Гидропластовые патроны: Гидропластовые патроны KEMMLER — Osnastka.pro
Содержание
Высокоточные гидропластовые патроны — CoroChuck® 930
Автор:
admin
|
04.04.2019
Надёжность закрепления
Обладая лучшей на рынке защитой от вытягивания инструмента, этот патрон исключает вибрации, обеспечивая превосходную стабильность и геометрическую проходимость на операциях фрезерования и сверления.
- Базовая поверхность патрона шлифуется относительно отверстия, что гарантирует высокую точность обработки
- Высокая повторяемость закрепления
Простота применения
Патрон CoroChuck® 930 на основе гидравлической системы крепления инструмента можно легко затягивать и разжимать специальным динамометрическим ключом, благодаря которому повышается эффективность, достигаемая за счёт быстрой и несложной наладки и смены инструмента. Закрепление и разжатие не требует дополнительного оборудования.
- Предлагается в длинном, коротком исполнении, а также в исполнении для тяжелой обработки.
 Также предлагается укороченный вариант минимальной длины для револьверных головок, имеющих ограничение по максимальному вылету инструмента, на токарных центрах с приводными инструментальными блоками
Также предлагается укороченный вариант минимальной длины для револьверных головок, имеющих ограничение по максимальному вылету инструмента, на токарных центрах с приводными инструментальными блоками
 Также предлагается укороченный вариант минимальной длины для револьверных головок, имеющих ограничение по максимальному вылету инструмента, на токарных центрах с приводными инструментальными блоками
Также предлагается укороченный вариант минимальной длины для револьверных головок, имеющих ограничение по максимальному вылету инструмента, на токарных центрах с приводными инструментальными блокамиВысокая точность
Патрон выдерживает размерные допуски в пределах нескольких микрон, что повышает точность инструмента, качество обработанной поверхности и производительность. Величина биения составляет
- Балансировка по ISO 16084
- Длина закрепления может настраиваться регулировочным винтом
Область применения
- Гидропластовый патрон для операций фрезерования, сверления и развёртывания, где требуются высокая надёжность закрепления инструмента, лёгкость эксплуатации и соблюдение жёстких допусков
- Подходит для большинства станочных интерфейсов
- Используется на станках, имеющих вращающийся шпиндель, например в многоцелевых станках и обрабатывающих центрах, а также для закрепления приводных инструментов на токарных центрах и токарно-карусельных станках
Coromant Capto®
Исполнения патрона CoroChuck® 930:
Для тяжёлой обработки, короткое, длинное для точения
Размер соединения:
C3–C10
Размер отверстия, мм:
12–32
HSK-A/C/F
Исполнения патрона CoroChuck® 930:
Для тяжёлой обработки, короткое, длинное
Размер соединения:
40, 50, 63, 80, 100
Размер отверстия, мм:
12–32
ISO/ISO BIG-PLUS
Исполнения патрона CoroChuck® 930:
Для тяжёлой обработки, короткое, длинное
Размер соединения:
40, 50
Размер отверстия, мм:
12–32
CAT-V/CAT-V BIG-PLUS
Исполнения патрона CoroChuck® 930:
Для тяжёлой обработки, короткое, длинное
Размер соединения:
40, 50
Размер отверстия, мм:
12–32
MAS-BT/MAS BT BIG-PLUS
Исполнения патрона CoroChuck® 930:
Для тяжёлой обработки, короткое, длинное
Размер соединения:
30, 40, 50
Размер отверстия:
12–32
Предлагается с высокоточной подачей СОЖ через внутренние канавки, при этом СОЖ попадает на режущую кромку даже при высокой частоте вращения.
Оптимизированная конструкция мембраны
Секрет высокой точности и надёжности патрона CoroChuck® 930 заключается в механизме крепления с оптимизированной мембраной. Тонкая напаянная мембрана с оптимизированной конструкцией, которая позволяет получить две опорные поверхности для надёжного закрепления инструмента. В результате усилие зажима получается равномерным и обеспечивается оптимальная защита от вытягивания инструмента и хорошее демпфирование.
Эта конструкция обеспечивает превосходную передачу крутящего момента, улучшая работоспособность цельнотвердосплавных концевых фрез, свёрл и развёрток. Работоспособность остаётся неизменной на протяжении нескольких циклов закрепления. Результат – стабильно высокое качество поверхности и повышение стойкости инструмента.
Раздел: Новости
© «Мир Станочника» 2006 — 2022
Scroll Up
Наладка.
