Изготовление формы из силикона: Изготовление силиконовой формы
Содержание
Изготовление силиконовой формы
С Вами вновь компания Кремен! В нашем ассортименте наконец появился жидкий силикон для форм. В наличии имеется силикон на оловянной основе и на платиновой основе. Силиконы обладают исключительными физическими характеристиками, прекрасно копируют фактуру изделия и отличаются большим числом циклов формования. В общем — чудо, а не материал.
На старте продаж мы прямо таки пошатнулись от количества вопросов о том, как изготовить форму из силикона. Именно поэтому данную статью мы решили посвятить этому вопросу. Способов изготовления формы существует великое множество — всё зависит от рельефа, вида и фактуры Вашего изделия. Однако сейчас мы рассмотрим самый простой способ изготовления формы — обычное литьё в опалубку. Расскажем, что нам для этого понадобится, и каким образом будет происходить технологический процесс работы для каждого из наших силиконов (оловянного и платинового). Данная статья рассчитана на новичков и людей, которые хотят ознакомиться с азами литья подобных материалов. Начнём!
Начнём!
Шаг первый. Изготовление (подбор) и обработка опалубки и размещение в ней мастер модели.
Для начала — что такое опалубка в литье? Классическая опалубка — это абсолютно любая герметичная ёмкость, одна из граней которой открыта. Эдакий контейнер.
Что такое мастер модель? Мастер модель — это непосредственно тот самый предмет который вы собираетесь копировать в будущем. Та самая модель, с которой мы собираемся снимать форму. Объект, который мы планируем заливать силиконом.
В качестве опалубки может служить что угодно. Однако, к этому «что угодно» должно быть несколько требований:
- В него должна помещаться Ваша мастер модель. Причем не просто помещаться — Обратите внимание, чтобы от мастер модели до боковых стенок опалубки было минимум 0,5 см. А лучше — больше. Учтите, что это расстояние — стенки нашей будущей формы. То же самое с высотой опалубки. Высота опалубки должна быть минимум на 1.
 5 см больше, чем высота мастер модели. Это расстояние — дно нашей будущей формы.
5 см больше, чем высота мастер модели. Это расстояние — дно нашей будущей формы. - Опалубка должна быть герметичной. Её углы и стыки не должны иметь зазоров или щелей. Это на первый взгляд кажется, что силикон при литье вязкий как мёд. На деле же — он затекает в абсолютно все отверстия и находит путь даже через самые маленькие щели.
Исходя из написанного выше, что же может служить для нас опалубкой, так сказать, если приводить живой наглядный пример? Однажды мы снимали форму с монетки, стилизованной под старину. Её размеры были совсем небольшие, буквально 2 см в диаметре и примерно 0,3 см в высоту. В качестве опалубки для неё послужил небольшой пластиковый стаканчик, у которого мы отрезали верхнюю часть. Как то раз в качестве опалубки под форму для мыла у нас послужил квадратный ланчбокс для бутербродов. Но чаще всего опалубку приходилось собирать своими руками из досок дсп. Если собираете опалубку из досок — не забывайте про пункт 2 в этом шаге. Также мы располагаем информацией, что некоторые мастера собирают опалубку для литья из детского конструктора.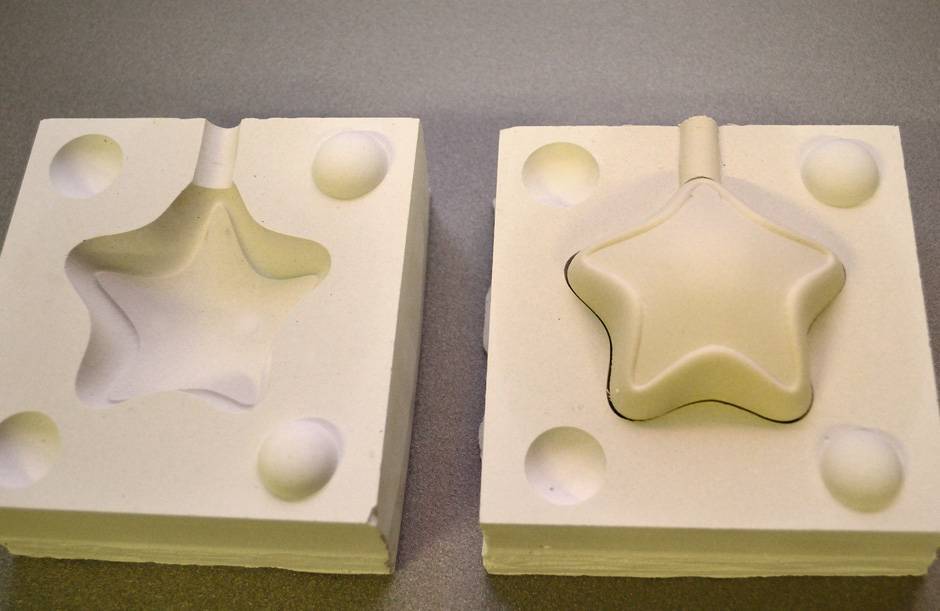
После того как опалубка готова, мы размещаем в ней мастер модель. Поскольку силикон это материал вязкий, то при литье он запросто сдвинет мастер модель с места и форма будет испорчена. По этому мастер модель необходимо не просто разместить на дне опалубки в нужном месте, но и приклеить её к этому месту.
Как только наша незамысловатая конструкция «Опалубка + Мастер Модель» готова, её можно обработать разделительным составом. Это делается для того, чтобы будущая форма вышла из опалубки легко и безболезненно, нигде не залипнув. Конечно, силиконы Kremen Mold обладают шикарными антиадгезионными свойствами, однако если Вы хотите перестраховаться, то делать это нужно на этом этапе.
