1М63 технические характеристики: 1М63 Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
Содержание
1М63 токарный станок: технические характеристики
Производителем токарного станка 1М63 был Рязанский станкостроительный завод РС3. Первую модель выпустили в 1949 году. Затем начали выпускать более совершенные варианты первой. Станок 1М63 был одной из них.
Содержание:
- 1 Технические характеристики токарно-винторезного станка
- 2 Область применения
- 3 Маркировка моделей
- 4 Модификационные модели
- 5 Конструктивные особенности
- 5.1 Люнет
- 5.2 Суппорт
- 5.3 Сменные зубчатые колеса
- 5.4 Задняя бабка
- 5.5 Охлаждающая система
- 5.6 Фартук
- 5.7 Электрооборудование
- 5.8 Блок скоростей и подач агрегата
- 6 Установочный чертеж
- 7 Тонкости использования оборудования
- 8 Схема электрическая принципиальная
- 9 Преимущества агрегата
Технические характеристики токарно-винторезного станка
Первые станки были созданы специалистами Рязанского завода. Своими техническими характеристиками станок получил популярность и его начали использовать многие предприятия.
Своими техническими характеристиками станок получил популярность и его начали использовать многие предприятия.
Высота центров станка 1М63 составляет — 315 мм. Работать на нём можно с деталями длиной до сто сорока сантиметров. Шпиндель токарного станка вращается от 10 до 1250 оборотов в минуту на прямом ходе, а на обратном до 1800 оборотов в минуту.
В станке имеется сквозное отверстие диаметр, которого составляет семь сантиметров. В резцовую головку можно поместить четыре токарных инструмента за один раз.
Область применения
1М63 предназначен для токарных и винторезных работ по металлам цветного или черного цвета. Например, на станке растачивают цилиндрические, конические отверстия, обрабатывают торцевые поверхности, сверлят, обтачивают наружные и фасонные поверхности.
Быстрота вращений шпинделя, а также мощность в 15 кВт позволяет станку совершать данного рода работу.
Читайте также: что такое центр для токарного станка
Маркировка моделей
Маркируется модель по буквам и цифрам, каждая из которых имеет особое обозначение.
- цифра 1 показывает, что станок относится к токарным изделиям;
- «М» говорит о том, какого поколения станок;
- 6 показывает, что станок — металлорежущий;
- 3 обозначает правильный радиус обрабатывания болванки.
Вот таким образом, маркируется токарный станок 1М63.
Модификационные модели
Со временем один станок заменяет другой. 1М63 в свое время послужил заменой стандартной модели (токарный станок 163).
1М63 отличается от предыдущих версий своей безопасностью, повышенной скоростью обработки резьбы, повышенной мощность привода. В модификационных моделях используются свои обозначения. Вот некоторые из них:
- Б показывает быстроту станка.
- К означает, что на приборе есть копировальная оснастка.
- П говорит о точности установки.
1М63БГ, 1М63М, 1М63Н — некоторые из основных модифицированных моделей станка, который рассматривается в данной статье.
Конструктивные особенности
Характеристик множество, но среди них важными являются:
- Максимальный вес болванки составляет три с половиной тонн.
 Мощность — 15к Вт.
Мощность — 15к Вт. - Масса оборудования составляет пять тысяч семьсот пятьдесят килограмм.
- Диаметр отверстия в шпинделе — сто пять миллиметров.
Люнет
Люнет — одно из станочных приспособлений. Он служит основной опорой на станке. Бывают с опорами качения — роликовые люнеты, скольжения — кулачковые. Люнеты влияют на точность обработки. Их можно увеличивать, уменьшать, поворачивать.
Суппорт
Суппорт — узел для крепления или перемещения инструмента в станках. Перемещать можно вручную и автоматически. Их различают:
- По виду обработки — токарные.
- По расположению на станке — верхние, передние.
- По направлению — продольные, поперечные.
- По типу резцедержателя — резцовые.
Суппорты используют в автомобилях, велосипедах.
Сменные зубчатые колеса
Сменные зубчатые колеса входят в механизм, который называется «гитара». Гитара предназначается в станке для изменения передаточного отношения расчетной кинематической цели. В станках использую гитары с одной, двумя либо тремя сменными зубчатыми колесами.
