3 д принтер это кратко: Что такое 3D-принтер
Содержание
3D-принтер: что это и как он работает? | GeekBrains
https://gbcdn.mrgcdn.ru/uploads/post/1999/og_image/501bb6c82a53bb3bc2a0fee73b0c9e9e.png
В 2011 году принтер, который заправили биогелем, напечатал человеческую почку прямо во время конференции TED. Два года назад Adidas анонсировала новую модель кроссовок, которые печатают на 3D-принтере за 20 минут. А недавно компания Илона Маска SpaceX успешно провела испытания двигателей космического корабля, которые тоже напечатали на 3D-принтере.
В современном мире 3D-печать — это не удивительная технология будущего, а хорошо изученная реальность. Ее применяют в архитектуре, строительстве, медицине, дизайне, производстве одежды и обуви и других сферах. По запросу «3D-принтер» поисковики выдают сотни чертежей и прототипов разной сложности — от мыльницы и настольной лампы до автомобильного двигателя и даже жилого дома.
Любой может купить принтер и напечатать чехол для смартфона, но дальше 3д печати по чертежу идут не все. В этой статье расскажем, когда появилась 3D-печать, как можно применять технологию и какие у нее перспективы.
В этой статье расскажем, когда появилась 3D-печать, как можно применять технологию и какие у нее перспективы.
Как появился трехмерный принтер
Не будем слишком утомлять вас датами и кратко перескажем историю 3D-печати.
Предвестник трехмерной печати. В начале 80-х доктор Хидео Кодама разработал систему быстрого прототипирования с помощью фотополимера — жидкого вещества на основе акрила. Технология печати была похожа на современную: принтер печатал объект по модели, послойно.
Первый 3D-принтинг. Изготовление физических предметов с помощью цифровых данных продемонстрировал Чарльз Халл. В 1984 году, когда компьютеры еще не сильно отличались от калькуляторов, а до выхода Windows-95 было десять лет, он изобрел стереолитографию — предшественницу 3D-печати. Работала технология так: под воздействием ультрафиолетового лазера материал застывал и превращался в пластиковое изделие. Форму печатали по цифровым объектам, и это стало бумом среди разработчиков — теперь можно было создавать прототипы с меньшими издержками.
Первый 3D-принтер. Источник: habr
Первый производитель 3D-принтеров. Через два года Чарльз Халл запатентовал технологию и открыл компанию по производству принтеров 3D Systems. Она выпустила первый аппарат для промышленной 3D-печати и до сих пор лидирует на рынке. Правда, тогда принтер называли иначе — аппаратом для стереолитографии.
Популярность 3D-печати и новые технологии. В конце 80-х 3D Systems запустила серийное производство стереолитографических принтеров. Но к тому времени появились и другие технологии печати: лазерное спекание и моделирование методом наплавления. В первом случае лазером обрабатывался порошок, а не жидкость. А по методу наплавления работает большинство современных 3D-принтеров. Термин «3D-печать» вошел в обиход, появились первые домашние принтеры.
Революция в 3D-печати. В начале нулевых рынок раскололся на два направления: дорогие сложные системы и те, что доступны каждому для печати дома. Технологию начали применять в специфических областях: впервые на 3D-принтере напечатали мочевой пузырь, который успешно имплантировали.
Печать тестового образца почки. Источник: BBC
В 2005 году появился первый цветной 3D-принтер с высоким качеством печати, который создавал комплекты деталей для себя и «коллег».
Как устроен 3D-принтер
В основном принтеры трехмерной печати состоят из одинаковых деталей и по устройству похожи на обычные принтеры. Главное отличие — очевидное: 3D-принтер печатает в трех плоскостях, и кроме ширины и высоты появляется глубина.
Вот из каких деталей состоит 3D-принтер, не считая корпуса:
- экструдер, или печатающая головка — разогревает поверхность, с помощью системы захвата отмеряет точное количество материала и выдавливает полужидкий пластик, который подается в виде нитей;
- рабочий стол (его еще называют рабочей платформой или поверхностью для печати) — на нем принтер формирует детали и выращивает изделия;
- линейный и шаговый двигатели — приводят в движение детали, отвечают за точность и скорость печати;
- фиксаторы — датчики, которые определяют координаты печати и ограничивают подвижные детали.
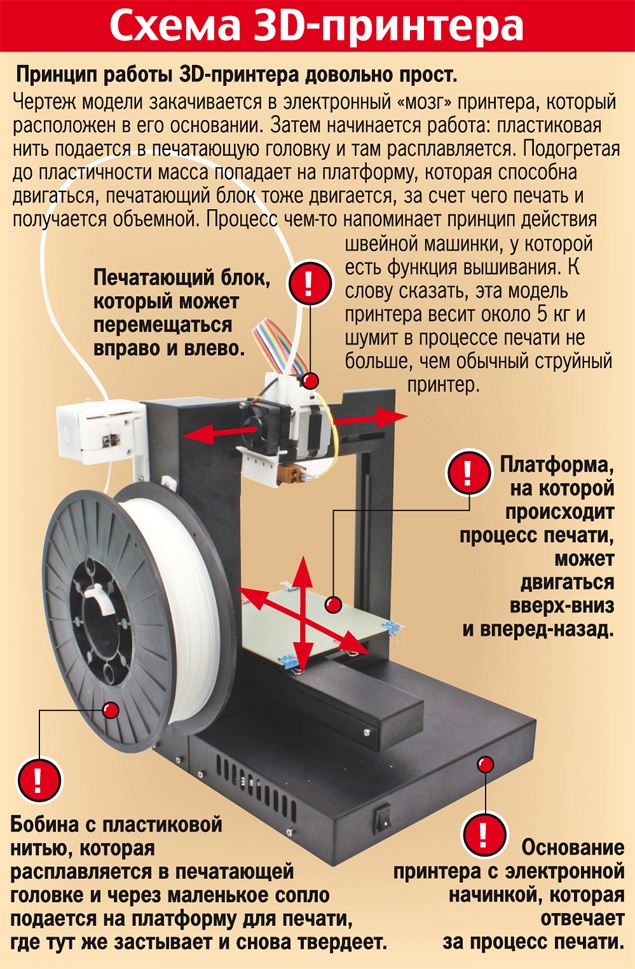 Нужны, чтобы принтер не выходил за пределы рабочего стола, и делают печать более аккуратной;
Нужны, чтобы принтер не выходил за пределы рабочего стола, и делают печать более аккуратной; - рама — соединяет все элементы принтера.
Схема 3D-принтера. Источник: Lostprinters
Все это управляется компьютером.
Как создают изделия
За создание трехмерного изделия отвечает аддитивный процесс 3д-печати — это когда при изготовлении предмета слои материала накладываются друг на друга, снизу вверх, пока не получится копия формы в чертеже. Так печатают изделия из пластика. А фотополимерная печать работает по технологии стереолитографии (SLA): под воздействием лазерного излучателя фотополимеры затвердевают. Кроме пластика и фотополимерных смол, современные 3D-принтеры работают с металлоглиной и металлическим порошком.
Печать состоит из непрерывных циклов, которые повторяются один за другим — на один слой материала наносится следующий, и печатающая головка двигается, пока на рабочей поверхности не окажется готовый предмет. Отходы печати принтер сам удаляет с рабочего стола.
Отходы печати принтер сам удаляет с рабочего стола.
Как работает 3D-чертеж
Принтер печатает изделие по 3D-чертежу: его создают на компьютере в специальной программе, затем сохраняют в формате STL. Этот файл выводят в программу резки для принтера — она помогает задать модели физические свойства изделия, например плотность. Далее программа преобразует модель в инструкцию для экструдера и выгружает ее на принтер, который начинает печатать изделие.
3D-чертеж легко сделать в домашних условиях — почитайте инструкцию на habr.
Как запрограммировать 3D-принтер
Краткая инструкция по настройке принтера:
- Выбрать 3D-модель. Изделие можно нарисовать самому в специальном CAD-редакторе или найти готовый чертеж — в интернете полно моделей разной сложности.
- Подготовить 3D-модель к печати. Это делают методом слайсинга (slice — часть). К примеру, чтобы распечатать игрушку, ее модель нужно с помощью программ-слайсеров «разбить» на слои и передать их на принтер.
 Проще говоря, слайсер показывает принтеру, как печатать предмет: по какому контуру двигаться печатной головке, с какой скоростью, какую толщину слоев делать.
Проще говоря, слайсер показывает принтеру, как печатать предмет: по какому контуру двигаться печатной головке, с какой скоростью, какую толщину слоев делать. - Передать модель принтеру. Из слайсера 3D-чертеж сохраняется в файл под названием G-code. Компьютер загружает файл в принтер и запускает 3д-печать.
- Наблюдать за печатью.
Можно ли применять напечатанные изделия
Зависит от качества материала, принтера и конечного изделия. Часто домашние принтеры неточно передают форму и цвет предмета. Изделия из пластика нужно дополнительно обработать: иногда они печатаются с заусенцами и дефектами и почти всегда с ребристой поверхностью.
Изделие после и до обработки. Источник: 3D-Today
Для обработки поверхности есть несколько способов — не все подходят для домашнего применения:
- механическая обработка — шлифовка вручную, срезание заусенцев;
- химическая — погружение в ацетон, пескоструйная обработка, нанесение спецраствора кисточкой.

Что можно напечатать на 3D-принтере
В интернете полно подборок с инструкциями для печати 3D-изделий. 3D-Today публикует фотографии работ владельцев принтеров, от мелких запчастей до скульптур. На «Хабре» уже три года назад постили список «50 крутых вещей для печати на 3D-принтере». Make3D написали о более масштабных проектах — печати автомобилей, оружия, солнечных батарей и протезов.
Есть ряд перспективных областей, в которых уже применяют 3D-печать.
Изготовление моделей по собственным эскизам. Константин Иванов, создатель сервиса 3DPrintus, в интервью «Афише» рассказал, что 3D-печать приведет к расцвету customizable things: любой сможет собрать и распечатать нужное изделие онлайн. Например, сделать модель робота и заказать его печать на промышленном принтере, создать и распечатать свой дизайн обручальных колец или обуви. Примеры таких проектов — Thinker Thing и Jweel.
Быстрое прототипирование. Самая популярная область, в которой используют трехмерную печать. На 3D-принтерах делают тестовые модели протезов, прототипы лечебных корсетов, барельефов, олимпийского снаряжения.
На 3D-принтерах делают тестовые модели протезов, прототипы лечебных корсетов, барельефов, олимпийского снаряжения.
Прототипы детских протезов, 3D-печать. Источник: 3D-Pulse
Сложная геометрия. 3D-принтер легко справляется с изготовлением моделей любой формы. Несколько примеров:
— в австралийском университете исследовали возможности 3D-принтера и напечатали табурет в форме отпечатка пальца;
— шеф-повар из Дании победил в конкурсе высокой кухни: он напечатал на 3D-принтере миниатюрные блюда сложной формы из морепродуктов и свекольного пюре;
Одно из победивших блюд шеф-повара. Источник: 3D-Pulse
— в немецком институте разработали систему для ускоренной 3D-печати — за 18 минут принтер изготавливает сложное геометрическое изделие высотой в 30 см. Обычно у принтеров уходит час на печать карманных фигурок.
Технологии 3D-печати
Кратко об основных методах 3D-принтинга.
Стереолитография (SLA). В стереолитографическом принтере лазер облучает фотополимеры, и формирует каждый слой по 3D-чертежу. После облучения материал затвердевает. Прочность изделия зависит от типа полимера — термопластика, смол, резины.
После облучения материал затвердевает. Прочность изделия зависит от типа полимера — термопластика, смол, резины.
Цветную печать стереолитография не поддерживает. Из других недостатков — медленная работа, огромный размер стереолитографических установок, а еще нельзя сочетать несколько материалов в одном цикле.
Эта технология — одна из самых дорогих, но гарантирует точность печати. Принтер наносит слои толщиной 15 микрон — это в несколько раз тоньше человеческого волоса. Поэтому с помощью стереолитографии делают стоматологические протезы и украшения.
