства труб и трубочного стекла | ||
| 142942141 | Оборудование для вытягивания труб и трубочного стекла | ||
| 142942142 | Оборудование для отрезки и отломки труб и трубочного стекла | ||
| 142942143 | Оборудование для калибровки труб | ||
| 142942144 | Оборудование для испытания трубок | ||
| 142942149 | Оборудование для производства труб и трубочного стекла прочее | ||
| 142942030 | Линии автоматизированные для производства стекла и изделий из стекла, кроме производства электрических ламп | ||
| 142942150 | Устройства транспортирующие и передаточные для стекольно-ситалловой промышленности | ||
| 142942160 | Формовые комплекты, линии и установки автоматизированные и автоматические для производства стекла и изделий из стекла | ||
| 142942161 | Формовые комплекты к оборудованию для выработки штучных изделий | ||
| 142942162 | Формовые комплекты для выработки изделий ручным способом | ||
| 142942163 | Линии для производства строительного стекла | ||
| 142942165 | Линии для производства стеклотары | ||
| 142942166 | Линии для производства сортовой посуды | ||
| 142942167 | Линии для производства стеклянных колб, электроламп | ||
| 142942168 | Линии для производства трубочного и штабикового стекла | ||
| 142942169 | Линии для производства стеклянных оболочек электронно-лучевых трубок | ||
| 142943000 | Оборудование технологическое специализированное для производства электрических ламп | ||
| 142943010 | Линии автоматизированные для производства электрических ламп | ||
| 142943100 | Линии (комплексы) для производства электрических ламп | ||
| 142943101 | Линии (комплексы) для производства нормальных осветительных ламп накаливания | ||
| 142943102 | Линии (комплексы) для производства прочих ламп накаливания (в том числе миниатюрных, автомобильных, кинопроекционных) | ||
| 142943103 | Линии (комплексы) для производства газоразрядных ламп (в том числе люминесцентных, бактерицидных) | ||
| 142943020 | Оборудование для производства и сборки деталей и узлов электрических ламп | ||
| 142943120 | Оборудование для производства деталей и узлов электроламп | ||
| 142943121 | Оборудование металлорежущее и металлодавящее | ||
| 142943122 | Оборудование для изготовления деталей из проволоки, ленты, трубки | ||
| 142943123 | Оборудование стеклозаготовительное | ||
| 142943124 | Оборудование для изготовления колб | ||
| 142943125 | Оборудование для прессовки и заштамповки | ||
| 142943126 | Оборудование для изготовления деталей из керамики | ||
| 142943127 | Оборудование для изготовления деталей из пластмасс | ||
| 142943128 | Оборудование для зачистки | ||
| 142943130 | Оборудование для сборки узлов и деталей | ||
| 142943131 | Оборудование для сварки и пайки | ||
| 142943132 | Оборудование для заливки и запрессовки | ||
| 142943133 | Оборудование для сборки ножек | ||
| 142943134 | Оборудование для монтажа тела накала, катодов | ||
| 142943135 | Оборудование для заварки и откачки | ||
| 142943136 | Оборудование для цоколевания | ||
| 142943137 | Оборудование для намазки цоколей | ||
ОКОФ 330.
 28.41.24.190 — Станки для прочих видов обработки металлов резанием
28.41.24.190 — Станки для прочих видов обработки металлов резанием
Иерархия ОКОФ до кода 330.28.41.24.190
- ОКОФ — Общероссийский классификатор основных фондов
- 300.00.00.00.000 — Машины и оборудование, включая хозяйственный инвентарь, и другие объекты
- 330.00.00.00.000 — Прочие машины и оборудование, включая хозяйственный инвентарь, и другие объекты
- 330.28 — Машины и оборудование, не включенные в другие группировки
- 330.28.4 — Оборудование металлообрабатывающее и станки
- 330.28.41.2 — Станки токарные, расточные и фрезерные металлорежущие
- 330.28.41.24 — Станки продольно-строгальные, пильные, отрезные или станки для прочей резки металла
- 330.28.41.24.190 — Станки для прочих видов обработки металлов резанием
330.28.41.24.190 — Станки для прочих видов обработки металлов резанием
- Расшифровка
- Подгруппировки
- Амортизационные группы
- Переходные ключи
Расшифровка
Классификатор: ОКОФ ОК 013-2014
Код: 330. 28.41.24.190
28.41.24.190
Наименование: Станки для прочих видов обработки металлов резанием
Дочерних элементов: 0
Амортизационных групп: 1
Прямых переходных ключей: 18
Подгруппировки
Группировка 330.28.41.24.190 в ОКОФ является конечной и не содержит подгруппировок.
