3 д литье: Литьё по моделям напечатанным на 3D-принтере / Хабр
Содержание
Литьё по моделям напечатанным на 3D-принтере / Хабр
Jeshua Lacock пишет:
Эта страница описывает мою первую и успешную попытку отлить алюминиевые детали напрямую с моделей напечатанных PLA на 3D-принтере. Процесс практически идентичен литью с восковой модели, но вместо выжигания воска я выжигал пластик PLA (био-пластик)
Мне нужны были алюминиевые детали, чтобы смонтировать фокусирующую линзу для моего 150W CO2 режущего лазера. Эти детали должны иметь возможность подгонки и их надо было смонтировать на раме собранной из найденного алюминиевого утиля.
Я испытываю восторг, когда думаю о возможности сделать всё за один день: концепция -> дизайн -> 3D-печать -> законченная металлическая отливка
Шаг первый — дизайн деталей.
Я использовал удивительно мощный OpenSCAD, чтобы быстро разработать нужные мне детали. OpenSCAD читает скрипт на своем языке чтобы отрисовать 3D модель. В моем случае я просто нарисовал форму в Adobe Illustrator и сконвертировал ее в формат OpenSCAD используя Inkscape плагин.
Вот дизайн второй детали. Я нарисовал две формы в Illustrator-е и придал им глубину в OpenSCAD. Очень быстро и легко. Теперь у меня есть 3D модели, пора их напечатать!
Процесс печати первой детали на моем Ultimaker (ускоренная съемка).
Получившаяся деталь в руке.
Печать второй детали.
Вторая напечатанная деталь в руке.
Проверка как обе детали совмещаются.
Литники и воздуховоды прикреплены, всё готово для заливки формовочной массы.
Формовочная масса — 50% мелкого песка и 50% гипс.
После добавления воды и тщательного перемешивания я использовал домашний вакуумный упаковщик для продуктов, чтобы избавиться от пузырьков воздуха в формовочной смеси.
Вторая деталь готова к формовке!
Первая деталь заливается!
Деталь полностью погружена в смесь — надеюсь всё получится.
Обе формы установлены для просушки.
Через пару часов я поместил формы в печь на средний жар.
Моя новая маленькая печь. Быстро разогревается для 10 фунтов (~4.5кг) или менее расплавленного алюминия. В 2 раза больше, когда разгорится.
Формы хороши и прожарены. После разогрева до примерно 1200F (650C) у пластика нет ни шанса. После извлечения я продул формы сжатым воздухом, чтобы выдуть любые остатки пепла.
Все еще горячие формы помещены в сухой песок. Он служит нескольким целям:
- дополнительная поддержка, так как формы — достаточно хрупкие
- изолирует формы и удерживает тепло при застывании
- позволит мне установить расширители для литников(смотри ниже). Расширитель дает дополнительное давление при литье, а также работает как стояк, который остается расплавленным и обеспечивает дополнительный металл в то время, как отливка застывает и сжимается
Мои расширители литников — это просто обрезанные алюминиевые банки. Отлично работает!
Отлично работает!
После плавления алюминия с небольшой добавкой меди в тигле, удаления шлака — время заливать!
Как классно! Похоже формы заполнились идеально. Теперь тяжелая часть — ждать достаточно долго пока металл остынет, чтобы я узнал получились детали или нет.
Отлично! Детали прямиком из песка, только литники и воздуховоды отрезаны.
Я нарезал центральное отверстие мелким 14мм метчиком. Похоже все замечательно соединяется.
Мне нравятся детали на отливке — можно увидеть все линии от 3D-печати, их ширина всего 0.2мм.
Момент истины — подходят ли к раме? ДА! Я сделал пластиковую деталь, чтобы она идеально подходила к раме, затем напечатал ее еще раз с увеличением размера в 102%. Когда алюминий остывает он усаживается в точности на 2%.
Центр черного нипеля — это место откуда будет выходить сфокусированный луч CO2 лазера. Трубка — для сжатого воздуха, чтобы сдувать дым на пути лазера (так называемый air-assist).
Похоже я смогу этому найти хорошее применение!
Черная дыра в центре — это фокусирующая линза.
Я так рад, что части подошли к раме идеально без дополнительной обработки и даже без напильника!
Это первый тест моего лазера. Примерно на 60% мощности. Мгновенно прожигает дерево.
От переводчика:
Jeshua Lacock сделал замечательное, фактически пошаговое, руководство методики литья алюминия с пластиковых моделей напечатанных на 3D принтере. Для интересующих в практическом аспекте — на сайте instructables.com есть много рецептов как сделать печь для литья алюминия. Даже из кофейной банки!
Приложения для 3D-печати: Литье под давлением
Skip to Main Content
Ускорьте разработку продукции, сократите расходы и время подготовки заказа, а также выводите на рынок более качественную продукцию, используя 3D-печать и мелкосерийное литье под давлением в своем производственном процессе.
Читать технический докладЗапросить образец
Используйте напечатанные на 3D-принтере пресс-формы для литья под давлением на настольных и промышленных машинах с целью эффективного и экономичного производства от сотен и до тысяч функциональных прототипов, а также изготовления опытных образцов или конечных моделей.
Пресс-формы, созданные с помощью 3D-принтеров компании Formlabs, были проверены для использования на настольных и промышленных формовочных машинах с разным давлением, температурой и материалами.
Посмотреть условия литья, которые использовали клиенты
Полноценная настольная экосистема
Вы можете легко и самостоятельно начать 3D-печать пресс-форм для литья под давлением с помощью 3D-принтера Formlabs и настольной формовочной машины. Быстро тестируйте, проверяйте и воспроизводите прототипы, создавайте предсерийные модели из материала, который будет использоваться при производстве, а также изготавливайте мелкие серии конечных моделей без потребности в большом количестве оборудования и обучении.
