Сопло экструдера это: Сопло FDM 3D-принтера
Содержание
Компания Техно Принт 3D
Это наш первый обзор на самые популярные и недорогие 3D принтеры за 2020 год. В список войдут самые продаваемые устройства в двух ценовых диапазонах (до 30 т.р. и до 60 т.р.). Будут представлены принтеры работающие как с пластиковым филаментом (FDM), так и с фотополимерами (LCD/DLP). Данный список всегда будет актуальным, так как периодически обновляется и дополн
Подробнее→
Китайская компания Dazz3D анонсирует запуск проекта на KickStarter и принимает предварительные заказы на 3D принтеры Dazz3D Basic и Dazz3D Pro. Эти революционно новые устройства ориентированы как на профессиональный рынок так и на любительский.
Подробнее→
Все мы знаем, что точная калибровка рабочего стола 3D принтера — это фундамент и залог успешной печати, на любом FDM-принтере. В этой статье мы расскажем об основных и самых популярных способах выравнивания «кровати».
Итак, как уже было сказано выше, 3D-печать без калибровки рабочего стола — невозможна. С этим процессом мы сталкиваемся посто
С этим процессом мы сталкиваемся посто
Подробнее→
Сегодня трудно прожить день, ни разу не услышав о технологии 3D печати, которая с невероятной скоростью врывается в нашу жизнь. Все больше и больше людей во всем мире начинает увлекаться технологией трехмерной печати, поскольку с каждым днем она становится все доступнее и дешевле. Сейчас практически любой человек может позволить себе купить 3D принтер, и при помо
Подробнее→
FormLabs Form 2 и Ultimaker 3 — сегодня, пожалуй, самые популярные 3D принтеры, способные осуществлять высококлассную печать, с невероятным качеством детализации поверхности. Причем два этих устройства, используют совершенно разные технологии, и посему, между ними очень много различий. Многие скажут, что сравнивать их неправильно или
Подробнее→
Компания XYZprinting, популярная благодаря линейке настольных 3D принтеров daVinci, выводит в профессиональную и промышленную среду пять новых устройств. Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Один будет использовать технологию лазерного спекания, второй, полноцветной струйной печати и три DLP машины. В первую очередь новинки будут интересны стоматологам и ювелирам.
Подробнее→
Чистка сопла 3D принтера — это достаточно частый процесс, с которым приходится сталкиваться любому пользователю такого устройства. Это совершенно не сложная процедура, справиться с которой сможет любой. Выполнить эту задачу можно за 15 минут, использую лишь сподручные инструменты и присобления.
Подробнее→
Паровая полировка ацетоном ABS пластика — это процесс сглаживания поверхности моделей, напечатанных на 3D принтере. Результат такой обработки, придает Вашим напечатанным изделиям, такой внешний вид, будто они изготовлены методом профессионального литья в формы. Если вы хотите понять как это правильно делается, то прочитайте эту статью.
Ацето
Подробнее→
Как прочистить засорившееся сопло экструдера
Засорение сопла экструдера — это проблема, которая неизбежно требует немедленного решения, и эта статья поможет вам правильно ее диагностировать, а также решить ее наиболее простым и легким способом.
Набор сверл для прочищения сопла экструдера при засорах.
В отличие от многих других сложностей, которые возникают во время 3D-печати, засорение сопла отрицательно влияет не только на качество результата печати, но и, чаще всего, на возможность печатать вообще. Давайте рассмотрим основные причины засорения сопла экструдера, и как можно легко и быстро исправить эту ситуацию.
- 1 Причины засорения
- 1.1 Чрезмерно высокая температура экструдера
- 1.2 Пыль и мусор, попавший в сопло экструдера
- 2 Пошаговое решение этой проблемы
- 3 Комментарии специалистов (Михаил Щекочихин)
Причины засорения
Чрезмерно высокая температура экструдера
При использовании пластика PLA оптимальной температурой экструзии может быть от 160 до 220 градусов Цельсия. Попытки печатать при слишком низкой температуре, скорее всего, приведут к тому, что экструзии не будет совсем, но обратная ситуация может стать более проблематичной. На деле, если вы пытаетесь печатать при слишком высокой температуре для данного материала, ваш филамент может просто остекловаться прямо в экструдере и таким образом забить его.