Шаг второй. Подготовка силикона к литью. Смешивание.
Данный шаг мы разобьём на две части. В одной опишем, как смешивать Kremen Mold на олове, в другой — как смешивать Kremen Mold Platinum на платине.
Kremen Mold – силикон на оловянной основе.
Kremen Mold поставляется в формате: Тара с силиконом + Тара с отвердителем. Данный материал уже готов к эксплуатации. Для начала нужно взять необходимое Вам количество силикона в отдельной таре и взвесить его на весах. Далее берём другую тару и выливаем в неё необходимое количество отвердителя. Для силиконов Kremen Mold это 2% от массы взятого силикона. Если у Вас есть такая возможность, в тару с отвердителем добавьте маленькую капельку специализированного красителя (например ПалИж на нашем сайте). Капля красителя обеспечит контраст и позволит Вам видеть степень промеса материала.
После того, как компоненты отобраны и выверены по весу, выливайте и смешивайте их в отдельной таре. Перемешивать материал необходимо от 3 до 5 минут. Также обращайте внимание на степень промеса по цвету, если вы добавляли пигмент в отвердитель. Перемешивание следует проводить на низких оборотах ручным инструментов или дрелью со специальной насадкой.
Kremen Mold Platinum — силикон на платиновой основе.
Kremen Mold Platinum поставляется в виде комплекта из двух одинаковых ёмкостей с компонентами силикона. Отверждение происходит после смешивания компонентов в пропорции 1 к 1. Т.е. Вам будет необходимо на весах отмерить нужное количество компонента А и взять такое же количество компонента Б, после чего перемешать их в отдельной таре. Заранее Вы можете добавить в один из компонентов пару капель красителя для того, чтобы визуально контролировать степень промеса. Смешивание компонентов производится в течение 3 — 5 минут. Перемешивание следует проводить на низких оборотах ручным инструментов или дрелью со специальной насадкой.
Шаг третий. Необязательный, но крайне рекомендуемый. Дегазация.
Тут ничего замысловатого нет — силикон рекомендуется дегазировать в вакуумной камере. И для этого Вам понадобится, неожиданно, вакуумная камера. Это недешёвое оборудование, однако, если Вы планируете заниматься литьём композитных материалов на постоянной основе, то приобретение этого инструмента для Вас просто необходимо.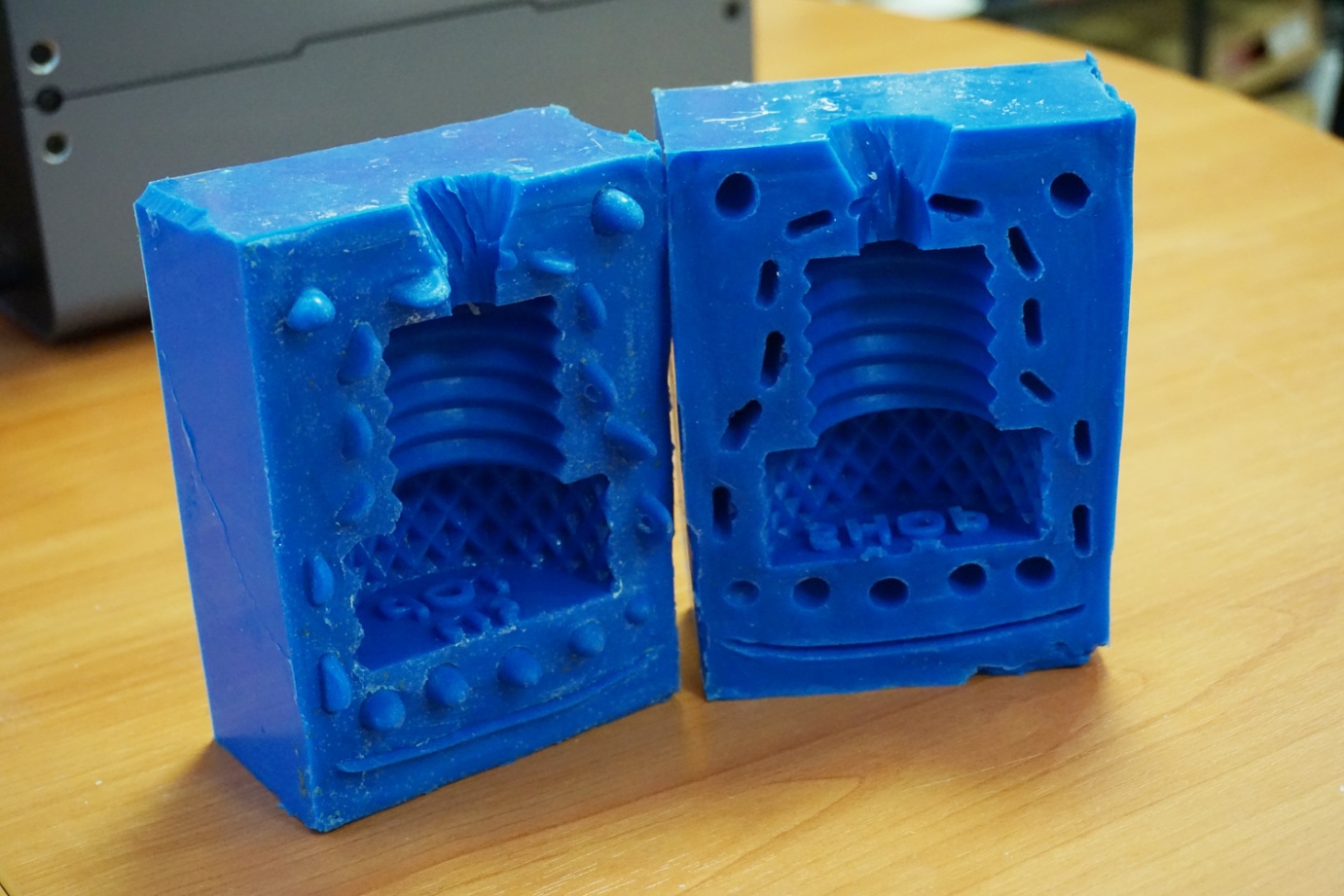 Сам процесс дегазации наших силиконов прост: Достаточно разогнать основные излишки, подняв силикон в камере 3 — 4 раза. После этого можно приступать к литью.