Полноценную, простую в использовании экосистему Formlabs можно интегрировать в любой рабочий процесс литья под давлением. Сэкономьте время и деньги на мелкосерийные проекты литья под давлением, используя преимущества 3D-печати, чтобы быстро и экономично производить от сотен до тысяч моделей из обычного термопластического материала.
Читать руководство по быстрому началу работы
Этап 1
Проектирование пресс-формы
Для создания пресс-форм, напечатанных на 3D-принтере, используйте обычные способы производственного проектирования.
Этап 2
Печать пресс-форм на 3D-принтере
Form 3 использует высокоэффективные материалы, такие как Rigid 10K Resin, для изготовления прочных, гладких и детализированных моделей.
Этап 3
Сборка пресс-формы
Сборка напечатанных на 3D-принтере пресс-форм с помощью формовочного блока увеличивает их долговечность.
Этап 4
Смыкание пресс-формы
Напечатанные на 3D-принтере пресс-формы можно использовать на настольных и промышленных формовочных машинах.
Этап 5
Литье под давлением
Пресс-формы, созданные с помощью 3D-принтеров компании Formlabs, были проверены для использования в условиях с различными технологическими параметрами.
Этап 6
Охлаждение
Процесс охлаждения, который, как правило, занимает длительное время для пресс-форм из пластмассы, можно ускорить, используя сжатый воздух.
Этап 7
Извлечение модели из пресс-формы
Чтобы автоматизировать процесс извлечения модели из пресс-формы, можно добавить выталкивающие шпильки.
Экосистема доступных 3D-принтеров и высокоэффективных материалов компании Formlabs позволяет создавать прочные, гладкие литьевые пресс-формы с хорошей детализацией, с помощью которых можно изготавливать от сотен до тысяч моделей в трудных условиях литья.
Высокоэффективный стереолитографический 3D-принтер
Form 3 создает пресс-формы с очень высоким качеством поверхности и детализацией, позволяя соблюдать все проектные требования при их изготовлении, а также практически избавляя от необходимости в постобработке.
Используйте Form 3 на различных этапах производственного процесса, чтобы быстрее окупить инвестиции. Экосистема Formlabs легко интегрируется в любой процесс разработки продукции, от 3D-печати моделей прототипов до изготовления пресс-форм с целью их мелкосерийного производства.
Купить Form 3Запросить образец
Ознакомьтесь с дополнительными материалами, которые помогут вам начать использовать 3D-принтеры компании Formlabs для мелкосерийного изготовления литьевых пресс-форм.
Введение в литье металлов и способы сочетания 3D-печати с рабочими процессами литья
Литье металлов — это старинный процесс металлообработки, при котором расплавленный металл охлаждается и затвердевает в форме для формирования металлических деталей. Несмотря на свои древние корни, литье металлов по-прежнему остается одним из самых популярных процессов для компаний, занимающихся производством металлических деталей.
В этой статье рассказывается, что такое литье металлов, как оно работает, а также рассказывается о наиболее распространенных процессах литья металлов и преимуществах, которые производители могут получить, сочетая современные цифровые инструменты, такие как 3D-печать, с традиционными рабочими процессами литья.
Информационный документ
Ознакомьтесь с рекомендациями по созданию 3D-печатных моделей, пройдите пошаговый процесс литья по прямым выплавляемым моделям и изучите рекомендации по литью по непрямым выплавляемым моделям и литью в песчаные формы.
Загрузить информационный документ
Пошаговое литье металла от первоначального проекта до окончательного литья.
С момента появления металлического литья методы развивались и менялись. Однако его основные методы остались неизменными. Вот общий пошаговый процесс литья металла:
Кольца, напечатанные на 3D-принтере из Castable Wax 40 Resin.
Чтобы начать процесс литья металла, производитель сначала должен разработать представление желаемого образца. Этот шаблон необходим при разработке формы, используемой для отливки. Он традиционно изготавливается из дерева, пенопласта, пластика или воска и обеспечивает точное изготовление готовой металлической детали.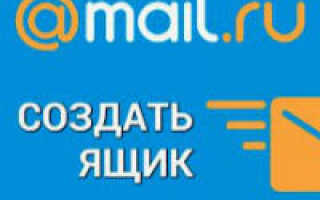 Сегодня 3D-печать также является распространенным методом создания шаблонов, который позволяет дизайнерам создавать точные шаблоны непосредственно из цифровых программных инструментов САПР.
Сегодня 3D-печать также является распространенным методом создания шаблонов, который позволяет дизайнерам создавать точные шаблоны непосредственно из цифровых программных инструментов САПР.
Шаблон не является точной копией желаемой детали. Он имеет дополнительные элементы, которые делают возможным процесс литья, в том числе заслонки, которые позволяют расплавленному металлу течь с постоянной скоростью, и вентиляционные отверстия для выхода газа. Кроме того, шаблоны также больше, чем детали, которые они представляют, чтобы учесть усадку, возникающую во время охлаждения.
Если отливка полая, производитель также создает сердцевину из песка или металла для придания внутренней формы. Это ядро удаляется после завершения литья.
Следующий шаг — создание литейной формы, которая может быть многоразовой (одноразовой) или одноразовой (одноразовой). Одноразовые формы обычно изготавливаются из песка, гипса, воска или с помощью 3D-печати, и, как следует из названия, они разрушаются в процессе литья. Многоразовые формы изготавливаются из металла и других прочных материалов и могут повторно использоваться для нескольких циклов литья.
Многоразовые формы изготавливаются из металла и других прочных материалов и могут повторно использоваться для нескольких циклов литья.
Керамические оболочки после выжигания и 3D-печати из прозрачной смолы.
Расплавленное олово заливают в форму для 3D-печати из высокотемпературной смолы для литья металла.
На этом этапе металл нагревается в печи, пока не расплавится. В зависимости от применения производители могут использовать различные металлы, наиболее часто отливаемыми металлами являются железо, алюминий, алюминиевый сплав, сталь, медь и цинк, а также драгоценные металлы, такие как золото и серебро. Как только металл расплавится, производитель заливает его в полость формы и дает ему остыть и затвердеть.