Промышленные стереолитографические установки могут печатать огромные изделия, в несколько метров. Поэтому их успешно применяют в производстве самолетов, судов, в оборонной промышленности, медицине и машиностроении.
Селективное лазерное спекание (SLS). Самый распространенный метод спекания порошковых материалов. Другие технологии — прямое лазерное спекание и выборочная лазерная плавка.
Метод изобрел Карл Декарт в конце восьмидесятых: его принтер печатал методом послойного вычерчивания (спекания). Мощный лазер нагревает небольшие частицы материала и двигается по контурам 3D-чертежа, пока изделие не будет готово. Технологию используют для изготовления не цельных изделий, а деталей. После спекания детали помещают в печь, где материал выгорает. SLS использует пластик, керамику, металл, полимеры, стекловолокно в виде порошка.
На атлете — кроссовки New Balance, которые изготовили с помощью лазерного спекания. Источник: 3D-Today
Технологию SLS используют для прототипов и сложных геометрических деталей. Для печати в домашних условиях SLS не подходит из-за огромных размеров принтера.
Послойная заливка полимера (FDM), или моделирование методом послойного наплавления. Этот способ 3d-печати изобретен американцем Скоттом Крампом. Работает FDM так: материал выводится в экструдер в виде нити, там он нагревается и подается на рабочий стол микрокаплями. Экструдер перемещается по рабочей поверхности в соответствии с 3D-моделью, материал охлаждается и застывает в изделие.
Экструдер перемещается по рабочей поверхности в соответствии с 3D-моделью, материал охлаждается и застывает в изделие.
Преимущества — высокая гибкость изделий и устойчивость к температурам. Для такой печати используют разные виды термопластика. FDM — самая недорогая среди 3D-технологий печати, поэтому принтеры популярны в домашнем использовании: для изготовления игрушек, сувениров, украшений. Но в основном моделирование послойным наплавлением используют в прототипировании и промышленном производстве — принтеры довольно быстро печатают мелкосерийные партии изделий. Предметы из огнеупорных пластиков изготовляют для космической отрасли.
Струйная 3D-печать. Один из первых методов трехмерной печати — в 1993 году его изобрели американские студенты, когда усовершенствовали обычный бумажный принтер, и вскоре технологию приобрела та самая компания 3D Systems.
Работает струйная печать так: на тонкий слой материала наносится связующее вещество по контурам чертежа. Печатная головка наносит материал по границам модели, и частицы каждого нового слоя склеиваются между собой. Этот цикл повторяется, пока изделие не будет готово. Это один из видов порошковой печати: раньше струйные 3D-принтеры печатали на гипсе, сейчас используют пластики, песчаные смеси и металлические порошки. Чтобы сделать изделие крепче, после печати его могут пропитывать воском или обжигать.
Этот цикл повторяется, пока изделие не будет готово. Это один из видов порошковой печати: раньше струйные 3D-принтеры печатали на гипсе, сейчас используют пластики, песчаные смеси и металлические порошки. Чтобы сделать изделие крепче, после печати его могут пропитывать воском или обжигать.
Предметы, которые напечатали по этой технологии, обычно долговечные, но не очень прочные. Поэтому с помощью струйной печати делают сувениры, украшения или прототипы. Такой принтер можно использовать дома.
Эти конфеты сделали на кондитерском струйном 3D-принтере ChefJet: вместо пластика он использует воду, сахар, шоколад и пищевые красители. Источник: 3Dcream.ru
Еще струйную технологию используют в биопечати — наносят живые клетки друг на друга послойно и таким образом строят органические ткани.
Где применяют 3D-печать
В основном в профессиональных сферах.
Строительство. На 3D-принтерах печатают стены из специальной цементной смеси и даже дома в несколько этажей. Например, Андрей Руденко еще в 2014 году напечатал на строительном принтере замок 3 × 5 метров. Такие 3D-принтеры могут построить двухэтажный дом за 20 часов.
Например, Андрей Руденко еще в 2014 году напечатал на строительном принтере замок 3 × 5 метров. Такие 3D-принтеры могут построить двухэтажный дом за 20 часов.
Медицина. О печати органов мы уже упоминали, а еще 3D-принтеры активно используют в протезировании и стоматологии. Впечатляющие примеры — с помощью 3D-печати врачам удалось разделить сиамских близнецов, а кошке без четырех лап поставили протезы, которые напечатали на принтере.
Подробнее о 3D-принтинге в медицине можно узнать в статье издания 3D-Pulse.
Космос. С помощью трехмерной печати делают оборудование для ракет, космических станций. Еще технологию используют в космической биопечати и даже в работе луноходов. Например, российская компания 3D Bioprinting Solutions отправит в космос живые бактерии и клетки, которые вырастят на 3D-принтере. Создатель Amazon Джефф Безос презентовал прототип лунного модуля с напечатанным двигателем, а космический стартап Relativity Space строит фабрику 3D-печати ракет.
Авиация. 3D-детали печатают не только для космических аппаратов, но и для самолетов. Инженеры из лаборатории ВВС США изготавливают на 3D-принтере авиакомпоненты — например, элемент обшивки фюзеляжа — примерно за пять часов.
Архитектура и промышленный дизайн. На трехмерных принтерах печатают макеты домов, микрорайонов и поселков, включая инфраструктуру: дороги, деревья, магазины, освещение, транспорт. В качестве материала обычно используют недорогой гипсовый композит.
Одно из необычных решений — дизайн бетонных баррикад от американского дизайнера Джо Дюсе. После терактов с грузовыми автомобилями, которые врезались в толпу людей, он предложил макет прочных и функциональных заграждений в виде конструктора, которые можно напечатать на 3D-принтере.
Изготовить прототип помогла компания UrbaStyle, которая печатает бетонные формы на строительных 3D-принтерах
Образование. С помощью 3D-печати производят наглядные пособия для детских садов, школ и вузов. В некоторых московских школах с 2016 года есть трехмерные принтеры: на уроках химии дети разглядывают 3D-модели молекул и проводят реакции в напечатанных пробирках, на физике изучают электрическую цепь на 3D-прототипе токопроводящего стенда, а еще сами печатают себе ручки на уроках ИЗО.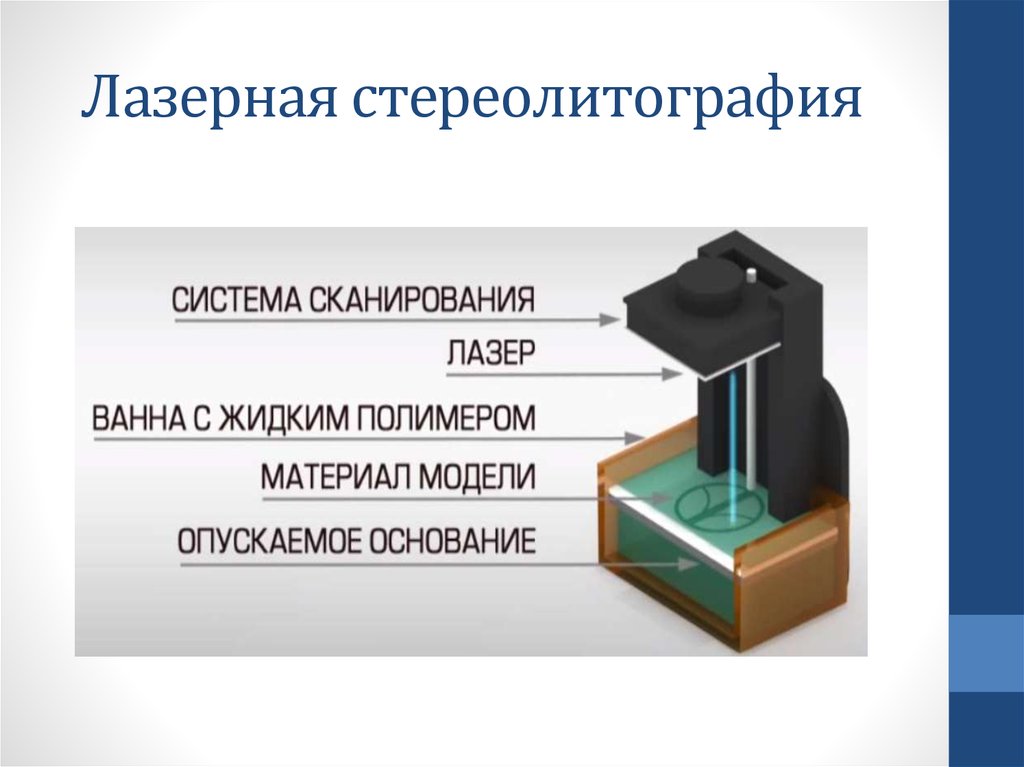
Узнать больше о 3D-технологиях в школах можно на сайте «Ассоциации 3D-образования».
А еще 3D-печать помогает в быту, производстве одежды, украшений, картографии, изготовлении игрушек и дизайне упаковок.
Краткий обзор — «Принцип работы 3D принтера» как печатает принтер
3Д-технологии открывают перед человечеством просто невероятные возможности. Об этом знают многие. Принцип работы 3Dпринтера, тем не менее, известен далеко не всем. И почти все уверены, что это что-то немыслимо сложное. Безусловно, технологии и возможности оборудования сильно отличаются. При этом спектр расходных материалов также велик. Но, есть нечто общее, определяющее единый принцип работы, не углубляясь в вопросы технологии. Но сначала нужно определиться, что такое 3Д-принтер.
Это устройство, которое позволяет из расходного материала создавать объёмные предметы разной степени сложности. Эти объекты должны быть смоделированы в специальной CAD-программе и переданы на печать в виде файла определённого формата.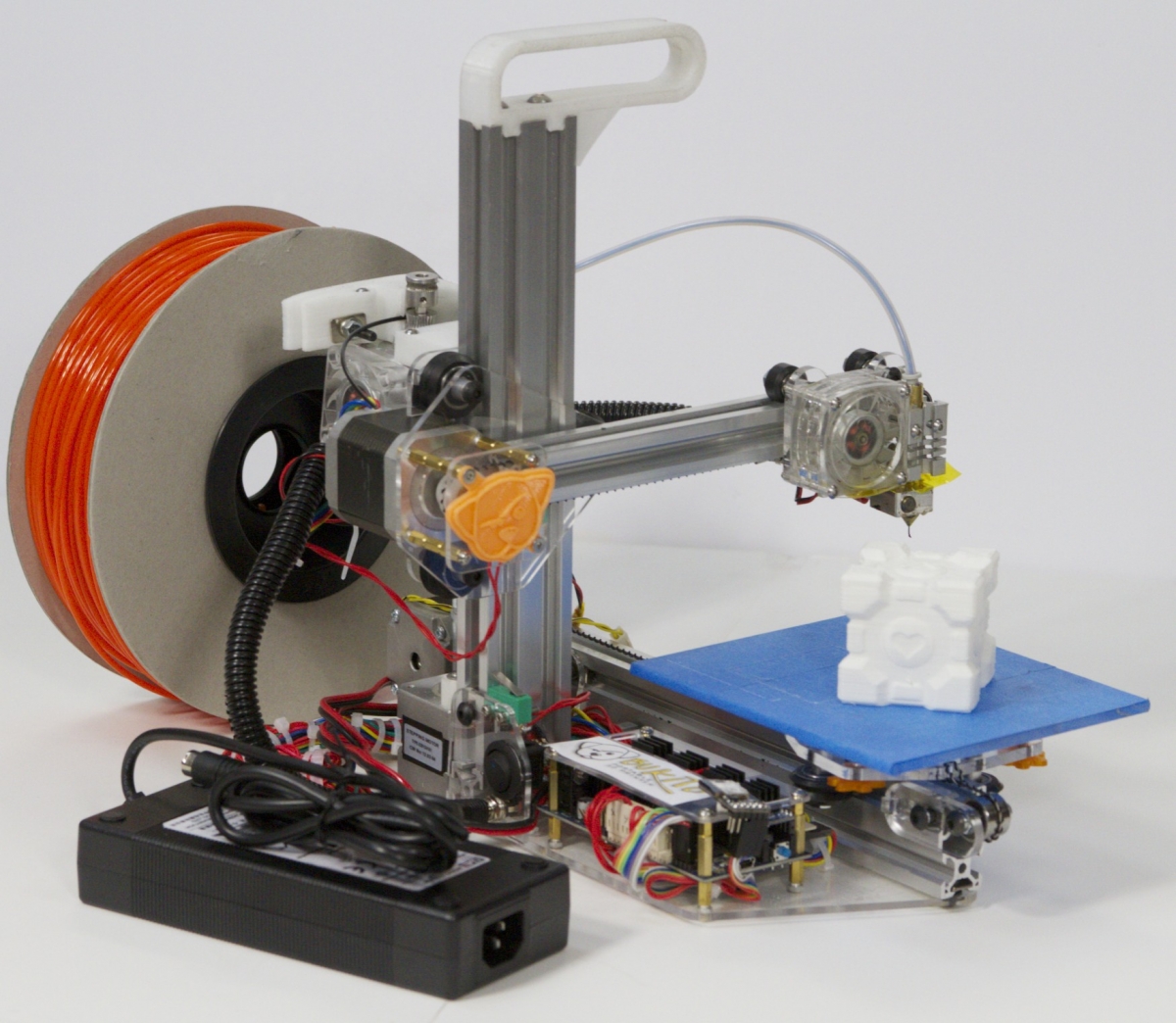
Основный принцип работы
Если кратко, принтер для объёмной печати, независимо от типа используемого материала и применяемой технологии, работает по следующему принципу:
- на компьютере в специальной CAD-программе моделируется объект;
- готовый объект, сохраненный в специальном формате, нарезается программой – слайсером, которая идет в комплекте с устройством, причём толщина каждого слоя определяется возможностями 3д-принтера и выбранными настройками;
- каждый слой переводится в двоичный командный код, который получает устройство, и в соответствии с которым, согласно координатам, наносится слой материала;
- слой за слоем формируется объект.