 Установка инструмента и заготовки — Национальная сборная Worldskills Россия
Установка инструмента и заготовки — Национальная сборная Worldskills Россия
“
Продолжаем подготовку станка к обработке детали. Давайте узнаем, что нужно для сборки, установки инструмента и наладки оборудования перед работой.
Глоссарий
Для успешного освоения материала рекомендуем вам изучить следующие понятия:
Оснастка для фрезерного станка. Предназначаются для передачи вращающего момента шпинделя инструменту, закрепленному в них. Конструкция фрезерной оправки зависит от типа станка и используемого инструмента
Конический хвостовик инструмента и коническое отверстие соответствующего размера (гнездо) в шпинделе, предназначенные для быстрой смены инструмента с высокой точностью центрирования и надежностью крепления
Оправка для крепления сменных резцов при обработке (расточке) отверстий на токарных, сверлильных, расточных и других станках
Диск (цилиндрическая поверхность) или сектор диска, насаженный на вращающийся вал так, что ось вращения диска параллельна, но не совпадает с осью вращения вала, для преобразования вращательного движения в поступательное
Фрезерный инструментальный патрон, зажатие инструмента в котором осуществляется при помощи гидроусилителя
Приспособление для зажима в цанговый патрон цилиндрических или призматических предметов. Изготавливают цанги в виде пружинящей разрезной втулки
Изготавливают цанги в виде пружинящей разрезной втулки
Специальный ключ со встроенным динамометром. Прецизионный инструмент для затяжки резьбовых соединений с точно заданным моментом
Специальное приспособление с подвижной частью и индикатором часового типа, служащее для измерения точной длины инструмента
Видеолекция
Конспект
Наладка и подготовка станка к обработке детали состоят из нескольких рабочих этапов.
Сборка режущего инструмента
Интерфейсы:
- со стороны шпинделя станка,
- со стороны режущего инструмента.
Что касается шпинделя, в этом случае нельзя обойтись без переходников, в качестве которых выступают оправки.
Виды оправок:
- для торцевых головок,
- силовые с цилиндрической цангой,
- стандартные с конической цангой,
- гидропластовые,
- универсальные сверлильные трехкулачковые.

Мы будем использовать гидропластовые патроны.
Выбор цанги
Для зажатия фрезы необходимо выбрать цангу, соответствующую диаметру хвостовика. Номинальный диаметр фрезы и диаметр хвостовика могут отличаться. Например, для фрезы диаметром 16 мм нужна цанга, имеющая диаметр 16 мм. Цанги имеют размерный диапазон, который указан на самой цанге. Цанга 16−15 мм может зажать цилиндрическую фрезу от 15 и до 16 мм включительно.
Важно
Максимальный диаметр цанги, т. е. ее диаметр в разжатом состоянии, должен быть не меньше диаметра хвостовика инструмента
Собираем инструмент:
- Вставляем выбранную цангу в патрон.
- Устанавливаем фрезу, контролируя вылет фрезы из оправки штангенциркулем.
- Зажимаем цангу в патроне при помощи динамометрического ключа.
- По аналогии собираем весь оставшийся инструмент.
Создание инструмента и загрузка в станок
1. Нажимаем кнопку «Оффсет».
Нажимаем кнопку «Оффсет».
2. Выбираем «Список инструмента». В таблице «Список инструмента» видим инструменты, загруженные в магазин станка.
3. Нажимаем кнопку «Новый инструмент» и выбираем нужный нам тип. В данном случае это концевая фреза.
4. Переходим к заполнению данных инструмента и задаем параметры для всего инструмента.
5. Выбираем инструмент и в вертикальном ряде многофункциональных клавиш нажимаем кнопку «Загрузить инструмент».
6. Вставляем инструмент в магазин, в нужную ячейку и правильной стороной, как указано на самом магазине.
Замер длины
Есть несколько способов замера длины инструмента.
1. Измерение длины автоматически, используя датчик измерения инструмента «Цикл станка».
2. Ручное измерение длины от заданной поверхности с помощью специальных приспособлений, концевой меры длины.
3. Через касание вращающимся инструментом.
Разберем ручной способ.
- Вызываем калибровочный инструмент «Калибр». Переходим в «Вызов инструмента» и выбираем «Калибр». Нажимаем кнопку «Пуск».
- Подводим инструмент к тискам. Устанавливаем на тиски специальное приспособление Zero Setter.
