Компоновка станка с чпу: Компоновка фрезерного станка с ЧПУ
Содержание
Компоновка станков с ЧПУ: особенности, характеристики
Продолжаем публикацию материалов из учебного пособия «Металлорежущие станки с ЧПУ» под редакцией В.Б. Мещерякова. На этот раз разберем компоновку станков с ЧПУ, ее особенности, характеристики.
Разработка и внедрение систем ЧПУ оказали большое влияние на компоновку и конструкцию существующих станков, оснащаемых этими системами управления.
Новые широкие функциональные возможности систем ЧПУ, их особенности по сравнению с ранее применяемыми ПУ потребовали нового подхода к разработке новых или модернизации существующих компоновок станков, конструкции их узлов и механизмов. Во многих случаях были разработаны и стали применяться оригинальные, ранее редко или вообще неприменяемые компоновки, а также конструкции ряда узлов и механизмов. Параллельно с этим проводилась разработка и применение новых регулируемых приводных электродвигателей, различных измерительных систем, новых конструкций комплектующих элементов станка (подшипников, направляющих, механизмов автоматической смены инструментов и заготовок и др. ), новых материалов для изготовления деталей станка. Все это позволило значительно упростить кинематику станков с ЧПУ, повысить их производительность, точность и надежность работы.
), новых материалов для изготовления деталей станка. Все это позволило значительно упростить кинематику станков с ЧПУ, повысить их производительность, точность и надежность работы.
С другой стороны, широкие технологические возможности станков с ЧПУ, высокая степень автоматизации их работы усложнили эти станки, повысили их стоимость, потребовали тщательной подготовки обслуживающего персонала, разработки более рациональных систем их технического обслуживания и ремонта.
В настоящее время имеется значительное многообразие компоновок станков с ЧПУ как для обработки деталей типа тел вращения, так и для обработки корпусных и плоских деталей. На этапе разработки компоновки закладываются важнейшие показатели станка: точность, производительность, надежность, металлоемкость. Для экономии дорогостоящей производственной площади необходимо делать станки предельно компактными. Отмечается, что ни качеством конструкции и выбором материалов, ни тщательным изготовлением и сборкой нельзя компенсировать ущерб, нанесенный выбором нерациональной компоновки станка и неверным определением ее основных пропорций.
Компоновку станка с ЧПУ можно определить как систему расположения его узлов и направляющих, которая отличается структурой, пропорциями и свойствами этой системы. Компоновка станка обеспечивает выполнение всех формообразующих и вспомогательных движений и имеет блочную структуру, состоящую обобщенно из одного стационарного и нескольких подвижных блоков, разделенных линейными или круговыми направляющими.
Например, компоновка станка влияет на его точность через:
- упругие деформации базовых деталей и узлов в зависимости от их массы, размеров, конструктивной формы, взаимного расположения, вылетов подвижных деталей и узлов и изменения этих вылетов;
- износ направляющих, зависящий от схемы расположения, размеров и типов направляющих, расположения нагружаемых элементов относительно рабочей зоны станка;
- температурные деформации базовых и других деталей и узлов станка, что приводит к относительному линейному смещению узлов станка, несущих заготовку и режущий инструмент, а также к их угловым поворотам.
 Величина, характер и направление действия температурных деформаций в значительной степени определяются размещением на станке тепловыделяющих узлов и получаемой избыточной температурой их нагрева.
Величина, характер и направление действия температурных деформаций в значительной степени определяются размещением на станке тепловыделяющих узлов и получаемой избыточной температурой их нагрева.
От компоновки зависят динамическая жесткость упругой механической системы станка и запас устойчивости, уровень частот собственных колебаний, характер этих колебаний и др.
Важными элементами в компоновке станка являются его базовые детали (станины, стойки, колонны и др.). От их компоновки и конструкции зависят точность, жесткость, металлоемкость и другие характеристики станка. Так, для повышения жесткости базовые и корпусные детали многих современных станков с ЧПУ делают сварными из толстолистовой стали с большим количеством ребер.
Применение сварных корпусных деталей вместо литых позволяет:
- исключить риск получения брака в тяжелых отливках и снизить трудоемкость работ при необходимости исправления этого брака;
- снизить трудоемкость механической обработки за счет уменьшения припусков на сварные детали по сравнению с литыми;
- увеличить жесткость сварных корпусных деталей при одновременном снижении их металлоемкости благодаря применению при сварке большой номенклатуры профилей жесткого сечения.
 Жесткость изгиба и кручения сварных деталей по отношению к литым часто увеличивается в 2,5–3 раза;
Жесткость изгиба и кручения сварных деталей по отношению к литым часто увеличивается в 2,5–3 раза; - отказаться от традиционных методов конструирования сварных корпусных деталей по аналогии с литыми, а именно: упростить формы самой детали и ее элементов; провести унификацию составных элементов; создать их размерные ряды и применять унифицированные элементы для проектирования сварных корпусных деталей станков.
Однако необходимо учитывать, что в некоторых случаях создание сварных корпусных деталей является более трудоемким, особенно если эти детали имеют сложную конфигурацию и затрудняется унификация составных свариваемых элементов. Кроме того, литые корпусные детали из чугуна часто имеют лучшую виброустойчивость и стабильность формы. Все корпусные сварные детали для снятия внутренних напряжений необходимо подвергать отжигу.
Наряду с литыми и сварными базовыми деталями из чугуна и стали, в современных станках с ЧПУ применяют базовые детали из композиционных материалов, в частности из синтеграна. Это композиционный материал на основе наполнителя в виде крошки гранита и полимерного (эпоксидного) связующего компонента холодного отверждения в количестве до 10%.
Это композиционный материал на основе наполнителя в виде крошки гранита и полимерного (эпоксидного) связующего компонента холодного отверждения в количестве до 10%.
Синтегран по сравнению с чугуном имеет следующие основные преимущества: в 4–5 раз выше демпфирующая способность; минимальные внутренние напряжения в отливках и, соответственно, повышенная стабильность размеров во времени; в десятки раз ниже теплопроводность и, соответственно, малая чувствительность деталей из синтеграна к перепаду температур; высокая коррозионная стойкость; меньшая трудоемкость изготовления отливок.
