Изготовление форм из силикона: Изготовление силиконовых форм на заказ
Содержание
Как сделать силиконовую форму для заливки гипса своими руками
Перейти к содержимому
В строительстве часто используют формы, чтобы производить различные изделия и продукцию. Самые основные из них — это полиуретановые и силиконовые. В них возможно заливать не только гипс и бетон, их также используют для изготовления ненатурального камня. Все это можно изготавливать своими руками. Даже если кажется, что нужно владеть какими-то знаниями, это ошибочное представление. Данная статья подробно расскажет, как изготовить полиуретановую форму, форму для заливки из гипса, силикона, форму для заливки гипса, бетона. Также научит мастерить своими руками матрицу для производства форм из силикона или полиуретана. Самое основное, это уяснить, как соорудить, согласно правилам, практичный образец для матрицы, которая подойдет для таких материалов, как полиуретан, формопласт и силикон.
Создание искусственного декоративного камня из гипса или бетона с использованием полиуретановых форм
Ненатуральный камень, в нынешнее время, представляет собой неплохой, прибыльный бизнес. Для открытия своего собственного дела, с перспективой дальнейшего роста, не требуется много денежных вложений. Ненатуральный камень можно легко и по всем технологиям сделать своими руками. Но, для начала важно располагать помещением с подходящей температурой, чтобы работы можно было проводить круглогодично.
Для открытия своего собственного дела, с перспективой дальнейшего роста, не требуется много денежных вложений. Ненатуральный камень можно легко и по всем технологиям сделать своими руками. Но, для начала важно располагать помещением с подходящей температурой, чтобы работы можно было проводить круглогодично.
Производство ненатурального камня требует хороших, качественных форм, которые невозможно получить без матрицы. К изготовлению образца матрицы нужно подойти очень ответственно, ведь от этого зависит прочность конечного продукта.
Некоторый считают невозможным процесс изготовления в домашних условиях искусственного декоративного камня. Но, благодаря стремлению и желанию все становится возможным. Материалы лучше иметь хорошего качества и сочетать с некоторыми добавками. Например, время схватывания силикона и его текучесть можно отрегулировать, используя катализаторы.
Этап 1. Изготовление образца для производства матрицы или для литья форм
Выпустить матрицу для производства силиконовых и полиуретановых форм своими руками, с помощью которой, будет возможен сам процесс отлива, вполне достижимо. Для изготовления матрицы, нужно приобрести или найти образец, по которому будет возможно скопировать или производить формы, идентичные представленной модели.
Для изготовления матрицы, нужно приобрести или найти образец, по которому будет возможно скопировать или производить формы, идентичные представленной модели.
Если дело касается ненатурального камня, то в данных обстоятельствах образец должен быть совершенной геометрической формы, без щелей и возможных деформированных углов. Чаще всего, для производства форм из полиуретана, для создания ненатурального камня или образца для производства форм под камень применяют разнообразное сырье. Например, гипс, гипсокартон или пенопласт. Иногда приходят к методу копирования из ненатурального или гипсового камня, но идеальным вариантом считается образец из натурального камня.
Для этого берется природный камень, нарезается тонкими пластинами (примерно 1 см) и склеивается с помощью клея. Камень должен приобрести безупречную во всех отношениях геометрию. Если имеются неровные стороны или выступы, то на помощь придут болгарка и станок, которые выровняют или уберут все ненужные детали. Готовый камень с убранными неровностями готов к наклеиванию.
Готовый камень с убранными неровностями готов к наклеиванию.
Также читайте: Пластиковые формы для фасадной плитки 3D
Этап 2. Производство матрицы для создания форм из полиуретана или силикона, формопласта, жидкого пластика
Созданную модель нужно наклеить на какую-нибудь основу, чтобы изготовить с нее матрицу. Отличным вариантом будет использование ДСП в качестве подставки. Готовую модель необходимо приклеить к ДСП с помощью силиконового герметика. Но делать это можно исключительно на глянцевой стороне подставки.
Для склеивания берется силиконовый герметик и наносится на обратную сторону заготовленной модели. Хорошенько проходятся все края и углы. Переворачивая камень, следует плотно прижать его к подносу из ДСП. Далее, шпателем аккуратно пройтись по местам стыка, следя за тем, чтобы все пузырьки воздуха исчезли. Лишний воздух ни к чему при заливке полиуретаном или силиконом. После замазывания, заготовку следует оставить до полного высыхания. После этого, настало время для сооружения бортиков для матрицы. Высота стенок должна превышать высоту наклеенного камня. Материалом для этого могут стать пластиковые, стальные или дюралевые уголки. На расстоянии приблизительно 1,5 см от готовой модели, уголки нужно прикрутить с помощью шурупов к ДСП по всему периметру.
Высота стенок должна превышать высоту наклеенного камня. Материалом для этого могут стать пластиковые, стальные или дюралевые уголки. На расстоянии приблизительно 1,5 см от готовой модели, уголки нужно прикрутить с помощью шурупов к ДСП по всему периметру.
Важно, после прикручивания, внимательно пройтись с помощью силиконового герметика по всем стыкам и углам, еще раз перепроверив надежность и герметичность конструкции. Иначе текучий полиуретан или силикон, имеющий способность проникать даже в самые малогабаритные щели, вытечет из матрицы. Чтобы весь материал хорошенько высох, лучше оставить матрицу высохнуть (около 12 часов). Рекомендуется пользоваться силиконовым герметиком для аквариумов. Его главной особенностью является исключение усадок или трещинок, которые часто появляются после высыхания. Матрица, обработанная таким герметиком, прослужит многие годы без проблем.
Убедившись в полном высыхании почти готовой матрицы, следующим этапом будет ее смазывание специализированным разделителем.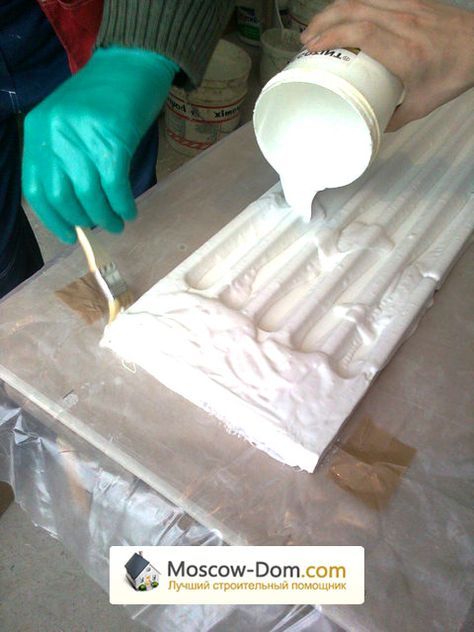 Такую смесь можно приобрести в любых строительных магазинах. Почти вся она имеет восковою основу, а отличается только производителями. Самым лучшим разделителем считается английский. После нанесения он совершенно высыхает, рассеивается и уже после нескольких часов, в приготовленную матрицу, можно вливать полиуретан, формопласт, гипс или силикон. Подойдут любые составы, применяющиеся для создания форм.