Именно таким образом осуществляется 3D-печать и видео это иллюстрирует прекрасно. Детальный принцип работы оборудования будет определяться используемой технологией.
Технологии трёхмерной печати
Существует довольно большое число технологий, применяемых в 3D-печати. От технологии и технология зависят от используемого для печати материала. В настоящее время для этого можно использовать: пластиковые нити, фотополимерные смолы, металлические порошковые сплавы;
В настоящее время для этого можно использовать: пластиковые нити, фотополимерные смолы, металлические порошковые сплавы;
гипсовый композитный порошок, воск, а также разные строительные и кулинарные смеси.
Наиболее известны следующие технологии 3D-печати:
- FDM;
- SLS и SLM;
- ламинирование;
- фотополимерная печать;
- печать гипсом;
- строительная печать бетонной смесью и другие.
Каждая отдельно взятая технология имеет свои характерные особенности, сферу применения и сложности. На некоторых стоит остановиться более подробно.
Послойное наплавление
Наиболее простая и популярная технология печати – это FDM или технология послойного наплавления. Она подразумевает подачу пластиковой нити к специальному нагревательному элементу. Посредством экструдера расплавленный пластик наносится в заданной печатной области. Экструдер закреплён на печатной головке, которая перемещается по рабочей зоне печати в горизонтальной плоскости.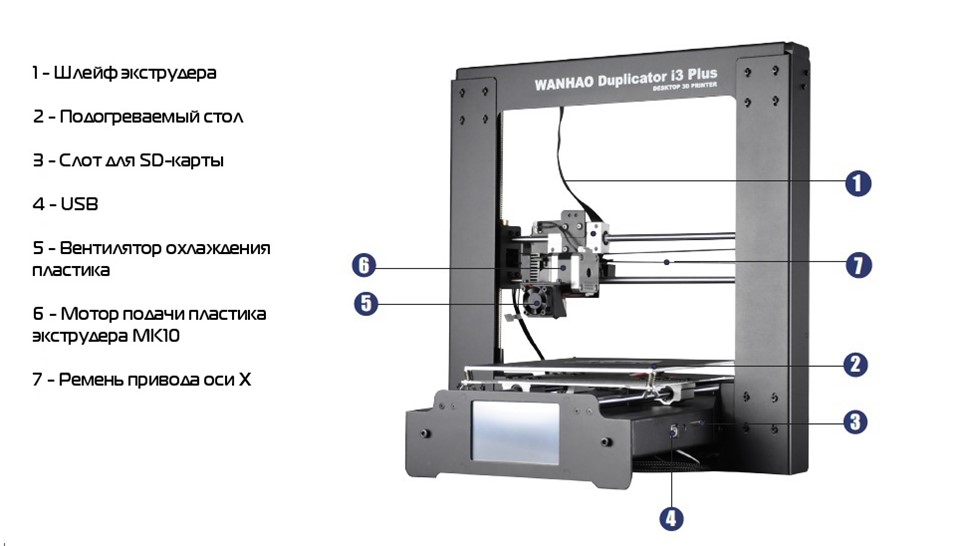 Как только слой будет напечатан, рабочая платформа опустится на величину слоя и работа продолжится снова.
Как только слой будет напечатан, рабочая платформа опустится на величину слоя и работа продолжится снова.
Этот тип печати является наиболее доступным. И устройства, основанные на нём стоят дешевле всего. Именно поэтому такие 3D-принтеры являются самыми востребованными для домашне-бытовых целей, то есть персонального использования.
Фотополимерная печать
Фотополимерная печать осуществляется несколько иначе. Материал также наносится послойно, но он изначально находится в жидком состоянии в специальной ванне. Слой за слоем на материал воздействует лазерный или ультрафиолетовый луч, и платформа поднимается вверх. То есть объект как бы выращивается. Под действием излучения материал полимеризуется и твердеет.
Так как такая технология позволяет получать изделия с высочайшей точностью, в том числе и тонкостенные, то она является более перспективной и обладает более широкими возможностями. Именно она используется на сложных производствах и предприятиях.
Именно она используется на сложных производствах и предприятиях.
Востребованы подобные устройства и в медицинской сфере, открывая широчайшие возможности изготовления высокоточных хирургических шаблонов и даже протезов.
Взгляд в будущее
Возможно, в будущем технологии существенно изменятся, и принцип работы трёхмерных принтеров тоже будет иным. Но пока что, независимо от технологии и материала, сферы применения и сложности оборудования основополагающий принцип остаётся неизменным. При работе с гипсом послойно наносится клеевой слой и порошок. А с кулинарными 3Д-принтерами дело обстоит аналогично строительным устройствам – слой за слоем формируется объект. При помощи экструдера, смесь послойно наносится, а застывание происходит естественным путем. И даже в медицине биосовместимые элементы и органы формируются послойно, согласно запрограммированной слайсером информации.
Что такое 3D-печать? Как работает 3D-принтер? Изучите 3D-печать
3D-печать или аддитивное производство — это процесс создания трехмерных твердых объектов из цифрового файла.
Создание 3D-печатного объекта достигается с помощью аддитивных процессов. В аддитивном процессе объект создается путем укладки последовательных слоев материала до тех пор, пока объект не будет создан. Каждый из этих слоев можно рассматривать как тонко нарезанный поперечный разрез объекта.
3D-печать — это противоположность субтрактивному производству, при котором вырезается / выдалбливается кусок металла или пластика, например, на фрезерном станке.
3D-печать позволяет создавать сложные формы с использованием меньшего количества материала, чем традиционные методы производства.
Содержание
- Как работает 3D-печать?
- Промышленность 3D-печати
- Примеры 3D-печати
- Технологии и процессы 3D-печати
- Материалы
- Услуги
Перейти к интересующей вас области:
- Быстрое прототипирование и производство
- Автомобилестроение
- Авиация
- Строительство
- Товары народного потребления
- Здравоохранение
- Еда
- Образование
Перейти к процессу:
- Все технологии и процессы
- Ванная фотополимеризация
- Струйная обработка материала
- Струйная обработка связующего
- Экструзионный материал
- Порошковая кровать Fusion
- Листовое ламинирование
- Направленное выделение энергии
Как работает 3D-печать?
Все начинается с 3D-модели. Вы можете создать его с нуля или загрузить из 3D-библиотеки.
Вы можете создать его с нуля или загрузить из 3D-библиотеки.
Программное обеспечение для 3D
Существует множество различных программных инструментов. От промышленного класса до открытого. Мы создали обзор на нашей странице программного обеспечения для 3D.
Мы часто рекомендуем новичкам начать с Tinkercad. Tinkercad бесплатен и работает в вашем браузере, вам не нужно устанавливать его на свой компьютер. Tinkercad предлагает уроки для начинающих и имеет встроенную функцию экспорта вашей модели в виде файла для печати, например .STL или .OBJ.
Теперь, когда у вас есть файл для печати, следующим шагом будет подготовка его для вашего 3D-принтера. Это называется нарезкой.
Нарезка: от файла для печати до 3D-принтера
Нарезка в основном означает нарезку 3D-модели на сотни или тысячи слоев и выполняется с помощью программного обеспечения для нарезки.
Когда ваш файл нарезан, он готов для вашего 3D-принтера. Подача файла на ваш принтер может осуществляться через USB, SD или Wi-Fi.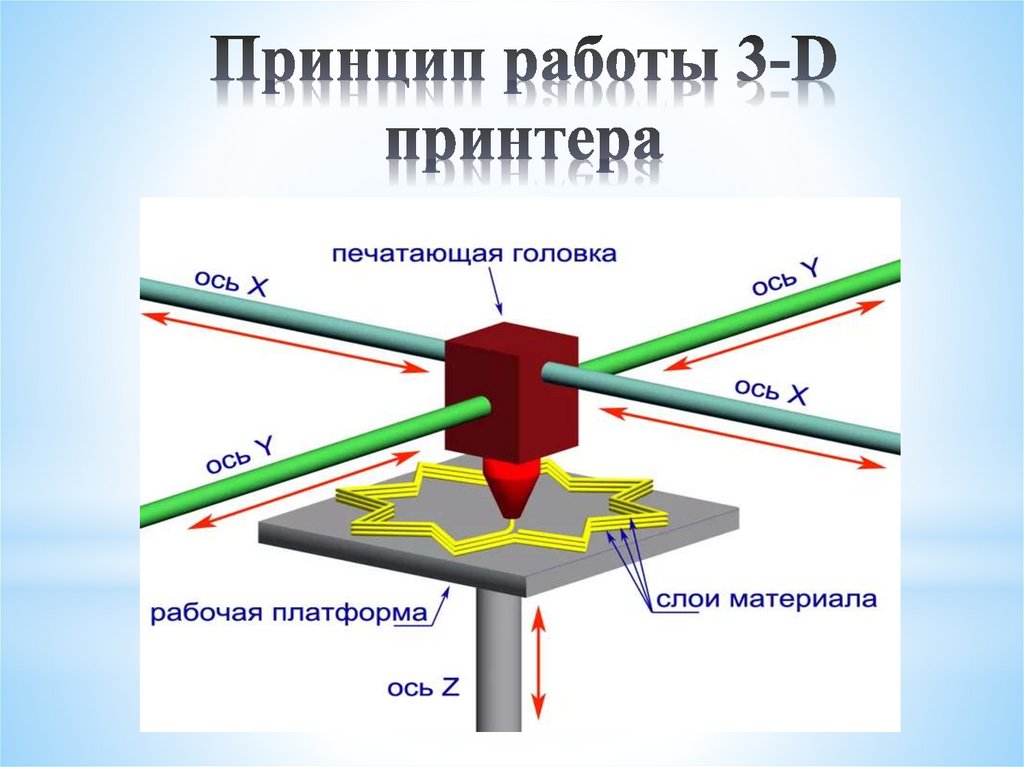 Ваш нарезанный файл теперь готов к 3D-печати слой за слоем .
Ваш нарезанный файл теперь готов к 3D-печати слой за слоем .
Промышленность 3D-печати
Внедрение 3D-печати достигло критической массы, поскольку те, кому еще предстоит интегрировать аддитивное производство где-то в свою цепочку поставок, теперь составляют постоянно сокращающееся меньшинство. Если на ранних этапах 3D-печать подходила только для прототипирования и разового производства, то сейчас она быстро превращается в производственную технологию.