На деле, если вы пытаетесь печатать при слишком высокой температуре для данного материала, ваш филамент может просто остекловаться прямо в экструдере и таким образом забить его.
Остекловываться — превращаться в стекло или стекловидное вещество, особенно при воздействии высоких температур
Остеклование представляет собой процесс, в результате которого PLA или другие виды пластика становятся крайне твердыми и забивают сопло.
То же самое верно и для ABS, нейлона, PVA и других пластиков.
Пыль и мусор, попавший в сопло экструдера
Такое часто случается после нескольких выполненных заданий, поскольку в сопло вместе с филаментом попадает пыль и другой мусор. Накапливаясь, они начинают забивать сопло экструдера. Этот мусор может прилипать к внутренним стенкам вашего экструдера и таким образом затруднять поток пластика, что, в конечном итоге, приводит к засорению сопла.
Пошаговое решение этой проблемы
Прочищение сопла с помощью тонкого сверла.
Эта проблема решается довольно просто, но требует соответствующих инструментов.
Вам понадобится небольшое сверло <0,35 мм или что-нибудь еще, что может послужить сверлом, но при этом будет достаточно тонким, чтобы войти в отверстие вашего экструдера.
Очень удобно использовать для этой цели гитарную струну толщиной 0.33мм, которую можно легко найти в любых магазинах музыкальных инструментов.
Другая альтернатива — использование ножек резистора или светодиода, так как они достаточно тонки, чтобы пройти через отверстие сопла экструдера.
- Выньте весь оставшийся филамент из экструдера.
- Нагрейте экструдер до оптимальной температуры для данного материала.
- Вставьте небольшое сверло в отверстие сопла и очистите его от остатков, немного поворачивая сверло (будьте осторожны, чтобы не сломать его!).
Теперь вы можете снова приступать к печати!
Комментарии специалистов (Михаил Щекочихин)
Совет нужный, но технологически не верный.
Порядок действия такой:
- остановить экструдер
- прочистить нагретое сопло, лучше специальным сверлом
- пустить экструдер, что бы расплав промыл сопло
- повторить так несколько раз. Можно даже на ходу экструдера
- в итоге отверстие сопла будет прочищено и промыто
Если действовать так, как указано в статье, то можно затолкать пробку нагара в глубину экструдера, и после пуска экструдера она снова его забьет.
Перейти на главную страницу Энциклопедии 3D-печати
Руководство по соплам для 3D-принтеров — все о соплах для 3D-принтеров
При рассмотрении темы 3D-печати необходимо учитывать многое. Перед тем, как только приступить к печати, следует изучить возможности и настройки вашего 3D-принтера, чтобы добиться наилучших результатов печати и сохранить срок службы устройства. Важной и часто недооцениваемой частью 3D-принтера является сопло принтера, которому часто уделяется мало внимания. Даже если сопло 3D-принтера является очень маленьким компонентом, оно оказывает существенное влияние на скорость и качество печати.
Даже если сопло 3D-принтера является очень маленьким компонентом, оно оказывает существенное влияние на скорость и качество печати.
В этом подробном руководстве мы хотели бы объяснить вам, что такое сопло для 3D-принтера, чем отличаются разные типы сопел и как выбрать сопло, соответствующее вашим требованиям.
Под этим постом вы также найдете наше новое видео на YouTube, в котором мы суммируем преимущества и недостатки различных типов сопел и показываем, как легко и просто заменить сопло на вашем 3D-принтере.
Что такое насадка и для чего она используется?
Сопло расположено на хотэнде и через него нагретый филамент печатается на печатной платформе. В большинстве 3D-принтеров сопло можно заменить. В зависимости от требований замена сопла принтера может быть очень полезной, поэтому вы должны осмелиться попробовать разные сопла.
Чем отличаются сопла для 3D-принтеров?
Основные различия между соплами для 3D-принтеров основаны на следующих свойствах:
- Диаметр сопла
- Материал
В зависимости от материала и диаметра сопла сопло отвечает различным требованиям печати.