Амортизационные группы
В классификации основных средств, включаемых в амортизационные группы, код 330.28.41.24.190 числится в следующих группах:
| Группа | Подгруппа | Сроки | Примечание |
|---|---|---|---|
| Вторая группа | Машины и оборудование | имущество со сроком полезного использования свыше 2 лет до 3 лет включительно | оборудование немеханизированное, ручная аппаратура для кислородной резки металлов и сменные машинные резаки |
Переходные ключи
Для перехода от старого ОКОФ к новому ОКОФ используется прямой переходный ключ:
| ОКОФ ОК 013-94 | ОКОФ ОК 013-2014 | ||
|---|---|---|---|
| Код | Наименование | Код | Наименование |
| 142922176 | Станки специальные, специализированные строгальные, долбежные, протяжные, отрезные, болто- и гайконарезные, для электрофизической и электрохимической обработки металла, балансировочные и металлорежущие прочие | 330. 28.41.24.190 28.41.24.190 | Станки для прочих видов обработки металлов резанием |
| 142922213 | Автоматы горячештамповочные | ||
| 142922214 | Автоматы гвоздильные | ||
| 142922215 | Автоматы пружинонавивочные | ||
| 142922216 | Автоматы листоштамповочные | ||
| 142922217 | Автоматы кузнечно-прессовые специальные | ||
| 142922270 | Оборудование механизированное для термической резки металлов | ||
| 142922271 | Машины стационарные с программным, фотокопировальным, магнитным и линейным контурным управлением | ||
| 142922272 | Оборудование для огневой зачистки слябов и блюмов | ||
| 142922273 | Оборудование для кислородной резки стали в процессе непрерывной разливки стали | ||
| 142922274 | Машины для кислородной резки стали переносные общего и специального технологического назначения | ||
| 142922275 | Установки механизированные для кислородной резки стали | ||
| 142922280 | Оборудование немеханизированное, ручная аппаратура для кислородной резки металлов и сменные машинные резаки | ||
| 142922281 | Установки для ручной резки | ||
| 142922282 | Резаки ручные общего назначения | ||
| 142922283 | Резаки машинные | ||
| 142922441 | Системы гибкие производственные для обработки резанием | ||
| 143319380 | Оборудование специальное для обработки резанием в приборостроении | ||
CNC Удаление заусенцев и снятие фаски имеют значение
Опубликовано
Ручное удаление заусенцев или снятие фаски с обработанных деталей может быть трудоемким, а результаты могут различаться. Специализированный 11-осевой процесс ЧПУ с технологией жалоб предлагает более быструю, воспроизводимую и автоматизированную альтернативу.
Дерек Корн
Главный редактор
Журнал «Производственное машиностроение»
Поделиться
Читать далее
- Разница между Ra и Rz
- Магазин нацеливается на точную центровку инструмента
- Экспресс-методы определения веса стального стержня (британские единицы)
Этот станок с ЧПУ с двумя пятиосевыми головками может одновременно выполнять операции по удалению заусенцев и снятию фасок.
Удаление заусенцев с деталей является одним из неотъемлемых зол обработки с ЧПУ. Как вы справляетесь с этим? Вручную с помощью ножа? Вы программируете свой обрабатывающий центр для этого?
Если первое, то ваши механизаторы (или другие работники) должны уделять этому время вместо выполнения других, возможно, более ценных задач. Кроме того, результаты могут варьироваться от человека к человеку. Если последнее, то станок зависает, выполняя очистительные работы, в то время как он мог бы заняться тяжелой фрезеровкой или токарной обработкой следующей сложной детали. И, что еще хуже, стружка или абразивы от операций по удалению заусенцев могут попасть на линейные направляющие и шарико-винтовые пары станка, что может снизить точность его позиционирования и, возможно, в конечном итоге привести к ремонту этой важной части оборудования.
Еще одним вариантом может быть вибрационная акробатика. Однако для этого может потребоваться маскирование важных деталей, а в цехах, где есть только одна такая машина, частые настройки, поскольку для разных заданий могут потребоваться разные носители.
Совместимая технология позволяет инструментам для удаления заусенцев и снятия фасок поддерживать постоянную силу на детали, поскольку инструменты повторяют особенности детали.
Компания James Engineering в Брумфилде, штат Колорадо, предлагает автоматизированную альтернативу своему 11-осевому станку с ЧПУ Max 5 для удаления заусенцев и снятия фаски, который использует запатентованную технологию, соответствующую требованиям, для ускорения и упрощения программирования, настройки и эксплуатации.