- Для ручной работы с открытой дверью сбоку на стойке ставим третий режим работы станка. Берем маховик и касаемся подвижной части приспособления. Обнуляем на нем значение, после этого ставим нулевую точку на стойке ЧПУ.
- Чтобы обнулить значения системы координат в данной позиции, открываем вкладку «Установить ворк оффсет» и нажимаем на правой боковой панели клавишу «X, Y, Z равняется нулю».
- Вызываем инструмент для измерения длины, перейдя в меню и выбрав ТSM. В графе вызова инструмента выбираем нужный инструмент и нажимаем «Пуск».
- Чтобы не подводить инструмент вручную, сделаем это автоматически.
 Переходим на вкладку «Позиция», в ячейках координат вводим X0, Y0, Z10», нажимаем «Ускоренное перемещение» и затем кнопку «Пуск».
Переходим на вкладку «Позиция», в ячейках координат вводим X0, Y0, Z10», нажимаем «Ускоренное перемещение» и затем кнопку «Пуск». - С помощью осевых клавиш перемещения доводим инструмент по оси Z до нуля. Сделав это, на стойке ЧПУ переходим на вкладку «Измерить инструмент», выбираем «Длина ручная» и нажимаем «Задать длину».
- По аналогии вызываем и замеряем весь инструмент.
Установка заготовки и привязка нулевой точки
- Выбираем параллельные призмы для установки на них заготовки.
- Установив заготовку на подкладки, зажимаем ее в тисках, пристукивая молотком.
- Устанавливаем нулевые точки. Для этого вызываем 3D-щуп: выбрав TSM в графе «Вызов инструмента», указываем его и нажимаем «Пуск».
- Нужно указать нулевые значения координат заготовки по трем осям: Х, Y и Z. Для указания нуля по Z подводим щуп к торцу детали, но не касаемся вручную. Заходим на вкладку «Нулевые точки детали», выбираем «Нулевая точка по одной оси», следом выбираем ось Z.

- Вписываем в графу координат то значение, которое находится на торце заготовки, — 1,5 мм.
- Нажимаем «Пуск» и наблюдаем за автоматическим измерением.
- Установив нулевую точку по оси Z, переходим к осям X и Y. Выбираем функцию автоматического измерения прямоугольной цапфы. Подводим щуп в примерный центр заготовки, на стойке ЧПУ вписываем значение габаритов заготовки по ширине и длине, указываем, насколько может углубиться измерительный щуп по оси Z и какие координаты будут находиться в центре этой прямоугольной цапфы.
- Задав все параметры, нажимаем «Пуск».
“
Наладка станка завершена, и все готово для начала отработки программы изготовления детали. Но для начала давайте проверим полученные знания на практике.
Интерактивное задание
Для закрепления полученных знаний пройдите тест
| Стартуем! |
Для торцевых головок
Силовые с цилиндрической цангой
Гидропластовые
Универсальные сверлильные пятикулачковые
| Дальше |
| Проверить |
| Узнать результат |
Не меньше диаметра хвостовика инструмента
Равен диаметру хвостовика инструмента
Меньше диаметра хвостовика инструмента
Строго больше диаметра хвостовика инструмента
| Дальше |
| Проверить |
| Узнать результат |
Установка фрезы с контролем ее вылета из оправки штангенциркулем
Зажатие цанги в патроне при помощи динамометрического ключа
Вставка выбранной цанги в патрон
Аналогичная сборка всего оставшегося инструмента
| Дальше |
| Проверить |
| Узнать результат |
К сожалению, вы ответили неправильно на все вопросы
Прочитайте лекцию и посмотрите видео еще раз
| Пройти еще раз |
К сожалению, вы ответили неправильно на большинство вопросов
Прочитайте лекцию и посмотрите видео еще раз
| Пройти еще раз |
Неплохо!
Но можно лучше. Прочитайте лекцию и посмотрите видео еще раз
Прочитайте лекцию и посмотрите видео еще раз
| Пройти еще раз |
Отлично!
Вы отлично справились. Теперь можете ознакомиться с другими компетенциями
| Пройти еще раз |
Гидравлические патроны — Держатели инструментов — Продукты
Ваши данные в настоящее время проверяются нашей командой.
Этот процесс обычно занимает от 30 минут до 3 часов.
После проверки вы можете заказать и купить всю нашу продукцию.
