Основные виды резцов: Токарные резцы — типы и конструкция.
Содержание
Токарные резцы — типы и конструкция.
Токарный резец — самый распространенный режущий инструмент при обработке металла. Резцом обрабатывают цилиндрические и фасонные поверхности, нарезают резьбу, отрезают готовые детали.
От правильного выбора резца зависит форма стружки. Токарь должен подобрать рабочий инструмент так, чтобы образующаяся стружка была безопасной и не создавала помех при резании.
Различные типы производства и станочного оборудования требуют определенного вида стружки, что в результате повышает производительность труда.
Конструкция токарного резца
Основой резца является стержень, закрепляемый в резцедержателе. В передней части стержня установлен режущий элемент — головка. Резец имеет несколько поверхностей. По передней поверхности сходит стружка. Задние поверхности, главная и вспомогательная, обращены к детали. Главная режущая кромка, лежащая на пересечении передней и главной задней поверхностей, выполняет резание металла.
Классификация резцов
Токарные резцы различаются:
-
По направлению подачи. Правые резцы перемещаются при рабочей подаче от задней бабки к передней (справа налево). Левые совершают обратное рабочее движение. -
По виду рабочей головки: прямые, отогнутые резцы. -
Выпускаются токарные резцы цельными и составными. Составной резец выполнен с присоединяемой головкой из дорогостоящей стали. -
По геометрическому сечению стержня.
Режущая часть токарных резцов может быть изготовлена из углеродистых и твердосплавных сталей («Победит»), алмазных и минералокерамических материалов.
Определить рабочее направление резца просто. При установке режущая кромка должна быть направлена к обрабатываемой детали.
Типы токарных резцов
Проходные. Применяются для обработки внешних цилиндрических поверхностей. Выполняются для рабочего прохода в обоих направлениях. Отогнутый проходной резец может обрабатывать торцы при поперечной подаче.
Отогнутый проходной резец может обрабатывать торцы при поперечной подаче.
Проходные упорные. С их помощью обрабатывают ступенчатые детали, выполняют подрезку торцов. Такие резцы обеспечивают перпендикулярность смежных плоскостей ступенек. Могут быть как правыми, так и левыми. Изготавливаются из твердых сплавов напайкой на стержень.
Подрезные. Протачивают ступенчатый профиль детали, подрезают торцы, буртики, способны обрабатывать внешние цилиндрические поверхности. Твердосплавная режущая часть выполняется методом напайки на основание.
Расточные. Увеличивают (растачивают) диаметр отверстий, подготовленных сверлением. Расточка осуществляется в несколько приемов с образованием на торце ступенчатой поверхности. Затем, используя поперечную подачу, срезают ступеньки до образования перпендикулярных поверхностей.
Отрезные. Отделяют готовую деталь от заготовки, протачивают канавки, пазы. Обработка ведется под прямым углом к детали рабочей частью, выполненной из быстрорежущих и твердых сплавов.
Обработка ведется под прямым углом к детали рабочей частью, выполненной из быстрорежущих и твердых сплавов.
Нарезание внутренней и наружной резьбы проводится резьбовыми резцами. Фасонные точат поверхности сложной формы и канавки.
Револьверно-автоматные резцы
Применяются на токарно-револьверных станках-автоматах при серийном производстве.
Резцы продольного точения. Автоматные резцы из быстрорежущей стали выполняются напайкой или механическим креплением режущей части к стержню. Инструмент, в зависимости от установки по отношению к детали, бывает радиальным и тангенциальным, что обеспечивается специальной заточкой, а также конструкцией державки, установленной в револьверной головке. Поворачивая державку, резцы устанавливаются под различными углами по отношению к обрабатываемой детали.
Прорезные и отрезные резцы. Устанавливаются на поперечных суппортах станков-автоматов. Имеют конструкцию аналогичную резцам для токарных станков обычного исполнения. Так как станки-автоматы в основном работают с прутковыми заготовками, то отрезной резец, имея специфическую заточку, не только отрезает готовую деталь, но и обрабатывает торец следующей детали.
Так как станки-автоматы в основном работают с прутковыми заготовками, то отрезной резец, имея специфическую заточку, не только отрезает готовую деталь, но и обрабатывает торец следующей детали.
Выбор токарных резцов
Токарный резец, являясь на первый взгляд сравнительно простым инструментом, требует к себе серьезного подхода. Для качественной обработки металла к нему предъявляется ряд требований:
-
Правильный подбор материала и геометрических размеров режущей части инструмента. -
Достаточная виброустойчивость державки. -
Соответствие пластины инструментального материала для конкретного вида обработки: форма и размер, способ крепления. Выбор геометрии и конструкции места для крепления пластины. -
Способ стружколомания.
Все эти факторы определяют качество будущей детали, скорость выполнения операций.
Геометрические размеры резцов должны обеспечивать:
-
Максимальное время работы режущей части до величины максимального износа — стойкость инструмента.