Последующая обработка металлического литья.
Когда металл остынет и затвердеет, детали извлекаются из формы. В зависимости от типа пресс-формы это может быть сделано за счет вибрации в процессе выбивки, вымывания паковочной массы или выталкивающих штифтов.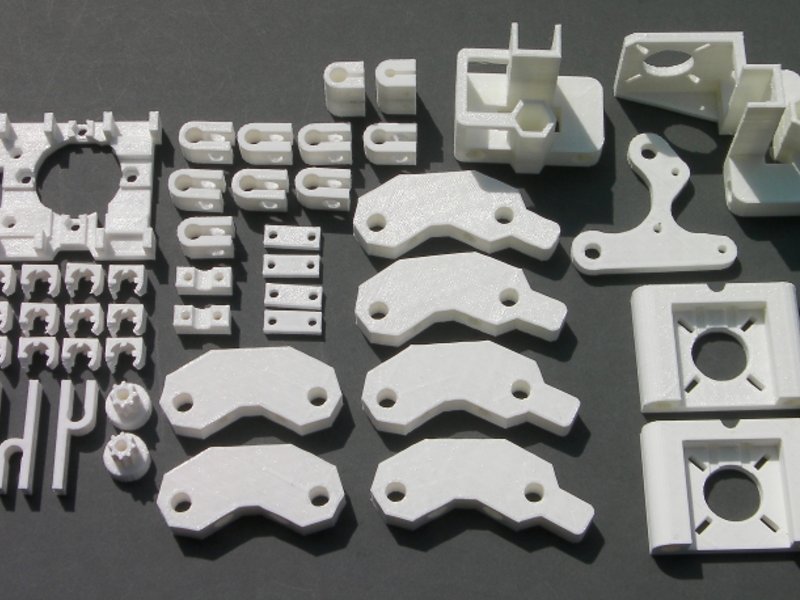 Затем с деталей удаляют лишний материал, такой как вентиляционные отверстия, ворота и кормушки. Наконец, детали подвергаются шлифовке, шлифовке, механической обработке или пескоструйной обработке, чтобы сгладить поверхность и достичь требуемой окончательной формы.
Затем с деталей удаляют лишний материал, такой как вентиляционные отверстия, ворота и кормушки. Наконец, детали подвергаются шлифовке, шлифовке, механической обработке или пескоструйной обработке, чтобы сгладить поверхность и достичь требуемой окончательной формы.
Хотя все методы литья металлов основаны на одном и том же основном процессе, существуют различные методы, более подходящие для различных областей применения. Некоторые из наиболее распространенных методов включают литье под давлением, литье по выплавляемым моделям и литье в песчаные формы.
Литье под давлением использует стальную форму и высокое давление. (Источник: buhlergroup.com)
Литье под давлением — это процесс литья металла, при котором производитель нагнетает расплавленный металл в полость стальной формы под высоким давлением для быстрого изготовления металлических деталей. При литье под давлением производитель соединяет вместе две половины матрицы или многоразовой формы и использует сопло для впрыска расплавленного металла под давлением в форму. Когда металл остывает, матрица открывается, и штифты выталкивателя выталкивают отливку.
Когда металл остывает, матрица открывается, и штифты выталкивателя выталкивают отливку.
Двумя наиболее распространенными процессами литья под давлением являются литье с горячей камерой и литье с холодной камерой. Хотя специфика этих процессов различается, есть несколько общих характеристик процесса литья под давлением в целом.
Литье под давлением с горячей камерой является наиболее распространенным из двух основных процессов литья под давлением. Машины для литья под давлением с горячей камерой имеют встроенную печь для нагрева металла внутри машины. Как только металл достигает расплавленного состояния, машина опускает цилиндрическую камеру в расплавленный металл. Форма «гусиная шея» системы впрыска металла позволяет камере быстро наполняться, а затем проталкивать материал в форму с помощью давления воздуха или поршня.
Погружение механизма впрыска для его заполнения обеспечивает быстрое и оптимизированное впрыскивание в форму в этом процессе литья. Однако, поскольку камера подвергается прямому нагреву от расплавленного металла, системы литья под давлением с горячей камерой подвержены риску коррозии, что делает их менее жизнеспособным вариантом для металлов с высокой температурой плавления. Вместо этого он лучше подходит для материалов с низкой температурой плавления и высокой текучестью, таких как свинец, магний, цинк и медь.
Вместо этого он лучше подходит для материалов с низкой температурой плавления и высокой текучестью, таких как свинец, магний, цинк и медь.
Напротив, процесс литья под давлением с холодной камерой работает медленнее, чтобы избежать коррозии. При использовании этого метода литейщик заливает расплавленный металл в систему впрыска. Затем поршень проталкивает металл в форму.
Этот процесс ограничивает коррозию, которая чаще встречается при литье под давлением с горячей камерой. Это идеальный вариант для металлов с высокой температурой плавления, таких как алюминий и алюминиевые сплавы.
Процесс литья под давлением является быстрым и позволяет производить детализированные детали. Он идеально подходит для производства больших объемов сложных деталей, а также может производить прочные детали с гладкой поверхностью. Способность литья под давлением производить большие объемы деталей делает его важнейшим процессом в автомобильной и аэрокосмической промышленности.
Поскольку инструменты и оборудование для литья под давлением дороги, этот процесс нерентабелен для небольших производственных циклов. Кроме того, пластичность металлов, используемых в процессе, может повлиять на сложность продукта.
Кроме того, пластичность металлов, используемых в процессе, может повлиять на сложность продукта.
Отлитые детали из шаблонов SLA, напечатанных из Clear Resin на 3D-принтере Formlabs.
Литье по выплавляемым моделям, также известное как литье по выплавляемым моделям, представляет собой процесс, в котором для производства сложных деталей используются воск, суспензия и формы. Это один из старейших методов литья металла, но он до сих пор ценится за способность создавать точные металлические детали сложной формы.