Такую смесь можно приобрести в любых строительных магазинах. Почти вся она имеет восковою основу, а отличается только производителями. Самым лучшим разделителем считается английский. После нанесения он совершенно высыхает, рассеивается и уже после нескольких часов, в приготовленную матрицу, можно вливать полиуретан, формопласт, гипс или силикон. Подойдут любые составы, применяющиеся для создания форм.
Этап 3. Правило заливания полиуретана в матрицу при изготовлении полиуретановой формы
Во — первых, следует решить с выбором самого вещества. Например, если речь идет о ненатуральном камне, то правильным будет произвести формы с полиуретана. А так, заливать разрешено любым, приспособленным для таких работ, материалом. На больших заводах и предприятиях применяют специализированную аппаратуру, которая облегчает задачу. Но, залить форму можно и своим трудом. Как это правильно делать?
Есть ненатуральные камни с разным количеством углов. Такой камень красиво смотрится и пользуется хорошей популярностью. Для него, полиуретановая форма самый лучший вариант. Она удобна и практична, легко чиститься и не создаст никаких нежелательных погрешностей. Процесс заливки – дело тонкое и тут необходим стол или какой-то другой предмет, который будет стоять четко по уровню. Готовый силикон или полиуретан (как его приготовить производители сами пишут на упаковках материала) нужно вливать медленной струей, исключая попадание и образование пузырьков воздуха. Матрицу, при этом, важно слегка наклонить в одну сторону.
Для него, полиуретановая форма самый лучший вариант. Она удобна и практична, легко чиститься и не создаст никаких нежелательных погрешностей. Процесс заливки – дело тонкое и тут необходим стол или какой-то другой предмет, который будет стоять четко по уровню. Готовый силикон или полиуретан (как его приготовить производители сами пишут на упаковках материала) нужно вливать медленной струей, исключая попадание и образование пузырьков воздуха. Матрицу, при этом, важно слегка наклонить в одну сторону.
Когда раствор достигнет нижней стенки матрицы, всю конструкцию можно опустить, и продолжить заливание материала. Оставленная на сутки, матрица застынет и примет подходящую форму.
Полностью высохнув, матрица готова к разборке. Использовать ее для производства ненатурального камня пока рано. Для лучшего закрепления, продукт желательно оставить в теплом месте на некоторое время. Это нужно для того, чтобы у формы были исключены неровности на стенках или поверхности. Особенно это касается полиуретана, так как этот материал обладает памятью и, если его согнуть и оставить так на короткое время, он останется таким. Простояв в теплом помещении, у таких форм увеличивается срок эксплуатации, независимо от того, каким раствором их будут заливать.
Простояв в теплом помещении, у таких форм увеличивается срок эксплуатации, независимо от того, каким раствором их будут заливать.
Как сделать силиконовую форму для заливки гипса
Также читайте: 3D панели из гипса: формы для изготовления
Полиуретан и силикон боятся холода, поэтому самая оптимальная температура воздуха составляет от 25 градусов. Если будет прохладно, материал закристаллизуется и его можно будет только выбросить.
Важно! Если по какой-то причине полиуретан закристаллизуется, хотя срок годности еще хороший, не следует торопиться его утилизировать. Устремив на него теплый поток воздуха, полиуретан способен стать опять пригодным для дальнейшего пользования.
Если производство формы вы делаете собственноручно, тогда не стоит покупать полиуретан, рассчитанный для машинной переработки. Он застывает очень быстро, поэтому внимательно читайте упаковку. Также есть полиуретан, направленный на изготовление лепнины, лепки или прочих архитектурных подделок, а для заливки матриц он не годится.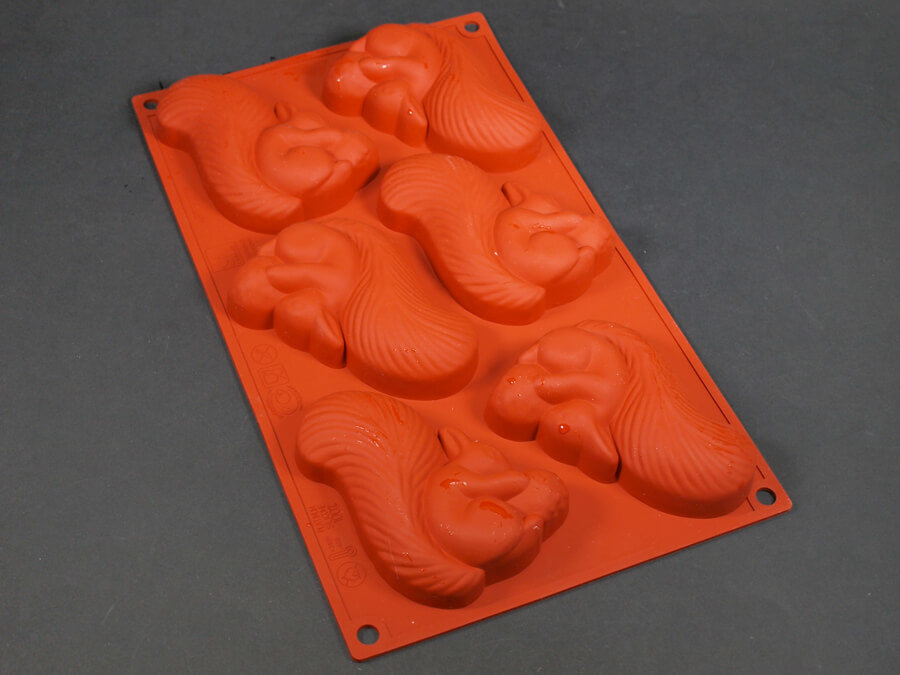
Посмотрите видео: Как сделать силиконовую форму для заливки гипса
https://youtube.com/watch?v=7DJJIrmplVE
После высыхания формы готовы к эксплуатации. В них можно заливать разный раствор, будь то гипс, бетон или другие полимеры. Больше статей по технологии изготовления изделий из гипса и бетона читайте в рубрике: Статьи
Похожая запись
Adblock
detector
Все о литье пластмасс и пластиков в силиконовые формы, изготовление силиконовых форм
Одна из специфик производственной деятельности компании «3D Print spb» – это изготовление силиконовых форм для литья, которые являются одним из самых важных этапов в процессе прототипирования и тиражирования различных изделий.
Литье в силиконовые формы (литье в вакууме) — получение изделий путем заливки двухкомпонентного материала через силиконовую форму. Технология литья быстрым и популярным способом создания изделий из полимерных материалов. В силикон льются пластики, резиноподобные материалы пены и воск.
В силикон льются пластики, резиноподобные материалы пены и воск.
Технологию вакуумного литья в силиконовые формы используют при:
- Прототипировании изделий;
- Проверке работоспособности изделия и отработке дизайна;
- Тиражировании, мелкосерийном и штучном производстве;
- Получение точных копий и мастер-моделей;
- Воссоздание поврежденных деталей или корпусов.