-
Сохранение всех первоначальных настроек. Это особенно актуально при работе станков-автоматов. -
Качество обрабатываемой поверхности. -
Недопущение чрезмерного уровня вибраций.
Точного соблюдения всех условий и параметров достичь невозможно. Поэтому для обработки конкретных изделий проводится оптимизация всех критериев, в результате чего готовая деталь должна соответствовать заданным размерам и шероховатостям.
Заточка резцов
Важным условием качественного изготовления деталей является их своевременная заточка. Этот процесс выполняется на точильно-шлифовальных станках при постоянном охлаждении.
Заточка резца осуществляется в строгой последовательности. Сначала доводится главная поверхность с переходом на заднюю и вспомогательную плоскость. Затем получают ровную режущую кромку передней поверхности.
Резцы из быстрорежущей стали затачиваются электрокорундовым шлифовальным кругом. Точильный инструмент из карбида кремния используется для резцов из твердых сплавов. Применение шаблонов значительно облегчает доводку резцов.
Точильный инструмент из карбида кремния используется для резцов из твердых сплавов. Применение шаблонов значительно облегчает доводку резцов.
Предыдущая статья
Следующая статья
Получить консультацию
по инструменту, методам обработки, режимам или подобрать необходимое оборудование можно связавшись с нашими менеджерами или отделом САПР
Также Вы можете подобрать и приобрести режущий инструмент и оснастку к станку, производства Тайваня, Израиля
Отправляя заявку, вы соглашаетесь с политикой конфиденциальности
Проработать технологию, подобрать станок и инструмент
Основные виды токарных резцов по металлу
Этот материал полностью раскрывает тему токарных резцов по металлу. После знакомства с текстом станет понятно, для чего нужны эти изделия, чем они отличаются между собой и какие имеют особенности.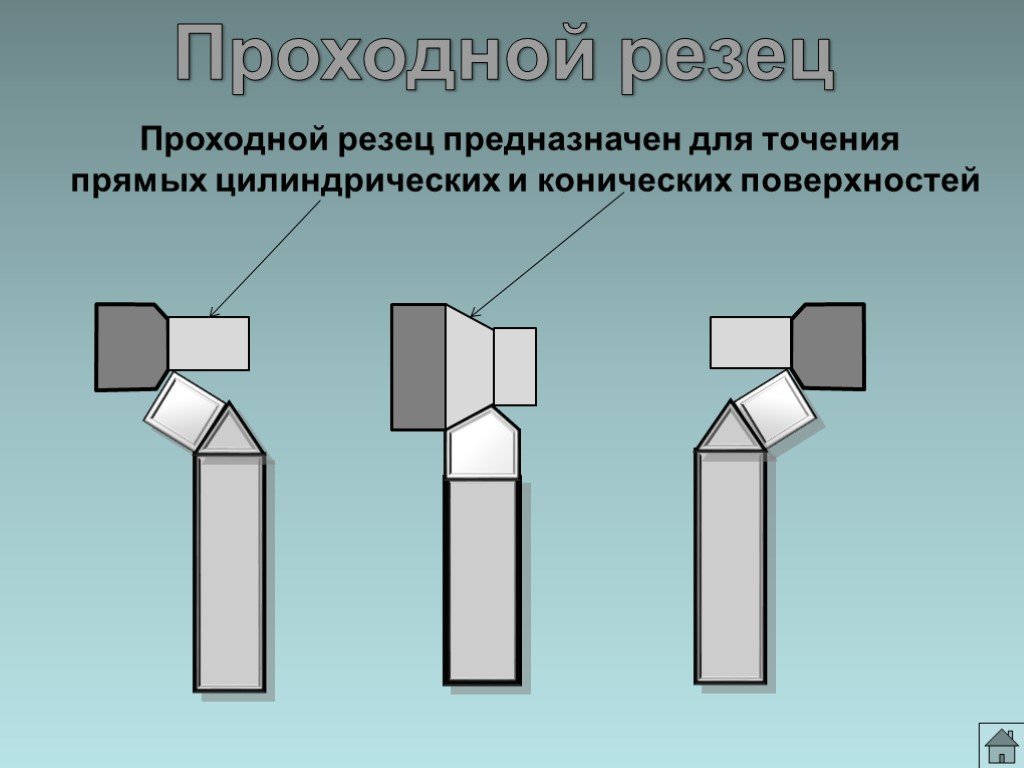 Сразу необходимо заострить внимание на характеристиках режущих поверхностей. Независимо от типа, они всегда делаются из специальных сплавов. Самыми популярными считаются Т5К10, ВК8 и т. д.
Сразу необходимо заострить внимание на характеристиках режущих поверхностей. Независимо от типа, они всегда делаются из специальных сплавов. Самыми популярными считаются Т5К10, ВК8 и т. д.
Проходные прямые резцы
По своим рабочим свойствам эти инструменты сходны с аналогами, относящимися к отогнутому типу. Но прямыми резцами сложней обрабатывать фаски. Именно поэтому работники цехов так неохотно используют изделия данного вида. А если и отдают им предпочтение, то почти всегда применяют для обработки заготовок с цилиндрической формой.