Сам процесс дегазации наших силиконов прост: Достаточно разогнать основные излишки, подняв силикон в камере 3 — 4 раза. После этого можно приступать к литью.
Шаг четвёртый. Заливка.
После того как все предыдущие пункты выполнены, самое время приступать к литью силикона в опалубку. Заливка происходит постепенно, медленно, тонкой струей и преимущественно в одну точку — самое глубокое место мастер модели. Делается это для того, чтобы при литье силикон распределялся постепенно, обволакивая стенки и рельеф, выталкивая своей массой воздух и заполняя всё пространство опалубки. После литья, оставьте форму примерно на сутки. Это то время, когда силикон наберёт свою окончательную твёрдость.
Шаг пятый. Отверждение и расформовка.
Спустя вышеописанный промежуток времени можно будет расформовывать — извлекать форму из опалубки. Готово! Теперь у Вас есть форма, которую можно использовать для литья изделий, полностью копирующих нашу мастер модель!
Литье форм из жидкого силикона в домашних условиях / Хабр
В прошлый раз я описывал разработку набора для фокуса «Растворимая ложка», в котором фигурировала форма из силикона.
Сегодня подробно распишу сам процесс литья таких форм из жидкого силикона на основе платины. Предупреждаю, под катом много фото!
Материалы и оборудование
Двухкомпонентный жидкий силикон
Какой именно и где я покупал жидкий силикон описал в прошлый раз.
Форма для отливки силикона
Форму мне изготавливали на заказ из алюминия, но для простых и домашних задач ее можно сделать своими руками из гипса. Этот процесс я еще не описывал, так что будет тема для очередного поста.
Вот пример гипсовой формы, которую делали сами в самом начале:
А это уже промышленная форма:
Емкость для замешивания
Лучше использовать прозрачные емкости с мерными рисками. Но чтобы не портить тару я взял флакон из под шампуня и обрезал верхушку. А так как флакон не прозрачный, понадобились дополнительные стадии для определения уровня наполнения.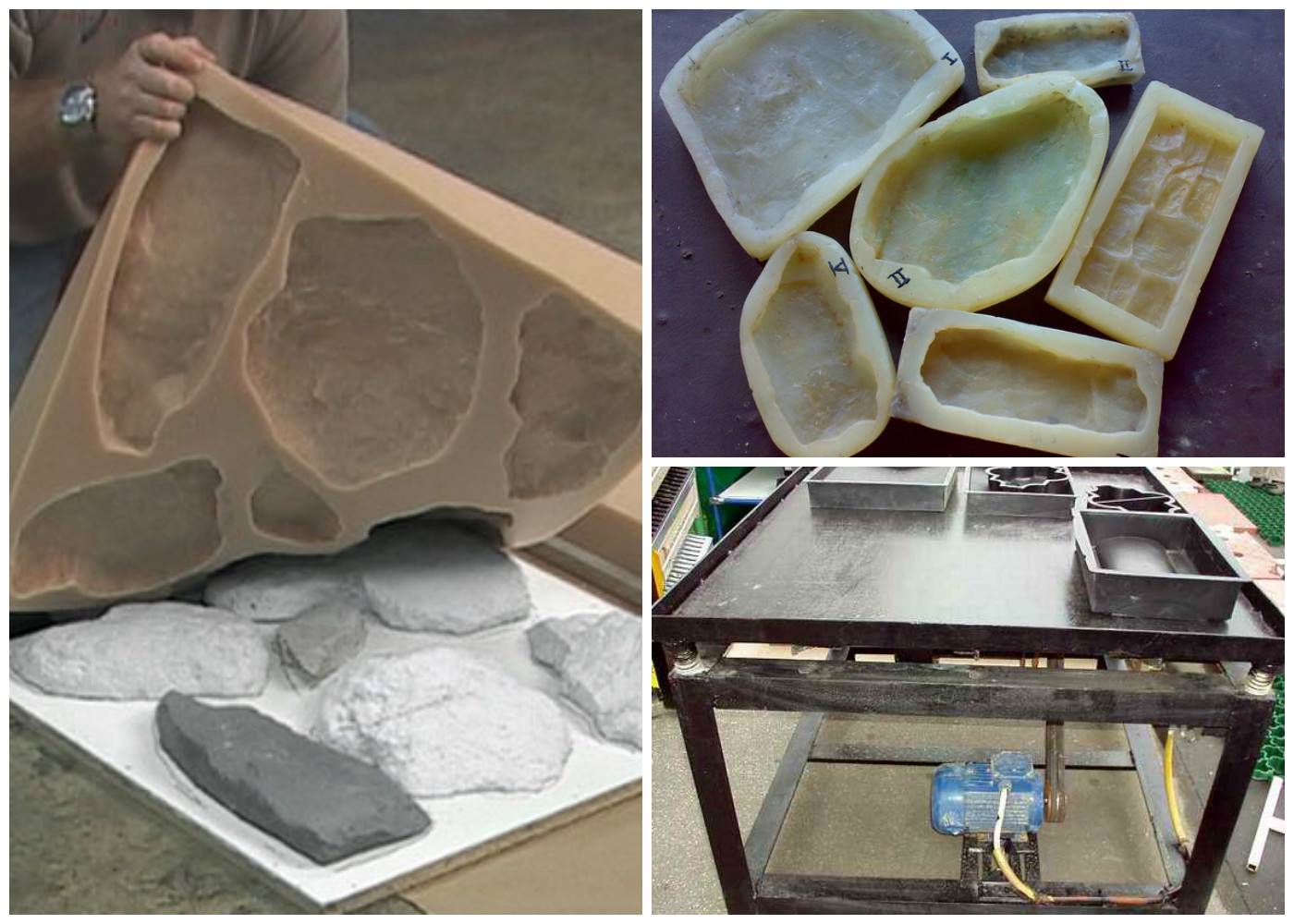 Но это мелочи.