Большая часть текущего спроса на 3D-печать носит промышленный характер. Acumen Research and Consulting прогнозирует, что к 2026 году мировой рынок 3D-печати достигнет 41 миллиарда долларов9.0003
По мере своего развития технологии 3D-печати суждено преобразовать почти все основные отрасли и изменить то, как мы живем, работаем и играем в будущем.
Примеры 3D-печати
3D-печать включает в себя множество форм технологий и материалов, поскольку 3D-печать используется практически во всех отраслях, о которых вы только могли подумать. Важно рассматривать его как кластер различных отраслей с множеством различных приложений.
Важно рассматривать его как кластер различных отраслей с множеством различных приложений.
Несколько примеров:
- – товары народного потребления (очки, обувь, дизайн, мебель)
- – промышленные товары (производственные инструменты, прототипы, функциональные детали конечного использования)
- – стоматологические изделия
- – протезы
- – архитектурные масштабные модели и макеты
- – реконструкция окаменелостей
- – воспроизведение древних артефактов
- – реконструкция доказательств в судебной патологии
- — реквизит для кино
Быстрое прототипирование и быстрое производство
С конца семидесятых годов компании используют 3D-принтеры в процессе проектирования для создания прототипов. Использование 3D-принтеров для этих целей называется быстрое прототипирование .
Зачем использовать 3D-принтеры для быстрого прототипирования?
Короче говоря, это быстро и относительно дешево. От идеи до 3D-модели и удерживания прототипа в руках — это вопрос дней, а не недель. Итерации проще и дешевле сделать, и вам не нужны дорогие формы или инструменты.
От идеи до 3D-модели и удерживания прототипа в руках — это вопрос дней, а не недель. Итерации проще и дешевле сделать, и вам не нужны дорогие формы или инструменты.
Помимо быстрого прототипирования, 3D-печать также используется для быстрого производства . Быстрое производство — это новый метод производства, при котором предприятия используют 3D-принтеры для мелкосерийного производства по индивидуальному заказу.
Автомобилестроение
Производители автомобилей давно используют 3D-печать. Автомобильные компании печатают запасные части, инструменты, приспособления и приспособления, а также детали для конечного использования. 3D-печать позволила производить продукцию по требованию, что привело к снижению складских запасов и сокращению циклов проектирования и производства.
Автолюбители во всем мире используют 3D-печатные детали для восстановления старых автомобилей. Одним из таких примеров является то, что австралийские инженеры напечатали детали, чтобы вернуть к жизни Delage Type-C. При этом им приходилось печатать детали, которые десятилетиями не производились.
При этом им приходилось печатать детали, которые десятилетиями не производились.
Авиация
Авиация любит аддитивное производство, в основном из-за того, что 3D-печать обещает легкие и прочные конструкции. В последнее время мы наблюдаем целую кучу инноваций в области авиации, когда печатаются более важные детали.
Центральная рама турбины
Одним из таких крупных компонентов, напечатанных в этом году, была центральная рама турбины, напечатанная GE в рамках инициативы EU Clean Sky 2.
Усовершенствованная аддитивная интегрированная центральная рама турбины (TCF) представляет собой деталь диаметром 1 метр, напечатанную из никелевого сплава 718 компанией GE и консорциумом из Гамбургского технологического университета (TUHH), Технического университета Дрездена (TUD) и Autodesk. Это одна из самых больших цельных металлических деталей, напечатанных для авиации.
Центральная рама большой турбины. (Изображение предоставлено GE AAT Munich)
Обычно подобные компоненты изготавливаются с использованием литья и состоят из нескольких частей. В случае 3D-печатной версии сборка из 150 деталей была сокращена до одной детали. Печатная версия также выигрывает от снижения как стоимости, так и массы на 30%, а также сокращения времени выполнения заказа с 9месяцев всего до 10 недель.
В случае 3D-печатной версии сборка из 150 деталей была сокращена до одной детали. Печатная версия также выигрывает от снижения как стоимости, так и массы на 30%, а также сокращения времени выполнения заказа с 9месяцев всего до 10 недель.
Металлические детали сертифицированы EASA
Еще в июне 2022 года сообщалось, что Lufthansa Technik и Premium AEROTEC создали первую несущую металлическую деталь, одобренную для использования в авиации.
Новое звено A было изготовлено с использованием LPBF и продемонстрировало более высокую прочность на растяжение по сравнению с традиционной кованой версией.
Деталь была изготовлена на заводе Premium AEROTEC в Вареле, Германия. Было напечатано и протестировано большое количество тестовых деталей, чтобы обеспечить качество и воспроизводимость для сертификации.
Печатные титановые А-образные звенья (Изображение предоставлено Lufthansa Technik)
Печать детали обеспечила экономию затрат на компонент и заложила основу для использования этого производственного метода для создания структурно важных металлических деталей в будущем. Он также использовался для тестирования процесса и демонстрации процесса сертификации несущих деталей AM.
Он также использовался для тестирования процесса и демонстрации процесса сертификации несущих деталей AM.
Гиперзвуковой топливный инжектор
Следующее печатное изделие никогда не предназначалось для установки на самолет, а предназначалось для установки на объекте для проверки условий потока на гиперзвуковых скоростях.
При полете в гиперзвуковом режиме полета выше (5 Маха) воздух, проходящий вокруг аппарата, становится невероятно горячим, а давление значительно возрастает. Эти условия могут привести к тому, что сам воздух станет химически реактивным, что создаст проблемы для автомобилей, работающих на топливе.
Моделирование условий потока с помощью CFD требует больших вычислительных ресурсов (если вообще возможно), поэтому для воспроизведения условий потока исследователи из Purdue изготовили гигантскую горелку, чтобы воссоздать горячее, быстрое и высокое давление, возникающее при гиперзвуковом полете. Короче говоря, они построили сопло ракеты и поместили тестовые компоненты в выхлопной шлейф, чтобы посмотреть, как они работают.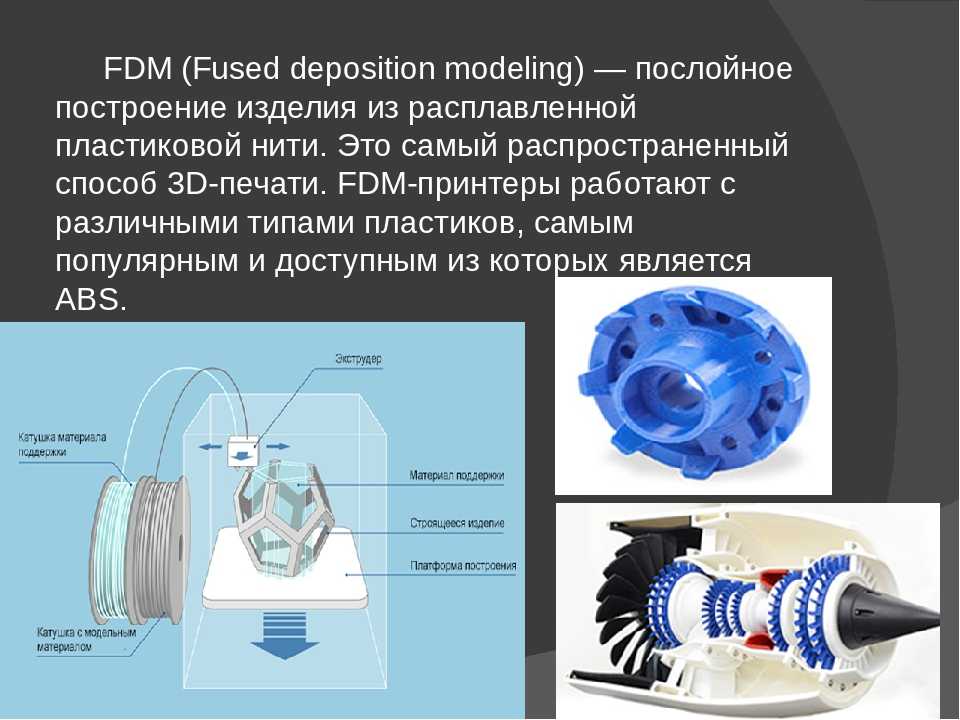
Распечатанные на 3D-принтере топливные форсунки (Изображение предоставлено Университетом Пердью)
Распечатанные форсунки подают топливо и воздух в камеру сгорания, создавая особые поля турбулентного потока и стабильное пламя.
Форсунки были напечатаны из Hastelloy X, суперсплава с превосходной термостойкостью. Команда быстро напечатала несколько различных инжекторов и протестировала их все в горелке, чтобы определить, какие из них работают лучше всего.
Теперь они могут воспроизвести гиперзвуковые условия полета на Земле за небольшую часть стоимости (и риска), связанного с выполнением этого в милях над поверхностью Земли. Это может принести пользу быстрым самолетам, таким как автомобили с ГПВРД, а также космическим кораблям.
Relativity Space
На этом веб-сайте мы довольно много рассказывали об американской ракетно-печатной компании Relativity Space.
От своего сверхбольшого металлического принтера «Звездные врата» до самой ракеты — эта компания проделала большую работу как с печатью, так и с ракетами. 3D-принтер Stargate 4-го поколения способен печатать объекты длиной 120 футов и диаметром 24 фута и в 12 раз быстрее, чем их предыдущие принтеры.
3D-принтер Stargate 4-го поколения способен печатать объекты длиной 120 футов и диаметром 24 фута и в 12 раз быстрее, чем их предыдущие принтеры.
Новый роботизированный принтер с искусственным интеллектом смог добиться более высокой скорости печати благодаря своей инновационной многопроводной печатающей головке. Эта печатающая головка позволяет одновременно подавать в нее несколько металлических проволок, что приводит к более высокой скорости наплавки.
Компания планирует совершить свой первый испытательный полет распечатанной ракеты Terran-1 на НОО в январе 2023 года, поэтому мы подумали, что упомянем их в этой статье в качестве напоминания.
На видео ниже вы можете увидеть Терран-1, проходящий огневые испытания.
Строительство
Можно ли напечатать здание? — Да, это. 3D-печатные дома уже коммерчески доступны. Некоторые компании печатают сборные детали, а другие делают это на месте.
3D-печатные дома уже коммерчески доступны. Некоторые компании печатают сборные детали, а другие делают это на месте.
Большинство историй о печати бетона, которые мы рассматриваем на этом веб-сайте, посвящены крупномасштабным системам печати бетоном с довольно большими соплами для большой скорости потока. Он отлично подходит для укладки слоев бетона довольно быстро и с повторяемостью. Но для действительно сложной бетонной работы, в которой в полной мере используются возможности 3D-печати, требуется что-то более гибкое и с более тонким прикосновением.
Потребительские товары
Когда мы впервые начали вести блог о 3D-печати в 2011 году, 3D-печать не была готова для использования в качестве метода производства в больших объемах. В настоящее время существует множество примеров конечных потребительских товаров, напечатанных на 3D-принтере.
Обувь
Ассортимент Adidas 4D имеет полностью напечатанную на 3D-принтере промежуточную подошву и печатается в больших объемах. Тогда мы написали статью, в которой объясняли, как изначально Adidas выпускала всего 5000 пар обуви для широкой публики, а к 2018 году планировала продать 100 000 пар обуви с элементами AM. кажется, что они превзошли эту цель или находятся на пути к ее достижению. Обувь доступна по всему миру в местных магазинах Adidas, а также в различных сторонних интернет-магазинах.
Тогда мы написали статью, в которой объясняли, как изначально Adidas выпускала всего 5000 пар обуви для широкой публики, а к 2018 году планировала продать 100 000 пар обуви с элементами AM. кажется, что они превзошли эту цель или находятся на пути к ее достижению. Обувь доступна по всему миру в местных магазинах Adidas, а также в различных сторонних интернет-магазинах.
Очки
По прогнозам, к 2028 году рынок очков, напечатанных на 3D-принтере, достигнет 3,4 миллиарда долларов. Быстрорастущим сектором являются оправы для конечного использования. 3D-печать является особенно подходящим методом производства оправ для очков, потому что индивидуальные измерения легко обработать в конечном продукте.