Этот процесс до сих пор широко используется для производства ювелирных изделий, стоматологии и искусства. Его промышленная форма, литье по выплавляемым моделям, является распространенным способом создания прецизионных металлических деталей в машиностроении и производстве.
Модели для литья по выплавляемым моделям обычно изготавливаются из воска или полимеров, напечатанных на 3D-принтере. Узоры собираются в древовидную структуру и погружаются в суспензию кремнезема или помещаются в колбу и окружены жидким гипсом. После высыхания паковочной массы опоку помещают вверх дном в печь, которая расплавляет модель, оставляя негативную полость в форме исходной модели. Металл расплавляют, а затем заливают под действием силы тяжести или вакуума, чтобы втянуть металл в полость. Отлитые детали опиливаются, шлифуются, подвергаются механической обработке или пескоструйной обработке для достижения окончательной геометрии и чистоты поверхности.
После высыхания паковочной массы опоку помещают вверх дном в печь, которая расплавляет модель, оставляя негативную полость в форме исходной модели. Металл расплавляют, а затем заливают под действием силы тяжести или вакуума, чтобы втянуть металл в полость. Отлитые детали опиливаются, шлифуются, подвергаются механической обработке или пескоструйной обработке для достижения окончательной геометрии и чистоты поверхности.
Литники с литыми кольцами.
Литье по выплавляемым моделям — универсальный процесс. Это позволяет производителям производить точные и воспроизводимые детали практически из любого металла, доступного для литья, и сложных форм, которые были бы трудны или невозможны при других методах литья. Литые детали также имеют превосходное качество поверхности и низкие допуски, при этом требуется минимальная обработка поверхности или механическая обработка.
Благодаря этим характеристикам литье по выплавляемым моделям идеально подходит для сложных деталей автомобильной, аэрокосмической и промышленной промышленности, медицинских инструментов, зубных имплантатов, а также ювелирных изделий и предметов искусства.
Литье по выплавляемым моделям — сложный и трудоемкий процесс. Для изготовления формы требуется специальное оборудование, дорогостоящие огнеупоры и связующие, а также множество ручных операций. Отливка деталей, для которых требуются стержни, может быть затруднена, и этот процесс лучше подходит для мелких деталей.
Половина формы для литья в песчаные формы.
Литье в песчаные формы — это метод литья металлов, который был впервые использован 3000 лет назад, но остается наиболее широко используемым методом литья по сей день. Этот процесс позволяет производителям отливать металл, не полагаясь на механическую обработку.
В процессе литья в песчаные формы производитель сначала создает литейный образец или копию отливки, чаще всего из дерева или пластика. Выкройка увеличена, что позволяет дать усадку. Для деталей с элементами на одной стороне требуется только открытая форма. Для деталей с несколькими детализированными поверхностями производитель разделяет литейный образец на две формы, чтобы сформировать форму с закрытой полостью. Верхняя половина называется копьем, а нижняя — перетаскиванием.
Верхняя половина называется копьем, а нижняя — перетаскиванием.
После того, как производитель создал шаблон, он плотно набивается песком вокруг шаблона. Затем они добавляют литники и литники, чтобы обеспечить плавное течение расплавленного металла через полость формы. Производитель удаляет шаблон, а затем скрепляет две половины песчаной формы вместе. Когда металл плавится до расплавленного состояния, его заливают в форму и оставляют остывать. Отсюда песчаная форма удаляется с помощью вибраций или воды под высоким давлением. Наконец, производитель дорабатывает деталь, удаляя литники и заслонки и полируя литую металлическую деталь.
Литье в песчаные формы — это адаптируемый процесс, работающий вне ограничений машинного оборудования. Благодаря этому он может создавать сложные детали практически любого размера. Песок недорог и доступен в большом количестве, что снижает стоимость установки и делает возможными модификации. Это единственный практичный или экономичный способ производства очень больших отливок. Время выполнения литья в песчаные формы также короткое, что делает его жизнеспособным процессом для небольших производственных циклов.
Время выполнения литья в песчаные формы также короткое, что делает его жизнеспособным процессом для небольших производственных циклов.
Универсальность литья в песчаные формы делает его пригодным для производства в самых разных отраслях промышленности. Он может производить медицинское оборудование, автомобильные детали, электронное оборудование, бензобаки, блоки цилиндров и многое другое.
Литье в песчаные формы позволяет получать высокопористые текстурированные металлы. Усадка и шероховатость поверхности также снижают размерную точность деталей. В результате получается низкопрочный конечный продукт, который требует длительной последующей обработки для достижения более высокого качества отделки.