Но это мелочи.
Палочка для перемешивания
Силикон состоит из двух компонентов которые нужно смешать вместе в равных пропорциях. Для перемешивания отлично подходят китайские палочки для еды, которые можно прихватить по дороге домой в любом фастфуде с роллами.
Воронка
Как правило, формы для отливки имеют небольшое отверстие для заливки в них силикона. Поэтому пригодится воронка, изготовить которую можно из глянцевой бумаги, сверху зафиксировав скотчем.
Перчатки
При работе использовал обычные латексные перчатки. Но подойдут любые, лишь бы в них было удобно.
Обезжириватель
Форму, куда будет заливаться силикон, нужно очистить и обезжирить. В первые разы я этого не сделал и на форме оказались небольшие рытвины от твердого мусора, а в паре мест силикон довольно сильно прилип к форме.
Для очистки я использовал очиститель, купленный на строительном рынке. Фотку его забыл сделать, к сожалению. Но можно спирт или WB использовать.
Что еще может пригодится
Восковая смазка
У поставщика силикона продается специальная восковая смазка в виде спрея. Ее наносят на форму перед заливкой и это гарантирует легкое извлечение готовой силиконовой детали из формы. Но я пока обошелся без нее.
Вакуумная камера
Можно еще использовать центробежную или вакуумную камеры, чтобы удалять пузырьки воздуха из силикона. Но для моей цели это было не так критично, да и пузырьков почти не оказалось.
Процесс изготовления
Установка по уровню
Так как мои формы для отливки имеют форм-фактор ванночки, то их нужно установить горизонтально при помощи уровня. После замера я подложил под низкий край картонки и все готово.
Определение объема формы
Для начала нужно понять сколько понадобится силикона для изготовления конкретной формы.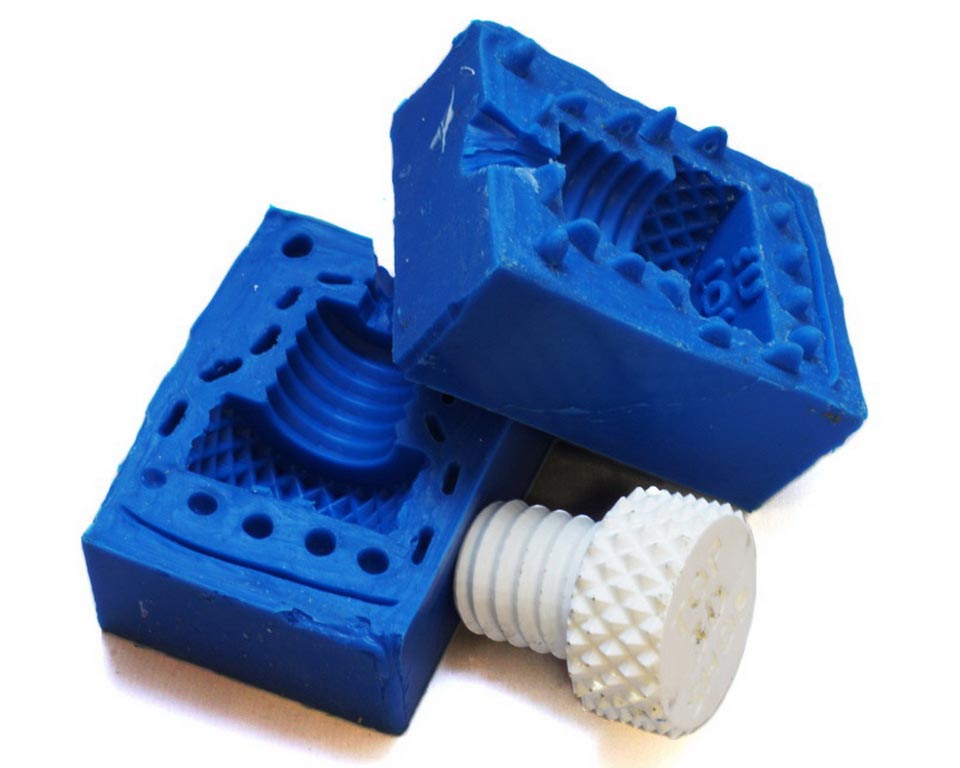 Проще всего использовать воду.
Проще всего использовать воду.
Заполняем форму водой и выливаем ее из формы в мерный стаканчик. В моем случае объем составил 130 мл. Вторая форма почти так же. Итого получилось 260 мл.
Теперь про емкость для замешивания силикона. По сути, нужен мерный стаканчик с двумя метками 130 мл и 260 мл, чтобы по очереди залить два компонента силикона.
Я вышел из положения так: взял одну из двух китайских палочек, поместил ее в емкость и залил внутрь 130 мл воды. В том месте, где оказалась грань между сухой палочкой и мокрой, прочертил линию. Затем добавил в емкость еще 130 мл и прочертил вторую риску.