Джеймс Ричардс основал свою компанию в начале 1980-х. В то время он разработал методы точного удаления заусенцев и снятия фаски для чистовой обработки шестерен, используемых в гоночных автомобилях Формулы-1. Он создал сотни специальных станков для удаления заусенцев и снятия фаски с зубчатых колес для передовых применений в автомобильной, аэрокосмической и многих других отраслях промышленности. Недавняя разработка Max 5 позволяет применять этот процесс не только к зубчатым колесам и компонентам вала, но и к призматическим.
Расположение компонентов движения над рабочим столом помогает предотвратить неблагоприятное воздействие стружки и абразивов на его движение. (На этом изображении верхний кожух машины снят.)
Этот станок состоит из двух пятиосевых головок и поворотного рабочего стола с осью С. Серводвигатели позиционируют головки через подвесной портал X-Y, используя закаленные, хромированные, отшлифованные валы и держатели с несколькими предварительно нагруженными подшипниками. Возможны движения со скоростью до 1500 дюймов в минуту. Кроме того, верхняя конструкция означает, что стружка и абразивный материал не попадут в носитель или на портальные валы. Кроме того, машина оснащена несколькими форсунками, подающими охлаждающую жидкость на водной основе с ингибитором ржавчины со скоростью 200 галлонов в минуту не только для охлаждения детали и инструментов во время операции, но и для промывки детали и рабочей зоны станка.
Две головки могут выполнять чистовые операции одновременно с использованием различных щеток и абразивных инструментов, чтобы минимизировать общее время цикла, как показано в демонстрационном видео выше. Ричардс также разработал компактный двигатель с гидравлическим приводом на 4 000 фунтов на квадратный дюйм для головок, обеспечивающий скорость до 25 000 об/мин с использованием только одной движущейся части и без лопастей. Доступны двенадцать типов инструментов. Они устанавливаются в головы с помощью одного болта.
Инструменты можно менять вне головки с помощью всего одного болта.
В основе этого процесса лежит соответствующая технология, которую Ричардс сравнивает с передней подвеской автомобиля. Использование пневматики и демпфирующего агента позволяет инструменту поддерживать постоянную силу на детали, поскольку она повторяет контур элементов перед ней, подлежащих чистовой обработке. Это означает, что не требуется никаких изменений в запрограммированной траектории движения инструмента для настройки скоропортящегося инструмента, такого как щетка, диаметр которой может начинаться с 1,25 дюйма и уменьшаться до 0,75 дюйма в течение срока службы. (Еще одна аналогия совместимых технологий — это то, как игла проигрывателя следует по канавкам в альбоме.)
Это означает, что не требуется никаких изменений в запрограммированной траектории движения инструмента для настройки скоропортящегося инструмента, такого как щетка, диаметр которой может начинаться с 1,25 дюйма и уменьшаться до 0,75 дюйма в течение срока службы. (Еще одна аналогия совместимых технологий — это то, как игла проигрывателя следует по канавкам в альбоме.)
Это также упрощает программирование и настройку. Программирование Max 5 — это частично ручное обучение, частично диалоговое управление машиной Mitsubishi. Твердотельная модель детали не требуется. Благодаря соответствующей технологии такой инструмент, как щетка, не нужно позиционировать так точно, как, скажем, режущий инструмент на фрезерном станке. Оператор зафиксировал начальные координаты XYZ щетки, подтолкнул ее к детали и записал это положение (обычно это средняя точка диапазона соответствующего перемещения инструмента). Это выполняется для всех инструментов и операций. Также вводятся такие значения, как скорость подачи и податливая сила (они варьируются в зависимости от размера заусенца, точности фаски и т. д.), и при необходимости может быть выполнена точная настройка положения инструмента.
д.), и при необходимости может быть выполнена точная настройка положения инструмента.
Программирование машины частично ручное обучение, частично диалоговое управление машиной Mitsubishi.
Ричардс говорит, что лучшим программистом в цехе, скорее всего, будет человек, который много лет занимается ручным удалением заусенцев и точно знает, под каким углом инструмент должен приближаться к детали. Система управления может хранить до 100 программ обработки деталей, которые компания называет «рецептами», чтобы отличить их от операционной программы, работающей в фоновом режиме, разработанной для станка. Отдельные операции могут быть объединены в цепочку, как функция копирования и вставки текстового процессора, для дальнейшего ускорения программирования. Кроме того, выбранные операции обеспечивают то, что компания называет «целенаправленным удалением заусенцев», поэтому затрагиваются только те элементы детали, которые требуют таких чистовых операций.