Чтобы выбрать правильный процесс промышленного литья металлов, необходимо учитывать несколько факторов. Мы создали эту сравнительную таблицу, чтобы помочь вам сравнить литье под давлением, литье по выплавляемым моделям и литье в песчаные формы с точки зрения типов металлов, объема производства, затрат, времени производства, сложности деталей и в каких отраслях они обычно используются.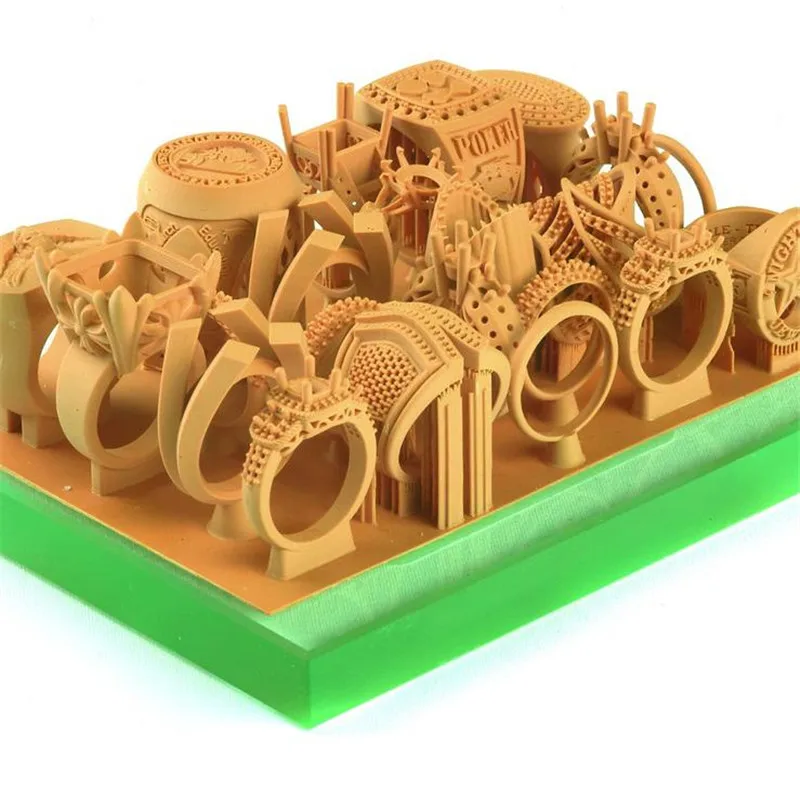
| Die Casting | Investment Casting | Sand Casting | |
|---|---|---|---|
| Compatible metals | Aluminum, copper, lead, magnesium, zinc | Most metals | Most metals |
| Production volume | Большие объемы | Объемы от малых до больших | От разовых до средних объемов |
| Удельные расходы | Низкие | От умеренных до высоких | Moderate |
| Tooling costs | High | Moderate | Low |
| Cycle time | Rapid | Long | Moderate |
| Industries | Automotive, aerospace, consumer products, furniture, power инструменты | Автомобильная, аэрокосмическая, ювелирная, медицина, стоматология, искусство | Автомобильная, аэрокосмическая, промышленное оборудование, электроника, потребительские товары |
Напечатанный на 3D-принтере узор ювелирного кольца и литая металлическая часть.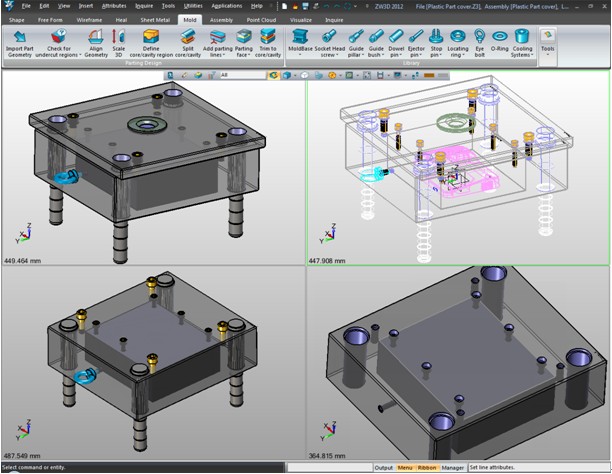
Инженеры, дизайнеры, ювелиры и любители могут извлечь выгоду из скорости и гибкости 3D-печати, комбинируя процессы литья, такие как непрямое литье по выплавляемым моделям, литье по прямым выплавляемым моделям, литье олова и литье в песчаные формы с 3D-печатными моделями или литьем металла в 3D-печатные формы. . Литые металлические детали с использованием инструментов для быстрой 3D-печати могут быть изготовлены за долю времени, затрачиваемого на традиционное литье, и со значительно меньшими затратами, чем 3D-печать металлом.
Стереолитографические (SLA) 3D-принтеры предлагают высокую точность и обширную библиотеку материалов, которые хорошо подходят для рабочих процессов литья и могут производить металлические детали с меньшими затратами, с большей свободой проектирования и за меньшее время, чем традиционные методы.
Веб-семинар
На этом веб-семинаре мы рассмотрим, как настольные стереолитографические (SLA) 3D-принтеры используются для прямой печати шаблонов, как работать с шаблонами SLA для литья по выплавляемым моделям и как преимущества генеративного проектирования увеличивают спрос для печатных моделей.
Посмотреть вебинар
3D-форма из прозрачной смолы для впрыска воска.
Процесс изготовления моделей из форм или оснастки называется непрямым литьем по выплавляемым моделям, поскольку он требует создания форм для изготовления моделей в дополнение к окончательным формам по выплавляемым моделям.
Жесткие формы для воска (часто называемые инструментами) обычно изготавливаются путем механической обработки алюминия или стали. Производство обработанных металлических форм стоит тысячи долларов, а обработка и полировка занимают недели, прежде чем можно будет выполнить первые выстрелы и оценить детали модели в процессе литья.
С помощью 3D-печати производители могут напрямую печатать в 3D форму для своего рисунка, используя такие материалы, как High Temp Resin или Rigid 10K Resin, смолы, устойчивые к высоким температурам. Для оптимальной обработки поверхности формованных деталей обработайте внутренние поверхности формы шлифованием и полировкой для получения гладкого вида или дробеструйной очисткой, если требуется однородный матовый вид. Чтобы убедиться, что окончательные отлитые детали имеют точные размеры, компенсируйте усадку, увеличив масштаб напечатанной формы. Точную усадку воска и процесс литья можно получить из спецификаций поставщика.
Чтобы убедиться, что окончательные отлитые детали имеют точные размеры, компенсируйте усадку, увеличив масштаб напечатанной формы. Точную усадку воска и процесс литья можно получить из спецификаций поставщика.
3D-печатные формы для литья металлов сокращают время между созданием концепции и первыми испытаниями до нескольких дней, поскольку производители могут напрямую печатать инструменты, необходимые для запуска и оценки деталей.
В то время как формованные детали должны соответствовать правилам проектирования в отношении формуемости (например, отсутствие поднутрений, благоприятный уклон и т. д.), вы можете повысить сложность модели, используя сборочные приспособления для объединения нескольких компонентов в единую конструкцию.