Рис. 3.1. Варианты компоновок станины и суппортов в токарных станках:
а — горизонтальная; б — двусторонняя наклонная;
в — наклонная с расположением одного суппорта в нижней части станины;
г — вертикальная; д — наклонная с расположением суппортов параллельно друг другу
На рис. 3.1 схематично показаны применяемые варианты компоновок станин 3 и суппортов 1 и 2 на токарных станках, в том числе с ЧПУ. Компоновки различаются получаемыми габаритными размерами, удобством доступа оператора и наладчика к рабочей зоне и режущим инструментам, схемой восприятия сил резания направляющими суппортов, отводом стружки и др. В современных токарных станках с ЧПУ наряду с вариантом, показанным на рис. 3.1, а, широкое применение получила компоновка, показанная на рис. 3.1, д. При такой компоновке имеется удобный доступ оператора к патрону шпинделя для установки заготовки, к задней бабке и к револьверной головке с инструментами. При этом данные токарные станки с ЧПУ выпускаются как с одной, так и с двумя револьверными головками. Некоторые фирмы выпускают токарные станки с ЧПУ c тремя револьверными головками, с противошпинделем, а также имеющие другие компоновки.
Компоновки различаются получаемыми габаритными размерами, удобством доступа оператора и наладчика к рабочей зоне и режущим инструментам, схемой восприятия сил резания направляющими суппортов, отводом стружки и др. В современных токарных станках с ЧПУ наряду с вариантом, показанным на рис. 3.1, а, широкое применение получила компоновка, показанная на рис. 3.1, д. При такой компоновке имеется удобный доступ оператора к патрону шпинделя для установки заготовки, к задней бабке и к револьверной головке с инструментами. При этом данные токарные станки с ЧПУ выпускаются как с одной, так и с двумя револьверными головками. Некоторые фирмы выпускают токарные станки с ЧПУ c тремя револьверными головками, с противошпинделем, а также имеющие другие компоновки.
Важное значение имеет правильная компоновка отдельных узлов станка с ЧПУ (шпиндельной бабки, приводов подач и др.). В современных многоцелевых станках применяется как вертикальная, так и горизонтальная компоновка шпинделя. В станках с горизонтальной компоновкой шпинделя находит широкое применение арочная конструкция колонны, в центральном проеме которой перемещается шпиндельная бабка (рис. 3.2, а). Такая компоновка предотвращает скручивание колонны при нагрузке вдоль оси шпинделя, что наблюдалось при старом консольном расположении шпиндельной бабки (рис. 3.2, б). Кроме того, при такой термосимметричной компоновке снижается влияние температурных деформаций колонны на точность станка за счет равномерного нагрева ее левой и правой сторон. При консольном расположении шпиндельной бабки имели место неравномерные температурные деформации, которые приводили к значительным отклонениям оси шпинделя.
В станках с горизонтальной компоновкой шпинделя находит широкое применение арочная конструкция колонны, в центральном проеме которой перемещается шпиндельная бабка (рис. 3.2, а). Такая компоновка предотвращает скручивание колонны при нагрузке вдоль оси шпинделя, что наблюдалось при старом консольном расположении шпиндельной бабки (рис. 3.2, б). Кроме того, при такой термосимметричной компоновке снижается влияние температурных деформаций колонны на точность станка за счет равномерного нагрева ее левой и правой сторон. При консольном расположении шпиндельной бабки имели место неравномерные температурные деформации, которые приводили к значительным отклонениям оси шпинделя.
Рис. 3.2. Виды компоновок шпиндельных бабок на многоцелевых и токарных станках с ЧПУ:
а — с центральным расположением в колонне; б — консольная;
в — с креплением на горизонтальной плоскости; г — на наклонной плоскости
Условия перемещения шпиндельной бабки в центральной части колонны станка с точки зрения износа направляющих могут быть улучшены за счет увеличения ее высоты Н по отношению к ширине В по сравнению с конструкцией, где эти размеры одинаковые (см. рис. 3.2, а).
рис. 3.2, а).
На рис. 3.2, в и г показаны разные варианты компоновки и крепления шпиндельной бабки в токарных станках с ЧПУ, в результате чего получаются различные направления и величины смещения шпинделя из-за температурных деформаций.
При креплении шпиндельной бабки 2 (см. рис. 3.2, в) на станине на горизонтальной плоскости 1 смещение шпинделя из-за температурных деформаций относительно режущего инструмента, установленного в револьверной головке 4, происходит в вертикальном направлении 3. При креплении шпиндельной бабки 2 на станине на наклонной поверхности 1 (см. рис. 3.2, г) отклонение шпинделя происходит уже под углом к вертикали в направлении 3 и погрешность изготовления детали получается меньше.
Разные величины относительного смещения шпинделя и суппорта токарного станка с ЧПУ из-за температурных деформаций могут получаться при различной компоновке привода продольной подачи (рис. 3.3).
3.3).
Рис. 3.3. Виды компоновок привода продольной подачи суппорта токарного станка с ЧПУ:
а — с левым расположением приводного электродвигателя;
б — с правым расположением приводного электродвигателя;
в — с жестким закреплением двух опор винта
При первом варианте (рис. 3.3, а) смещение шпиндельной бабки 2 со шпинделем происходит в направлении 1, а ходового винта 5, имеющего приводной электродвигатель и подшипниковую опору 3 с левой стороны, в направлении 4. В результате эти смещения совпадают по направлению и накладываются друг на друга, что уменьшает погрешность изготовления детали. При втором варианте (рис. 3.3, б) смещение шпиндельной бабки 2 со шпинделем и ходового винта 5 происходит уже в разных направлениях 1 и 4, в результате эти смещение суммируются, что увеличивает погрешность изготовления детали. При третьем варианте (рис. 3.3, в) ходовой винт установлен в двух неподвижных опорах 3 и предварительно растянут. В результате при нагреве температурные деформации ходового винта не влияют на точность изготовления детали.
3.3, в) ходовой винт установлен в двух неподвижных опорах 3 и предварительно растянут. В результате при нагреве температурные деформации ходового винта не влияют на точность изготовления детали.
Изменение положения центра тяжести узла станка (изменение вылета массы), а также вылета точки приложения сил резания является причиной так называемой перевалки узла станка при его неправильной компоновке. Снижение или исключение перевалки узла станка достигается наряду с применением направляющих качения с предварительным натягом и гидростатических направляющих замкнутого типа также соответствующей компоновкой и конструкцией стола, салазок и их привода, например центральным расположением ходового винта 2 салазок 1 среди направляющих, когда его ось находится в одной вертикальной плоскости с осью шпинделя 3 (рис. 3.4, а). Это позволяет практически исключить возможность перевалки салазок с заготовкой в горизонтальной плоскости под действием сил резания из-за зазоров и упругих деформаций их направляющих. Последнее имеет место при другой компоновке, когда ось ходового винта 2 салазок 1 и ось шпинделя 3 находятся в разных вертикальных плоскостях. (рис. 3.4, б).
Последнее имеет место при другой компоновке, когда ось ходового винта 2 салазок 1 и ось шпинделя 3 находятся в разных вертикальных плоскостях. (рис. 3.4, б).