Проходные прямые резцы
Резцедержатели для таких инструментов бывают двух форм, имеющих следующие соответствующие размеры (указаны в мм):
- 25×25 — квадратные (используются не часто и преимущественно для решения нестандартных задач),
- 25×16 — прямоугольные (самые востребованные).
Купить твердосплавные напаиваемые пластины для проходных прямых резцов
Перейти
Проходные отогнутые резцы
Резцы этого типа имеют характерный отгиб рабочей части.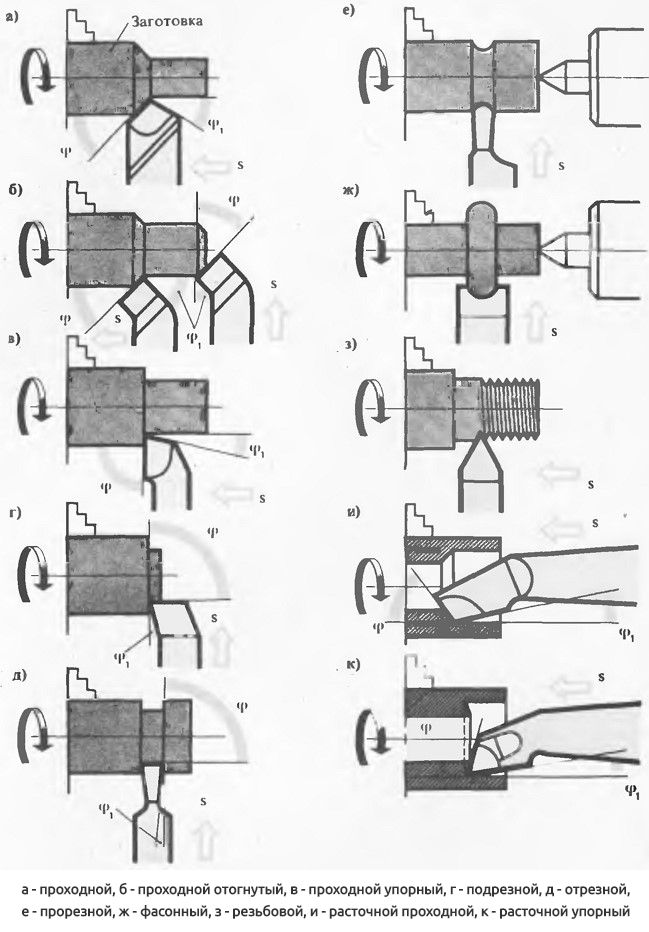 Он может иметь направление в правую или левую стороны. Применяются они в соответствии с расположением обрабатываемой детали на станке. Чаще всего применение сводится к работам на торцах будущих изделий и реже к съему фасок.
Он может иметь направление в правую или левую стороны. Применяются они в соответствии с расположением обрабатываемой детали на станке. Чаще всего применение сводится к работам на торцах будущих изделий и реже к съему фасок.
Проходные отогнутые резцы
Резцедержатели для подобных металлообрабатывающих инструментов имеют целый ряд типовых размеров (даны в миллиметрах):
- 16×10 (используются на станках для обучения токарному делу),
- 20×12 (нестандартная размерность, используется по необходимости),
- 25×16 (самый ходовой размер, используемый на большинстве станков),
- 32×20,
- 40×25 (державки с такими габаритами встречаются редко).
Характеристики таких резцов отражены в действующем ГОСТ 18877-73.
Купить твердосплавные напаиваемые пластины для проходных отогнутых резцов
Перейти
Проходные упорные отогнутые резцы
Ошибочно считать, что отогнутая часть резцов данного типа — это важнейшая конструктивная особенность.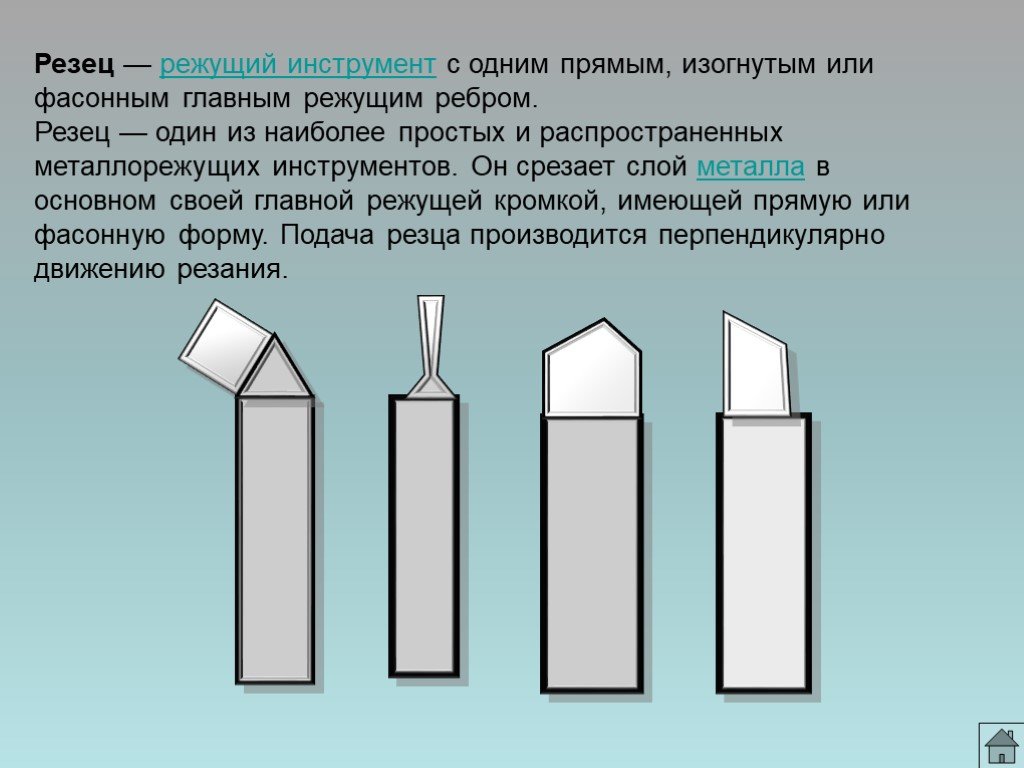 Они также могут быть прямыми! Для обозначения изделий не обязательно упоминать все нюансы их формы. Достаточно сказать, что они являются проходными упорными!