Информационный документ
Загрузите наш технический документ, чтобы узнать о шести процессах изготовления форм, которые возможны с помощью собственного 3D-принтера SLA, включая литье под давлением, вакуумное формование, формование силикона и многое другое.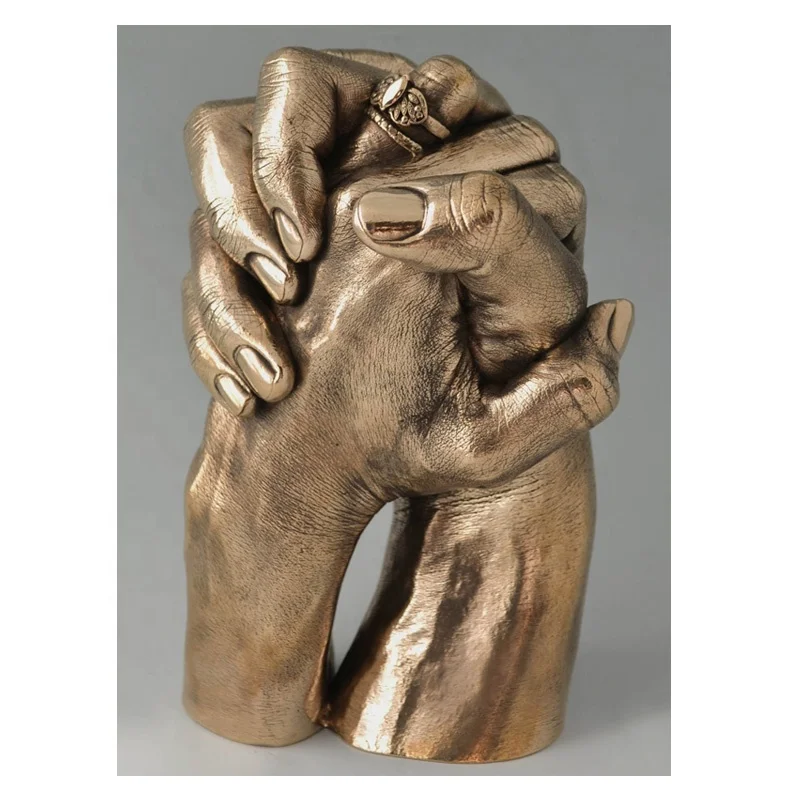
Загрузить информационный документ
3D-печатные модели ювелирных изделий и литые металлические кольца.
Литье по выплавляемым моделям — это разновидность литья по выплавляемым моделям, при которой процесс переходит непосредственно от создания модели к окружению модели паковочной массой. Он идеально подходит для изготовления деталей с геометрией, слишком сложной для формования, или для деталей с обширными поднутрениями и тонкой текстурой поверхности, где формование возможно, но сопряжено с высокими затратами на инструмент.
Традиционно модели для прямого литья по выплавляемым моделям вырезаются вручную или обрабатываются на станке, если деталь является единичной или ожидается, что ее будет всего несколько единиц. Однако с помощью 3D-печати производители могут напрямую печатать шаблоны, устраняя ограничения по дизайну и времени, характерные для других процессов.
С помощью 3D-печати инженеры, дизайнеры и ювелиры могут направлять модели 3D-печати, чтобы сократить время выполнения заказа и добиться геометрической свободы, превышающей проектные ограничения технологичности процессов литья. Formlabs разработала ряд литейных материалов, подходящих для литья по выплавляемым моделям, в частности, для ювелирной промышленности.
Formlabs разработала ряд литейных материалов, подходящих для литья по выплавляемым моделям, в частности, для ювелирной промышленности.
Белая книга
Способы работы ювелиров меняются, и лидируют литейные фотополимерные смолы. Из этого руководства вы узнаете, как отливать ювелирные украшения с помощью 3D-печати на принтерах Formlabs.
Загрузить информационный документ
Образец детали
Убедитесь сами и почувствуйте качество Formlabs. Мы отправим бесплатный образец детали в ваш офис.
Запросить бесплатный образец Деталь
Серая смола Печатный рисунок и готовое алюминиевое литье из открытой песчаной формы.
Подобно литью по выплавляемым моделям, 3D-печать можно использовать для создания моделей для литья в песчаные формы.
По сравнению с традиционными материалами, такими как дерево, 3D-печать позволяет производителям создавать сложные формы и сразу переходить от цифрового проектирования к литью.
Металлические миниатюры, отлитые из олова и напечатанные на 3D-принтере.
Олово — это ковкий металлический сплав с низкой температурой плавления, который можно использовать для изготовления полностью металлических предметов декоративного назначения, таких как детализированные металлические миниатюры, ювелирные изделия, масштабные модели и копии антиквариата.
Благодаря недавним разработкам в области термостойких материалов для 3D-печати, таких как High Temp Resin для 3D-принтеров Formlabs SLA, теперь стало возможным печатать формы для прямого литья олова в 3D.
Существует два варианта конструкции пресс-формы: жертвенная или съемная форма. В жертвенной форме есть оболочка, предназначенная для разрушения в процессе. Разборные формы состоят из отдельных половинок, поэтому форму можно использовать повторно.
По сравнению с прямой печатью металла отливка олова в 3D-печатные формы обеспечивает значительно лучшую детализацию и качество поверхности при небольшой доле затрат. По сравнению с восковым литьем, прямая 3D-печать формы требует меньше шагов и требует меньше ручных усилий, сохраняя при этом максимально возможные детали.
По сравнению с восковым литьем, прямая 3D-печать формы требует меньше шагов и требует меньше ручных усилий, сохраняя при этом максимально возможные детали.
Веб-семинар
Посмотрите наш веб-семинар, чтобы узнать, как изготовление форм с использованием 3D-печатных шаблонов и многоразовых или жертвенных форм может позволить вам производить детали из фарфора, драгоценных и недрагоценных металлов, силикона и биосовместимых гибких материалов и т. д.