Тип формы для литья выбирается в зависимости от технологии литья, от поставленной задачи, а так же от характеристик материала самой формы и отливаемого изделия.
Силиконовые формы бываю открытого и закрытого типа, разрезные и составные, блочные и т.д., самое важное в процессе изготовления форм для литья — это получение отливки необходимого качества в итоге.
Как мы создаем силиконовые формы
- В процессе литья сначала идет подготовка и доработка мастер модели (если она требуется) до необходимого размера и качества её поверхности, в соответствии с технологическими характеристиками используемого материала для формы и будущих отливок.

- На прототипе формируются технологические элементы: литники, крепежные узлы, выпоры. Определяются глубокие отверстия и пазы, которые в целях повышения точности конструкции требуется усилить.
- Далее готовим опалубку и закладные. Герметизируем опалубку и фиксируем в ней мастер модель , если требуется, то обрабатываем специальным разделительным составом. Важно, чтобы объем и размеры технологической емкости превышали размеры получаемой формы.
- Подготавливаем материал для заливки – замешиваем силикон и производим вакуумирование (дегазацию) материала.
- Затем в подготовленную опалубку заливается приготовленная смесь силикона.
- Литье в силикон происходит в условиях технологического вакуума, благодаря чему из жидкой смеси удаляются пузырьки воздуха и газов.
- Процесс полимеризации (отверждения) силиконовой формы происходит при определенной температуре и длится, в зависимости от материала, от 1 суток до недели.
- Затвердевшая форма проходит очистку и просушку.
 И подготавливается к применению в качестве формы для литья
И подготавливается к применению в качестве формы для литья
Два типа силиконовых форм
Формы из силикона на оловянной основе
При помощи форм из такого силикона можно лить пластиковые детали технического назначения, корпусов, сувениров и декоративных элементов. Так же, придерживаясь методов литья, мы используем пластики, предназначенные для промышленных изделий, обладающие специфическими свойствами под конкретные задачи.
Формы из силикона на платиновой основе
Силиконы для создания детализированных изделий, могут использоваться для литья воска, смол, полиуретанов, но не работают с латексом, серой и некоторыми другими соединениями. Эти формы так же возможно использоваться для литья пищевых продуктов, таких как шоколад, желе или муссы.
Особенности работы
Преимущество литья в том, что прочности силиконовой формы достаточно, чтоб выполнить литье в силикон ограниченной партии изделий. Максимальное количество циклов заливки зависит от типа силикона, формы и материалов, применяемых при тиражировании. Оптимальный выбор этой технологии подходит для тиража до 500-1000 штук изделий.
Оптимальный выбор этой технологии подходит для тиража до 500-1000 штук изделий.
Изготавливаем на заказ силиконовые формы:
- Формы для отливки корпусов и деталей;
- Формы для литья сувенирной продукции;
- Формы для отливки технических изделий;
- Формы для литья декоративных изделий;
- Формы для литья под давлением;
- Формы для литья пластмасс\пластика\полиуретанов;
- Силиконовые формы для гипса и искусственного камня;
- Силиконовые формы для свечей и мыла и пр.
Получить консультацию по поводу стоимости изготовления силиконовых форм для литья, и сделать заказ вы можете по электронной почте [email protected]
Какие материалы мы льем в силикон
В прошлой статье мы описывали технологию изготовления деталей — литье в силикон — в общих чертах, рассказывали, как происходит процесс создания форм, заливка пластика или других материалов. Сегодня мы поговорим о том, что можно изготавливать этим способом и какие изделия вы в результате получите.
Пластик общего назначения
Из двухкомпонентного пластика можно лить что угодно с наличием мастер-модели и силикона. Его изначальный цвет белый, поэтому с помощью пигментов ему можно придать любой однородный цвет. Самый популярный черный, но мы не ограничиваемся в подборе цвета.
Полиуретаны
Бывают разной твердости, могут использоваться так же для литья бетона. Яркие цвета могут быть достигнуты добавлением пигментов.
Полиуретан – это пластичный материал, который существует в разных формах. Он может быть жестким или мягким и находит применение в самых разных областях, таких как: ролики и шины, детали для автомобилей, покрытиях и изоляции.
Также, полиуретан является эластомером, материалом, который после растяжения возвращается в свое исходное состояние. Полиуретан также устойчив к контакту с химическими жидкостями, маслами, ультрафиолетовыми лучами, бактериями и грибками.
Самый распространенный способ производства изделий из полиуретана – это литье. С его помощью изготавливаются такие продукты как втулки, манжеты, кольца, подшипники, самосмазывающиеся детали, запчасти подвески, уплотнительные элементы для гидравлических и пневматических механизмов.
С его помощью изготавливаются такие продукты как втулки, манжеты, кольца, подшипники, самосмазывающиеся детали, запчасти подвески, уплотнительные элементы для гидравлических и пневматических механизмов.
В создании изделий из данного полимера методом литья применяются три технологии: ротационное литье, свободное литье в форму и литье под давлением.
Выбор формы для литья полиуретанов зависит от планируемого тирада изделий — в силиконовые формы мы выполняем периодическое, небольшое количество изделий, а в пресс-формы льем большие, ежемесячные тиражи.
Полиуретаны — это недорогой эластомер с выдающимися техническими характеристиками, которые сочетают в себе эксплуатационные преимущества высокотехнологичных пластиков, металлов и керамики, а также упругость и гибкость резины.
- Отливки из полиуретана стойкие к истиранию, упругие и устойчивы к маслам и жирам. Полиуретаны часто выбираются в тех случаях, когда речь идет о стойкости к механическому воздействию: растяжению, несущей нагрузки, ударам, разрывам, сжатию и долгопрочности.

- Литые полиуретаны — это прочные, эластичные материалы, которые долгое время могут сохранять первоначальную форму.
- Полиуретан не взаимодействует с другими материалами и поэтому его можно применять в связке со сталью, алюминием, стекловолокном и пластиком.
- Детали из полиуретана можно изготовить с различной твердостью по Шору.
- В отличие от пластика, полиуретан менее хрупкий, поэтому его предпочтительно выбирать при высоких нагрузках на производстве.
Разместить заказ на литье полиуретанов вы можете по электронной почте: [email protected]Выбор силикона для формы
Силикон так же бывает разной твердости и подбирается в зависимости от технологии литья. Он может использоваться для формования абсолютно разных материалов от воска до бетона. Так же есть силикон для снятия форм с лица, рук и других частей тела человека.
Другие виды форм
Так же мы изготавливаем металлические пресс-формы для литья под давлением, стальные и алюминиевые. Этот метод подходит для быстрой отливки больших тиражей одинаковых деталей.
Этот метод подходит для быстрой отливки больших тиражей одинаковых деталей.