Они также могут быть прямыми! Для обозначения изделий не обязательно упоминать все нюансы их формы. Достаточно сказать, что они являются проходными упорными!
Проходные упорные отогнутые резцы
Этот тип токарных инструментов является самым универсальным и востребованным. Именно с их помощью производится резка или точение металлических заготовок, имеющих форму цилиндров. Резец подается вдоль оси вращения. При должной заточке и мастерстве специалиста он способен снимать внушительный слой стали.
Резцедержатели для подобных инструментов выполняются в следующих типоразмерах (мм):
- 16×10,
- 20×12,
- 25×16,
- 32×20,
- 40x
Инструментальные цеха производят резцы указанного типа с разнонаправленным отгибом рабочей части (как левым, так и правым).
Купить твердосплавные напаиваемые пластины для проходных упорных изогнутых резцов
Перейти
Подрезные отогнутые резцы
Визуально они очень схожи с проходными изделиями. Главное и единственное отличие в том, что у первых форма режущей пластины похожа на равносторонний треугольник с одной изогнутой гранью. При этом подрезные инструменты бывают как отогнутыми, так и упорными. Хотя второй тип встречается намного реже.
Главное и единственное отличие в том, что у первых форма режущей пластины похожа на равносторонний треугольник с одной изогнутой гранью. При этом подрезные инструменты бывают как отогнутыми, так и упорными. Хотя второй тип встречается намного реже.
Особенность работы с резцами заключается в их перпендикулярной подаче к оси вращения!
Подрезные отогнутые резцы
У изделий этого типа есть три основных размера (указаны в мм):
- 16×10,
- 25×16,
- 32x
Купить твердосплавные напаиваемые пластины для подрезных отогнутых резцов
Перейти
Отрезные резцы
Такие резцы встречаются в токарном деле чаще других. Их название говорит само за себя, указывая на основную область использования — отрезание. Изделия подаются строго перпендикулярно к оси вращения заготовки. Помимо отрезов с их помощью делают различные канавки.
Основная конструктивная особенность подобных металлообрабатывающих инструментов — очень тонкая ножка. Она позволяет сокращать потери материла при отрезании и имеет накладную пластину из сплава повышенной твердости.
Она позволяет сокращать потери материла при отрезании и имеет накладную пластину из сплава повышенной твердости.
Отрезные резцы
Для удобства использования на станках резцы отрезного типа изготавливают разнонаправленными: лево- и правосторонними. Если возникает сложность с их идентификацией, достаточно положить изделие так, чтобы режущая пластина находилась снизу. По стороне расположения ножки можно понять, к какой группе и относится инструмент.
Изделия могут предназначаться для резцедержателей следующих размеров (указано в мм):
- 16×10 (встречаются на станках для обучения),
- 20×12,
- 20×16 (оптимальный и самый популярный размер),
- 40×25 (редкая размерность, которая используется на нестандартных работах).
Купить твердосплавные напаиваемые пластины для отрезных резцов
Перейти
Резьбонарезные резцы для создания наружной резьбы
Подобные изделия призваны выполнять одни задачи — качественно создавать метрические резьбы на наружных частях обрабатываемых деталей. В случае необходимости токарь может переточить кромку для изготовления резьб других видов.
В случае необходимости токарь может переточить кромку для изготовления резьб других видов.
Резьбонарезные резцы для создания наружной резьбы
Главная отличительная черта данных резцов — их режущие пластины выполняются в виде конуса или наконечника копья. Ее изготавливают из стандартных сплавов с повышенными показателями прочности и твердости.