В станках использую гитары с одной, двумя либо тремя сменными зубчатыми колесами.
Задняя бабка
Бабка задняя — узел с конусным отверстием для установки центра, который поддерживает заготовку, используется для закрепления инструмента для обработки детали по оси с обратной стороны.
Охлаждающая система
Охлаждающая система подает в зону резания охлаждающую жидкость, которая улучшает качество обрабатываемой поверхности и обеспечивает повышение стойкости режущего элемента. Жидкость подается по обычной системе трубопроводов.
Фартук
Фартук — узел металлорежущего агрегата, внутри которого механизм, который преобразует вращательное движение ходового вала, ходового винта в поступательное перемещение суппорта.
Электрооборудование
Электрооборудование станков необходимо, чтобы приводить механизмы в движение, автоматически управлять агрегатами, контролировать состояния механизмов и проводить техническую диагностику.
Блок скоростей и подач агрегата
Блок скоростей и подач агрегата расположен в левой лицевой стороне станины. Все скорости регулируются по принципу ступенчатой работы коробки.
Все скорости регулируются по принципу ступенчатой работы коробки.
За счёт блока скоростей и подач агрегата оператор надежно контролирует и регулирует работу во время выполнения, выданных ему задач.
Установочный чертеж
Тонкости использования оборудования
Перед тем, как начать пользоваться агрегатом надо изучить инструкцию по эксплуатации, технику безопасности. Прежде всего необходимо смонтировать и подключить аппарат.
Рабочее место, должно быть подготовлено к эксплуатации. Для запуска надо нажать по кнопке на блоке подач. Фрикцион должен быть выключенным.
При появлении неисправностей надо сразу же нести аппарат в ремонт и ни в коем случае не использовать в поломанном состоянии.
Схема электрическая принципиальная
Преимущества агрегата
От остальных моделей данный агрегат отличается своими преимуществами:
- Повышенная мощность основного привода.
- Увеличенная скорость обработки резьбы.
- Применение легированной стали в шестернях.

- Повышенная безопасность использования.
- Расширенный диаметр проема в шпинделе.
Поделиться в социальных сетях
Токарный станок 1М63: технические характеристики, описание
Рязанским станковым заводом в конце 60-х годов прошедшего столетия начал производиться токарный станок 1м63. Установка предназначается для промышленного и индивидуального производства и позволяет обрабатывать небольшие заготовки из цветных и черных сплавов и металлов.
Точность и качество операций, выполняемых устройством, и надежность и долговечность сделали его популярным токарным агрегатом. Монолитные опоры, жесткая основа, каленые направляющие, износостойкие составляющие конструкции обеспечивают выполнение операций на высоких скоростях с использованием режущих инструментов из твердых металлов.
Предназначается для работы с поверхностями сложных форм – внутренними и внешними, и для нарезки резьбы различных шагов. Буквенно-цифровой индекс агрегата имеет следующие значения: 1 – станок токарный; 6 – токарно-винторезный станок; М – поколение; 3 – радиус обработки болванки в максимальном значении.
Данный станок имеет 14 модификаций, среди которых: 163 – первая модель; выпускаемые заводом им. Кирова – 1Д63А, 1М63ДФ101; улучшенной мощности – 1М63Д, 1М63МФ101.
- Токарный станок 1М63: технические характеристики
- Суппорт
- Электрооборудование
- Коробки скоростей и подачи
- Устройство станка
Токарный станок 1М63: технические характеристики
В паспорте устройства имеются описания всех его технических характеристик, среди которых, в качестве основных, выделяются следующие:
- Габариты – 353х168х129 см;
- Вес – 4400 кг;
- Присвоенная точность – «Н»;
- Ширина обрабатываемой болванки в максимальном значении – 63 см над основанием, 35 см над суппортом;
- Высота центров – 31,5 см;
- Длина обрабатываемой болванки в наибольшем значении – 140 см;
- Вес обрабатываемой болванки в наибольшем значении – 2000 кг.
- Характеристики главного вала станка:
- Мощность электрического двигателя – 13 кВт;
- Прямая скорость вращения – 10-1250 об/мин;
- Обратная скорость вращения – 18-1800 об/мин;
- Диаметр отверстия – 7 см;
- Скорости прямого вращения – 22;
- Скорости обратного вращения – 11.