Пищевой силикон и формы из пищевого силикона
Пищевой силикон — это тип силикона, который можно использовать для литья, например, шоколада, мармелада или других кондитерских изделий. Он не токсичен и не содержит химических наполнителей или побочных продуктов, что делает его абсолютно безопасным. Молекула силикона состоит из кремния и кислорода. Из-за своей упругости, не пористой поверхности и инертности, силикон для пищевых продуктов иногда называют «мягким стеклом».
Как изготавливают формы из пищевого силикона?
Процесс изготовления формы из силикона достаточно прост: мы берем пластиковую мастер-модель готового изделия (или несколько, если необходимо, чтобы в форму можно было заливать сразу несколько изделий), заливаем смешанную двухкомпонентную субстанцию, ждем отверждения и сушим. Спустя сутки можно уже получить готовую силиконовую форму для литья ваших нужд!
Наш силикон подходит для литья не только продуктов питания, он так же используется для литья прототипов для ювелирных изделий или литья сувенирной продукции. Метод литья в силикон идеально подходит для литья небольших партий изделий, не доходящий до тысячных тиражей. В ином случае применяется метод литья через стальную или алюминиевую пресс-форму, но что не подходит для литья пищевых продуктов.
Метод литья в силикон идеально подходит для литья небольших партий изделий, не доходящий до тысячных тиражей. В ином случае применяется метод литья через стальную или алюминиевую пресс-форму, но что не подходит для литья пищевых продуктов.
Изготовление форм из пищевого силикона
Так же мы можем делать молды для мыла, бомбочек для ванн или любых пластиковых изделий. Литье пластмасс через силиконовую форму или пресс-форму значительно удешевляет готовый продукт и экономит ваше время, позволяет получать одинаковые, тиражные изделия. Для пластиков у нас так же есть красители, которые окрашивают сразу всю массу. Формам так же можно придать практически любой цвет.
Подробнее о технологии литья пластика
Большой выбор полиуретановых смол, позволяет литейщикам подобрать для заказчика максимально подходящий по физическим и механическим свойствам материал. Как правило, в процессе литья все полиуретановые смолы можно подкрасить пигментом, тем самым литейщик может получать на выходе качественное «цветное» изделие, ну а заказчик — качественный продукт.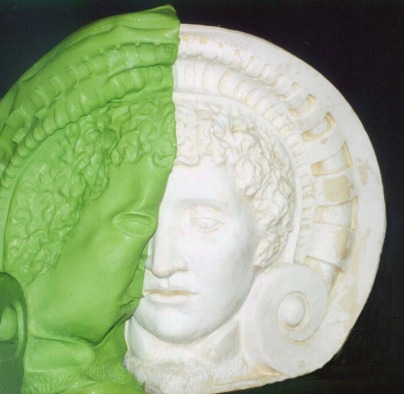
Для создания качественной силиконовой литьевой формы необходимо:
- Качественный прототип
Качественный силикон с высокими показателями того что необходимо заказчику. (Это может быть и показатели на разрыв увеличение или уменьшение количества отливок, мягкость силикона влияет на то какая сложная деталь будет отливаться и т.д.) - Вакуумная камера для дегазации силикона
Зачем делать дегазацию? Если залить прототип не дегазированным силиконом то пузыри образованные при перемешивании могут прилипнуть к поверхности прототипа, образовав ненужную полость. При заливе полиуретановым пластиком этот пузырь появится в виде нароста на отливке. Или возможен другой вариант. Пузырь не прилипает, а находится очень близко от поверхности прототипа и образовывается тонкая стенка между прототипом и пузырем. После 10 – 15 отливки стенка начинает деформироваться в сторону, где находится отливка, тем самым образуя на поверхности отливки раковины.
Ну, а теперь расскажу о подводных камнях которые могут вас подстерегать при заказе литья в силиконовую форму.
Миф:
- Силиконовая форма какая бы она не была крутая, даже качественные материалы не держат более 35 съемов. Этот показатель можно увеличить за счет обработки специальными аэрозолями, т.е. перед каждой заливкой полиуретана делать обработку силиконовой формы, и делать смазывание её определенными компонентами.
- В любой силикон можно заливать любой полиуретан. Это не так рекомендуется использовать полиуретаны и силиконы одного производителя. Об этом нужно уточнять при заказе. Почему? Химическая реакция она и есть химическая реакция, силикон не вечен, можно убить форму даже через 2 отливки.
- Силиконовые формы делают все кому не лень! Если так рассуждать то все делают но все тогда должны получать качественный продукт!
Доверяйтесь профессионалам, пусть ваша силиконовая форма будет дороже, но технологический процесс её изготовления не будет нарушен! Пусть ваша форма будет сделана из высококачественного силикона! Пусть прототип ваш будет высоко точным и качественным! Тогда Вы получите максимальные показатели по количеству отливок, вы получите максимально качественные отливки и все это в максимально короткие сроки.
Метод холодного отвержение — что это?
К нам часто поступают запросы на изготовлений изделий небольшими партиями, но с достаточно ужатыми сроками и высоким требованием к качеству. Печатать серию на 3D-принтере клиенту не всегда выгодно, а большой тираж не нужен. Что в этом случае делать?
Мы предлагаем оптимальное в данном случае решение – сделать силиконовую форму и отливать изделия методом холодного отверждения. Быстро, доступно и сохраняется всем необходимое качество. Теперь рассмотрим, что для этого нужно.
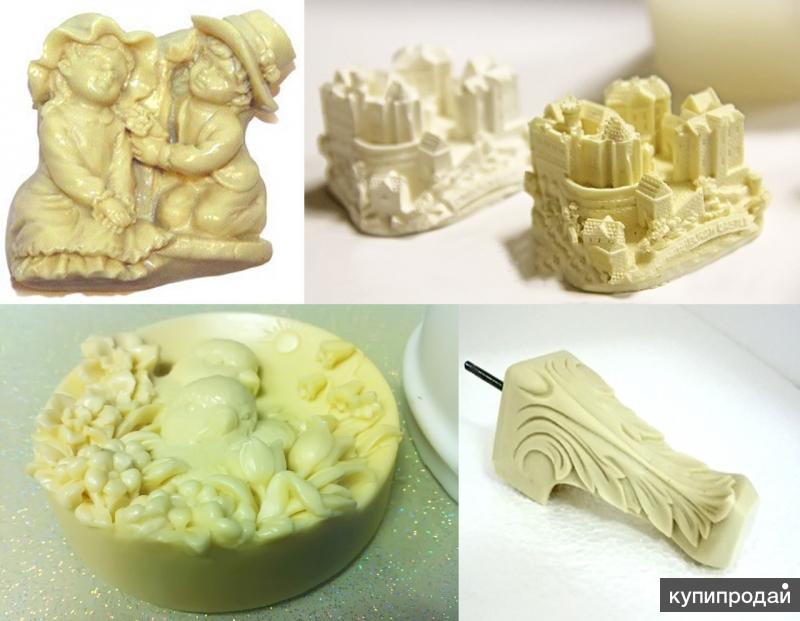
- Мастер-модель. Многие не понимают, что это такое и зачем нужно. Мастер-модель используется как слепок для создания формы, в которую в дальнейшем заливается пластик и получается готовое изделие. Есть много видов форм по способу изготовления и несколько примеров вы можете увидеть на фото. Мастер-моделью может выступать уже имеющееся у вас изделие, форма с точностью повторит его силуэт. Так же ее можно напечатать методом 3D-печати.