Приготовление силиконовой смеси
Для приготовления силиконовой смеси нужно смешать два компонента жидкого силикона в равных пропорциях и тщательно перемешать.
Компонтент А
Компонент B:
Очень важно хорошо перемешать, иначе реакция произойдет не равномерно и часть силикона останется жидким и форма будет испорчена.
На все про все есть 15 минут, после силикон станет застывать и его невозможно будет вылить в форму.
Заливка силикона в форму
В первую форму медленно и в одну точку стал лить приготовленную силиконовую смесь. Важно лить в одну точку, чтобы силикон сам распространялся по форме и выгонял воздух. Если начать перемещать струю, то может образоваться полость с воздушным пузырьком, и из-за этого внутри силиконовой формы окажется либо дырка, либо пустое место.
Когда почти вся форма заполнилась силиконом, закрыл ее специально приготовленной крышкой с отверстиями. В одно из них вставил воронку и стал подливать в нее силикон. Вторая дырка нужна для выхода воздуха.
Важно отметить, что крышки нужно плотно прижимать к форме. Я делал это рукой, но было не очень удобно. На будущее изготовлю фиксаторы или защелки.
После того, как формы полностью заполнились силиконом, сверху поставил груз. В таком виде будет находится 24 часа для полного застывания.
Извлечение готовых силиконовых форм
Через сутки силиконовые формы готовы и их можно извлекать из оснастки. Для этого аккуратно плоским предметов (я использовал металлическую линейку) нужно поддеть с краю и медленно приподнять.
Если два компонента жидкого силикона были хорошо перемешены и после заливки прошло 24 часа, то изделие легко отстает от формы. А вот если плохо перемешать смесь, то местами она останется жидкая и деталь будет испорчена.
Дефекты и удаления излишек
Все таки образовались воздушные полости и теперь форма немного с браком. Для моей задачи это вообще не критично, но страдает товарный вид. В следующий раз это учту.
Между крышкой и формой существует небольшой зазор, силикон в него проникает и на форме остаются излишки. А еще в отверстиях для заливки тоже остается силикон и получаются наросты. Их легко удалить при помощи ножниц и канцелярского ножа.
Для чего могут еще пригодится формы из силикона
При выборе силикона для литья основным ограничителем является температура, поэтому заливать что-либо с температурой выше 120°C не получится. Конкретно в эти силиконовые формы будет заливаться галлий, металл с низкой температурой плавления (около 30 градусов), поэтому проблем не будет.
Для чего еще можно использовать формы, отлитые из жидкого силикона:
- для изготовления силиконовых приманок;
- для производства декоративного камня и плитки;
- для литья из гипса;
- для формовки мыла при изготовления;
- использовать при формовке шоколада и желе;
- для литья деталей из двухкомпонентного жидкого пластика;
- при изготовлении декоративных статуэток и поделок;
Если у кого есть опыт в отливке силиконовых деталей и форм, будет здорово дополнить эту историю полезными лайфхаками и приемами.
Как сделать силиконовые формы: практическое руководство
На протяжении всей истории ремесленники использовали формы для изготовления всего, от оружия бронзового века до современных потребительских товаров. В то время как ранние формы обычно изготавливались из камня, современная наука дала начало материалам, с которыми гораздо легче работать, например силикону.
Сегодня огромное количество отраслей промышленности полагаются на изготовление силиконовых форм. Разработчики продуктов, инженеры, производители товаров «сделай сам» и даже повара изготавливают силиконовые формы для изготовления единичных или небольших партий деталей.
В этом практическом руководстве по изготовлению силиконовых форм мы разберем все, что вам нужно знать перед тем, как начать, предоставим список предметов, которые вам понадобятся, и дадим вам пошаговое руководство по изготовлению силиконовых форм для любой тип проекта.
Информационный документ
Загрузите этот отчет, чтобы узнать о примерах использования OXO, Tinta Crayons и Dame Products, которые иллюстрируют три различных варианта силиконового литья для проектирования и производства продуктов, включая многослойное литье и литье со вставками.
Загрузить информационный документ
Силикон — отличный выбор для изготовления пресс-форм, поскольку он обладает множеством преимуществ. Вы можете легко создать индивидуальный дизайн с помощью силиконового литья. Сами формочки тоже достаточно прочные, поэтому их можно использовать многократно, не опасаясь поломки. Неорганический состав силикона — по сравнению с каучуком, его органическим аналогом — делает его очень устойчивым к теплу и холоду, химическому воздействию и даже грибку. Некоторые из преимуществ силиконовых форм включают следующее:
Гибкость силикона облегчает работу с ним. Силиконовые формы гибкие и легкие по сравнению с более жесткими материалами, такими как пластик, и их также легче удалить после того, как деталь полностью сформирована. Благодаря высокому уровню гибкости силикона как форма, так и готовая деталь с меньшей вероятностью сломаются или отколются. Вы можете использовать специальные силиконовые формы, чтобы формировать все, от сложных инженерных компонентов до кубиков льда или кондитерских изделий на праздничную тематику.
Силикон выдерживает температуру от -65° до 400° градусов Цельсия. Кроме того, он может иметь удлинение 700%, в зависимости от состава. Обладая высокой стабильностью в широком диапазоне условий, вы можете помещать силиконовые формы в духовку, замораживать их и растягивать во время извлечения.
В большинстве случаев вы получите много тиражей из силиконовой формы. Однако важно отметить, что срок службы плесени может сильно различаться. Чем чаще вы отливаете и чем сложнее или детальнее ваш дизайн, тем быстрее ваша литейная форма может разлагаться. Чтобы продлить срок службы силиконовых форм, очистите их водой с мягким мылом, тщательно высушите и храните в горизонтальном положении, не штабелируя.