Суппорт
Только при механическом передвижении суппорта возможен его ускоренный ход, но обычное передвижение осуществляется вручную или механически. Упорные шарикоподшипники принимают усилия поперечного и верхнего винтов.
Характеристики:
- перемещение в осевом направлении – 126 см;
- перемещение в перпендикулярном направлении – 40 см;
- количество режущих инструментов – 4;
- одновременное использование режущих инструментов – 4;
- скорость осевого передвижения – 4,5 м/мин;
- скорость перпендикулярного перемещения – 1,6 м/мин;
- цена деления лимба – 1 и 0,05 мм;
- перемещение на оборот лимба в осевом направлении – 30 см;
- перемещение на оборот лимба в перпендикулярном направлении – 0,5 см.
Особенности:
- использование режущих инструментов из твердой стали и особых сплавов;
- гитарой сменных колес и регулировкой шестерен коробки подач осуществляется настройка шага нарезки резьб;
- повышенная жесткость элементов агрегата дает возможность выполнения высокоскоростных работ;
- отдельный электрический двигатель обеспечивает быстрые передвижения суппорта в двух направлениях;
- механическое перемещение верхней части устройства позволяет обтачивать длинные и короткие конусы.

Электрооборудование
Устройство имеет 4 двигателя, обладающих разными показателями:
- Основной двигатель с мощностью в 13 кВт и скоростью вращения при 60 Гц – 1750 об/мин; при 50 Гц – 1460 об/мин.
- Мотор охладительного насоса с мощностью в 0,12 кВт и скоростью вращения при 60 Гц – 3350 об/мин; при 50 Гц – 2800 об/мин. Скорость подачи охлаждающей жидкости – 22 л/мин.
- Двигатель быстрого хода каретки с мощностью в 13 кВт и скоростью вращения при 60 Гц – 1750 об/мин; при 50 Гц – 1460 об/мин.
- Насос смазочной системы с установленным фильтром с подачей смазочного состава – 8.2 л/мин; тонкостью фильтрации – 120 мкм.
На пульте управления кареткой и около коробки подач находятся два ключа «Пуск», нажатием одного из которых производится запуск основного двигателя. Рукоятью производится запуск фрикциона, регулирующего узел основного вала и частоту оборотов. Сила тока электродвигателя может варьироваться в зависимости от потенциала.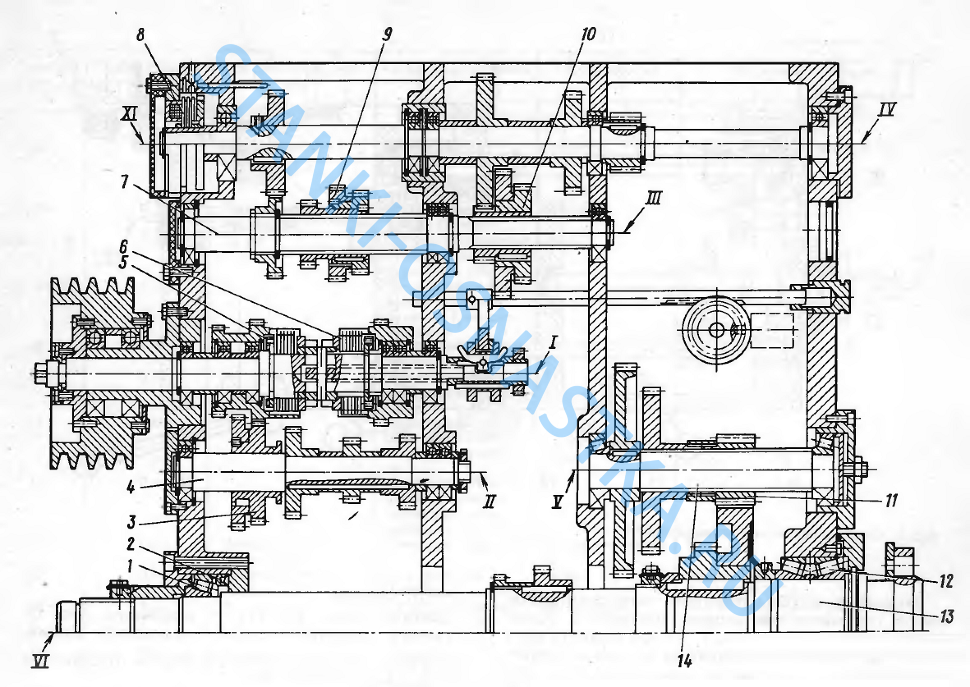
Рабочие подачи осуществляет главный двигатель, а за их ускоренное движение другой. В фартуке устройства установлены четыре фрикционные муфты, две из которых активируются при осевом перемещении резцедержателя, а две – при перпендикулярном. На фартуке находится переключатель, управляющий муфтами и имеющий пять позиций: четыре, совпадающих с направлением передвижений резцедержателя, наклонных позиции и нейтральную вертикальную.