Имеют три типоразмера (в мм):
- 16×10 (применяются на маломощных или станках небольшого размера),
- 25×16 (самый ходовой размер),
- 32×20 (редко используемый форм-фактор).
Купить твердосплавные напаиваемые пластины для наружных резьбонарезных резцов
Перейти
Резцы для нарезания внутренней резьбы
Резцы предназначены для качественного нарезания резьбы на внутренних поверхностях заготовок. Нюанс в том, что делать это возможно на отверстиях значительного диаметра. Всему виной объемная рабочая часть, имеющая явное сходство с расточными аналогами. Но это не взаимозаменяемые инструменты, предназначенные для разных работ.
Резцы для нарезания внутренней резьбы
Резцедержатели для указанных изделий всегда имеют квадратное сечение. В их маркировке кроме двух привычных цифр имеется третья. Она указывает на длину самой державки, то есть на сколько можно погрузить резец внутрь заготовки.
Области использования инструментов ограничена. Ими можно пользоваться только на тех станках, где установлена так называемая «гитара». Она имеет одну или две пары зубчатых колес, призванных регулировать частоту вращения шпинделя.
Для наглядности представим размерность резцов в мм:
- 16x16x150,
- 20x20x200,
- 25x25x
Купить твердосплавные напаиваемые пластины для внутренних резьбонарезных резцов
Перейти
Расточные резцы для обработки отверстий глухого типа
Такими резцами обычно обрабатывают глухие отверстия разного диаметра, а для максимального удобства их рабочая часть имеет небольшой изгиб. Они внешне схожи с подрезными аналогами — режущая пластина также выполнена в форме треугольника.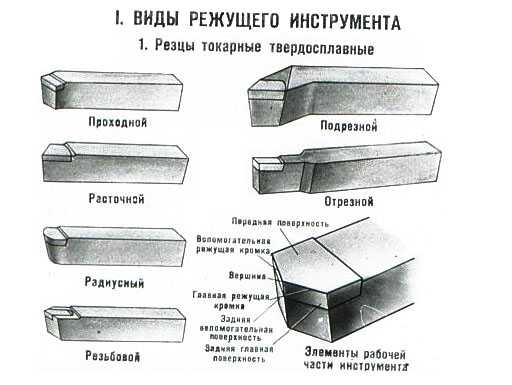
Расточные резцы для обработки отверстий глухого типа
Резцедержатели выполняют в трех основных размерах (указаны в мм):
- 16x16x170,
- 20x20x200,
- 25x25x
Размер державки напрямую влияет на диаметр обрабатываемого отверстия!
Купить твердосплавные напаиваемые пластины на расточные резцы для глухих отверстий
Перейти
Расточные резцы для обработки отверстий сквозного типа
Главная отличительная особенность подобных резцов — рабочая часть со значительным изгибом. Причем между величиной отгиба и толщиной снимаемого металла есть прямая зависимость.
Изделиями этого типа производят обработку отверстий, которые были предварительно просверлены насквозь в заготовке. Причем глубина обработки напрямую зависит от длины резцедержателя!
Расточные резцы для обработки отверстий сквозного типа
Расточные резцы имеют держатели следующих габаритов (размеры в мм):
- 16x16x170,
- 20x20x200,
- 25x25x
Все параметры инструментов регулирует ГОСТ 18882-73.
Купить твердосплавные напаиваемые пластины на расточные резцы для сквозных отверстий
Перейти
Сборные резцы для использования на токарных станках
Все предыдущие резцы обладали узкими областями применения. Но в токарной обработке существуют инструменты, способные выполнять универсальные задачи. Речь идет о резцах, называемых сборными. На них возможно установка практически любых режущих пластин (в зависимости от текущих задач). Имея такое изделия, можно выполнять различные токарные работы.
Сборные резцы для использования на токарных станках
Подобный вид резцов используется в двух случаях:
- на станках с ЧПУ,
- на специализированных токарных станках.
Они имеют практически неограниченную область применения: от обычной расточки, до контурной обработки и т. п.
Это не весь список существующих резцов. В токарном деле существуют и другие типы инструментов, например, фасонные, прорезные и т. д. В таблице вверху страницы подробно показаны все основные виды инструментов.
Типы зубов и их функции. Обзор анатомии зубов
Обзор анатомии зубов
Номер курса: 500
Пройти тест
Содержание курса
В полости рта есть 4 типа зубов:
Резцы
– Четыре передних зуба на верхней и нижней челюстях называются резцами. Их основная функция – измельчение пищи. Два резца по обе стороны от средней линии известны как центральные резцы. Два соседних зуба с центральными резцами известны как боковые резцы. Резцы имеют один корень и острый режущий край. Резцы развиваются из 4 долей, в отличие от задних зубов, которые развиваются от 4 до 5 долей. При первом прорезывании резцы имеют 3 мамелона или выпуклости на режущем крае, которые являются остатками долей, из которых развился зуб. Цингулюм является остатком 4-го мамелона и может иметь ямку, образовавшуюся в нем, где он соприкасается с язычной поверхностью зуба. Эти мамелоны режущего края обычно стираются вскоре после прорезывания при нормальной функции жевания.