Рис. 3.4. Компоновка станка с ЧПУ с центральным (а) и смещенным (б)
расположением ходового винта привода поперечной подачи салазок
В настоящее время получает широкое применение модульный принцип построения и изготовления станков с ЧПУ и станочных систем.
Под модулем в этом случае понимается конструктивно и функционально законченная единица, являющаяся составной частью станка с ЧПУ и станочной системы.
Все большее количество узлов и механизмов станка с ЧПУ (узел шпинделя, направляющие, передача ходовой винт–гайка, револьверные головки, устройства ЧПУ, измерительные преобразователи, приводные электродвигатели и др.) стали практически полностью или частично независимы от конструкции и иногда даже типа станка, и их необходимые типоразмеры стали централизованно разрабатываться и выпускаться различными специализированными фирмами.
При применении модульного принципа конструктор, решая задачу разработки конкретного станка, выбирает нужные ему готовые узлы и механизмы из каталогов и проектирует самостоятельно только, по сути, общую компоновку и базовые узлы станка (станину, колонну, корпуса шпиндельной бабки, суппортов и другие корпусные детали). Это похоже на детскую игру «Лего», когда из отдельных модулей собирается любая желаемая компоновка и конструкция разных изделий. При этом конструктор выбирает модули тех фирм, которые он считает нужными сам или которые его попросит заказчик станка.
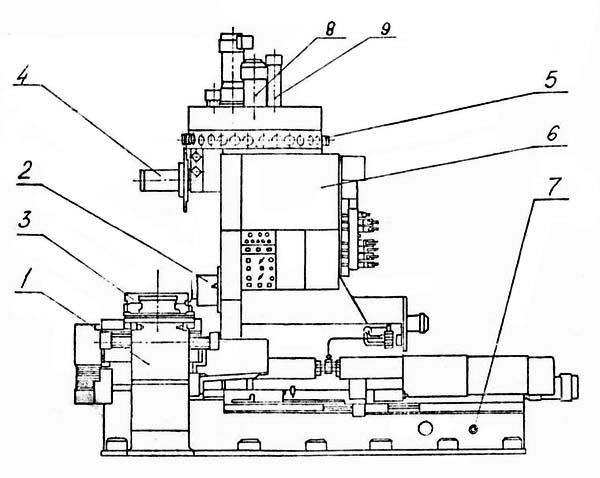
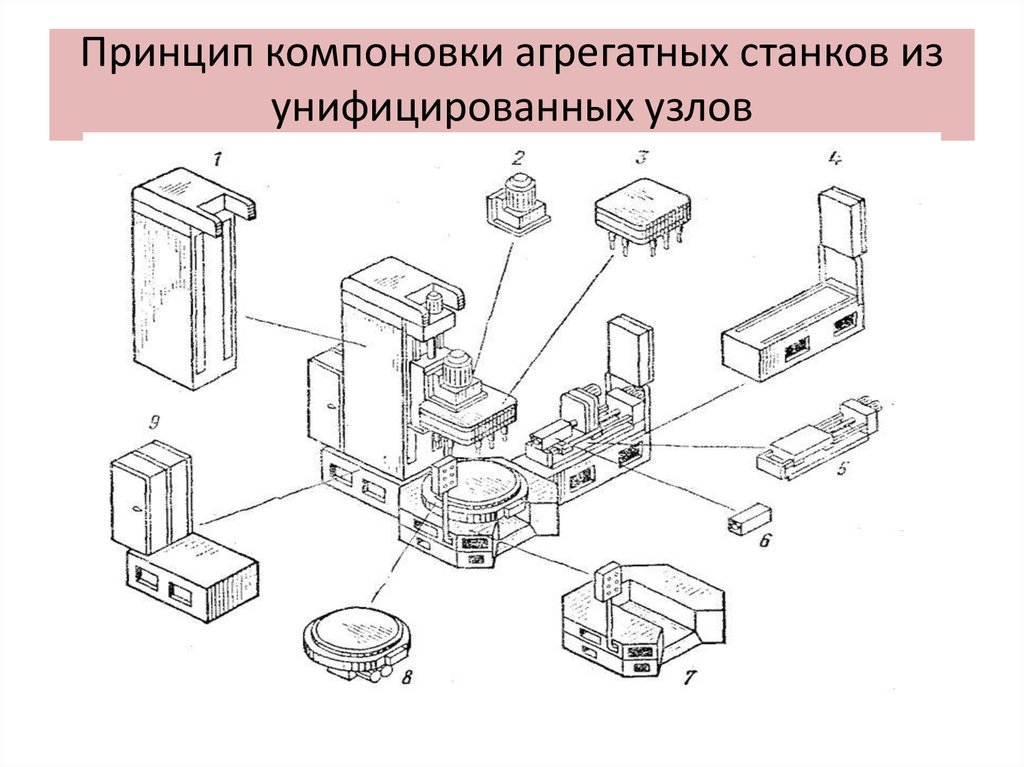
На сегодняшний день при использовании модульного принципа построения станков с ЧПУ существует два направления: первое направление производство разных модификаций станка с ЧПУ на основе одной его базовой модели и самостоятельно разработанных этой же фирмой ряда различных унифицированных основных узлов и механизмов (рис. 3.5, а). Другим примером являются многоцелевые станки с ЧПУ с горизонтальной компоновкой шпинделя фирмы Graffenstaden (Франция), различные модификации которых можно создавать из гаммы модулей, разработанных и изготавливаемых данной фирмой (рис. 3.5, б). По мере увеличения централизованной разработки и изготовления все большего разнообразия унифицированных и нормализованных узлов и механизмов станков с ЧПУ специализированными фирмами более перспективным становится второе направление использования модульного принципа, когда при разработке и изготовлении конкретных станков с ЧПУ в максимальной степени применяются готовые модули большинства узлов и механизмов станков с ЧПУ.
3.5, б). По мере увеличения централизованной разработки и изготовления все большего разнообразия унифицированных и нормализованных узлов и механизмов станков с ЧПУ специализированными фирмами более перспективным становится второе направление использования модульного принципа, когда при разработке и изготовлении конкретных станков с ЧПУ в максимальной степени применяются готовые модули большинства узлов и механизмов станков с ЧПУ.
Рис. 3.5. Модульный принцип построения станков с ЧПУ:
а — токарного многоцелевого станка с ЧПУ фирмы Schablin (Швейцария)
Рис. 3.5. Модульный принцип построения станков с ЧПУ:
б — многоцелевого станка с ЧПУ фирмы Graff enstaden (Франция)
Применение модульного принципа построения станков с ЧПУ по первому и, особенно, по второму направлению позволяет:
- сократить время разработки, проектирования и изготовления станков для обработки установленной номенклатуры заготовок с получением заданных технических и технологических характеристик;
- снизить стоимость металлорежущих станков.