Несмотря на то, что работа с силиконом имеет множество преимуществ, необходимо помнить о некоторых ограничениях:
Силикон стоит дороже, чем латекс и органический каучук. Быстрое сравнение на Amazon показывает, что стоимость галлона силикона обычно превышает 100 долларов — почти в два раза больше, чем латекса.

Несмотря на свою гибкость, силикон может порваться, если его слишком сильно растянуть.
Не все силиконы имеют одинаковый состав. Всегда покупайте силикон и любые производственные материалы у надежного поставщика.
Как любители, так и профессионалы полагаются на силиконовые формы из-за их универсальности и простоты использования. Вот несколько примеров отраслей и областей применения, которые изготавливают силиконовые формы для производства своей продукции:
Силиконовое литье используется при создании прототипов и разработке продуктов в самых разных отраслях промышленности. Поскольку стоимость силиконовых форм значительно ниже, чем стоимость жестких инструментов для традиционных производственных процессов, таких как литье под давлением, литье в силиконовые формы идеально подходит для создания прототипов изделий, а также для создания бета-моделей для тестирования рынка и реакции потребителей на новый продукт. В то время как 3D-печать лучше подходит для быстрого создания одноразовых деталей, силиконовое литье и литье из уретана идеально подходят для небольших партий деталей.
Веб-семинар
Производство мостов быстрее, чем традиционные методы производства, и полезно для продуктов, объемы которых невелики или может потребоваться изменение конструкции. Посмотрите этот вебинар, чтобы узнать, как перейти от 3D-печати к литью среднего объема и литью под давлением.
Посмотреть вебинар прямо сейчас
Ювелиры используют специальные силиконовые формы для дублирования вырезанных вручную или напечатанных на 3D-принтере моделей из воска, что позволяет им поэтапно отказаться от трудоемкой работы по созданию вырезанных из воска моделей для каждого нового изделия, но при этом продолжают отлить из воска. Это предлагает значительный скачок в серийном производстве, позволяя литью по выплавляемым моделям работать в больших масштабах. Поскольку силиконовые формы обеспечивают высокий уровень детализации, ювелиры могут изготавливать изделия с богато украшенными деталями и сложной геометрией.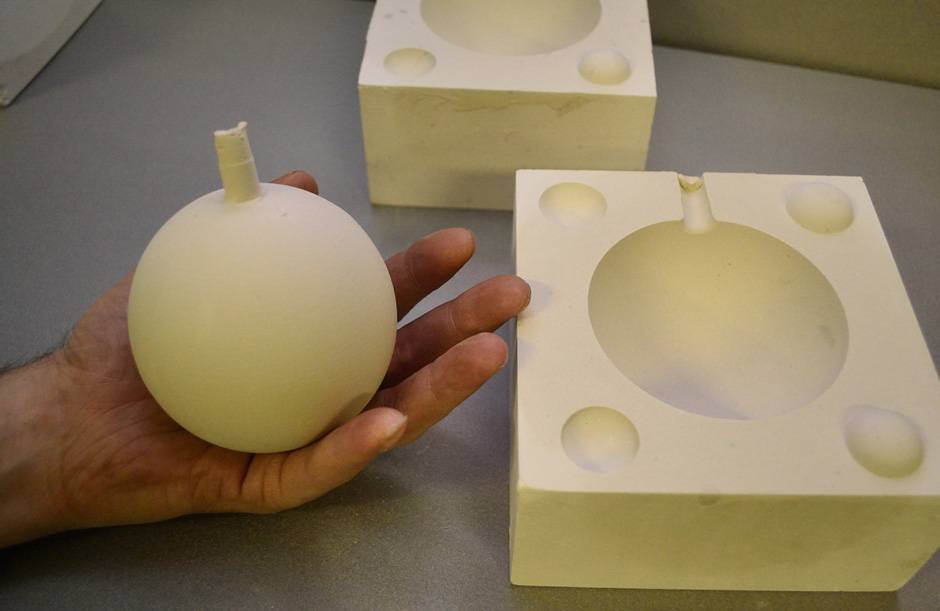
Силиконовая форма RTV (вулканизированная при комнатной температуре), сформированная вокруг 3D-печатного образца.
Информационный документ
3D-печать с использованием высокоэффективных материалов позволяет дизайнерам и литейщикам использовать цифровые технологии в своих производственных процессах. Прочтите сейчас, чтобы узнать, как 3D-печать можно использовать для производства мелких металлических деталей.
Загрузить информационный документ
Создатели используют силиконовые формы для изготовления множества нестандартных поделок, таких как мыло и свечи. Даже производители школьных принадлежностей часто используют силиконовые формы для изготовления таких предметов, как мел и ластики.
Например, небольшая австралийская компания Tinta Crayons использует силиконовое литье для изготовления мелков игривой формы с высокой детализацией поверхности.
Силиконовые формованные мелки от Tinta Crayons. (Источник изображения)
(Источник изображения)
Силиконовые формы для пищевых продуктов используются для изготовления всевозможных причудливых кондитерских изделий, включая шоколад, мороженое и леденцы. Так как силикон выдерживает температуру до 400 градусов по Цельсию, формы можно использовать и в кулинарии. Маленькая выпечка, такая как кексы и кексы, хорошо поднимается в силиконовых формах.
Независимые художники и мастера часто используют силиконовую лепку для создания уникальных творений. Вы можете использовать силиконовые формы, чтобы сформировать или воспроизвести что угодно, от бомбочек для ванн до лакомств для собак — возможности практически безграничны. Забавный проект по лепке из силикона для детей — создать слепок своей руки. Просто убедитесь, что вы выбрали безопасный для кожи силикон.