 Центральные резцы имеют более острые резцовые углы, чем боковые резцы. Центральные резцы верхней челюсти также уникальны тем, что они больше, чем центральные резцы нижней челюсти. Верхнечелюстные боковые резцы часто наиболее разнообразны по своей форме. Иногда боковые резцы верхней челюсти могут иметь форму штифта и поэтому называются «латеральными штифтами». Боковые резцы верхней челюсти также могут отсутствовать врожденно. Центральный резец нижней челюсти — самый маленький зуб из всех резцов. 4
Центральные резцы имеют более острые резцовые углы, чем боковые резцы. Центральные резцы верхней челюсти также уникальны тем, что они больше, чем центральные резцы нижней челюсти. Верхнечелюстные боковые резцы часто наиболее разнообразны по своей форме. Иногда боковые резцы верхней челюсти могут иметь форму штифта и поэтому называются «латеральными штифтами». Боковые резцы верхней челюсти также могут отсутствовать врожденно. Центральный резец нижней челюсти — самый маленький зуб из всех резцов. 4 Клыки
– В ротовой полости четыре клыка. Два в верхнечелюстной дуге и два в нижнечелюстной области. Они находятся сзади и рядом с боковыми резцами. Их основная функция – разрывать пищу. У них один заостренный бугорок и один корень. У них самый длинный корень среди всех зубов. Они также служат для формирования уголков рта. Клыки имеют очень выступающий поясок, но поясок верхней челюсти более заметен, чем поясок нижнечелюстных клыков, и редко имеет ямки.
 Язычная образована одним язычным гребнем, который лежит между двумя язычными ямками. 4
Язычная образована одним язычным гребнем, который лежит между двумя язычными ямками. 4 Премоляры (бикуспиды)
– Эти зубы расположены сзади и рядом с клыками и предназначены для дробления и измельчения пищи. В полости рта восемь премоляров. По два в каждом квадранте рта. Ближайший к средней линии является первым премоляром, а самый дальний от средней линии — вторым премоляром. Эти зубы могут иметь 2-3 бугорка (у второго премоляра нижней челюсти обычно их 3). Лицевой бугорок обычно длиннее и шире язычного. В 1-м премоляре нижней челюсти язычный бугорок очень мал и обычно нефункционален. Первый премоляр верхней челюсти имеет два корня, а остальные премоляры имеют один корень. Премоляров в молочных зубах нет. Премоляры заменяют молочные моляры, когда они расслаиваются. Часто 1-й премоляр — это зуб, который удаляют при ортодонтических процедурах, чтобы освободить место для скученных зубов. 4
Моляры
— Самые задние зубы во рту — это моляры.
 У них более широкая и плоская поверхность с 4-5 буграми и самая большая коронка среди всех других зубов. Они предназначены для измельчения пищи. Моляры нижней челюсти обычно имеют 2 корня. Верхнечелюстные моляры, расположенные позади вторых премоляров, обычно имеют 3 корня. В постоянном прикусе 12 моляров, по три в каждом квадранте рта. Они называются, начиная с ближайшего к средней линии, как первые моляры, вторые моляры и третьи моляры. Хотя у некоторых людей третьи моляры развиваются не полностью, поэтому они могут различаться по размеру и форме или даже отсутствовать. Третьи моляры часто называют зубами мудрости и часто имеют сросшиеся корни. Молочные зубы содержат только восемь моляров. Моляр нижней челюсти – это первый постоянный зуб, который прорезывается во рту. 4 .
У них более широкая и плоская поверхность с 4-5 буграми и самая большая коронка среди всех других зубов. Они предназначены для измельчения пищи. Моляры нижней челюсти обычно имеют 2 корня. Верхнечелюстные моляры, расположенные позади вторых премоляров, обычно имеют 3 корня. В постоянном прикусе 12 моляров, по три в каждом квадранте рта. Они называются, начиная с ближайшего к средней линии, как первые моляры, вторые моляры и третьи моляры. Хотя у некоторых людей третьи моляры развиваются не полностью, поэтому они могут различаться по размеру и форме или даже отсутствовать. Третьи моляры часто называют зубами мудрости и часто имеют сросшиеся корни. Молочные зубы содержат только восемь моляров. Моляр нижней челюсти – это первый постоянный зуб, который прорезывается во рту. 4 .
0/17Следующая
5 типов зубов
В течение жизни у вас разовьются два разных набора зубов. В младенчестве у вас прорежутся молочные зубы, которые часто называют молочными. Со временем они заменятся вашими постоянными зубами. У вас разовьются 20 молочных зубов и 32 постоянных зуба, которые будут развиваться поэтапно. Есть пять различных типов зубов, которые прорезываются в течение жизни, каждый из которых имеет разную форму и свою функцию. У каждого зуба есть противоположный на другой стороне рта, который прорезывается примерно в то же время.