 Созданные на модульном принципе станки не обладают избыточными функциями, поэтому они экономичнее станков с универсальными возможностями;
Созданные на модульном принципе станки не обладают избыточными функциями, поэтому они экономичнее станков с универсальными возможностями; - увеличить надежность работы станка за счет отработанности входящих в него модулей и наибольшего соответствия данной конструкции модулей выполняемой задаче;
- повысить точность станка. Фирма, которая профессионально занимается выпуском конкретного модуля, более качественно, быстрее и дешевле изготовит данный модуль;
- повысить переналаживаемость станков за счет возможности их более быстрой компоновки при наличии готовых узлов и механизмов;
- улучшить условия эксплуатации и ремонтопригодность за счет уменьшения разнообразия конструкций модулей и составляющих их элементов.
Компоновка токарного станка ЧПУ
Компоновка токарного станка схематично показана на рис. 1. Тут изображены применяемые варианты компоновок станин 3 и суппортов 1 и 2 на токарных станках, в том числе с ЧПУ. Компоновки различаются получаемыми габаритными размерами, удобством доступа оператора и наладчика к рабочей зоне и режущим инструментам, схемой восприятия сил резания направляющими суппортов, отводом стружки и др.
Компоновки различаются получаемыми габаритными размерами, удобством доступа оператора и наладчика к рабочей зоне и режущим инструментам, схемой восприятия сил резания направляющими суппортов, отводом стружки и др.
В современных токарных станках с ЧПУ наряду с вариантом, показанным на рис. 1, α, широкое применение получила компоновка, показанная на рис. 1, д. При такой компоновке имеется удобный доступ оператора к патрону шпинделя для установки заготовки, к задней бабке и к револьверной головке с инструментами. При этом данные токарные станки с ЧПУ выпускаются как с одной, так и с двумя револьверными головками. Некоторые фирмы выпускают токарные станки с ЧПУ c тремя револьверными головками, с противошпинделем, а также имеющие другие компоновки. Важное значение имеет правильная компоновка отдельных узлов станка с ЧПУ (шпиндельной бабки, приводов подач и др.). В современных многоцелевых станках применяется как вертикальная, так и горизонтальная компоновка шпинделя.
Рис. 1. Варианты компоновок станины и суппортов в токарных станках ЧПУ: α — горизонтальная; б — двусторонняя наклонная; в — наклонная с расположением одного суппорта в нижней части станины; г — вертикальная; д — наклонная с расположением суппортов параллельно друг другу
В токарных станках ЧПУ с горизонтальной компоновкой шпинделя находит широкое применение арочная конструкция колонны, в центральном проеме которой перемещается шпиндельная бабка (рис. 2, α). Такая компоновка токарного станка ЧПУ предотвращает скручивание колонны при нагрузке вдоль оси шпинделя, что наблюдалось при старом консольном расположении шпиндельной бабки (рис. 2, б). Кроме того, при такой термосимметричной компоновке снижается влияние температурных деформаций колонны на точность станка за счет равномерного нагрева ее левой и правой сторон. При консольном расположении шпиндельной бабки имели место неравномерные температурные деформации, которые приводили к значительным отклонениям оси шпинделя.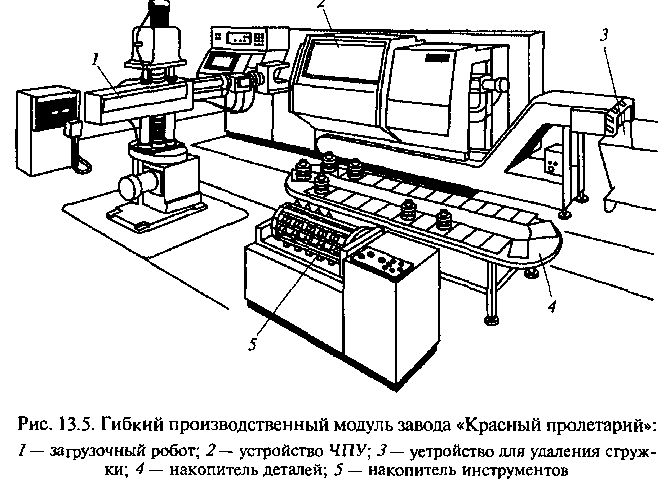
Условия перемещения шпиндельной бабки в центральной части колонны станка с точки зрения износа направляющих могут быть улучшены за счет увеличения ее высоты Н по отношению к ширине В по сравнению с конструкцией, где эти размеры одинаковые (см. рис. 2, α).
На рис. 2, в и г показаны разные варианты компоновки станка и крепления шпиндельной бабки в токарных станках с ЧПУ, в результате чего получаются различные направления и величины смещения шпинделя из-за температурных деформаций.
При креплении шпиндельной бабки 2 (см. рис. 2, в) на станине на горизонтальной плоскости 1 смещение шпинделя из-за температурных деформаций относительно режущего инструмента, установленного в револьверной головке 4, происходит в вертикальном направлении 3. Компоновка токарного станка ЧПУ, при креплении шпиндельной бабки 2 на станине на наклонной поверхности 1 (см. рис. 2, г) отклонение шпинделя происходит уже под углом к вертикали в направлении 3 и погрешность изготовления детали получается меньше.
Рис. 2. Виды компоновок шпиндельных бабок на многоцелевых и токарных станках с ЧПУ: α — с центральным расположением в колонне; б — консольная; в — с креплением на горизонтальной плоскости; г — на наклонной плоскости
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
Как организовать планировку цеха станков
Первоклассное оборудование
30 августа 2022 г.
Расчетное время чтения: 10 минут
Независимо от того, создаете ли вы новый механический цех или реорганизуете существующую установку, грамотная компоновка может облегчить каждому оператору станков с ЧПУ эффективное выполнение своей работы. Узнайте больше в этом посте от Premier Equipment.
Пошаговое руководство
При неправильной планировке магазина сотрудники будут тратить время на то, чтобы не мешать друг другу и искать необходимые инструменты. Если пришло время изменить планировку вашего цеха, попробуйте выполнить следующие шаги:
Если пришло время изменить планировку вашего цеха, попробуйте выполнить следующие шаги:
- Наблюдение: Если вы реорганизуете или обновляете существующий цех станков с ЧПУ, начните с наблюдения за своей командой. Имеют ли они достаточно места для работы или они переполнены? Они тратят слишком много времени на поиск припасов или в другое время? Достаточно ли места для хранения?
- Инвентарь: В вашем магазине, вероятно, есть товары, которые вы используете часто, и другие, которыми вы не пользуетесь. Когда у вас есть лишнее оборудование, которое не используется, вы теряете ценное пространство. С другой стороны, если у вас недостаточно определенного предмета, ваши сотрудники могут задержаться в ожидании, пока инструмент или деталь станут доступными.