Шаблон, иногда называемый мастером, — это деталь, которую вы используете для создания точного негатива в силиконовой форме. Если вы просто пытаетесь воспроизвести существующий объект, возможно, имеет смысл использовать этот объект в качестве шаблона. Вам просто нужно быть уверенным, что объект выдержит процесс изготовления формы.
Вам просто нужно быть уверенным, что объект выдержит процесс изготовления формы.
Чтобы создать новый дизайн или прототип, вы должны сначала изготовить свой шаблон; у вас есть несколько вариантов для этого. Вот несколько способов изготовления лекал для силиконовой лепки:
Лепка. Если вы талантливый скульптор или создаете относительно простой дизайн, вы можете использовать глину для создания узора. Лепка по шаблону также является забавным проектом для детей и экономичным вариантом для мастеров, занимающихся своими руками.
Резьба – Вы можете сделать свой узор из дерева. Мастера по резному дереву – отличный выбор для изготовления плитки и плоских конструкций.
3D-печать. Многие профессионалы и коммерческие дизайнеры выбирают 3D-печать шаблонов. Настольные 3D-принтеры предлагают множество преимуществ, включая гибкость проектирования в рамках программного обеспечения САПР, высокую точность, простоту модификации прототипа и быстрое время выполнения работ.

Когда у вас есть шаблон, вы можете приступить к изготовлению силиконовой формы.
Информационный документ
В этом техническом документе вы узнаете, как сочетать быструю оснастку с традиционными производственными процессами, такими как литье под давлением, термоформование или литье.
Загрузить информационный документ
Образец детали
Посмотрите и почувствуйте 3D-печатный образец высокого разрешения из первых рук. Мы отправим бесплатный образец детали в ваш офис.
Запросите бесплатный образец Деталь
Вот все, что вам нужно для создания базового набора силиконовых форм:
Мастер-шаблон
Жидкий силикон, например Smooth-On OOMOO 30
Коробка или непористый контейнер для корпуса пресс-формы
Разделитель для форм, например, универсальный разделитель для форм Smooth-On
Воск, смола или другой материал конечного использования
Прежде чем приступить к изготовлению форм, вам необходимо определить, какой тип форм вы хотите создать.
Цельные силиконовые формы похожи на формочки для кубиков льда. Вы заполняете форму, а затем даете материалу застыть. Однако так же, как лоток для кубиков льда создает кубики с плоской вершиной, цельные формы будут работать только с конструкциями, имеющими плоскую сторону. Если у вашего мастера есть глубокие подрезы, это также усложняет его извлечение и готовые детали из формы после того, как силикон затвердеет без повреждений.
Если это не касается вашего дизайна, цельная силиконовая форма — идеальный способ создать бесшовную 3D-репродукцию вашего мастера на всех его других поверхностях.
Цельные силиконовые формы идеально подходят для конструкций с плоской стороной и без глубоких подрезов.
Силиконовая форма, состоящая из двух частей, лучше подходит для воспроизведения вашего 3D-мастера без плоской стороны или с глубокими подрезами. Форма разделяется на две части, которые снова соединяются вместе, образуя заполняемую трехмерную полость (аналогично тому, как работает литье под давлением).
Двухкомпонентные формы не оставляют плоских поверхностей, и с ними легче работать, чем с цельными формами. С другой стороны, их немного сложнее создать, и могут образоваться швы, если две части не будут идеально заподлицо.
Двухкомпонентные силиконовые формы позволяют воспроизвести любой мастер-дизайн. (источник изображения)
Во-первых, вам нужно решить, хотите ли вы использовать цельную или двухкомпонентную форму. Процессы изготовления этих форм аналогичны, но создание формы, состоящей из двух частей, займет немного больше времени. Вы можете использовать следующую пошаговую инструкцию, чтобы создать свои собственные силиконовые формы.
Создайте шаблон продукта: Это окончательный дизайн детали, который будет воспроизведен в другом материале. При 3D-печати на стереолитографическом (SLA) 3D-принтере используйте любой стандартный полимер с высотой слоя 50 микрон. Следите за тем, чтобы на детализированной поверхности не было следов поддержки.
 Тщательно промойте детали изопропиловым спиртом — любая остаточная липкость на поверхности может повлиять на процесс литья силикона.
Тщательно промойте детали изопропиловым спиртом — любая остаточная липкость на поверхности может повлиять на процесс литья силикона.Изготовление корпуса формы: МДФ с покрытием является популярным выбором для изготовления герметизирующей коробки для силиконовой формы, но подойдет даже простой готовый пластиковый контейнер. Ищите непористые материалы и плоское дно.
Разложите шаблон и нанесите смазку: Начните с легкого распыления смазки на внутреннюю часть корпуса формы. Разместите шаблоны внутри коробки детализированной стороной вверх. Слегка распылите на них разделитель для плесени. Для полного высыхания потребуется около 10 минут.
Подготовьте силикон: Смешайте силиконовый каучук в соответствии с инструкциями на упаковке. Вы можете использовать вибрирующее устройство, например, ручную электрическую шлифовальную машину, чтобы удалить пузырьки воздуха.
Залейте силикон в корпус пресс-формы: Аккуратно тонкой струйкой залейте смешанный силиконовый каучук в защитную коробку.
 Сначала нацельтесь на самую нижнюю часть коробки (основание) и постепенно приближайтесь к контурам вашего 3D-печатного шаблона. Покройте его хотя бы одним сантиметром силикона. Процесс отверждения занимает от одного часа до одного дня, в зависимости от типа и марки силикона.
Сначала нацельтесь на самую нижнюю часть коробки (основание) и постепенно приближайтесь к контурам вашего 3D-печатного шаблона. Покройте его хотя бы одним сантиметром силикона. Процесс отверждения занимает от одного часа до одного дня, в зависимости от типа и марки силикона.Удаление силикона из формы: По завершении отверждения выньте силикон из защитной коробки и извлеките шаблоны. Это послужит вашей формой в виде лотка для кубиков льда для отливки конечного продукта.