На фартуке располагается еще один рычаг, осуществляющий установку режима работ:
- внешнее обтачивание конусов;
- внутреннее обтачивание поверхностей;
- токарные работы.
Для предотвращения одновременного запуска маточной гайки и муфт в фартук вмонтирован специальный блокировочный выключатель, отключающий цепь питания муфт при активации гайки.
В правой опоре установки расположен электронасос, подающий охлаждающий состав к резцам через трубопровод. Отработанная жидкость стекает в две специальные емкости, расположенные по разным сторонам установки, откуда возвращается к насосу.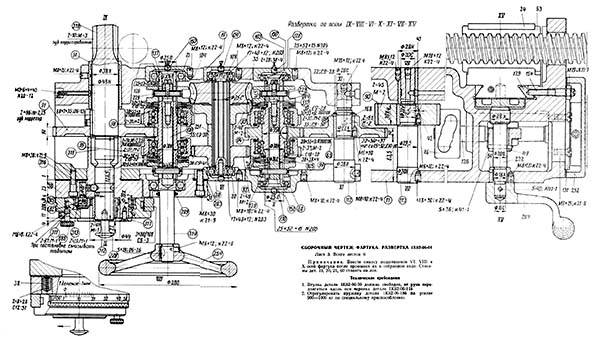 Запуск системы производится выключателем, расположенным на фартуке.
Запуск системы производится выключателем, расположенным на фартуке.
Коробки скоростей и подачи
Коробка скоростей находится в левой части основы устройства. На ее фрикционное колесо передается вращение от электрического двигателя, благодаря чему в коробке активируются шестерни. Всего 22 скорости, выбор которых осуществляется последовательным их переключением.
Частоты механизмов основного вала выбираются при помощи зубчатых колес, изготовленных из высококачественной стали, прошедшей термообработку. Шестерни установлены на специальных стальных валиках, вращающихся на роликовых и шариковых подшипниках. В коробке установлены два устройства, повышающие шаг резьбы и реверсирующие движение резцедержателя.
Коробка подач имеет двухосную компоновку, за счет чего повышается эффективность ее работы. Ее регулировка осуществляется при помощи рукояток-переключателей и шестерней. Только при включении шпинделя напрямую, с использованием отдельного комплекта шестерней, разрешается нарезать специальные, отличающиеся особой точностью, резьбы.
Подача вращения из коробки скоростей на вал подач осуществляется посредством гитары. Комбинируя сменные шестерни можно настраивать установку на нарезку разных резьб.
Устройство станка
- Передний узел
Установлен на левом конце рабочей основы устройства и представляет коробку скоростей. Главный рабочий вал расположен на двух опорах: передняя – подшипник с двумя рядами конических роликов; задняя – подшипник с одним рядом конических роликов и пружинами.
- Суппорт
Крестовая конструкция, передвигающаяся в осевом и перпендикулярном направлении. Передвижение осуществляется механическим или ручным способом. Резцедержатель снабжен механизмом, обеспечивающим его ускоренное перемещение.
- Задний узел
Установлен на направляющих рабочей основы устройства, передвигается на четырех подшипниках и фиксируется на направляющих двумя планками и четырьмя болтами. Перпендикулярное смещение узла осуществляется двумя винтами и одной гайки, встроенных в мостик.