Переключить навигацию
Меню
Счет
Настройки
Язык
RU
DE
ЕС
Франция
ЭТО
Поиск
Гидравлические патроны идеально подходят для процессов обработки, требующих высокой точности , таких как сверла, развертки, шаровые фрезы, концевые фрезы, алмазные развертки и шлифовальные инструменты .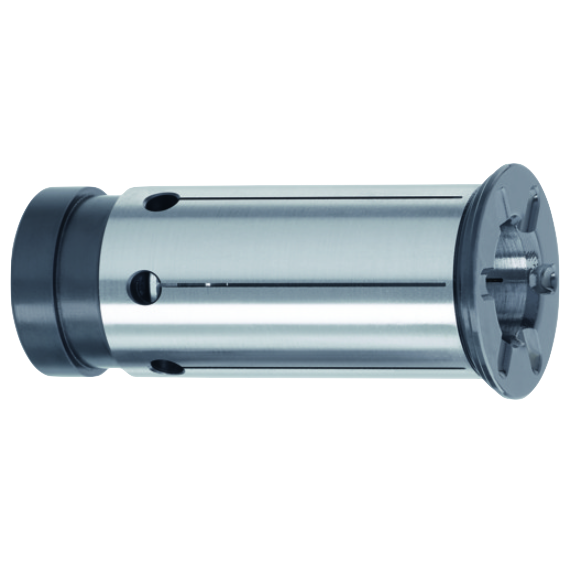
Доступны следующие продукты:
- Гидравлический патрон Стандарт: Идеальные держатели инструментов для процессов обработки, требующих высокой точности , таких как сверла, развертки, шаровые фрезы, концевые фрезы и т. д.
- Гидравлический патрон Super Slim: Идеальные держатели инструментов для чистовой обработки в ограниченном пространстве . Тонкий дизайн устраняет помехи.
- Гидравлический патрон со струйным проходом: Идеальный выбор для операций чистовой обработки, которые выиграют от улучшенная подача охлаждающей жидкости .
Благодаря широкому выбору диаметров и выступов инструмента для любого применения, они также доступны для систем одновременной посадки и всех других основных интерфейсов. Гидравлические патроны являются идеальным держателем инструмента для высокоточной обработки в автомобильной, аэрокосмической, медицинской и штамповочной промышленности .
Магазин по
Варианты покупок
- Использование
Применение
бурение
Чистовое фрезерование
Развёртывание
Черновое фрезерование- Тип хвостовика
Тип хвостовика
БТТ
БДВ
БОЛЬШОЙ Капто
ХСК-А
ХСК-Э
Цилиндершафт- Размер хвостовика
Размер хвостовика
—
5
6
20
25
30
32
40
50
63
100- Категория
14 Статья
Посмотреть как
Сетка
Список
14 штук
Показывать
12
24
36
Все
на страницу
Сортировать по
Бестселлеры
Сейчас в списках желаний
Количество отзывов
Самые популярные
Самая большая экономия
Цена: от низкой к высокой
Цена: от высокой к низкой
Наиболее просматриваемые
Новый
Должность
наименование товара
Цена
Установить нисходящее направление
Как использование гидравлического держателя инструмента сэкономит ваши деньги
Технология гидравлического расширения держателя инструмента имеет много преимуществ, таких как минимальное биение, повторяемость, гибкий диапазон зажима, простота в обращении и гашение вибрации. В блоге этого месяца мы обсудим характеристики и многие преимущества этих держателей инструментов.
В блоге этого месяца мы обсудим характеристики и многие преимущества этих держателей инструментов.
Гидравлические держатели инструментов идеально подходят для операций механической обработки, требующих высокой точности, таких как сверление, развертывание и концевое фрезерование, а также операций с использованием специальных инструментов, таких как твердосплавные формы и инструменты с наконечниками из поликристаллического алмаза. Эти патроны являются идеальным держателем инструмента для высокоточной обработки в медицине, аэрокосмической промышленности, автомобилестроении, а также при изготовлении штампов и пресс-форм.
Очень универсальные, гидравлические держатели инструментов имеют большое разнообразие диаметров инструментов, чтобы соответствовать обычным хвостовикам как в метрических, так и в дюймовых размерах, как зажим прямого диаметра, или использование втулок для использования многих вариантов с одним держателем. Они также доступны для систем одновременной подгонки и всех других основных интерфейсов, которые могут потребоваться для вашей машины.