Но знаете ли вы, что линзы также можно печатать на 3D-принтере? Традиционные стеклянные линзы изначально не тонкие и легкие; они вырезаны из гораздо более крупного блока материала, называемого заготовкой, около 80% которого уходит в отходы. Если учесть, сколько людей носят очки и как часто им нужно покупать новую пару, 80% этих цифр — пустая трата времени. Вдобавок ко всему, лаборатории должны хранить огромные запасы заготовок, чтобы удовлетворить индивидуальные потребности своих клиентов в области машинного зрения. Наконец, однако, технология 3D-печати достаточно продвинулась, чтобы производить высококачественные индивидуальные офтальмологические линзы, избавляясь от отходов и затрат на складские запасы прошлого. В 3D-принтере Luxexcel VisionEngine используется отверждаемый УФ-излучением акрилатный мономер для печати двух пар линз в час, которые не требуют полировки или какой-либо последующей обработки. Фокусные области также можно полностью настроить так, чтобы определенная область линзы обеспечивала лучшую четкость на расстоянии, а другая область линзы обеспечивала лучшее зрение вблизи.
Вдобавок ко всему, лаборатории должны хранить огромные запасы заготовок, чтобы удовлетворить индивидуальные потребности своих клиентов в области машинного зрения. Наконец, однако, технология 3D-печати достаточно продвинулась, чтобы производить высококачественные индивидуальные офтальмологические линзы, избавляясь от отходов и затрат на складские запасы прошлого. В 3D-принтере Luxexcel VisionEngine используется отверждаемый УФ-излучением акрилатный мономер для печати двух пар линз в час, которые не требуют полировки или какой-либо последующей обработки. Фокусные области также можно полностью настроить так, чтобы определенная область линзы обеспечивала лучшую четкость на расстоянии, а другая область линзы обеспечивала лучшее зрение вблизи.
Ювелирные изделия
Существует два способа изготовления ювелирных изделий с помощью 3D-принтера. Вы можете использовать прямой или непрямой производственный процесс. Прямое относится к созданию объекта прямо из 3D-проекта, в то время как непрямое производство означает, что объект (шаблон), напечатанный в 3D, в конечном итоге используется для создания формы для литья по выплавляемым моделям.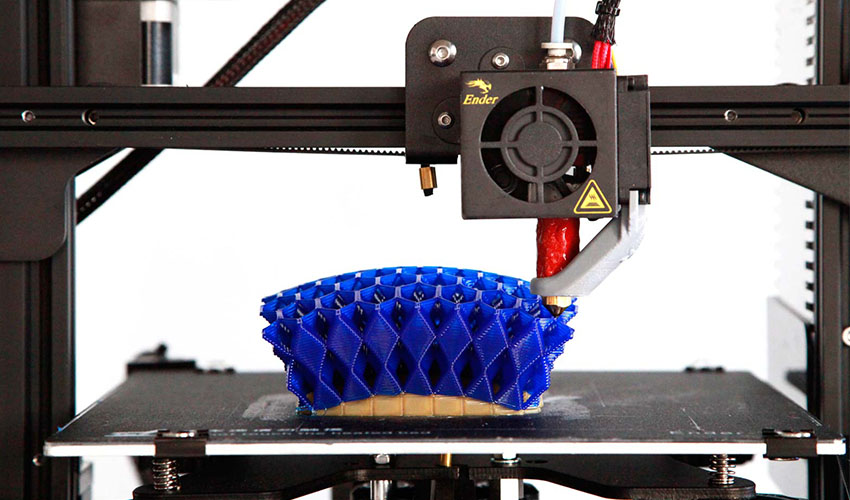
Здравоохранение
В наши дни нередко можно увидеть заголовки об имплантатах, напечатанных на 3D-принтере. Часто эти случаи носят экспериментальный характер, из-за чего может показаться, что 3D-печать все еще является второстепенной технологией в сфере медицины и здравоохранения, но это уже не так. За последнее десятилетие компания GE Additive напечатала на 3D-принтере более 100 000 протезов тазобедренного сустава.
Чашка Delta-TT, разработанная доктором Гвидо Граппиоло и LimaCorporate, изготовлена из трабекулярного титана, который характеризуется правильной трехмерной шестиугольной структурой ячеек, имитирующей морфологию трабекулярной кости. Трабекулярная структура повышает биосовместимость титана, стимулируя врастание кости в имплантат. Некоторые из первых имплантатов Delta-TT все еще работают более десяти лет спустя.
Еще один напечатанный на 3D-принтере медицинский компонент, который хорошо справляется с тем, чтобы оставаться незамеченным, — это слуховой аппарат.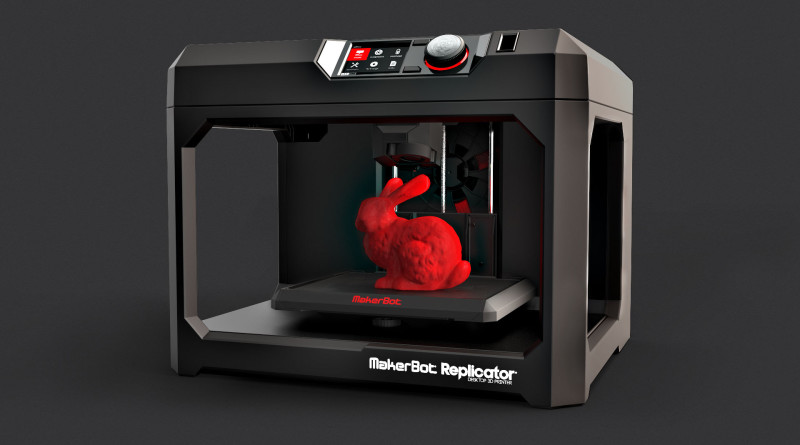 Подсчитано, что 99% производимых слуховых аппаратов производятся с использованием аддитивного производства, и понятно почему.
Подсчитано, что 99% производимых слуховых аппаратов производятся с использованием аддитивного производства, и понятно почему.
Стоматология
В стоматологической отрасли мы видим, что формы для прозрачных капп являются, пожалуй, самыми 3D-печатными объектами в мире. В настоящее время формы печатаются на 3D-принтере с использованием процессов 3D-печати на основе смолы и порошка, а также с помощью струйной печати материала. Коронки и зубные протезы уже печатаются на 3D-принтере вместе с хирургическими шаблонами.
Биопечать
В начале двухтысячных годов биотехнологические фирмы и научные круги изучали технологию 3D-печати на предмет возможного использования в приложениях тканевой инженерии, где органы и части тела строятся с использованием струйных технологий. Слои живых клеток осаждаются на гелевой среде и медленно наращиваются, образуя трехмерные структуры. Мы называем эту область исследований термином «биопечать».
Продукты питания
Аддитивное производство давно проникло в пищевую промышленность. Такие рестораны, как Food Ink и Melisse, используют это как уникальное преимущество для привлечения клиентов со всего мира.
Такие рестораны, как Food Ink и Melisse, используют это как уникальное преимущество для привлечения клиентов со всего мира.
Образование
Преподаватели и студенты уже давно используют 3D-принтеры в своих классах. 3D-печать позволяет учащимся материализовать свои идеи быстрым и доступным способом.
Хотя дипломы по аддитивному производству появились сравнительно недавно, университеты уже давно используют 3D-принтеры в других дисциплинах. Есть много образовательных курсов, которые можно пройти, чтобы заняться 3D-печатью. Университеты предлагают курсы по вещам, связанным с 3D-печатью, таким как САПР и 3D-дизайн, которые на определенном этапе можно применить к 3D-печати.
Что касается прототипирования, многие университетские программы обращаются к принтерам. Есть специализации в аддитивном производстве, которые можно получить, получив степень в области архитектуры или промышленного дизайна. Печатные прототипы также очень распространены в искусстве, анимации и исследованиях моды.
Типы технологий и процессов 3D-печати
Американское общество по испытаниям и материалам (ASTM) разработало набор стандартов, классифицирующих процессы аддитивного производства по 7 категориям. Это:
- Частная фотополимеризация
- Стереолитография (SLA)
- Цифровая обработка света (DLP)
- Непрерывное производство жидкостного интерфейса (CLIP)
- Струйная обработка материала
- Струйная обработка связующего
- Экструзия материалов
- Моделирование методом наплавления (FDM)
- Производство плавленых нитей (FFF)
- Порошковая кровать Fusion
- Мультиструйный синтез (MJF)
- Селективное лазерное спекание (SLS)
- Прямое лазерное спекание металла (DMLS)
- Листовое ламинирование
- Направленное выделение энергии
Фотополимеризация в ванне
3D-принтер, основанный на методе фотополимеризации в ванне, имеет контейнер, заполненный фотополимерной смолой. Смола затвердевает с помощью источника УФ-излучения.
Смола затвердевает с помощью источника УФ-излучения.
Схемы фотополимеризации в ванне. Источник изображения: lboro.ac.uk
Стереолитография (SLA)
SLA была изобретена в 1986 году Чарльзом Халлом, который в то же время основал компанию 3D Systems. В стереолитографии используется чан с жидкой отверждаемой фотополимерной смолой и ультрафиолетовый лазер для создания слоев объекта по одному. Для каждого слоя лазерный луч прослеживает поперечное сечение рисунка детали на поверхности жидкой смолы. Воздействие ультрафиолетового лазерного излучения отверждает и затвердевает рисунок, нанесенный на смолу, и сплавляет его с нижележащим слоем.
После трассировки шаблона платформа подъемника SLA опускается на расстояние, равное толщине одного слоя, обычно от 0,05 мм до 0,15 мм (от 0,002″ до 0,006″). Затем заполненное смолой лезвие проходит по поперечному сечению детали, повторно покрывая ее свежим материалом. На этой новой жидкой поверхности прослеживается рисунок последующего слоя, присоединяясь к предыдущему слою. В зависимости от объекта и ориентации печати SLA часто требует использования структур поддержки.
В зависимости от объекта и ориентации печати SLA часто требует использования структур поддержки.
Цифровая обработка света (DLP)
DLP или цифровая обработка света относится к методу печати, в котором используются светочувствительные и светочувствительные полимеры. Хотя это очень похоже на SLA, ключевое отличие заключается в источнике света. DLP использует другие источники света, такие как дуговые лампы. DLP работает относительно быстро по сравнению с другими технологиями 3D-печати.
Непрерывное производство жидкостного интерфейса (CLIP)
Один из самых быстрых процессов с использованием фотополимеризации в ванне называется CLIP, сокращение от Продукт непрерывного жидкостного интерфейса , разработанный компанией Carbon.
Цифровой синтез света
Сердцем процесса CLIP является Технология цифрового синтеза света . В этой технологии свет от специального высокоэффективного светодиодного источника света проецирует последовательность УФ-изображений, открывающих поперечное сечение напечатанной на 3D-принтере детали, что приводит к частичному отверждению УФ-отверждаемой смолы точно контролируемым образом. Кислород проходит через кислородопроницаемое окно, создавая тонкую жидкую границу раздела неотвержденной смолы между окном и печатной частью, известную как мертвая зона. Мертвая зона составляет всего десять микрон. Внутри мертвой зоны кислород препятствует отверждению светом смолы, расположенной ближе всего к окну, что обеспечивает непрерывный поток жидкости под напечатанной деталью. Непосредственно над мертвой зоной направленный вверх УФ-свет вызывает каскадное отверждение детали.
Кислород проходит через кислородопроницаемое окно, создавая тонкую жидкую границу раздела неотвержденной смолы между окном и печатной частью, известную как мертвая зона. Мертвая зона составляет всего десять микрон. Внутри мертвой зоны кислород препятствует отверждению светом смолы, расположенной ближе всего к окну, что обеспечивает непрерывный поток жидкости под напечатанной деталью. Непосредственно над мертвой зоной направленный вверх УФ-свет вызывает каскадное отверждение детали.