- Изготовление силиконовой формы.
 Далее с мастер-модели изготавливается силиконовая форма, повторяющая ее внешние размеры. Ресурс формы ограниченный, но выдержит малый тираж, который требуется, например, для опытной партии изделий.
Далее с мастер-модели изготавливается силиконовая форма, повторяющая ее внешние размеры. Ресурс формы ограниченный, но выдержит малый тираж, который требуется, например, для опытной партии изделий. - Заливка пластика. После того, как силиконовая форма застынет и высохнет, в нее можно заливать пластик. Время застывания зависит от материала. В среднем требуется час, чтобы мы смогли увидеть первую отливку. Так же в пластик можно добавить любой пигмент и получить желаемый цвет.
- Готовое изделие. Мы можем делать различные работы — от сувенирной продукции до деталей технического назначения, и преимущество литья в этом случае — доступная стоимость и высокое качество. Обращайтесь!
Что получается
Литье пластмасс и резиноподобных материалов в силиконовые формы — все еще актуальная и интересная технология, с помощью которой можно делать большое множество изделий, как технических, так и декоративных. Один из самых популярных запросов на данный момент — литье корпусов через силиконовые формы, так как чаще всего нашим заказчикам не нужен большой тираж изделий, но необходимы функциональные, работающие детали с хорошей поверхностью и которое выдерживает определенные нагрузки.
Один из самых популярных запросов на данный момент — литье корпусов через силиконовые формы, так как чаще всего нашим заказчикам не нужен большой тираж изделий, но необходимы функциональные, работающие детали с хорошей поверхностью и которое выдерживает определенные нагрузки.
Мы льем в силикон как составляющие детали из пластика и резины, так и готовые изделия, цельные или составные корпуса. Мы справляемся с тонкостенными изделиями, деталями сложным форм, изготавливаем мастер-модели (методом 3D-печати или фрезеруем), подбираем необходимые материалы и конечный цвет.
Работа начинается с 3D-модели или чертежа, по которым мы подбираем оптимальный процесс изготовления. Изготовление деталей литьем — процесс быстрый, но важной составляющей является подготовительная работа. Если у вас уже есть мастер-модель, с которой мы можем снять силиконовую форму, то готовые детали можно получить в течении нескольких суток. Если нет, то на изготовление мастер-модели может уйти некоторое количество времени в зависимости от ее сложности и технологии изготовления.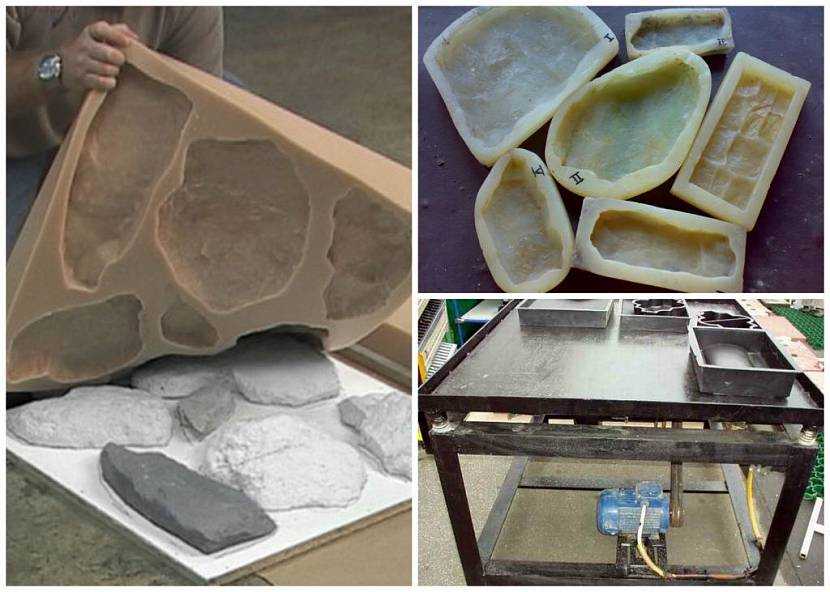
Размеры для двухкомпонентного литья пластмасс особого значения не имеют, мы льем в силикон как маленькие детали, так и большие, габаритные изделия. Мелкосерийное литье пластмасс подходим тем, кому нужны небольшие партии как единоразово, так и раз в месяц, в квартал или год — мы упаковываем и храним мастер-модели и формы на складе, чтобы использовать их тогда, когда это нужно нашим заказчикам.
При мелкосерийном производстве, технология литья в силикон наиболее выгодна для производителя, за счет не дорогой стоимости силикона и скорости воспроизводства формы. Зачастую, при мелкосерийном производстве делать дорогую металлическую форму не рентабельно, ресурсоемко и времени на производство такой формы уходит в десятки, а то и в сотни раз больше.
Производство наградной продукции из пластика
Производство! Как это громко! Жалко что выкорчевали с корнем это, остались только перекупщики китайского барахла, европейских “качественных товаров”.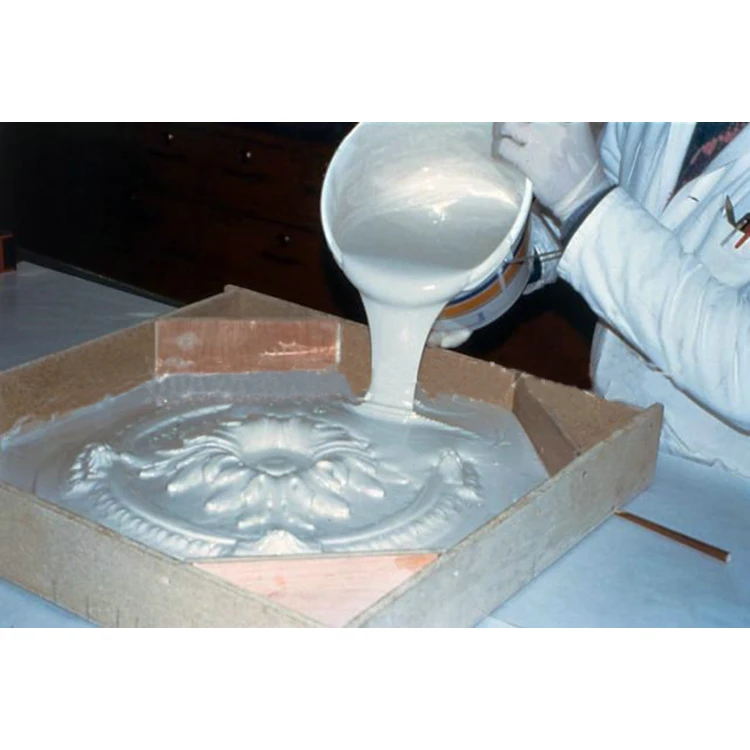 А оно совсем рядом! Расскажу я вам, как делают вот такого мужика. Это на самом деле кубок по бодибилдингу.