Диаметр сопла
Доступны сопла для 3D-принтеров с различными диаметрами от 0,1 до 2,0 мм. Диаметр сопла также определяет возможную высоту слоя и, таким образом, косвенно скорость печати, потому что:
По сути, речь идет о том, сколько нити экструдируется и как быстро.
Как правило, максимальные значения высоты слоя не должны превышать 80% диаметра сопла. Например, для сопла 0,4 мм рекомендуемая максимальная высота слоя составляет 0,32 мм.
Если вы хотите узнать, какую максимальную и минимальную высоту слоя вы можете печатать с помощью своего сопла, воспользуйтесь следующим эмпирическим правилом:
⇒ Максимальная высота слоя = 0,75 * диаметр сопла ⇒ Минимальная высота слоя = 0,25 * диаметр сопла |
Сопло 0,4 мм в стандартной комплектации
Для большинства 3D-принтеров стандартом стало сопло 0,4 мм, поскольку оно обычно устанавливается в стандартной комплектации и обеспечивает хороший баланс между разрешением, точностью и скоростью печати.
Маленькие сопла
<0,4 мм
Маленькие сопла идеально подходят для изготовления объектов с очень мелкими, точными деталями и едва заметными следами слоев.
Поскольку диаметр сопла настолько мал, время печати больше, чем, например, при использовании сопла 0,4 мм. Кроме того, специальные материалы, такие как нити с частицами, нельзя обрабатывать маленькими насадками. Риск засорения сопла также намного выше, чем с большими соплами.
Большие сопла > 0,4 мм
Большие сопла для принтера обеспечивают больший расход материала, большую высоту слоя и сокращение времени печати. Более широкая экструзия и более высокие слои придают отпечатанным моделям большую устойчивость, но они не так хорошо пропечатаны и не богаты деталями. Кроме того, более широкие насадки почти не засоряются и поэтому идеально подходят для специальных материалов, таких как дерево, углеродное волокно или светящиеся в темноте нити.
Из-за возможности быстрой печати большие сопла особенно рекомендуются для быстрого прототипирования.
⇒ Факт: При печати с высотой слоя 0,4 мм время печати сокращается почти вдвое по сравнению с высотой слоя 0,2 мм. |
Материалы для сопла
Из-за своей относительно высокой теплопроводности сопла для 3D-принтеров изготавливаются из разных металлов, которые по-разному влияют на процесс 3D-печати. Поскольку некоторые нити обладают абразивными свойствами и, следовательно, некоторые виды металла изнашиваются быстрее, чем другие, материал сопла следует выбирать соответствующим образом.
Далее мы перечислим различные материалы сопла с их преимуществами и недостатками, чтобы составить обзор их возможностей.
- Латунные сопла
→ макс. 300 °C.
Латунь — наиболее часто используемый материал для сопел 3D-принтеров. Он предлагает отличную теплопередачу при относительно низкой стоимости. Однако при обработке абразивных специальных нитей с древесными, углеродными или металлическими волокнами латунная насадка очень быстро изнашивается и становится неточной.
Однако при обработке абразивных специальных нитей с древесными, углеродными или металлическими волокнами латунная насадка очень быстро изнашивается и становится неточной.
Чтобы защитить относительно мягкий материал сопла от чрезмерного истирания и уменьшить трение между нитью накала и соплом, латунное сопло может быть покрыто никелем или хромом.
Преимущества
- Низкая стоимость
- Высокая теплопроводность
Недостатки
- Низкая износостойкость
- Не подходит для высокоабразивных материалов
- Форсунки с покрытием
→ макс. 500 °C.
Чтобы защитить относительно мягкий материал сопла от чрезмерного истирания и уменьшить трение между нитью накала и соплом, латунные или медные сопла также доступны с никелевым или хромовым покрытием.
Покрытие не только повышает устойчивость к царапинам, но и значительно повышает термостойкость сопла.
Преимущества
- Более высокая износостойкость, чем у обычной латуни или меди
- Идеальный универсал
- Стойкость к высоким температурам
- Высокая теплопроводность
Недостатки
- Не такая твердая, как закаленная сталь
- Не подходит для постоянного использования с абразивными материалами
- Форсунки из нержавеющей стали
→ макс. 500 °C.