- Очистите место: Подметите, протрите пыль и продезинфицируйте каждую рабочую зону. Удалите любое неисправное оборудование, чтобы его можно было утилизировать или отремонтировать.
 Если у вас недостаточно места для хранения, установите дополнительные полки или ящики, чтобы каждый оператор мог легко получить доступ к общим инструментам.
Если у вас недостаточно места для хранения, установите дополнительные полки или ящики, чтобы каждый оператор мог легко получить доступ к общим инструментам. - Переставить: Сгруппировать аналогичное оборудование вместе. Позвольте сотрудникам подумать о том, как лучше всего организовать станки с ЧПУ: они, вероятно, получат полезную информацию о том, как пространство должно перемещаться в зависимости от их повседневных задач.
- Осмотр: Руководители должны регулярно обходить рабочую зону, чтобы проверить наличие угроз безопасности и убедиться, что новая планировка удобна для сотрудников.
Преимущества организованной мастерской с ЧПУ
Реорганизация планировки вашего цеха может показаться сложной задачей, но она стоит вашего времени. К преимуществам хорошо организованного механического цеха относятся:
- Безопасность: Поддержание рабочих зон в чистоте, устранение опасности спотыкания и обеспечение достаточного пространства для каждого работника снижает вероятность травм на работе.
- Производительность: Магазин должен иметь логический поток, чтобы работники могли эффективно выполнять свои задачи. Оптимизация макета помогает каждому человеку быть более продуктивным.
- Экономия средств: В неорганизованном магазине вы, скорее всего, потеряете или потеряете товар, что может привести к дополнительным трудозатратам и материальным затратам.
Передовой опыт для цехов с ЧПУ
Эффективная планировка цеха зависит не только от того, где вы размещаете станки. Руководителям механических цехов следует помнить об этих правилах:
- Сориентируйте свою команду: Конечно, ваши сотрудники пройдут тщательную подготовку по работе со всеми станками с ЧПУ, с которыми им предстоит работать. Но вы также должны рассказать об общих правилах магазина, мерах безопасности и правилах хронометража.
- Используйте комплексный подход: Не ограничивайте свое внимание размещением каждой машины.
 Вместо этого подумайте о том, как ваши работники будут использовать пространство с момента прибытия на работу до момента окончания рабочего дня. Есть ли у вас легкий доступ к зонам отдыха и уборным? Есть ли у сотрудников шкафчики или другое место для хранения личных вещей? Убедитесь, что у каждого есть то, что ему нужно для продуктивной работы.
Вместо этого подумайте о том, как ваши работники будут использовать пространство с момента прибытия на работу до момента окончания рабочего дня. Есть ли у вас легкий доступ к зонам отдыха и уборным? Есть ли у сотрудников шкафчики или другое место для хранения личных вещей? Убедитесь, что у каждого есть то, что ему нужно для продуктивной работы. - Будьте открыты для обратной связи: Ваша планировка может со временем измениться — ваш штат может увеличиться, или вы можете приобрести новые машины и инструменты. Признайте, что вам, возможно, придется пересмотреть свой план этажа и внести коррективы по мере необходимости.
Выберите оборудование Premier для бывших в употреблении станков с ЧПУ
Если вы хотите заменить один из своих станков с ЧПУ или расширить возможности своего магазина, Premier Equipment поможет вам. Мы продаем высококачественные бывшие в употреблении станки с ЧПУ от ведущих брендов, в том числе:
- Доосан
- Хаас
- Hyundai-Wia
- Макино
- Мазак
- Накамура-Томе
- Окума
Основанная в 1988 году, мы являемся крупнейшим в мире продавцом подержанных станков с ЧПУ. Чтобы узнать больше, свяжитесь с нами сегодня.
Чтобы узнать больше, свяжитесь с нами сегодня.
Крупнейший склад подержанных станков с ЧПУ
Хотите просмотреть все наши бывшие в употреблении станки с ЧПУ? Просмотрите наш полный перечень машин — он обновляется ежедневно!
Б/У ЧПУ ИНВЕНТАРЬ
Другие похожие блоги
Сегодня многие отрасли промышленности полагаются на станки с числовым программным управлением (ЧПУ) для быстрого изготовления однородных деталей для производства. Существует несколько различных типов станков с ЧПУ,
.
Подробнее
15 марта 2023 г.
Станки с числовым программным управлением (ЧПУ)
используются для изготовления деталей в самых разных отраслях промышленности. Хотя существует несколько различных типов станков с ЧПУ,
Подробнее
8 марта 2023 г.
Сегодня робототехника все чаще используется во многих отраслях промышленности. Роботы встречаются повсюду, от хирургических центров до сборочных линий.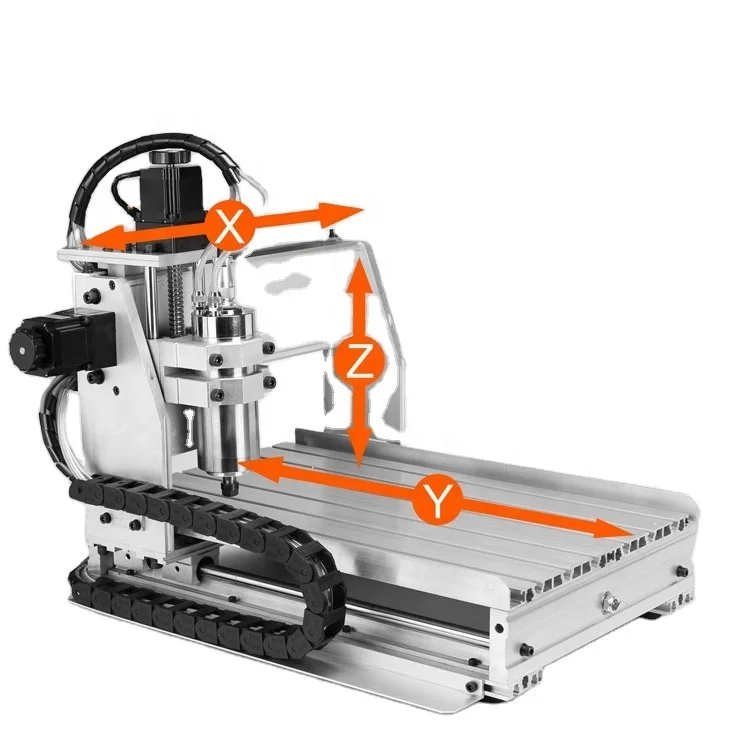 Узнайте больше о новых
Узнайте больше о новых
Подробнее
22 февраля 2023 г.