Простая печать только с помощью аппаратного обеспечения Carbon не позволяет использовать конечные свойства в реальных приложениях. После того, как свет придал форму детали, второй программируемый процесс отверждения обеспечивает желаемые механические свойства путем запекания напечатанной на 3D-принтере детали в термальной ванне или печи. Запрограммированное термическое отверждение задает механические свойства, запуская вторичную химическую реакцию, заставляющую материал упрочняться для достижения желаемых конечных свойств.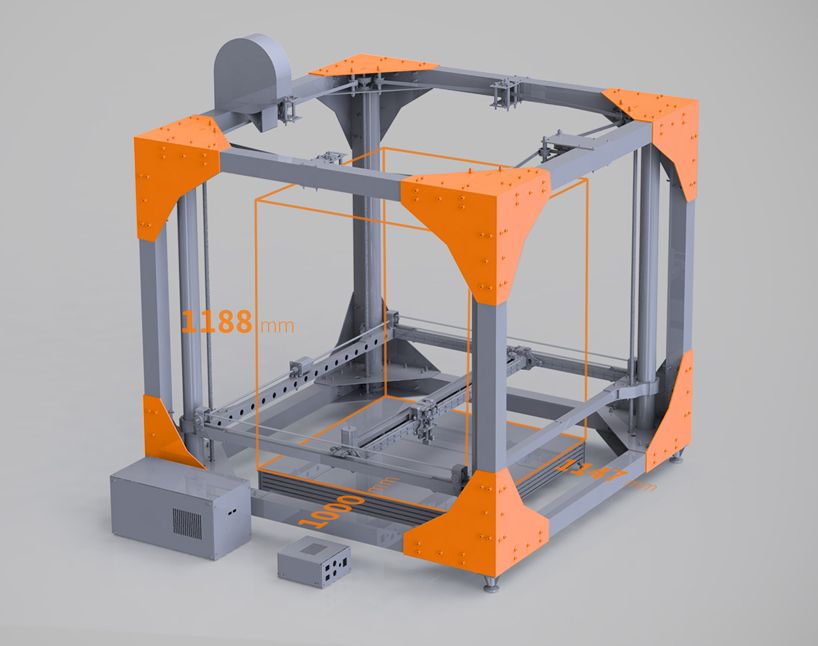
Компоненты, напечатанные с использованием технологии Carbon, не уступают деталям, изготовленным методом литья под давлением. Цифровой синтез света обеспечивает стабильные и предсказуемые механические свойства, создавая действительно изотропные детали.
Распыление материала
В этом процессе материал наносится каплями через сопло небольшого диаметра, подобно тому, как работает обычный струйный бумажный принтер, но он наносится слой за слоем на рабочую платформу, а затем затвердевает под действием УФ-излучения. свет. Схемы распыления материалов
. Источник изображения: custompartnet.com
Распыление связующего
При распылении связующего используются два материала: основной материал в виде порошка и жидкое связующее. В рабочей камере порошок распределяется равными слоями, а связующее наносится через струйные сопла, которые «склеивают» частицы порошка в нужной форме. После того, как печать закончена, оставшийся порошок счищается, который часто можно использовать повторно для печати следующего объекта. Эта технология была впервые разработана в Массачусетском технологическом институте в 1993.
Эта технология была впервые разработана в Массачусетском технологическом институте в 1993.
Схемы распыления связующего
Экструзия материала
Моделирование наплавления (FDM)
Схемы FDM (Изображение предоставлено Википедией, сделано пользователем Zureks)
FDM работает с использованием пластиковой нити, которая разматывается с катушки и поставляется экструзионное сопло, которое может включать и выключать поток. Сопло нагревается для расплавления материала и может перемещаться как в горизонтальном, так и в вертикальном направлениях с помощью механизма с числовым программным управлением. Объект изготавливается путем экструзии расплавленного материала для формирования слоев, поскольку материал затвердевает сразу после экструзии из сопла.
FDM был изобретен Скоттом Крампом в конце 80-х. Запатентовав эту технологию, он основал компанию Stratasys в 1988 году. Термин Fused Deposition Modeling и его аббревиатура FDM являются товарными знаками Stratasys Inc.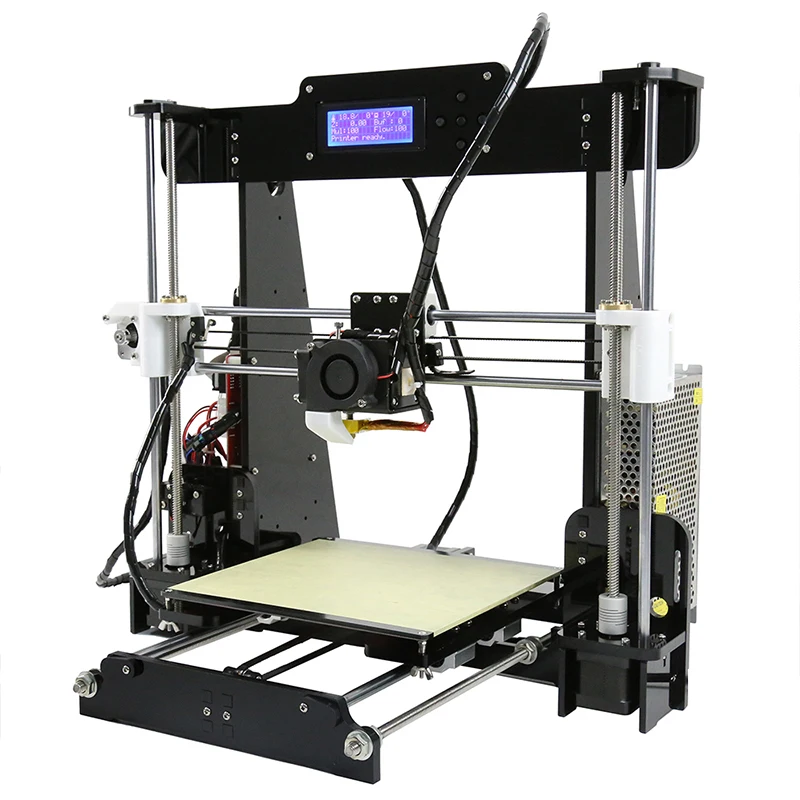 (FFF), был придуман участниками проекта RepRap, чтобы дать словосочетание, использование которого было бы юридически не ограничено.
(FFF), был придуман участниками проекта RepRap, чтобы дать словосочетание, использование которого было бы юридически не ограничено.
Powder Bed Fusion
Селективное лазерное спекание (SLS)
SLS использует мощный лазер для сплавления мелких частиц порошка в массу, имеющую желаемую трехмерную форму. Лазер избирательно плавит порошок, сначала сканируя поперечные сечения (или слои) на поверхности порошкового слоя. После сканирования каждого поперечного сечения слой порошка опускается на один слой. Затем сверху наносится новый слой материала и процесс повторяется до тех пор, пока объект не будет готов.
Схемы SLS (Изображение предоставлено Википедией пользователем Materialgeeza)
Multi Jet Fusion (MJF)
Технология Multi Jet Fusion была разработана Hewlett Packard и работает с подметающим рычагом, который наносит слой порошка, а затем другим рычагом, оснащенным струйные принтеры, которые выборочно наносят связующее вещество на материал.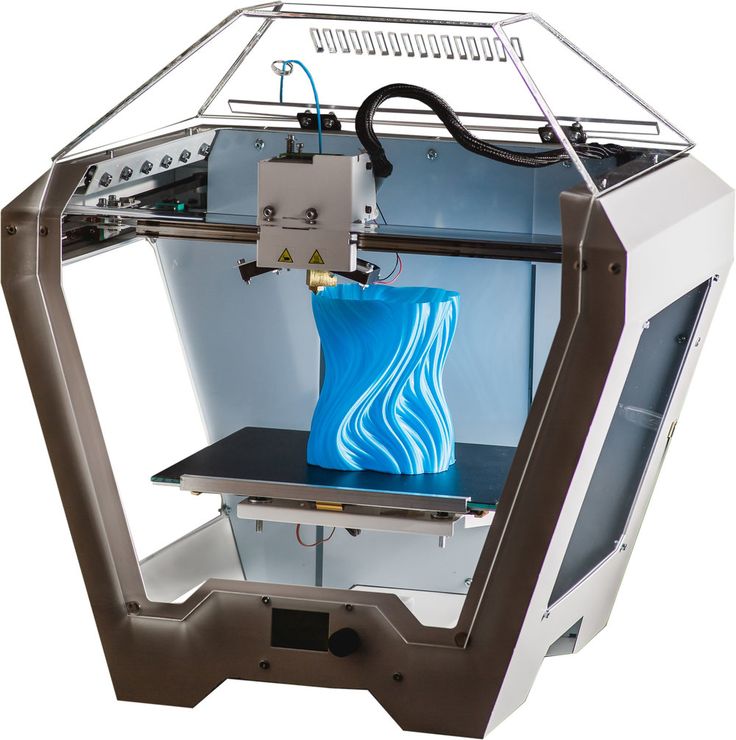 Струйные принтеры также наносят средство для детализации вокруг переплета, чтобы обеспечить точные размеры и гладкие поверхности. Наконец, слой подвергается всплеску тепловой энергии, который вызывает реакцию агентов.
Струйные принтеры также наносят средство для детализации вокруг переплета, чтобы обеспечить точные размеры и гладкие поверхности. Наконец, слой подвергается всплеску тепловой энергии, который вызывает реакцию агентов.
Прямое лазерное спекание металла (DMLS)
DMLS в основном аналогичен SLS, но вместо него используется металлический порошок. Весь неиспользованный порошок остается как есть и становится опорной структурой для объекта. Неиспользованный порошок можно использовать повторно для следующего оттиска.
Из-за увеличения мощности лазера DMLS превратился в процесс лазерной плавки. Узнайте больше об этой и других технологиях обработки металлов на нашей странице обзора технологий обработки металлов.
Листовое ламинирование
Листовое ламинирование включает материал в листах, которые соединяются вместе под действием внешней силы. Листы могут быть металлическими, бумажными или полимерными. Металлические листы свариваются друг с другом с помощью ультразвуковой сварки в несколько слоев, а затем фрезеруются на станке с ЧПУ для придания нужной формы.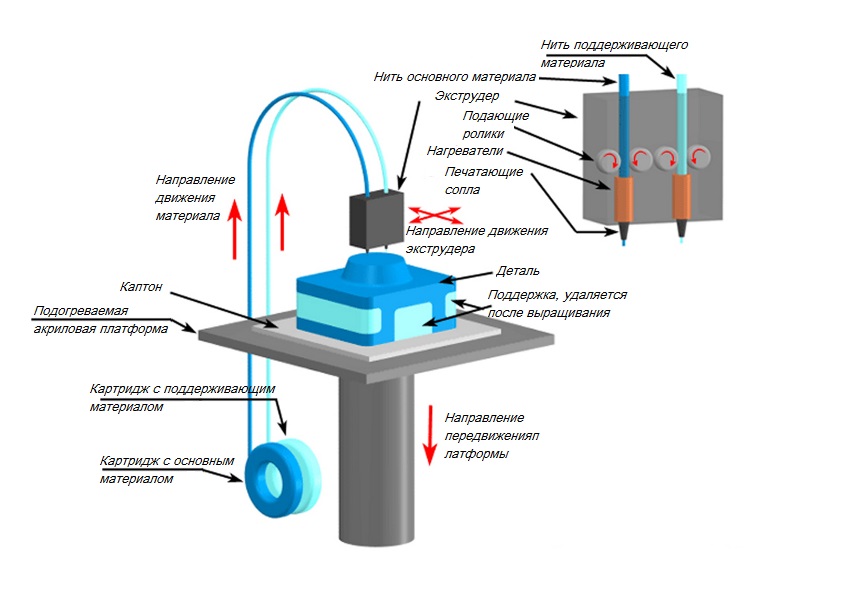 Можно использовать и бумажные листы, но они склеиваются клеевым составом и обрезаются по форме точными лезвиями.
Можно использовать и бумажные листы, но они склеиваются клеевым составом и обрезаются по форме точными лезвиями.