Сталь — еще один популярный материал для форсунок, поскольку он обеспечивает немного лучшую износостойкость, чем латунные форсунки. Также они в некоторой степени предотвращают прилипание расплавленного пластика к его поверхностям и загрязнение печати свинцом, что часто бывает с латунными соплами. Таким образом, стальные сопла теоретически подходят для материалов, безопасных для пищевых продуктов.
Сталь позволяет обрабатывать более широкий спектр волокон, но не рекомендуется, если часто используются абразивные волокна.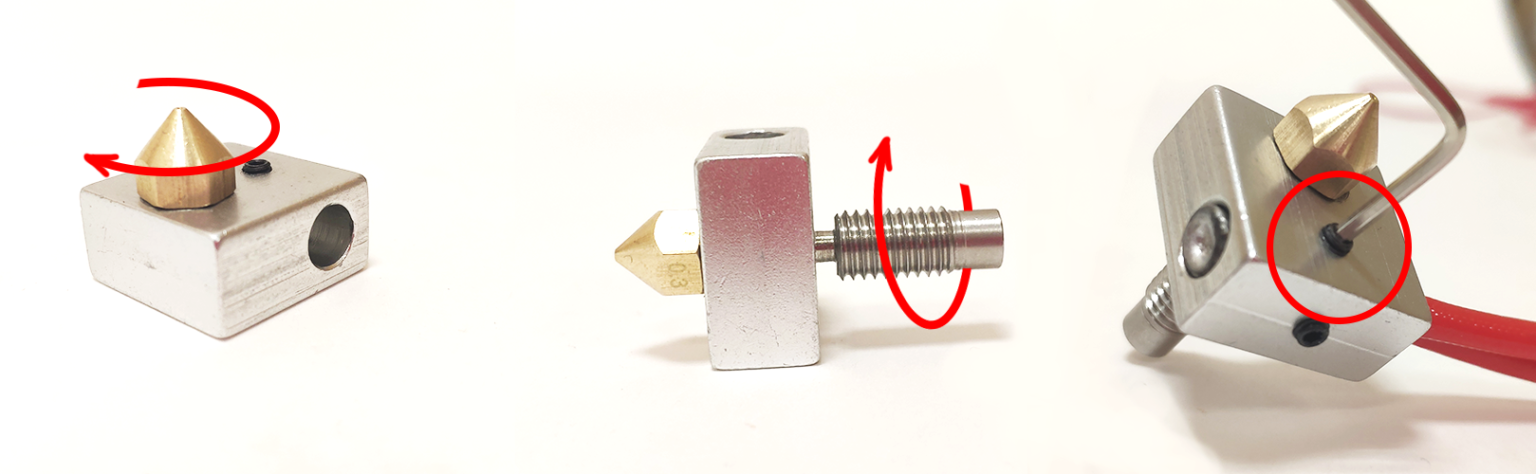 Он также менее теплопроводен по сравнению с латунью.
Он также менее теплопроводен по сравнению с латунью.
Преимущества
- Более высокая износостойкость, чем у латуни
- Может использоваться для нитей, безопасных для пищевых продуктов
Недостатки
- Теплопроводность ниже, чем у латуни
- Износостойкость ниже, чем у закаленной стали
- Сопла из закаленной стали
→ макс. 500 °C.
Форсунки из закаленной стали являются полезной модернизацией 3D-принтера, поскольку они достаточно прочны для частого использования абразивных материалов (в 10 раз более износостойкие, чем латунные форсунки) и могут буквально годами использоваться без замены.
Однако этот материал имеет еще более низкую теплопроводность, чем два предыдущих материала, и стоит дороже. Поскольку внутренняя поверхность сопла не такая гладкая, как у других «более мягких» материалов, это может привести к ухудшению качества печати.
Преимущества
- Высокая износостойкость
- Очень прочный
- Подходит для абразивных материалов
Недостатки
- Более низкая теплопроводность
- Более низкое качество печати
- Более высокая стоимость
- рубиновые сопла / латунные рубиновые сопла
→ макс. 550 °C.
Сопла с рубиновыми наконечниками относятся к соплам для 3D-принтеров класса люкс. Как правило, рубиновые форсунки представляют собой латунные форсунки с покрытием или без него, имеющие рубин на наконечнике. Поскольку отверстие в рубине можно сделать очень точно, допуски на его диаметр очень малы.