Посмотреть вебинар сейчас
Процесс литья ювелирных изделий по выплавляемым моделям с использованием 3D-печатных моделей.
Предприятия, стремящиеся расширить свободу проектирования или сократить расходы и время выполнения заказов, имеют надежное решение в области литья металлов с помощью 3D-печати.
Определенные типы сложных металлических отливок, такие как крупные формы с поперечным сечением и детали с несколькими стержнями, трудно изготовить с использованием традиционных методов литья металлов. 3D-печать позволяет производителям создавать сложные конструкции. Например, ювелиры могут создавать сложные и нестандартные конструкции, которые были бы невозможны без 3D-печати.
3D-печать позволяет производителям создавать сложные конструкции. Например, ювелиры могут создавать сложные и нестандартные конструкции, которые были бы невозможны без 3D-печати.
3D-печать также устраняет зависимость от нескольких машин или поставщиков услуг для создания деталей. Вместо этого компаниям просто нужен цифровой файл, 3D-принтер и материалы для печати. Это может сократить расходы и отходы, поскольку весь используемый материал идет на конечный продукт.
Наконец, сочетание 3D-печати с литьем металла может сократить расходы и время выполнения заказа. Вместо того, чтобы неделями ждать дорогостоящих инструментов, прежде чем можно будет отлить конечный продукт, 3D-принтер может создать шаблон или форму за несколько часов.
Литье металла в сочетании с 3D-печатью помогает компаниям быстро и эффективно создавать металлические детали. С 3D-принтером Formlabs SLA вы можете ускорить процесс литья металла и одновременно сократить расходы.
Узнайте больше о настольном 3D-принтере Form 3 SLA и запросите бесплатный образец детали, чтобы лично оценить качество.
См. форму 3Запросить бесплатный образец Деталь
Являются ли модели, напечатанные на 3D-принтере, правильным выбором для вас?
3D-принтер может показаться чем-то из фантастического фильма, но эта передовая технология становится все более распространенной в медицинском мире. Теперь в области ортопедии появляется новое применение 3D-печати. В частности, слепки, напечатанные на 3D-принтере, являются альтернативой традиционным слепкам из гипса или стекловолокна.
Хотя 3D-модели еще не получили широкого распространения, они становятся популярными по мере того, как все больше пациентов узнают о преимуществах, которые они предлагают. В этом сообщении в блоге мы обсудим, как работают 3D-печатные слепки и почему вы можете предпочесть их традиционным гипсовым слепкам или слепкам из стекловолокна.
Что такое слепки, напечатанные на 3D-принтере?
Напечатанный на 3D-принтере слепок — это медицинское устройство, созданное с помощью 3D-принтера для поддержки сломанной кости во время ее заживления. В отличие от традиционного литья, 3D-печатные модели производятся с использованием технологии аддитивного производства. Это означает, что они могут быть изготовлены по индивидуальному заказу, чтобы соответствовать конкретным контурам конечности пациента.
В отличие от традиционного литья, 3D-печатные модели производятся с использованием технологии аддитивного производства. Это означает, что они могут быть изготовлены по индивидуальному заказу, чтобы соответствовать конкретным контурам конечности пациента.
Напечатанные на 3D-принтере слепки могут быть изготовлены с открытой конструкцией, которая позволяет коже дышать и помогает предотвратить раздражение кожи. Кроме того, технология 3D-печати позволяет изготавливать слепки разных цветов и дизайнов.
Как работают слепки, напечатанные на 3D-принтере?
phonlamaiphoto — stock.adobe
Для изготовления гипса выполняется 3D-сканирование поврежденной конечности. Это сканирование затем используется для создания 3D-модели конечности. Инженер использует эту модель для создания гипса, который будет соответствовать конечности. Затем дизайн отправляется на 3D-принтер, который создает слепок с использованием высокотемпературного термопластика. Затем конечный продукт надевается на конечность и может быть удален после заживления травмы.
Шаг 1: сканирование
Процесс создания 3D-модели начинается со сканирования конечности пациента. Это может включать рентген, компьютерную томографию или другие методы визуализации. Это позволяет врачу определить точное положение сломанной кости и форму конечности пациента.
Шаг 2: 3D-моделирование
После завершения сканирования создается 3D-модель конечности. Рука пациента сканируется с помощью 3D-сканера для создания точной и подробной трехмерной модели. Затем эту модель можно использовать для создания пользовательского дизайна устройства без необходимости литья.
Шаг 3: 3D-печать
Следующим шагом будет печать слепка. Это можно сделать с помощью высокотемпературного термопластика или путем спекания порошка. Отпечаток может потребовать последующей обработки, чтобы сделать материалы безопасными для прикосновения и прочными для ношения в течение длительного периода времени.
Из чего сделаны 3D-модели?
Большинство 3D-моделей создаются с использованием высокотемпературного термопластика.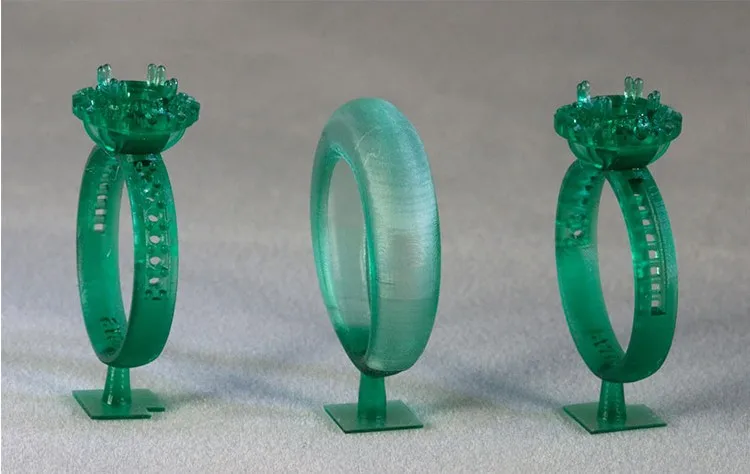 Пластик нагревают до высокой температуры, а затем охлаждают, создавая твердый, прочный слепок, который может поддерживать сломанные кости или иммобилизовать суставы для нехирургического лечения. Точный состав зависит от производителя, но обычно включает различные полимеры и смолы.