Видео: токарная работа на станке 1М63
Republished by Blog Post Promoter
Рязань 1M63 27-дюймовый сверхмощный ручной токарный станок Techspex
Follow @Techspex
Не совсем то, что вы искали? Найдите машины с помощью нашего
Поиск моделей токарных станков
Токарный центр Модель
Модели токарных центров
|
Дистрибьюторы токарных центров
| 27-дюймовый ручной токарный станок для тяжелых условий эксплуатации | ||
| Тип машины: | Универсальный | |
| Направление шпинделя: | Горизонтальный | |
| Тип операции: | Руководство | |
| ПЕРЕДНЯЯ БАБКА | |||
| Размер патрона (дюймы) | Стандартный: Опция: | Макс. Качели: 27.560 | |
| Диаметр поворота | Максимум: 27.560 | ||
| Длина обточки (дюймы) | Максимум: Доп Макс: | ||
| Бар Производительность (дюйм.) | Станд.: | ||
| Задняя бабка: Стандарт (дюймы) | Ход: 9.400 Перьевой центр: МТ#6 | ||
 000
000 000
000ОДИН ШПИНДЕЛЬ | |||
# основных шпинделей: | |||
| Главный шпиндель: | об/мин: | HP: | |
Нос: | Отверстие: | ||
# Диапазоны скоростей: | |||
 00
00| ИНСТРУМЕНТ | |||
| Носитель основного инструмента: Руководство | |||
| # инструментов для одновременной резки: 1
| |||
| Вторичная функция фрезерования/сверления | |||
|
| ||||||||||||||||||||

ПАРТНЕРЫ КАНАЛА
Ручной токарный станок 1М63 | станкофорвард
1М63 СТАНОК РУЧНОЙ (РЯЗАНЬ)
1М63Н-2 В НАЛИЧИИ!
Вы восхищаетесь легендами станкостроения? Мы тоже так делаем, и вот один из них: 1М63Н. Первоначально этот токарный станок был спроектирован и изготовлен немецкими инженерами фирмы Hasse&Wrede в начале 19 века.20-е годы. Тогда у машины было другое название модели. В конце Второй мировой войны все производственные мощности завода по производству токарных станков Hasse & Wrede были перевезены в Рязань, Россия (тогда Советский Союз), чтобы служить основой для крупнейшего в России завода по производству токарных станков. Первая машина была выпущена на только что построенном Рязанском заводе в 1946 году, позже она получила название 1М63Н и это имя стало известно практически любому машинисту во всех уголках мира. С начала 1950-х и примерно до 2010 года тысячи станков 1М63Н были отгружены по всему миру. Вероятно, большинство из них сейчас все еще работают в США, Канаде, Германии, Италии, Испании и Турции. На вопрос, в чем может быть причина популярности 1М63Н среди машиностроительных сообществ разных стран, мы скромно предлагаем «немецкий технический гений и русскую страсть». Действительно, каждая единица этого станка спроектирована так, чтобы выдерживать любую мыслимую рабочую нагрузку, сохраняя первоначальную стабильность точности и не требуя особого ухода. Глядя на дизайн, каждая деталь лаконична по форме, но щедра на материал и качество изготовления, что приводит к потрясающему функционированию. В нашей повседневной жизни мы часто получаем запросы предложений на запчасти 1М63Н для машин, построенных в 19 веке.