Руководство по обработке с ЧПУ | Обновление 2021 | Что такое ЧПУ?
РУКОВОДСТВО ПО ПРОЕКТИРОВАНИЮ ОБРАБОТКИ С ЧПУ
Основы обработки с ЧПУ
БЫСТРОЕ РУКОВОДСТВО
Найдите то, что ищете.
ОСНОВНЫЕ ПРИНЦИПЫ
ЧПУ
Преимущества и недостатки ЧПУ
ЧПУ с 2-3 осями
Фрезерование с ЧПУ
CNC Milling Process
CNC Cutting Tools
3-Axis Multiple Set-ups
CNC Turning
CNC Turning Process
MULTI AXIS CNC
Indexed 5-Axis Milling
Continuous 5 Axis CNC Milling
Токарно-фрезерные центры с ЧПУ
Выбор процесса
НАИЛУЧШАЯ ПРАКТИКА ЧПУ
Вертикальные радиусы
Полости
Минимальная толщина стенки
Диаметры отверстий
Глубина отверстия
Минимальный диаметр отверстия
Глубина резьбы
Диаметр резьбы
Допуски
Текст и надписи
ОСНОВНЫЕ ПРИНЦИПЫ
Числовое управление (ЧПУ) (также компьютерное числовое управление (ЧПУ)) — это автоматизированное управление обрабатывающими инструментами (сверлами, сверлами, токарными станками) и 3D-принтерами с помощью компьютера. Станок с ЧПУ обрабатывает кусок материала (металл, пластик, дерево, керамика или композит) в соответствии со спецификациями, следуя закодированной запрограммированной инструкции и без ручного оператора.
Станок с ЧПУ обрабатывает кусок материала (металл, пластик, дерево, керамика или композит) в соответствии со спецификациями, следуя закодированной запрограммированной инструкции и без ручного оператора.
ЧПУ (ЧПУ) — это процесс вычитания, при котором материал удаляется из твердого блока (заготовки или заготовки) или предварительно сформированной детали с использованием различных режущих инструментов.
1) Окончательная геометрия детали определяется моделью CAD, обычно предоставляемой заказчиком
2) Оператор использует программное обеспечение CAM для подготовки траекторий резки и выбора инструментов, необходимых для получения детали
3) Траектории затем выведите в виде Gcode, который дает абсолютные машинные инструкции, такие как местоположение и ориентация головки машины, часть и скорость любого движения.
4) Машина настроена и заготовка закреплена на месте.
5) Машина выполняет G-код для удаления материала, создающего деталь, обычно с минимальным контролем.
ПРЕИМУЩЕСТВА И НЕДОСТАТКИ ОБРАБОТКИ С ЧПУ
Преимущества
ЧПУ является высокоавтоматизированным, поэтому цена конкурентоспособна для высококачественных единичных деталей и средне- и крупносерийного производства ЧПУ позволяет использовать практически любой материал.
- Деталь высокой точности.
- Детали обладают хорошими физическими свойствами и менее подвержены внутреннему напряжению, чем другие процессы.
- Затраты на настройку относительно низкие Сохранение, поэтому задания можно быстро запустить снова позже.
- Изменения можно быстро и легко внедрить для разработки или в производственном цикле.
- Детали могут быть изменены или изменены.
Недостатки
ЧПУ не самый дешевый процесс, особенно для очень больших объемов, где, например, литье под давлением может быть более экономичным.
- Стоимость установки высока по сравнению с быстрым прототипированием.

- ЧПУ обычно создает только одну деталь за раз, и время цикла для сложных деталей может быть большим по сравнению с литьем под давлением.
- Из-за вычитания возникает некоторое количество отходов, хотя в зависимости от выбора материала они могут быть переработаны.
- Существуют некоторые ограничения на геометрию детали из-за доступа к инструменту и удержания заготовки.
- Сложная геометрия имеет высокую стоимость.
Существует много типов станков с ЧПУ, включая те, которые используют электронные лучи, электрохимические, водяные, ультразвуковые и лазерные станки.
В этом руководстве мы сосредоточимся на наиболее распространенных машинах, которые удаляют материал с помощью режущих инструментов. Их можно разделить по количеству осей, которые у них есть.
3-осевые станки перемещают режущий инструмент относительно детали по осям x, y, z.
Многоосевые станки добавляют вращение к одной или нескольким осям, что позволяет резать деталь под разными углами.
Это позволяет использовать более сложные детали и сокращает время настройки, поскольку деталь может динамически перемещаться.
2-3 ОСЬ ЧПУ
Фрезерование с ЧПУ
Фрезерные станки с ЧПУ очень распространены и могут использоваться для обработки многих геометрических форм.
Заготовка жестко удерживается в приспособлении или тисках, а фрезерная головка перемещается относительно нее по трем осям, x, y, z, для удаления материала с помощью высокоскоростных вращающихся инструментов или сверл.
Из-за ограниченного диапазона движений они относительно просты в эксплуатации и программировании, поэтому затраты на настройку ниже по сравнению с другими процессами ЧПУ.
Ограниченный диапазон движения означает, что некоторые элементы невозможно создать.
Это можно частично решить, вручную переориентировав деталь, однако каждое движение увеличивает время и увеличивает риск ошибки, поэтому стоимость обработки может быстро возрасти.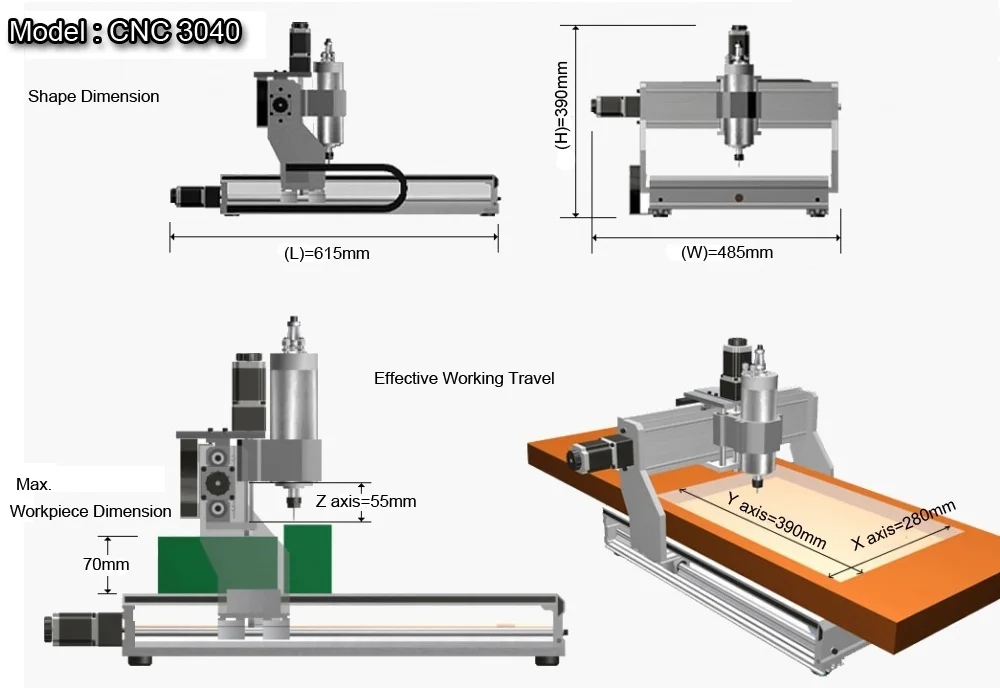
Процесс фрезерования с ЧПУ
- Обработка G-код создается либо из предоставленной модели САПР, либо переводится оператором из чертежей.