Отливка детали: Опять же, рекомендуется слегка сбрызнуть силиконовую форму смазкой и дать высохнуть в течение 10 минут. Залейте готовый материал (например, воск или бетон) в полости и дайте им застыть.
Подготовка формы для следующей отливки: Эту силиконовую форму можно использовать несколько раз. Вернитесь к шагу семь, чтобы повторить процесс.
Чтобы создать пресс-форму, состоящую из двух частей, начните с выполнения первых двух шагов, описанных выше, которые включают создание шаблона и изготовление корпуса пресс-формы.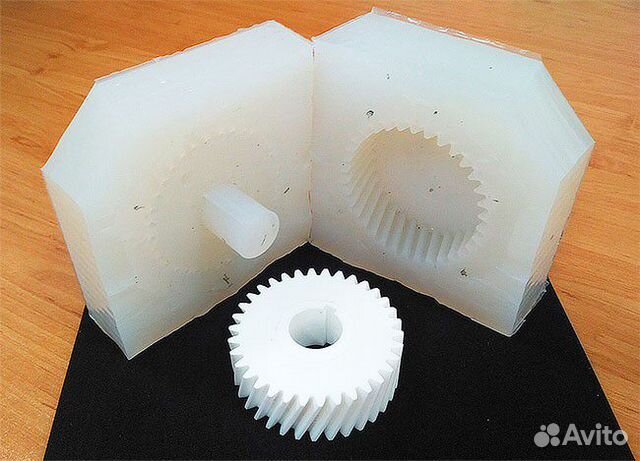 После этого выполните следующий процесс, чтобы создать пресс-форму, состоящую из двух частей:
После этого выполните следующий процесс, чтобы создать пресс-форму, состоящую из двух частей:
Выложите шаблоны из глины: Используйте глину, чтобы сформировать то, что в конечном итоге станет половиной вашей формы. Глина должна быть помещена внутрь корпуса формы так, чтобы половина мастера торчала из глины.
Подготовьте и залейте силикон: Следуйте инструкциям на упаковке силикона, чтобы подготовить и аккуратно залить силикон в корпус формы поверх глины и мастеров. Этот слой силикона будет половиной вашей формы, состоящей из двух частей.
Удалите все из корпуса формы: После того, как ваша первая форма затвердеет, вам нужно будет удалить силиконовую форму, шаблоны и глину из корпуса формы. Ничего страшного, если слои разделятся при извлечении.
Очистите глину: Очистите всю глину, чтобы открыть свою первую силиконовую форму и мастера. Убедитесь, что ваши мастера и существующая форма полностью чистые.

Поместите форму и шаблоны обратно в корпус формы: Вставьте существующую силиконовую форму и шаблоны (уложенные в форму) обратно в корпус формы лицевой стороной вверх, а не вниз.
Нанесите разделительный состав: Нанесите тонкий слой разделительного состава на верхнюю часть шаблона и существующей силиконовой формы, чтобы облегчить извлечение из формы.
Подготовьте и залейте силикон для второй формы: Следуя тем же инструкциям, что и раньше, подготовьте и залейте силикон в корпус формы для создания второй формы.
Подождите, пока затвердеет вторая форма: Подождите, пока вторая форма затвердеет, прежде чем пытаться извлечь ее из корпуса формы.
Извлеките из формы детали: Извлеките обе силиконовые формы из корпуса формы и осторожно раздвиньте их.
В конце концов, не существует единственно правильного способа производить продукты, будь то еда, фигурки или коммерческие компоненты. Различные методы производства часто используются вместе для достижения наилучших результатов; понимание всех их уникальных преимуществ и недостатков поможет вам принять наилучшее решение для вашего проекта.
Различные методы производства часто используются вместе для достижения наилучших результатов; понимание всех их уникальных преимуществ и недостатков поможет вам принять наилучшее решение для вашего проекта.
Хотите узнать больше о технологиях и способах изготовления силиконовых форм? Загрузите нашу белую книгу «Силиконовое литье для дизайна продукта».
Загрузить информационный документ
Серия Mold Star™, простая в использовании силиконовая формовочная резина
Серия Mold Star™, простая в использовании силиконовая формовочная резина | Smooth-On, Inc.
Простая в использовании силиконовая формовочная резина
Силиконы Mold Star ™ при отверждении превращаются в мягкие, прочные каучуки, которые устойчивы к разрыву и демонстрируют очень низкую усадку в течение длительного времени. Формы из Mold Star ™ долго хранится в вашей библиотеке форм и подходит для литья воска, гипса, смол и других материалов. Вулканизированная резина Mold Star ™ обладает термостойкостью до 450°F (232°C) и подходит для литья низкотемпературных металлических сплавов.
Техническая информация и дополнительная информация
ОСОБЕННОСТИ
Каучуки Mold Star ™ смешиваются в соотношении 1A:1B по объему (весы не требуются) для точных измерений даже при очень малой массе и отверждаются при комнатной температуре с незначительной усадкой.
Масштаб не требуется
Соотношение смеси один к одному
Силиконы Mold Star ™ отличаются относительно низкой вязкостью, что делает вакуумную дегазацию необязательной и не требуется для большинства применений. Равномерный поток поможет свести к минимуму захваченный воздух.
Низкая вязкость
Без вакуумной дегазации
14 зуб., 19 зуб., 20 зуб. и 31 зуб.
14T, 19T, 20T и 31T
Сертифицированные безопасные для кожи, быстро отверждаемые силиконы для изготовления форм или литья в альгинатные формы.
Всего комментариев: 0