Упрощенная схема ультразвуковой обработки листового металла (Изображение предоставлено Википедией пользователя Mmrjf3)
Направленное осаждение энергии
Этот процесс в основном используется в металлургической промышленности и в приложениях быстрого производства. Устройство 3D-печати обычно прикрепляется к многоосному роботизированному манипулятору и состоит из сопла, которое наносит металлический порошок или проволоку на поверхность, и источника энергии (лазер, электронный луч или плазменная дуга), который расплавляет его, формируя твердый объект.
Направленное осаждение энергии с металлическим порошком и лазерным плавлением (Изображение предоставлено проектом Merlin)
Материалы
В аддитивном производстве могут использоваться различные материалы: пластмассы, металлы, бетон, керамика, бумага и некоторые пищевые продукты (например, шоколад). Материалы часто производятся в виде проволочного сырья, известного как нить, в виде порошка или жидкой смолы. Узнайте больше о наших рекомендуемых материалах на нашей странице материалов.
Узнайте больше о наших рекомендуемых материалах на нашей странице материалов.
Услуги
Хотите внедрить 3D-печать в свой производственный процесс? Получите ценовое предложение для нестандартной детали или закажите образцы на нашей странице услуг 3D-печати.
Как исправить проблемы с осью Z Ender 3 — слишком короткая, переплетающаяся и многое другое — 3D Printerly
Ender 3 — популярный 3D-принтер на рынке. Тем не менее, он может столкнуться с различными проблемами оси Z, такими как слишком короткие отпечатки по оси Z, привязка Z и проблемы с двигателем.
В этой статье будут рассмотрены способы устранения некоторых из этих проблем. Итак, продолжайте читать эту статью, чтобы наконец узнать, как решить проблемы с 3D-принтером и Ender 3 с осью Z.
Вы можете использовать оглавление, чтобы перейти к области, которая затрагивает вас, или прочитать статью, чтобы узнать, применимы ли к вам какие-либо проблемы или исправления.
Как исправить слишком короткую ось Z Ender 3 и печать не в масштабе
Если ваши 3D-отпечатки с Ender 3 не имеют точных размеров по оси Z или не в масштабе, это может быть связано с несколькими проблемами. Эти проблемы варьируются от механических сбоев в настройке принтера до проблем с прошивкой.
Эти проблемы варьируются от механических сбоев в настройке принтера до проблем с прошивкой.
Давайте рассмотрим, как решить эти проблемы.
Регулировка эксцентриковых гаек на каретке оси X
Эксцентриковые гайки — это части каретки оси X, которые крепят ее к порталу Z. Эти эксцентриковые гайки перемещают Х-образную каретку вверх и вниз с помощью роликов.
Эти ролики прикрепляют каретку оси X к Z-порталу. Их также называют колесами POM.
Если эти ролики слишком натянуты или слишком ослаблены, у Ender 3 возникнут проблемы при печати по оси Z. Если ролики слишком натянуты, Z-портал будет сильно тренироваться при перемещении каретки оси X.
Это значительно замедлит его. И наоборот, если эксцентриковые гайки на роликах ослаблены, каретка оси X не будет должным образом закреплена на оси Z, что приведет к ее проскальзыванию и падению.
Вам понадобится гаечный ключ, чтобы затянуть и ослабить эксцентриковые гайки, чтобы отрегулировать их.
- Прежде всего, осмотрите колеса (ролики) из полиоксиметилена на предмет точечной коррозии или любого вида износа.
 Если вы заметили износ, замените колесо.
Если вы заметили износ, замените колесо. - Затем проверьте и убедитесь, что колеса POM правильно захватывают Z-портал, не должно быть никаких колебаний.
Наконец, затяните колеса до оптимального уровня.
- Найдите колесо из полиоксиметилена с помощью эксцентриковой гайки (обычно оно находится напротив пары).
- Затягивая эксцентриковую гайку, постоянно вращайте колеса пальцем.
- Если колесо по-прежнему свободно вращается, продолжайте затягивать его. Как только колесо перестает свободно вращаться и начинает захватывать и перемещаться по порталу, оно достигает оптимального натяжения.
Ослабьте винты на кронштейне ходового винта
Ходовой винт Ender 3 соединен с кронштейном каретки оси X двумя винтами.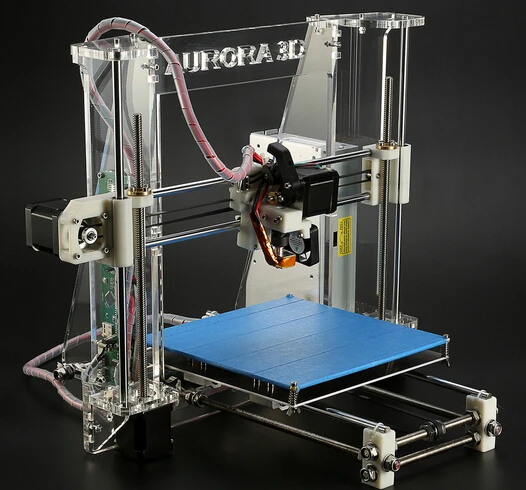 Если эти винты затянуты слишком сильно, у каретки возникнут проблемы с перемещением по оси Z из-за заедания.
Если эти винты затянуты слишком сильно, у каретки возникнут проблемы с перемещением по оси Z из-за заедания.
Итак, немного ослабьте винты на держателе, чтобы ходовой винт мог свободно двигаться. Только будьте осторожны, не ослабьте его слишком сильно, чтобы не ввести люфт в систему.
Затяните муфту Z-двигателя
Муфта Z-двигателя — это компонент, отвечающий за соединение ходового винта с Z-двигателем. Если соединение между этими компонентами неплотное, двигатель может неправильно вращать ходовой винт.
Итак, снова вставьте ходовой винт в муфту и затяните его шестигранным ключом, пока не исчезнет люфт.
Используйте прокладку для двигателя Z
Иногда расстояние между двигателем Z Ender 3 и порталом неточное.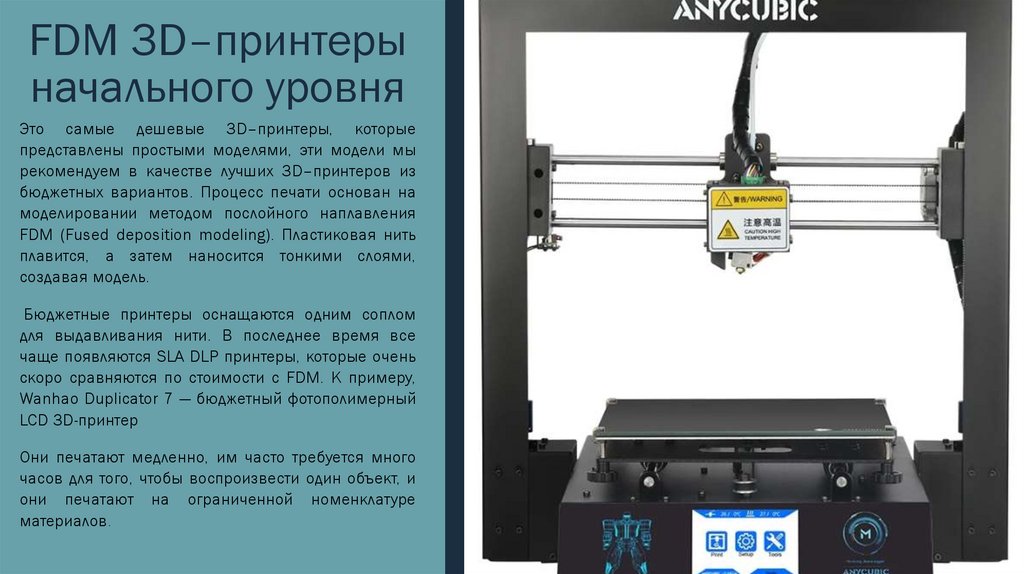 Это приводит к связыванию и другим проблемам, которые приводят к сжатию и пропуску слоев.
Это приводит к связыванию и другим проблемам, которые приводят к сжатию и пропуску слоев.
Вы можете распечатать распорки и опоры двигателя Z и установить их на двигатель Z, чтобы исправить это. Это гарантирует, что ходовой винт останется прямым при печати.
Проверка и смазка ходового винта
Неисправный или неправильно выровненный ходовой винт может привести к укорочению слоев. Проверьте свой ходовой винт, чтобы убедиться, что он правильно прикручен к муфте.
Кроме того, проверьте его длину на наличие признаков изгиба. Кроме того, проверьте, правильно ли совмещена гайка ходового винта с двигателем и ходовым винтом, чтобы последний не погнулся.
Наконец, смажьте ходовой винт небольшим количеством масла PTFE, чтобы избежать чрезмерного трения при движении.
Калибровка шагов на миллиметр для осей X, Y и Z
Шагов на миллиметр — это значение, определяющее, сколько раз шаговый двигатель делает обороты для перемещения на 1 мм. Это значение имеет большое значение и зависит как от двигателя Z, так и от шага ходового винта.
Это значение имеет большое значение и зависит как от двигателя Z, так и от шага ходового винта.
Если значение слишком велико или слишком мало, размер печати будет отличаться. В следующем разделе я расскажу, как вы можете проверить и откалибровать свои Z-шаги/мм.
Примечание: Убедитесь, что вы попробовали все другие решения, прежде чем пытаться изменить значение в прошивке.
Как исправить слишком короткий кабель Ender 3/Pro Z
У некоторых пользователей возникали проблемы с короткими и запутанными кабелями на разных моделях Ender 3. Эти проблемы имеют решающее значение, поскольку неправильное управление кабелями может ограничить движение печатающей головки, что приведет к ошибкам печати.
Давайте посмотрим, как мы можем решить эту проблему.
Проверьте кабель на предмет запутывания
3D-принтеры содержат много движущихся частей, и многочисленные кабели принтера очень легко зацепятся за одну из них. Эти кабели могут даже запутываться друг с другом, что еще больше ограничивает их движение.
Итак, проследите кабель до блока управления. Осмотрите его длину, чтобы увидеть, не запутался ли он в каком-либо месте.
Откройте блок управления и проверьте кабели на застежках-молниях
При отправке принтеров Ender 3 производители часто связывают их кабели вместе, чтобы сделать их более компактными. Кабель будет слишком коротким, если вы установите принтер, не снимая стяжки.
Итак, проверьте длину троса на наличие согнутых частей, скрепленных стяжками. Кроме того, откройте блок управления и проверьте наличие кабелей, которые могли быть скреплены вместе для удобства транспортировки.
Если вы найдете стяжки, разрежьте их и удлините кабель.
Используйте удлинители кабеля
Если вы не обнаружите запутанных или перевязанных частей кабеля, вам необходимо использовать удлинители кабеля. Эти удлинители помогут увеличить радиус действия более коротких кабелей.
Однако убедитесь, что вы приобрели правильные кабели для нужных деталей. Например:
Например:
- Для шаговых двигателей вам понадобится что-то вроде 1,5-метрового 59-дюймового провода шагового двигателя.
- В качестве концевых упоров вы можете приобрести механический концевой выключатель из 6 комплектов.
Установка кабельной цепи для укладки кабелей
Кабельная цепь представляет собой гибкую пластиковую оболочку, которая помогает упорядочить провода, чтобы они не спутывались и не мешали работе принтера.
Он прост и удобен в установке. Кроме того, он отлично выглядит и придает вашему принтеру чистый вид без помех.
Вы действительно можете распечатать кабельную цепь из Thingiverse на своем 3D-принтере.
Как исправить Ender 3 Z-шаги на мм и откалибровать ось Z
Как я упоминал ранее, Z-шагов на миллиметр — это значение, определяющее, сколько шагов делает шаговый двигатель, чтобы переместиться на 1 мм в направлении Z.
Это значение является функцией как шагового двигателя, так и ходового винта, и обычно для принтеров Ender 3 установлено значение по умолчанию 400 шагов/мм . Однако это значение может потребоваться изменить, если вы получаете отпечатки с неточными размерами в направлении Z.