- Заготовка вырезается по размеру и прочно и точно прикрепляется к платформе.
- Для удаления материала используются специальные высокоскоростные вращающиеся режущие инструменты. Часто это происходит в несколько этапов, первые проходы часто выполняются с высокой скоростью и меньшей точностью с использованием специальных черновых фрез, а последующие проходы удаляют меньшее количество материала с более высокой точностью для окончательной детали.
- После механической обработки с деталей снимаются заусенцы (часто вручную)
- Проверяются критические размеры.
- Применяется последующая обработка (например, отделка поверхности).
Режущие инструменты с ЧПУ
Различные режущие инструменты используются для различных геометрий и этапов процесса обработки.
Вот некоторые из наиболее распространенных.
1-3 Плоские, цилиндрические и шаровые головки являются распространенными режущими инструментами для изготовления пазов, канавок, полостей и вертикальных стенок. Их выбирают по требуемой форме или радиусам дна полости.
4 Сверла обычно выбираются для отверстий стандартного размера.
5 Фрезы для пазов имеют головку большего диаметра, чем вал, поэтому могут создавать подрезы, удаляя материал со сторон вертикальных стенок.
6 Метчики используются для резьбовых отверстий. Они часто наносятся вручную.
7 Торцевые фрезы удаляют материал с больших плоских поверхностей.
3 оси — несколько наборов
Некоторые элементы невозможно создать за первый проход на 3-осевых станках.
Примерами могут служить отверстия, перпендикулярные станине, или элементы на обратной стороне детали.
В этих случаях детали вручную поднимаются с станины, переориентируются и повторяются предыдущие шаги.
Токарные станки с ЧПУ
Токарные станки с ЧПУ широко используются. Они могут производить детали с большей скоростью, чем фрезерование с ЧПУ, и, в свою очередь, с меньшими затратами, что делает их очень полезными для большого количества деталей.
Заготовка удерживается на шпинделе и вращается с высокой скоростью. Фреза обычно представляет собой лезвие, в отличие от вращающихся фрез на мельнице, и постепенно движется к детали, описывая ее профиль.
Токарные станки могут производить только «вращающиеся» или «вращательно-симметричные» детали вдоль центральной оси, т.е. цилиндрические детали и резьбы.
Часто элементы создаются на токарном станке с ЧПУ, а затем деталь переносится на фрезерный станок для областей, которые не могут быть достигнуты.
Процесс токарной обработки с ЧПУ
- Обработка G-код создается либо из предоставленной модели САПР, либо переводится оператором из чертежей.
- Заготовка (обычно цилиндрическая) нарезается по длине, удерживается в шпинделе и вращается с высокой скоростью.
- Режущий инструмент обычно перемещается по осям x,y относительно детали, постепенно удаляя материал для создания требуемого профиля.
- После обработки с деталей снимаются заусенцы (часто вручную)
- При необходимости деталь перемещается на фрезерный станок для добавления функций, которые невозможно получить на токарном станке
- Проверяются критические размеры.
- Применяется последующая обработка (например, отделка поверхности).
Многоосевой ЧПУ
Существует 3 основных варианта многоосевых обрабатывающих центров с ЧПУ;
1. 5-осевое индексированное фрезерование с ЧПУ
2. Непрерывное 5-осевое фрезерование с ЧПУ
3. Фрезерная токарная обработка с приводным инструментом
Эти системы фактически представляют собой фрезерные или токарные станки с дополнительной осью движения детали или резания. головка, допускающая более сложную геометрию.
Многоосевые станки более сложны, требуют дополнительных затрат и требуют специальных знаний оператора.
Индексированное 5-осевое фрезерование
Эти системы, также известные как фрезерные станки с ЧПУ 3+2, были разработаны для сокращения времени настройки нескольких ориентаций во время работы машины. Они работают как обычный фрезерный станок с 3 осями.
Между операциями станина и/или головка инструмента могут вращаться, обеспечивая доступ к заготовке под другим углом.
Возможность автоматической переориентации заготовки позволяет создавать более сложные детали с большей точностью, сокращая время станка и оператора.
Непрерывное 5-осевое фрезерование с ЧПУ
Подобно индексированным 5-осевым станкам с ЧПУ непрерывного действия, они позволяют одновременно перемещать все 5 осей во время обработки.
Это позволяет создавать очень точные и сложные геометрические формы произвольной формы.
Этот процесс обеспечивает самое высокое качество и самые сложные детали, но требует самых высоких затрат, требующих квалифицированных операторов.
Токарно-фрезерные центры с ЧПУ
Токарно-фрезерные центры представляют собой гибрид токарного и фрезерного станка.
Они предлагают преимущества больших объемов и скорости токарной обработки с ЧПУ и гибкость для создания сложной геометрии, предлагаемой 5-осевым фрезерованием.
Эти системы идеально подходят для деталей с фундаментальной вращательной симметрией и дополнительными функциями, такими как рабочие колеса, и могут создавать их с гораздо меньшими затратами, чем другие 5-осевые станки с ЧПУ.
Заготовка крепится к шпинделю и либо вращается с высокой скоростью, как токарный станок, либо может точно позиционироваться, как 5-осевой ЧПУ.
Токарный станок и фрезерный режущие инструменты используются для удаления материала с заготовки.