А оно совсем рядом! Расскажу я вам, как делают вот такого мужика. Это на самом деле кубок по бодибилдингу.
Здесь следует сказать, что на самом деле, мужик этот не бронзовый. Это имитация пластика под бронзу. У каждого клиента свои пожелания и свой бюджет. Каждое техническое задание имеет свой объем работ и свою цену.
- Первым делом скульптор лепит модель. Сперва это пластилиновая модель , после этого скульптор снимает силиконовую форму с пластилина и отливает будующую мастер модель в гипсе. Гипс полируется доводится до ума и становится полноценной мастер моделью. Изготовленная мастер модель готова для дальнейшего производства.
- Теперь мы определяем линию разъема на нашей фигурке. Линия разъема это очень важная составляющая, потому как если не правильно её определить то деталь будет с трудом выходить из нашей формы а тем самым срок службы силиконовой формы может сократится. Ставим линию разъема)))
- Пластилин хорошо держит форму и хорошо держится на мастер модели.
 По контуру фигурки ставим “колбаску” ))). Это специальное приспособление “КЛЮЧ”. Он предназначен для четкого позиционирования 2х половинок силиконовой формы. А также такой вид ключа дает возможность плотно закрыть силиконовую форму в месте соединения. Всем рекомендую кто делает составные формы.
По контуру фигурки ставим “колбаску” ))). Это специальное приспособление “КЛЮЧ”. Он предназначен для четкого позиционирования 2х половинок силиконовой формы. А также такой вид ключа дает возможность плотно закрыть силиконовую форму в месте соединения. Всем рекомендую кто делает составные формы. - Теперь бензином с ватной палочкой удаляем остатки пластилина на мастер модели. А также замазываем заусенцы на пластилиновой линии разъема, будущей силиконовой формы.
- Теперь пришло время для силикона. Используем 2х компонентный силикон холодного отверждения. Форму будем делать корковую, по этому наносить будем силикон кистью. Этот способ очень сильно экономит деньги, но не время))). Торопиться нам некуда поехали… Тщательно промазываем мелкую деталировку на мастер модели “Тычками”. Повторяем процедуру несколько раз до тех пор пока силикон не будет толщиной 5-10 мм.
- После этого оставляем силикон в покое до полной полимеризации, и делаем для поддержки формы корковую часть из гипса, ее можно проармировать добавив бинт или марлю.

- Тоже самое делаем и со второй половиной. после этого разбираем нашу силиконовую форму и наслаждаемся полученным результатом.
- Теперь тщательно просушив силиконовую форму можно приступать к лить пластмассы. (Двух компонентный полиуретан). Поехали….. Без остановок)))
- Бравые ребята выпрыгивают из силиконовой формы как горячие пирожки)))) Как говориться сперва долго запрягаешь потом быстро едешь))) . Осталась теперь самая малость. Убрать облой. Облой это остатки пластмассы на линии разъема силиконовой формы. Удаляем…
- Теперь красим фигурки и ставим на подиум. Собственно Приз готов. В следующих статьях обязательно расскажу как обойтись без покраски а сразу при заливке пластмассы в силиконовую форму добиться эффекта металла (бронзы, серебра, золота).
- Собственно, на этой ноте мы и заканчиваем свой рассказ как происходит создание и подготовительные работы по литью в силиконовые формы. Теперь, можете ознакомиться с фотоотчетом процесса нашей работы!
Предлагаем вашему вниманию очередную работу литейной мастерской на тему кинематографа. Это все тот же проект «Сталинград».
Это все тот же проект «Сталинград».
Мало того что пистолеты полностью повторяют фактуру оригинала, так они еще и резиновые. Я лично держал эту бутафорию в руках, и с расстояния 30 см я не отличил что это не «железный» пистолет. Только когда берешь его в руки понимаешь — «игрушка».
Не думаю что каскадеры на съемочной площадке будут заниматься анти стрессом и думать о том каким образом изготовлено это резиновое оружие. Но одно могу сказать точно — безопасно при использовании. Жалко что в наше время не было такого. Пистолеты и автоматы мы строгали из деревянной доски. Литьё в силикон не заменимо при тираже меньше 1000 единиц продукции. Качество на высшем уровне.
Изготовление мастер модели для литья в силикон
Мастер-модель для литья — это изделие в натуральную величину, при помощи которого изготавливается силиконовая форма. Мастер можно сделать вручную, что подходит для художественного литья и тиражирования эксклюзивного продукта, может быть изготовлен с помощью фрезеровки или напечатан на 3D-принтере.
Выбор технологии зачастую зависит от геометрии конечного изделия и желаемого качества поверхности. Например, глянцевая поверхность требует дополнительных временных затрат.
В области 3D-печати есть много вариантов выбора материала в разной ценовой категории. Например, наиболее точный мастер с хорошей поверхностью получится из фотополимера. Так же максимальной детальности можно добиться печатью воском — ее часто используют в ювелирной промышленности.
При методе фрезерной обработки можно так же использовать воск, модельный пластик, капролон или МДФ — выбор зависит от ваших конечных целей. Но если у вашего изделия сложная конструкция, то его не всегда можно исполнить на фрезерном станке, поэтому в таких случаях мы предлагаем 3D-печать.
Мы так же делаем силиконовые формы на основе ваших мастер-моделей и образцов. Помимо изготовления форм мы занимаемся литьем пластмасс и резиноподобных материалов, поэтому сможем помочь вам сделать первый тираж вашего продукта.
Получить консультацию по поводу стоимости изготовления силиконовых форм для литья, и сделать заказ вы можете по электронной почте stas@3dprintspb.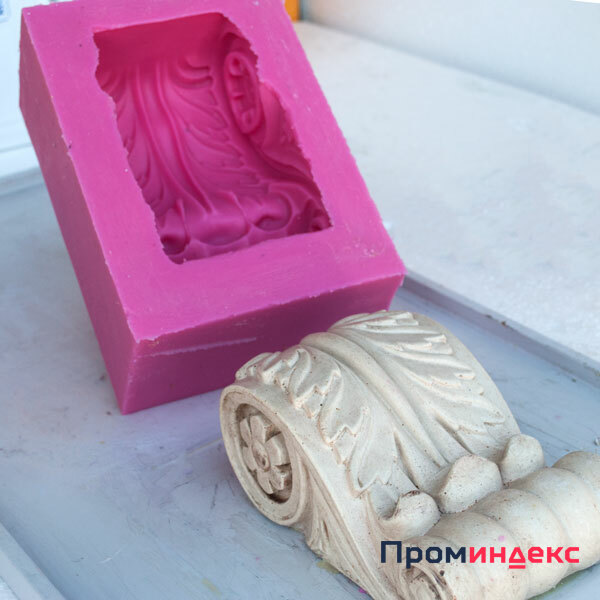 com
com
Mold Star™ 30 Информация о продукте
Характеристики
Силиконы Mold Star™ при отверждении превращаются в мягкие, прочные каучуки, устойчивые к разрыву и демонстрирующие очень низкую усадку в течение длительного времени. Формы, изготовленные с использованием Mold Star™ , долго сохранятся в вашей библиотеке форм и подходят для литья воска, гипса, смол и других материалов. Вулканизированная резина Mold Star™ обладает термостойкостью до 450°F (232°C) и подходит для литья сплавов металлов, плавящихся при низких температурах. Примечание. Каучуки Mold Star™ не предназначены для изготовления форм кистью.