Со временем они заменятся вашими постоянными зубами. У вас разовьются 20 молочных зубов и 32 постоянных зуба, которые будут развиваться поэтапно. Есть пять различных типов зубов, которые прорезываются в течение жизни, каждый из которых имеет разную форму и свою функцию. У каждого зуба есть противоположный на другой стороне рта, который прорезывается примерно в то же время.
Резцы
Резцы — это восемь зубов, наиболее заметных в передней части рта. Всего резцов восемь, четыре сверху и четыре снизу. Их часто называют передними зубами. Эти зубы предназначены для откусывания пищи. Обычно это первые зубы, которые прорезываются, а молочные резцы появляются примерно в шестимесячном возрасте. Позже они будут заменены постоянным набором резцов, которые появятся в возрасте шести и восьми лет.
Клыки
Двигаясь наружу во рту, следующие зубы — это клыки. Эти четыре зуба являются самыми острыми зубами во рту. Цель, которую они выполняют, состоит в том, чтобы разорвать и разорвать пищу на части, облегчая ее переваривание.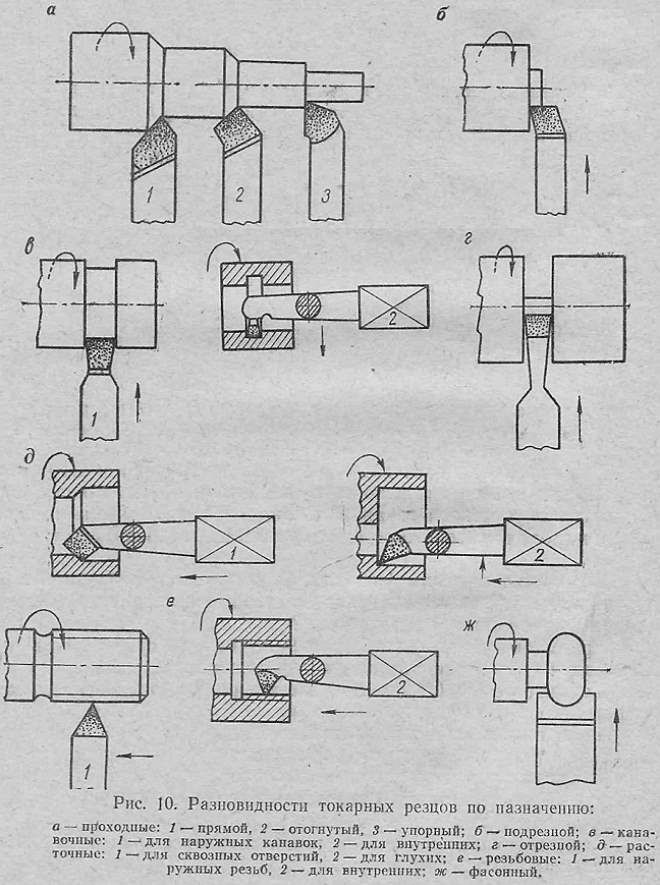 Первые клыки начинают появляться в возрасте от 16 до 20 месяцев. Для молочных клыков верхние зубы появятся непосредственно перед нижними. Их заменяют постоянные клыки. Эти зубы обычно появляются в возрасте от 9 до 12 лет. Они прорезываются напротив молочных клыков, поскольку нижние зубы обычно появляются раньше верхних. Нижние клыки обычно появляются в возрасте около девяти лет, а верхние клыки обычно появляются в возрасте около 11 или 12 лет.
Первые клыки начинают появляться в возрасте от 16 до 20 месяцев. Для молочных клыков верхние зубы появятся непосредственно перед нижними. Их заменяют постоянные клыки. Эти зубы обычно появляются в возрасте от 9 до 12 лет. Они прорезываются напротив молочных клыков, поскольку нижние зубы обычно появляются раньше верхних. Нижние клыки обычно появляются в возрасте около девяти лет, а верхние клыки обычно появляются в возрасте около 11 или 12 лет.
Премоляры
Продолжая движение наружу, премоляры или премоляры служат для пережевывания и измельчения пищи. Будет четыре премоляра: два на верхней челюсти и два на нижней. Ваши молочные премоляры обычно появляются примерно в возрасте 10 лет, а ваши постоянные премоляры обычно появляются примерно через год, примерно в возрасте 11 лет.