Первая машина была выпущена на только что построенном Рязанском заводе в 1946 году, позже она получила название 1М63Н и это имя стало известно практически любому машинисту во всех уголках мира. С начала 1950-х и примерно до 2010 года тысячи станков 1М63Н были отгружены по всему миру. Вероятно, большинство из них сейчас все еще работают в США, Канаде, Германии, Италии, Испании и Турции. На вопрос, в чем может быть причина популярности 1М63Н среди машиностроительных сообществ разных стран, мы скромно предлагаем «немецкий технический гений и русскую страсть». Действительно, каждая единица этого станка спроектирована так, чтобы выдерживать любую мыслимую рабочую нагрузку, сохраняя первоначальную стабильность точности и не требуя особого ухода. Глядя на дизайн, каждая деталь лаконична по форме, но щедра на материал и качество изготовления, что приводит к потрясающему функционированию. В нашей повседневной жизни мы часто получаем запросы предложений на запчасти 1М63Н для машин, построенных в 19 веке.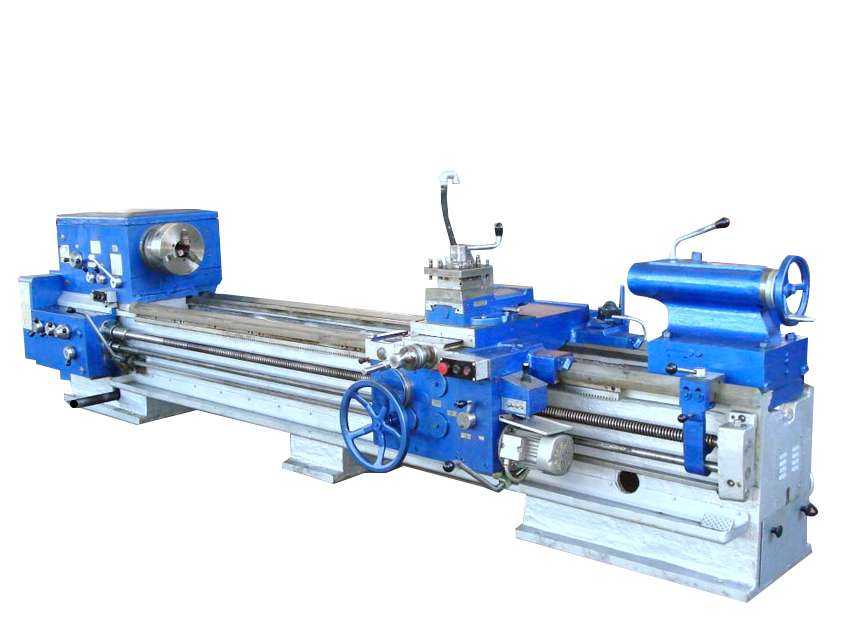 60-х годов, а иногда и раньше – до сих пор работают без заметного износа и ухудшения точности. Конечно, за последние 60 лет многие детали были переработаны или улучшены, но в основном машина осталась прежней, по-прежнему поражая молодое поколение инженеров своими замечательными, если не выдающимися, характеристиками. 1М63Н: спроектирован и изготовлен на века.
60-х годов, а иногда и раньше – до сих пор работают без заметного износа и ухудшения точности. Конечно, за последние 60 лет многие детали были переработаны или улучшены, но в основном машина осталась прежней, по-прежнему поражая молодое поколение инженеров своими замечательными, если не выдающимися, характеристиками. 1М63Н: спроектирован и изготовлен на века.
| Технические характеристики | Параметр |
| Качели над кроватью | 700 |
| Обработка над станиной | 630 |
| Поворотный механизм над кареткой | 350 |
| Доступная длина между центрами, м | 0,75, 1,5, 2, 3, 4, 5, 8, 10 |
| Отверстие шпинделя, мм | 105 |
| Количество скоростей шпинделя | 22 |
| Высота режущего инструмента, мм | 40 |
| Количество позиций инструмента | 4 |
| Внутренний конус пиноли задней бабки | Морзе 5 |
| Ограничения скорости вращения шпинделя, об/мин | 10-1250 |
| Подача каретки, мм/об: | |
| Продольный | 0,033-5,6 |
| Крест | 0,013-2,064 |
| Инструментальная направляющая | 0,010-1,76 |
| Пределы шага для нарезания резьбы: | |
| Метрическая, мм | 1-224 |
Уитворт, T. <- Предыдущий пост: 16К20 вес кг: 16К20 Станок токарно-винторезный универсальный. Паспорт, руководство, схемы, описание, характеристики Следующий пост: Минимойка интерскол ам 140 1700 отзывы: Мойка высокого давления Интерскол АМ-140/1700 1.7 кВт -> <- Предыдущий пост: 16К20 вес кг: 16К20 Станок токарно-винторезный универсальный. Паспорт, руководство, схемы, описание, характеристики Следующий пост: Минимойка интерскол ам 140 1700 отзывы: Мойка высокого давления Интерскол АМ-140/1700 1.7 кВт -> |
Всего комментариев: 0