Пластик нагревают до высокой температуры, а затем охлаждают, создавая твердый, прочный слепок, который может поддерживать сломанные кости или иммобилизовать суставы для нехирургического лечения. Точный состав зависит от производителя, но обычно включает различные полимеры и смолы.
Преимущества 3D-печатных слепков
3D-печатные слепки имеют ряд преимуществ по сравнению с традиционными гипсовыми слепками или слепками из стекловолокна, включая лучшую посадку, лучшую воздухопроницаемость и уменьшение зуда. Их намного легче снимать, поэтому вы можете носить их в душе или ванне, не беспокоясь о том, что этот тип гипса намокнет. Они также устойчивы к атмосферным воздействиям, поэтому вам не нужно беспокоиться о том, что они испортятся, если попадут под дождь.
Кроме того, гипсовые повязки, напечатанные на 3D-принтере, могут быть адаптированы к вашему телу, что делает их более удобными для ношения и снижает вероятность раздражения кожи. Наконец, поскольку они легкие и дышащие, гипсовые повязки, напечатанные на 3D-принтере, с меньшей вероятностью вызовут отек и дискомфорт, чем традиционные гипсовые повязки.
Недостатки 3D-печатных слепков
Несмотря на ряд преимуществ, следует учитывать и некоторые потенциальные недостатки. Один из основных рисков, связанных с гипсовой повязкой, напечатанной на 3D-принтере, заключается в том, что гипсовая повязка может не подойти должным образом, если конечность опухнет во время первоначального сканирования. Когда возникает отек, пораженный участок может увеличиваться в размерах, что может привести к тому, что ваш отпечаток не подойдет должным образом. Затем процесс необходимо будет повторить, что может занять много времени и средств.
Еще одним ограничением является то, что модели, напечатанные на 3D-принтере, не подходят для пациентов, нуждающихся в неотложной помощи. Это связано с тем, что создание и обработка отпечатка может занять некоторое время, что может быть нецелесообразно для пациентов с серьезными переломами. Кроме того, модели, напечатанные на 3D-принтере, не подходят для пациентов, которым необходимо вернуть кости на место.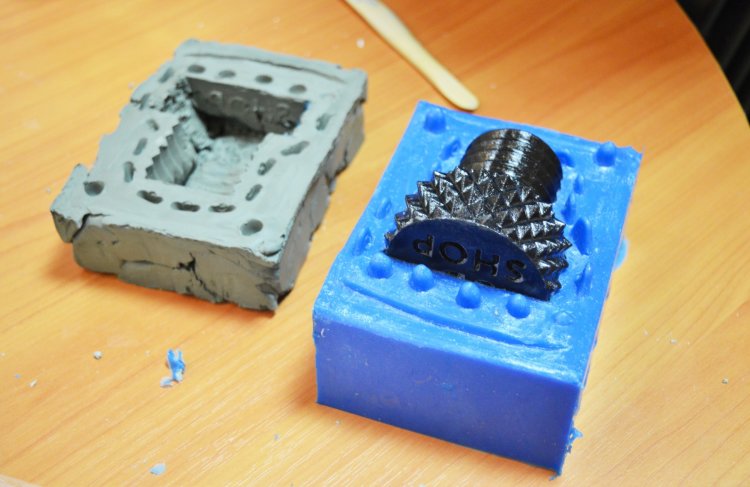
Последний недостаток, который следует учитывать, заключается в том, что модели, напечатанные на 3D-принтере, стоят дороже, чем традиционные модели, и страховые компании могут не покрыть расходы. Хотя эта технология постоянно совершенствуется, важно знать о потенциальных недостатках, прежде чем выбирать гипсовую повязку, напечатанную на 3D-принтере, для лечения вашей травмы.
Стоимость 3D-печатных слепков
phonlamaiphoto — stock.adobe
Хотя технология 3D-печати часто ассоциируется с недорогим производственным процессом, реальность такова, что стоимость 3D-печатных медицинских устройств может быть довольно высокой. Когда дело доходит до стоимости 3D-печатных слепков, необходимо учитывать несколько ключевых факторов.
Во-первых, материалы, используемые в 3D-печати, обычно дороже, чем традиционный гипс или стекловолокно. Во-вторых, сканирующее оборудование, необходимое для создания 3D-модели травмы, может быть довольно дорогим. Наконец, большинству больниц или клиник потребуется нанять дополнительный персонал для работы с 3D-принтерами для создания дизайна или нанять стороннюю фирму для выполнения задач.
В целом, стоимость 3D-печатных слепков, вероятно, будет выше, чем традиционные методы литья. Однако стоит отметить, что цена может снизиться по мере распространения технологии. Кроме того, некоторые страховщики могут начать покрывать стоимость 3D-печатных слепков, поскольку они все более широко используются для лечения переломов костей.
Уход за гипсовой повязкой, напечатанной на 3D-принтере
Уход за гипсовой повязкой, напечатанной на 3D-принтере, очень прост. В отличие от традиционных слепков из гипса или стекловолокна, которые должны быть всегда сухими, слепки, напечатанные на 3D-принтере, безопасны для воды и могут быть полностью погружены в воду. Это облегчает пациентам принятие душа и ванны, поскольку им больше не нужно беспокоиться о том, чтобы их гипсовая повязка оставалась сухой. Раны видны сквозь материал напечатанного на 3D-принтере гипса, и их можно контролировать в любое время.
Есть ли альтернатива 3D-печати?
Несмотря на то, что слепки, напечатанные на 3D-принтере, были признаны революционными в области медицины, они по-прежнему имеют ряд недостатков.
Всего комментариев: 0