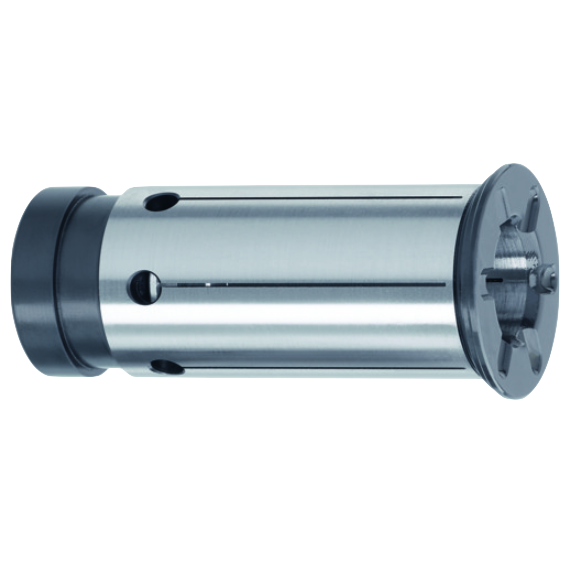
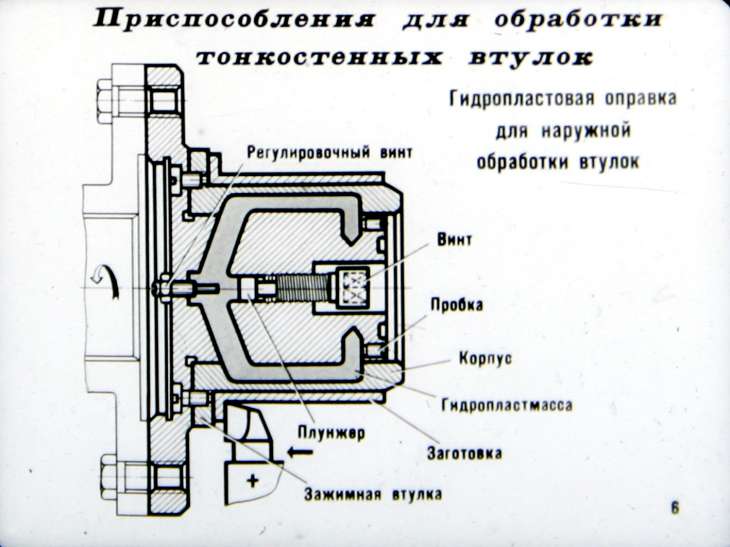
Гидравлический держатель инструмента использует резервуар с маслом для выравнивания зажимного давления вокруг инструмента. Когда вы помещаете инструмент в держатель и поворачиваете винт внутрь, это увеличивает давление масла, вызывая расширение втулки, которая захватывает хвостовик инструмента.
На изображении выше вы можете увидеть анатомию держателя гидравлического инструмента, выделив следующее:
1: Зажимной винт, который увеличивает давление масла для зажима расширяющейся втулки.
3: Расширительная втулка и система камер, также известная как гидравлическая камера, которая оказывает огромное давление, удерживая инструмент на месте.
- Гашение вибрации: масло в камере уменьшает гармоники при вращении на более высоких оборотах, что приводит к уменьшению вибрации. Это также приводит к лучшему качеству поверхности и предотвращает микровыбросы на режущей кромке инструмента.
- Повторяемость: достигается лучшая точность биения и повторяемость менее 0,003 мм (0,00012 дюйма), что непосредственно приводит к увеличению срока службы фрезы, поскольку нагрузка стружки на каждую режущую канавку более равномерна – если одна из зубья фрезы несут большую нагрузку, чем другие, это приведет к преждевременному выходу из строя фрезы и, следовательно, к сокращению срока службы инструмента.
- Простота обращения и смены инструмента: зажим инструмента можно быстро и надежно закрепить с помощью шестигранного ключа. Улучшение процесса смены инструмента сокращает время непроизводительной наладки и простоя станка.
- Гибкий диапазон зажима: при использовании промежуточных втулок гидравлические держатели инструментов обычно могут охватывать диапазон зажима диаметром от 3 до 32 мм (от 1/8 дюйма до 1-1/4 дюйма).
- Совместимость: Держатели гидравлических инструментов можно комбинировать со всеми распространенными интерфейсами станков.
Нашими предпочтительными партнерами-поставщиками, предлагающими широкий ассортимент держателей гидравлических инструментов, являются Schunk и Sandvik Coromant.
Гидравлические патроны — мощное дополнение к любому механическому цеху, стремящемуся повысить точность обработки.
Для получения дополнительной информации о преимуществах гидравлических держателей инструментов свяжитесь с нами.
Всего комментариев: 0