Следующий
Получение следующей статьи
Китайский производитель трубогибочных станков, труборезных станков, поставщик формовочных машин
Основная продукция
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Гибочное оборудование
Цена на условиях ФОБ:
25 000-30 000 долларов США
/ шт.
Мин. Порядок:
1 шт.
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
гибка труб, формовка концов труб, машина для резки труб
Свяжитесь сейчас
Трубогиб
Цена на условиях ФОБ:
12 000-15 000 долларов США
/ шт.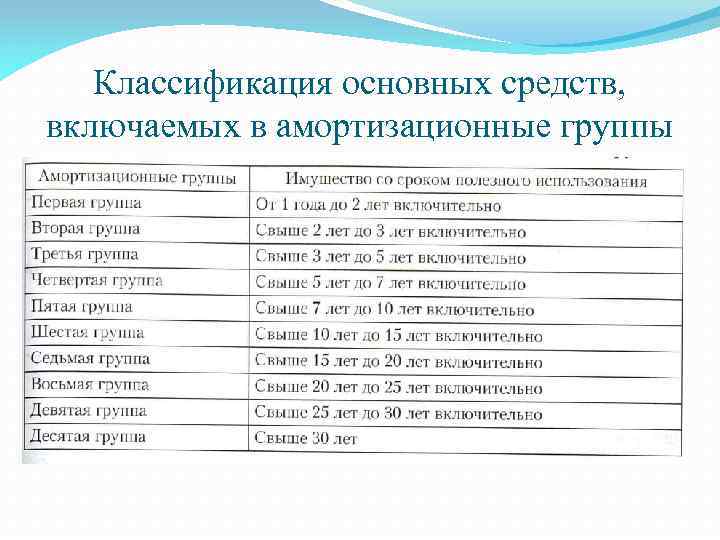
Мин. Порядок:
1 шт.
Свяжитесь сейчас
Трубогиб
Цена на условиях ФОБ:
12 000-15 000 долларов США
/ шт.
Мин. Порядок:
1 шт.
Свяжитесь сейчас
Загибочный станок
Цена на условиях ФОБ:
12 000-15 000 долларов США
/ шт.
Мин. Порядок:
1 шт.
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Новое поступление
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
станок для нарезки канавок
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Профиль компании
{{ util.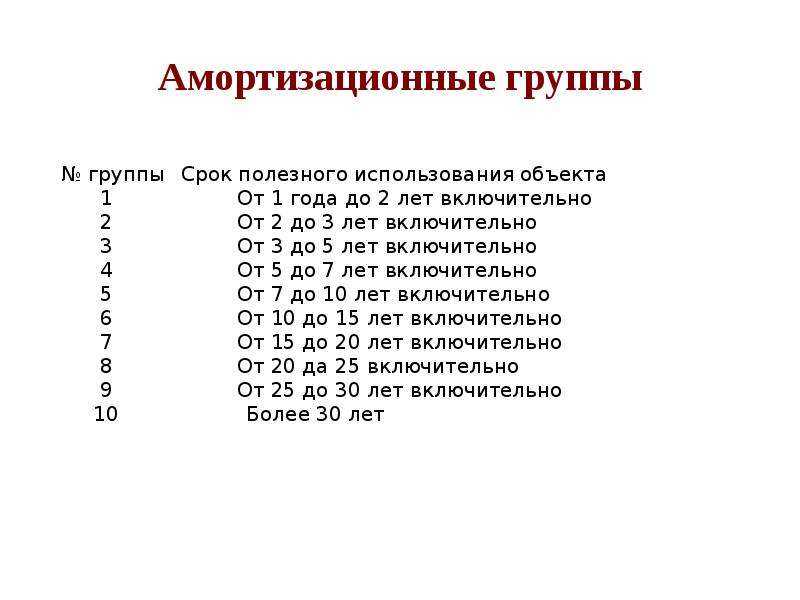 each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Тип бизнеса: | Производитель/фабрика и торговая компания | |
| Деловой диапазон: | Мебель, производственное и обрабатывающее оборудование | |
| Основные продукты: | Трубогибочная машина , Машина для резки труб , Формовочная машина , Трубопрокатная машина , .  .. .. | |
| Сертификация системы менеджмента: | ИСО9001:2015 | |
| Режим импорта и экспорта: | Иметь собственную экспортную лицензию | |
| Доступность OEM/ODM: | Да |
Информация отмечена
проверяется
СГС
Caos Machinery является профессиональным предприятием по производству оборудования для обработки металлических труб, расположенным в экономике Китая, в наиболее развитом экономическом кругу дельты реки Янцзы, в известном международном городе-саде-городе Чжанцзяган, провинция Цзянсу в стране.
Всего комментариев: 0