Примечание. Этот продукт не отверждается на поверхностях, содержащих серу, даже в запечатанном виде.
› Щелкните здесь, чтобы просмотреть другие силиконовые изделия Mold Star™.
Инструкции
Безопасность — Используйте в хорошо проветриваемом помещении (вентиляция размером с комнату).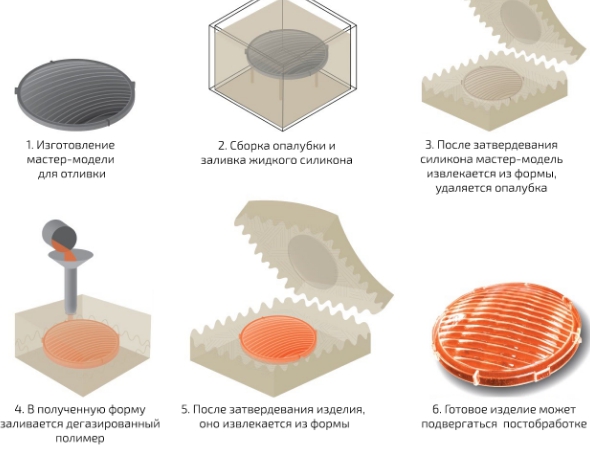 Носите защитные очки, одежду с длинными рукавами и резиновые перчатки, чтобы свести к минимуму риск загрязнения. Надевайте только виниловые перчатки. Латексные перчатки препятствуют отверждению резины. Хранить и использовать материал при комнатной температуре (73°F/23°C). Более высокие температуры значительно сокращают рабочее время и время отверждения. Хранение материала при более высоких температурах также сократит полезный срок годности неиспользованного материала. Эти продукты имеют ограниченный срок годности и должны быть использованы как можно скорее.
Носите защитные очки, одежду с длинными рукавами и резиновые перчатки, чтобы свести к минимуму риск загрязнения. Надевайте только виниловые перчатки. Латексные перчатки препятствуют отверждению резины. Хранить и использовать материал при комнатной температуре (73°F/23°C). Более высокие температуры значительно сокращают рабочее время и время отверждения. Хранение материала при более высоких температурах также сократит полезный срок годности неиспользованного материала. Эти продукты имеют ограниченный срок годности и должны быть использованы как можно скорее.
Ингибирование отверждения — Силиконовый каучук, отвержденный добавкой, может быть ингибирован некоторыми загрязняющими веществами в моделируемой модели или на ней, что приводит к липкости на границе раздела модели или к полному отсутствию отверждения по всей форме. Латекс, сернистые глины, некоторые деревянные поверхности, недавно отлитый полиэфирный, эпоксидный или уретановый каучук могут вызвать ингибирование. Если совместимость между резиной и поверхностью вызывает беспокойство, рекомендуется провести небольшой тест. Нанесите небольшое количество резины на некритическую область рисунка. Ингибирование произошло, если каучук стал липким или не отвержденным по истечении рекомендуемого времени отверждения. Для предотвращения ингибирования обычно эффективно нанесение одного или нескольких слоев прозрачного акрилового лака на поверхность модели. Перед нанесением резины дайте любому герметику полностью высохнуть.
Если совместимость между резиной и поверхностью вызывает беспокойство, рекомендуется провести небольшой тест. Нанесите небольшое количество резины на некритическую область рисунка. Ингибирование произошло, если каучук стал липким или не отвержденным по истечении рекомендуемого времени отверждения. Для предотвращения ингибирования обычно эффективно нанесение одного или нескольких слоев прозрачного акрилового лака на поверхность модели. Перед нанесением резины дайте любому герметику полностью высохнуть.
Даже с герметиком силиконы Mold Star™ не отверждаются на поверхностях, содержащих серу. Если вы не уверены, содержит ли ваша глина серу, проведите небольшой тест на совместимость, прежде чем использовать ее для важного проекта.
Нанесение разделительного состава — Хотя это обычно не требуется, разделительное средство облегчает извлечение из формы при литье на большинство поверхностей. Ease Release™ 200 — проверенный антиадгезив для отделения силикона от силикона или других поверхностей. Продукты Mann Ease Release™ можно приобрести у Smooth-On или у вашего дистрибьютора Smooth-On.
Продукты Mann Ease Release™ можно приобрести у Smooth-On или у вашего дистрибьютора Smooth-On.
Поскольку нет двух совершенно одинаковых приложений, рекомендуется небольшое тестовое приложение для определения пригодности для вашего проекта, если производительность этого материала вызывает сомнения.
Измерение и смешивание — Прежде чем начать, предварительно смешайте компоненты A и B по отдельности. После дозирования требуемых количеств частей A и B в емкость для смешивания (1A:1B по объему) тщательно перемешайте , убедившись, что вы несколько раз очистили стенки и дно емкости для смешивания. Резина должна быть однородного цвета без полос.
Опционально… Вакуумная дегазация — Вакуумная дегазация, хотя и не является обязательной, помогает удалить любой захваченный воздух в текучем силиконовом каучуке. После смешивания компонентов A и B вакуумируйте материал в течение 2-3 минут при 29 дюймах ртутного столба, убедившись, что в контейнере осталось достаточно места для расширения продукта.
Заливка — Для достижения наилучших результатов выливайте смесь в одно место в самой нижней точке защитного поля. Пусть резина ищет свой уровень. Равномерный поток поможет свести к минимуму захваченный воздух. При использовании в качестве материала формы жидкая резина должна выровняться не менее чем на 1/2 дюйма (1,3 см) над самой высокой точкой поверхности модели.
Отверждение — Mold Star™ 30 необходимо дать отвердеть в течение 6 часов при комнатной температуре (73°F/23°C) перед извлечением из формы.
Термическое отверждение — Время извлечения из формы можно сократить, применяя мягкое нагревание. Пример: После заливки каучука Mold Star™ 16 при комнатной температуре поместите форму в горячий бокс или промышленную печь при температуре 140°F (60°C). Это сократит время извлечения из формы секции толщиной 1/2 дюйма (1,3 см) примерно до 10 минут. Примечание: Время зависит от толщины формы.