Рубиновый кончик сопла обеспечивает дополнительную износостойкость, что особенно полезно при обработке специальных нитей. По сравнению с другими типами насадок рубиновая насадка является самой дорогой.
Преимущества
- Высокая теплопроводность благодаря латунному корпусу
- Высокая износостойкость
- Стойкость к высоким температурам
Недостатки
- Более высокая стоимость
Замена сопла 3D-принтера — как это работает
Хотите заменить сопло 3D-принтера? В нашем видео мы покажем вам, на что именно следует обращать внимание при замене сопла 3D-принтера.
Мы будем рады, если вы посетите нас на YouTube и оставите лайк или комментарий. Если вы хотите увидеть что-то конкретное на нашем канале в будущем, сообщите нам об этом в комментариях!
Форсунки E3D | MatterHackers
Технические характеристики
- Доступные диаметры нити: 1,75 мм и 3,00 мм
- Диаметры сопел доступны в диапазоне от 0,15 мм до 1,20 мм
- При замене форсунок убедитесь, что хотэнд прогрет до рабочей температуры, чтобы не повредить форсунку или терморазрыв.
Поиск по марке форсунки
Насадки Solex 3D
Высококачественные насадки, предназначенные для широкого спектра 3D-принтеров.
Форсунки Bondtech
Ознакомьтесь с невероятными форсунками CHT от Bondtech
Насадки CleanTip
Насадки со специальным покрытием, препятствующим прилипанию нити
Форсунки Dyze Design
Не упустите преимущества износостойкости и высокой производительности этих карбид-вольфрамовых форсунок Dyze Design!
Насадки E3D
От маленьких до больших — эти насадки идеально подходят для модернизации любого 3D-принтера.
Насадки MakerGear
Ознакомьтесь с этими насадками MakerGear, разработанными для конкретных проектов.
Насадки Micro Swiss
Обновите свой 3D-принтер с помощью этих насадок Micro Swiss
Рубиновые насадки Olsson
Латунные насадки с рубиновым наконечником, устойчивым к любым абразивным волокнам.
Насадки Raise3D
Изучите износостойкие насадки для Raise3D
Сопла Slice Engineering
Абразивные материалы для печати, не беспокоящиеся об износе ванадиевого сопла.
Насадки Ultimaker
Расширьте творческие возможности с помощью насадок различных размеров.
Руководства и статьи
Как добиться успеха при 3D-печати полипропиленом
Успешно изготавливайте 3D-печатные детали из полипропиленовой нити с помощью этих советов по достижению более прочной адгезии к основанию и минимизации усадки.
Как добиться успеха при 3D-печати с использованием нити PLA
Узнайте о передовых методах 3D-печати с использованием нити PLA — от выбора правильной температуры до поверхностей для 3D-печати — это пошаговое руководство поможет вам добиться успеха в 3D-печати. печать пла.
печать пла.
Как добиться успеха при печати из АБС-пластика
Нить из АБС-пластика — это универсальный материал, который является отличным вариантом, когда вам нужно, чтобы напечатанные на 3D-принтере детали были прочными и термостойкими. Узнайте, как распечатать этот материал как профессионал, из этого подробного руководства.
Советы и рекомендации по печати: Адгезия к кровати из АБС-пластика
АБС-пластик: прочнее, долговечнее и термостойчее, чем PLA.
Отличный материал для 3D-печати, но ABS склонен к деформации. Прекратите деформацию отпечатков из АБС-пластика и создайте прочную адгезию к основанию для получения плоских отпечатков, следуя этим советам.
Живая петля: рекомендации по проектированию и выбор материала
Оживите свои отпечатки, добавив дополнительную степень подвижности вашим проектам — живые петли являются основой расширенных механических решений.
Печать с использованием Bronzefill
Нить Bronzefill изготовлена из настоящего бронзового порошка и придает вашим декоративным напечатанным на 3D-принтере деталям уникальный внешний вид
Как добиться успеха при 3D-печати из нейлона
Узнайте, как профессиональнее печатать из нейлона в 3D.
Всего комментариев: 0