Выбор процесса
Токарный станок с ЧПУ | Самая низкая стоимость детали по сравнению с другими операциями обработки с ЧПУ. | Может производить только детали с осевой симметрией и простой геометрией. | |
Очень высокие производственные возможности. | |||
Фрезерный станок с ЧПУ | Может производить большинство деталей с простой геометрией. | Ручное изменение положения заготовки снижает достижимую точность. | |
Высокая точность и жесткие допуски. | Применяются ограничения по доступу к инструменту и креплению заготовки. | ||
Токарно-фрезерный станок с ЧПУ | Самая низкая стоимость по сравнению с 5-осевыми обрабатывающими системами с ЧПУ. | Ограничения доступа к инструменту все еще действуют. | |
Высокие производственные возможности и свобода дизайна. | Наиболее подходит для деталей с цилиндрическим контуром. | ||
Индексный 5-осевой | Устраняет необходимость ручного изменения положения. | Более высокая стоимость, чем 3-осевая обработка с ЧПУ. | |
Производит детали с элементами, которые не совпадают с одной из главных осей, с более высокой точностью. | Применяются конструктивные ограничения доступа к инструменту. | ||
Непрерывный 5-осевой | Изготавливает сложные детали с невозможной точностью и детализацией. | Самая высокая стоимость детали среди всех станков с ЧПУ. | |
Создает очень гладкие «органические» поверхности с минимальными следами механической обработки. | Ограничения доступа к инструменту все еще действуют. |

ЧПУ – НАИЛУЧШАЯ ПРАКТИКА
Несмотря на то, что технология обработки постоянно меняется, передовой опыт в основном остается неизменным.
Поставщики, использующие лучшие методы обработки, могут сэкономить ваше время и деньги, поставляя детали быстрее.
Вертикальные радиусы
Фон
Для полости обычно требуется концевая фреза. Концевые фрезы имеют ограниченную длину резания (обычно в 3-4 раза больше их диаметра).
Наконечник
Увеличение углового радиуса (например, +1 мм) позволяет инструменту двигаться по круговой траектории, а не под углом 90 градусов. Это снижает нагрузку на инструменты, обеспечивает более высокое качество обработки и немного сокращает время цикла.
Это снижает нагрузку на инструменты, обеспечивает более высокое качество обработки и немного сокращает время цикла.
Меньшие радиусы можно получить, используя фрезы меньшего размера либо для полной программы, либо в качестве второго прохода инструмента после черновой обработки. Это увеличит время и стоимость.
Стоимость увеличится, так как маленькие инструменты не могут удалять материалы так быстро.
Полости
Исходная информация
Для полости обычно требуется концевая фреза. Концевые фрезы имеют ограниченную длину резания (обычно в 3-4 раза больше их диаметра)
Более длинные инструменты изгибаются при полной режущей нагрузке, снижая точность или повреждая деталь.
Глубокие полости резко увеличивают стоимость, так как необходимо удалить много материала и труднее извлечь стружку
Минимальная толщина стенки
Пластик |
Фон
По мере того, как стена становится тоньше, вибрации увеличиваются из-за уменьшения жесткости. Это снижает точность. Для пластика рекомендуются более толстые стенки, потому что они:
Это снижает точность. Для пластика рекомендуются более толстые стенки, потому что они:
• Менее жесткая
• Склонна к короблению из-за остаточного напряжения
• Размягчается при повышении температуры.
Каждый материал отличается своими свойствами.
Подробнее см. в этой таблице
Диаметры отверстий
Диаметр | Стандартные размеры сверла | Любой > 0,05 |
Исходная информация
Отверстия по возможности обрабатываются концевой фрезой. 9Часто используются стандартные сверла 0309, которые обеспечивают наибольшую точность до 20 мм.
Обычные размеры можно найти здесь в метрической и дюймовой системе мер.
Глубина отверстий
4 x Номинальный диаметр. | 10 x Номинальный диаметр. | 40 x Номинальный диаметр. |
Общие сведения
Отверстия стандартного диаметра не должны обрабатываться концевой фрезой. В этом случае применяются правила полости.
Там, где требуются более глубокие отверстия, требуются специальные сверла. Они обычно ограничены минимальным диаметром 3 мм.
Минимальные диаметры отверстий
Допуск | 0,05 мм |
Фон
Большинство сервисов ЧПУ могут достигать 2,5 мм. Ниже это считается микрообработкой. Для микрообработки требуются специальные инструменты, а физика резания в таком масштабе меняется.
Со специализацией связаны затраты, поэтому подумайте, действительно ли это требуется вашему проекту.
Глубина резьбы
3 x Диаметр | 4,5 x диаметр | 1,5 x диаметр |
Исходная информация
Для силы вытягивания большая часть нагрузки приходится на первые несколько зубьев (1,5 номинального диаметра) Длиной более 3х номинального диаметра обычно не требуется.
Если отверстие глухое, внизу необходимо добавить 1,5-кратный номинальный диаметр. Резьбовые инструменты с ЧПУ можно нарезать по всей длине.
Диаметры резьбы
Диаметр резьбы |
Справочная информация
Машинисты предпочитают использовать инструменты для нарезания резьбы с ЧПУ, поскольку они менее подвержены поломке М6, как правило, самый маленький размер.
- Внутренняя резьба нарезана метчиками.
- Наружная резьба нарезается плашками.
Как правило, их толщина не менее 2 мм.
Допуски
Допуск | ± 0,025 мм | ± 0,00125 мм |
Общие сведения
Допуск определяет допустимые пределы измеряемого или важного измерения. ЧПУ как процесс имеет одну из самых жестких допусков.
Учитывайте допуск любых деталей, которые будут соединяться друг с другом для обеспечения посадки.
Проверьте функциональность для экстремальных случаев обеих частей, рассчитав эффект отклонения.
Если допуск не указан, в большинстве механических мастерских используется ±0,025 мм
Текст и надписи
Размер элемента / Высота | 20 точек / -5 мм | 20 точек / -5 мм |
Справочная информация
Нанесение точного текста увеличивает затраты и время из-за необходимости использования небольших инструментов. Для получения узких внутренних радиусов потребуются маленькие фрезы. На внутренних вертикальных ребрах будут радиусы. Текст
Для получения узких внутренних радиусов потребуются маленькие фрезы. На внутренних вертикальных ребрах будут радиусы. Текст
, особенно тиснение, сокращает использование профильных фрез и инструментов для черновой обработки, что увеличивает время ЧПУ.
Достижение высокого качества обработки поверхности в нижней части текста часто является сложной задачей.
Наконечник
Как правило, текста следует избегать, поскольку он увеличивает стоимость.
Тисненый (выпуклый) текст часто предпочтительнее, поскольку для создания элемента необходимо удалить меньше материала, и он дает лучшие результаты, если деталь предназначена для литья под давлением.
ЖИРНЫЙ Без засечек напр. Рекомендуется использовать Arial, Verdana или Helvetica, так как они имеют меньше четких элементов и часто представляют собой предварительно запрограммированные процедуры ЧПУ.
Текст должен быть тщательно проверен, все правила ЧПУ будут применяться, включая тонкую стенку, глубину полости, ширину полости и т.
Всего комментариев: 0