Добавление соответствующего количества ускорителя отверждения Plat-Cat™ также сократит время извлечения из формы. Жизнеспособность и время отверждения можно увеличить, используя замедлитель отверждения Slo-Jo™ . Не отверждайте резину при температуре ниже 65°F/18°C.
Производительность и хранение пресс-формы — Физический срок службы пресс-формы зависит от того, как вы ее используете (материалы литья, частота и т. д.). Отливка абразивных материалов может быстро разрушить детали формы, в то время как отливка неабразивных материалов (воск) не повлияет на детали формы. Перед хранением форму необходимо очистить мыльным раствором и вытереть насухо. Формы из двух частей (или более) должны быть собраны. Формы должны храниться на ровной поверхности в прохладном, сухом месте.
Mold Star™ 15 SLOW Информация о продукте
Инструкции
Примечание. Этот продукт не отверждается на поверхностях, содержащих серу, даже в запечатанном виде.
Этот продукт не отверждается на поверхностях, содержащих серу, даже в запечатанном виде.
Безопасность — Используйте в хорошо проветриваемом помещении (вентиляция размером с комнату). Носите защитные очки, одежду с длинными рукавами и резиновые перчатки, чтобы свести к минимуму риск загрязнения. Надевайте только виниловые перчатки. Латексные перчатки препятствуют отверждению резины. Храните и используйте материал при комнатной температуре (73°F/23°C). Более высокие температуры значительно сокращают рабочее время и время отверждения. Хранение материала при более высоких температурах также сократит полезный срок годности неиспользованного материала. Эти продукты имеют ограниченный срок годности и должны быть использованы как можно скорее.
Ингибирование отверждения — Силиконовый каучук, отвержденный добавкой, может быть ингибирован некоторыми загрязняющими веществами в моделируемой модели или на ней, что приводит к липкости на границе раздела модели или к полному отсутствию отверждения по всей форме. Латекс, сернистые глины, некоторые деревянные поверхности, недавно отлитый полиэфирный, эпоксидный или уретановый каучук могут вызвать ингибирование. Если совместимость между резиной и поверхностью вызывает беспокойство, рекомендуется провести небольшой тест. Нанесите небольшое количество резины на некритическую область рисунка. Ингибирование произошло, если каучук стал липким или не отвержденным по истечении рекомендуемого времени отверждения. Для предотвращения ингибирования обычно эффективно нанесение одного или нескольких слоев прозрачного акрилового лака на поверхность модели. Перед нанесением резины дайте любому герметику полностью высохнуть.
Латекс, сернистые глины, некоторые деревянные поверхности, недавно отлитый полиэфирный, эпоксидный или уретановый каучук могут вызвать ингибирование. Если совместимость между резиной и поверхностью вызывает беспокойство, рекомендуется провести небольшой тест. Нанесите небольшое количество резины на некритическую область рисунка. Ингибирование произошло, если каучук стал липким или не отвержденным по истечении рекомендуемого времени отверждения. Для предотвращения ингибирования обычно эффективно нанесение одного или нескольких слоев прозрачного акрилового лака на поверхность модели. Перед нанесением резины дайте любому герметику полностью высохнуть.
Даже с герметиком силиконы Mold Star™ не отверждаются на поверхностях, содержащих серу. Если вы не уверены, содержит ли ваша глина серу, проведите небольшой тест на совместимость, прежде чем использовать ее для важного проекта.
Нанесение разделительного состава — Хотя это обычно не требуется, разделительное средство облегчает извлечение из формы при литье на большинство поверхностей. Ease Release™ 200 — проверенный антиадгезив для отделения силикона от силикона или других поверхностей. Продукты Mann Ease Release™ можно приобрести у Smooth-On или у вашего дистрибьютора Smooth-On.
Ease Release™ 200 — проверенный антиадгезив для отделения силикона от силикона или других поверхностей. Продукты Mann Ease Release™ можно приобрести у Smooth-On или у вашего дистрибьютора Smooth-On.
Поскольку нет двух совершенно одинаковых приложений, рекомендуется небольшое тестовое приложение для определения пригодности для вашего проекта, если производительность этого материала вызывает сомнения.
Измерение и смешивание — Прежде чем начать, предварительно смешайте компоненты A и B по отдельности. После дозирования требуемых количеств частей A и B в емкость для смешивания (1A:1B по объему) тщательно перемешайте соскребая стороны и дно емкости для смешивания несколько раз. Резина должна быть однородного цвета без полос.
Опционально… Вакуумная дегазация — Вакуумная дегазация, хотя и не является обязательной, помогает удалить любой захваченный воздух в текучем силиконовом каучуке. После смешивания компонентов A и B вакуумируйте материал в течение 2-3 минут при 29 дюймах ртутного столба, убедившись, что в контейнере осталось достаточно места для расширения продукта.
После смешивания компонентов A и B вакуумируйте материал в течение 2-3 минут при 29 дюймах ртутного столба, убедившись, что в контейнере осталось достаточно места для расширения продукта.
Заливка — Для достижения наилучших результатов выливайте смесь в одно место в самой нижней точке защитного поля. Пусть резина ищет свой уровень. Равномерный поток поможет свести к минимуму захваченный воздух. При использовании в качестве материала формы жидкая резина должна выровняться не менее чем на 1/2 дюйма (1,3 см) над самой высокой точкой поверхности модели.
Отверждение — Дайте силиконовому каучуку Mold Star™ 15 SLOW отвердеть в течение 4 часов при комнатной температуре (73°F/23°C) перед извлечением из формы.
Термическое отверждение — Время извлечения из формы можно сократить, применяя мягкое нагревание. Пример: После заливки каучука Mold Star™ 15 при комнатной температуре поместите форму в горячий бокс или промышленную печь при температуре 140°F (60°C). Это сократит время извлечения из формы секции толщиной 1/2 дюйма (1,3 см) примерно до 10 минут. Примечание: Время зависит от толщины формы.
Это сократит время извлечения из формы секции толщиной 1/2 дюйма (1,3 см) примерно до 10 минут. Примечание: Время зависит от толщины формы.
Добавление соответствующего количества ускорителя отверждения Plat-Cat™ также сократит время извлечения из формы. Жизнеспособность и время отверждения можно увеличить, используя замедлитель отверждения Slo-Jo™ . Не отверждайте резину при температуре ниже 65°F/18°C.
Производительность и хранение пресс-формы — Физический срок службы пресс-формы зависит от того, как вы ее используете (материалы литья, частота и т. д.). Отливка абразивных материалов может быстро разрушить детали формы, в то время как отливка неабразивных материалов (воск) не повлияет на детали формы. Перед хранением форму необходимо очистить мыльным раствором и вытереть насухо. Формы из двух частей (или более) должны быть собраны. Формы должны храниться на ровной поверхности в прохладном, сухом месте.
Всего комментариев: 0