Моляры
Моляры, или временные моляры, выполняют основную функцию пережевывания и измельчения пищи. Их заменяют восемь постоянных премоляров, четыре на верхней челюсти и четыре на нижней челюсти.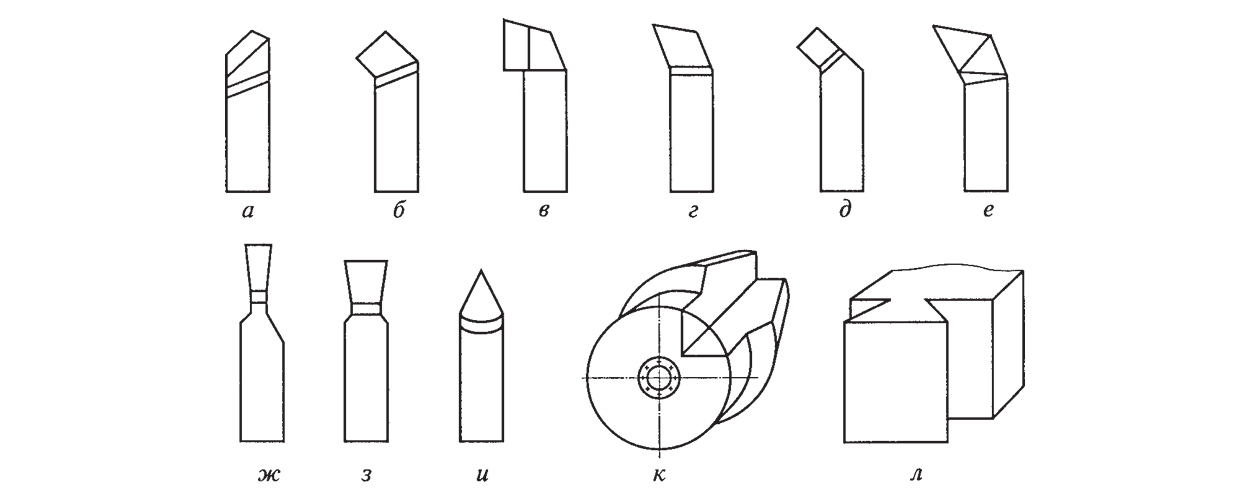 Постоянные моляры располагаются позади молочных зубов, а не заменяют их. Эти зубы впервые начинают появляться в возрасте от 12 до 15 месяцев. Первые моляры обычно прорезываются примерно в возрасте шести лет до того, как молочные моляры выпадут. Вторые моляры обычно прорезываются в возрасте от 11 до 13 лет.0003
Постоянные моляры располагаются позади молочных зубов, а не заменяют их. Эти зубы впервые начинают появляться в возрасте от 12 до 15 месяцев. Первые моляры обычно прорезываются примерно в возрасте шести лет до того, как молочные моляры выпадут. Вторые моляры обычно прорезываются в возрасте от 11 до 13 лет.0003
Третьи моляры
Последние зубы, которые разовьются, а часто и первые постоянные зубы, — это третьи моляры. Эти зубы более известны как зубы мудрости. Третьи моляры обычно не прорезываются примерно до 18-20 лет, но у некоторых людей третьи моляры вообще никогда не появляются. Эти зубы часто вызывают скученность зубов, что заставляет большинство людей удалять эти зубы.
В течение жизни у вас будет пять различных типов зубов, которые прорежутся во рту; резцы, клыки, премоляры, моляры и третьи моляры. Четыре из пяти типов появятся как молочные зубы, а затем как постоянные зубы, которые заменят молочные зубы. Единственными зубами, которые появляются только один раз, являются третьи моляры, или зубы мудрости, которые обычно появляются в возрасте от 18 до 20 лет и обычно удаляются, поскольку они вызывают переполненность полости рта. Все эти пять типов зубов служат определенной цели, когда речь идет о расщеплении пищи, чтобы сделать ее более удобоваримой. Служа такой важной цели, помимо вашей улыбки, вы хотите убедиться, что о ваших зубах заботятся должным образом. Приходите к доктору Акосте в стоматологическую клинику Hancock Village Dental, чтобы убедиться в здоровье своих зубов.
Все эти пять типов зубов служат определенной цели, когда речь идет о расщеплении пищи, чтобы сделать ее более удобоваримой. Служа такой важной цели, помимо вашей улыбки, вы хотите убедиться, что о ваших зубах заботятся должным образом. Приходите к доктору Акосте в стоматологическую клинику Hancock Village Dental, чтобы убедиться в здоровье своих зубов.
Стоматология Хэнкок Виллидж
2560 в.д. шоссе 50
Люкс 103
Клермон, Флорида 34711
352.989.5815
Отличный персонал. Я был во многих стоматологах за свои годы, но этот персонал был лучшим из когда-либо. Очень впечатлен. Гигиенист рассказал мне о моих зубах много такого, чего я никогда не знал. В офисе было очень чисто и использовалась современная техника. Меня приняли очень вовремя, ждать не пришлось. Очень рекомендую пройти эту практику!
Меня приняли очень вовремя, ждать не пришлось. Очень рекомендую пройти эту практику!
Лора Штейн
|
Флорида
Очень дружелюбный и сделал визит очень комфортным для моих детей! Им не терпится вернуться.
Дженнифер Гомес
|
Флорида
Когда ребенок говорит, что он так взволнован визитом к дантисту, для меня как для мамы это УДОВОЛЬСТВИЕ. Атмосфера просто замечательная и очень дружелюбная. Персонал феноменальный и семейный. Здесь вы должны быть для ваших стоматологических потребностей.
Всего комментариев: 0