Как исправить Ender 3 Z-шага на мм
Идеальный способ точно установить шаг по оси Z на миллиметр — это распечатать на 3D-принтере калибровочный куб диаметром 20 мм и использовать пару цифровых штангенциркулей для измерения того, насколько близко или далеко находится куб по размерам.
Если ваш куб меньше 20 мм в высоту или в направлении Z, вам необходимо увеличить Z-шаги, в то время как значение выше 20 мм означает, что вам нужно его уменьшить.
Расчет выглядит следующим образом:
(20 мм / измеренное значение) * Текущее значение Z-шагов = Новое значение Z-шагов
Пример:
При измеренном значении 19,2 мм и текущем значении Z-шагов на мм 400 м вы получите 20 мм/19,2 мм * 400 = 416,67.
Сохраните новое значение.
- Чтобы сохранить новое значение с помощью ЖК-дисплея, выберите Управление > Движение > Z-шагов/мм.
- Введите новое значение Z-шагов/мм
- Чтобы сохранить новое значение, перейдите к Управление > Сохранить память . Как только вы выберете сохранить память, новое значение будет сохранено в прошивке.
Если у вас нет возможности сохранить новое значение на 3D-принтере, вы можете просмотреть видео выше и отправить команды для ввода нового значения и его сохранения.
Как откалибровать ось Z
Очень важно часто калибровать ось Z, особенно если вы только что изменили деталь в настройках печати. Это может быть печатная платформа или новое сопло; в любом случае, важно перекалибровать высоту и смещение Z.
Вы можете откалибровать ось Z на Ender 3 тремя способами. Давайте посмотрим на них:
Регулировка ручек выравнивания платформы
Ручки выравнивания платформы, которые можно найти на многих 3D-принтерах, в основном используются для выравнивания платформы печати. Однако вы можете использовать их для повторной калибровки оси Z с небольшим шагом.
Например, если у вас есть новая рабочая пластина небольшой толщины (1 мм). Вместо перемещения концевого выключателя вверх, чтобы отразить изменение, вы можете увеличить натяжение пружины, чтобы опустить станину
Вместо перемещения концевого выключателя вверх, чтобы отразить изменение, вы можете увеличить натяжение пружины, чтобы опустить станину
Это можно сделать, повернув регулировочную ручку по часовой стрелке. Как только вы это сделаете, поверхность печатной платформы вернется в нормальное исходное положение, и оттуда вы сможете выровнять ее.
Перемещение концевого выключателя
Если калибровочное расстояние слишком велико, у вас может не остаться другого выбора, кроме как переместить концевой выключатель Z. Я расскажу больше о том, как вы можете это сделать, в следующем разделе.
Использовать значение Z-смещения
Существуют настройки 3D-принтера, называемые Z-смещением, которые в основном представляют собой настройку высоты для вашего 3D-принтера. Обычно он имеет диапазон от -5 мм до +5 мм и иногда может быть введен непосредственно с экрана управления вашего 3D-принтера.
Вы можете использовать положительное значение, чтобы увеличить высоту сопла, или отрицательное значение, чтобы уменьшить высоту сопла. Можно ввести Z-Offset непосредственно из слайсера, такого как Cura.
Можно ввести Z-Offset непосредственно из слайсера, такого как Cura.
Как исправить проблемы с Z-высотой Ender 3
Проблемы с высотой Z могут возникнуть из-за проблем с ходовым винтом, концевыми выключателями, двигателями и даже выравниванием печатной платформы.
Итак, чтобы решить проблемы с высотой Ender 3 Z, убедитесь, что вы:
- Проверьте ходовой винт на заедание
- Убедитесь, что концевые упоры установлены правильно.
- Убедитесь, что кровать правильно выровнена, учитывая смещение, вызванное толщиной кровати.
- Убедитесь, что запутанный или зацепившийся кабель не ограничивает движение принтера по оси Z.
Как выровнять ось Z на Ender 3/Pro?
Правильно выровненная ось Z необходима для плавного перемещения каретки оси X в направлении Z. Если компоненты по оси Z не выровнены должным образом, могут возникнуть проблемы, такие как привязка и пропуск слоев.
Таким образом, ходовой винт должен проходить прямо из держателя гайки в муфту Z-двигателя без изгиба, чтобы компоненты оси Z были выровнены.
Итак, прежде всего, снимите гайку ходового винта с соединителя и посмотрите, точно ли она совпадает с прорезью соединителя. Если это не так, вы должны выровнять муфту с держателем гайки ходового винта.
Это можно сделать двумя способами.
Распечатать Прокладка и прокладка для Z-Motor
Прокладка поможет совместить муфту двигателя с держателем гайки. Поместив его сзади двигателей, вы немного выдвинете двигатель вперед, идеально выровняв его с ходовым винтом.
Вы можете скачать файл здесь с Thingiverse.
Примечание: Убедитесь, что прокладка находится на одном уровне с рамой принтера, чтобы избежать других ошибок.
Правильный держатель гайки ходового винта
Иногда проблема связана не с муфтой двигателя Z, а с держателем гайки. В некоторых случаях это может быть настолько несоосно, что использование прокладки и прокладки может не сработать.
В некоторых случаях это может быть настолько несоосно, что использование прокладки и прокладки может не сработать.
В такие моменты приходится отвинчивать скобу, удерживающую гайку ходового винта, и пытаться исправить ее. Однако это целесообразно только в том случае, если у вас есть опыт использования станков.
Также можно попробовать ослабить винты на гайкодержателе. Это помогает решить проблемы с выравниванием; тем не менее, это может немного поиграть с вашим принтером.
Как устранить неисправность двигателя оси Z Ender 3
Двигатель оси Z является основным двигателем движения каретки печатающей головки в направлении Z. Если он не работает должным образом, принтер не будет двигаться.
Для решения этой проблемы необходимо устранить неполадки и найти основную причину. Вот несколько способов сделать это.
Извлеките SD-карту и отформатируйте ее
Иногда файл EEPROM.dat на SD-карте может быть поврежден во время использования принтера. Это приводит к тому, что двигатель Z не работает во время печати, но работает для всех других действий.
Это приводит к тому, что двигатель Z не работает во время печати, но работает для всех других действий.
Чтобы решить эту проблему:
- Получите другую SD-карту и отформатируйте ее в FAT32 , прежде чем использовать ее — это можно сделать, щелкнув правой кнопкой мыши SD-карту в проводнике, выбрав «Формат, » и выбрав « Fat32 ». ».
- Нарежьте модель, которую вы хотите напечатать, и загрузите ее на новую SD-карту
- Вставьте SD-карту в принтер и просто напечатайте
Если мотор Z заработает как обычно, значит, проблема была в неисправной SD-карте.
Проверка электроники на наличие неисправностей и коротких замыканий
Плохая проводка также может быть источником проблем Z-мотора. Таким образом, вы можете проверить проводку на наличие проблем:
- Замените соединительный провод двигателя Z, чтобы убедиться, что проблема не связана с коротким замыканием.
- Затем проверьте системную плату и убедитесь, что провод двигателя Z подключен к правильному порту.
- Проверьте драйверы шаговых двигателей на материнской плате, чтобы убедиться, что они не сгорели.
Проверьте, получает ли двигатель Z достаточное напряжение
Примечание: Это требует взаимодействия с очень опасными электрическими компонентами принтера. Если вас не устраивают эти компоненты, я предлагаю доверить это профессионалу.
Проверка материнской платы на наличие неисправностей
Чтобы проверить, не являются ли проблемы с двигателем результатом неисправности материнской платы, необходимо также проверить материнскую плату. Вот как вы можете это сделать.
- Отсоедините двигатель оси Z от порта и отсоедините двигатель оси X или Y.

- Вставьте двигатель оси Z в порт двигателя X.
- Отправьте команду перемещения по оси X через свой ПК.
- Если ось Z двигается, проблема в двигателе. Если он не двигается, то проблема в материнской плате.
Если проблема связана с платой, проверьте свою гарантию и узнайте, имеете ли вы право на новую. Если нет, то, возможно, вам придется купить новый.
Как починить ось Z Ender 3, которую трудно перемещать
Ось Z Ender 3, которую трудно перемещать, почти всегда является результатом заедания между двигателем и ходовым винтом. Значит, для более плавного движения придется решить вопрос.
Вот как это сделать.
Очистка и смазка оси Z
Грязный ходовой винт с грязью затруднит движение по оси Z. Итак, снимите ходовой винт и очистите его растворителем, чтобы удалить всю грязь.
Перед тем, как вернуть ходовой винт, убедитесь, что вы нанесли на него немного масла PTFE для более плавного движения.
Ослабьте эксцентриковые гайки
Если эксцентриковые гайки на роликах, крепящих каретку X к порталу Z, затянуты слишком сильно, каретке будет трудно двигаться по оси Z.
Итак, полностью ослабьте эксцентриковые гайки и снова начните их затягивать. При затягивании крутите ролики пальцем.
Если вы все еще можете вращать ролик пальцем, продолжайте затягивать его. В тот момент, когда вы не можете вращать ролик без движения каретки X, вы достигли оптимального натяжения.
Проверка ходового винта на изгиб
Погнутый ходовой винт почти наверняка затруднит перемещение по оси Z. Чтобы проверить, не погнут ли ходовой винт, положите его на ровную поверхность и прокатайте.
Когда он катится, наблюдайте за ним, чтобы увидеть, плоская ли он поверхность, когда он катится. Если это не так, ходовой винт погнут, и его необходимо заменить. Вы также можете проверить его, посмотрев, входит ли он в кронштейн естественным образом, без необходимости вставлять его в пазы.
Правильно выровняйте компоненты оси Z, чтобы предотвратить заедание
Смещенные компоненты по оси Z являются основной причиной заклинивания, что затрудняет перемещение по оси Z.
Для этого убедитесь, что все компоненты – муфта двигателя, ходовой винт и держатель винтовой гайки – хорошо выровнены.
Как исправить смещение по оси Z Ender 3/V2, которое не работает или изменяется
Смещение по оси Z — это заданное расстояние между соплом и рабочим столом. Для отличного первого слоя и успешной печати это значение должно быть постоянным по всему печатному столу,
Однако смещение по оси Z в некоторых случаях сильно различается в зависимости от нескольких сеансов печати, что приводит к плохому качеству первого слоя. Вот несколько способов исправить это.
Сохранение значений Z-смещения
Если вы забудете сохранить значения Z-смещения после их установки, они всегда будут возвращаться к настройкам по умолчанию. Чтобы избежать этого, всегда сохраняйте значения перед выключением 3D-принтера.
Чтобы сохранить значения, вы можете отправить команду M500 GCode через Pronterface, хост Repetier или любое другое программное обеспечение.
Вы также можете сохранить его с помощью ЖК-экрана Ender 3, нажав: Управление > Сохранить в памяти .
Проверьте печатную платформу на предмет люфта
Печатная платформа может сделать заданное Z-смещение неэффективным или непоследовательным, если оно не будет должным образом стабилизировано. Чтобы этого не произошло, проверьте, нет ли люфта на кровати.
Надавите на кровать с левой и правой стороны, чтобы увидеть, двигается ли она. Если станина двигается, эксцентриковые гайки под ней не устойчивы.
Затяните их сильнее, чтобы они не были слишком ослаблены. Это должно стабилизировать кровать и остановить шаткое движение кровати.
Убедитесь, что концевые выключатели стабильны
Если концевой выключатель Z перемещается в своем держателе, у вас обязательно будут непостоянные Z-смещения. С помощью шестигранного ключа убедитесь, что винты на кронштейне концевого выключателя затянуты должным образом.
С помощью шестигранного ключа убедитесь, что винты на кронштейне концевого выключателя затянуты должным образом.
Осмотрите печатающую головку и сопло на наличие люфта
Если сопло и хотэнд не закреплены должным образом на X-портале, они будут перемещаться во время печати и испортят Z-смещение.
Чтобы стабилизировать сопло, затяните ролики, удерживающие хотэнд на X-портале, чтобы они правильно его зафиксировали.
Затяните компоненты оси Z
Такие компоненты, как ходовой винт и эксцентриковая гайка, имеют решающее значение для точности 3D-принтера. X-портал будет провисать, если он не будет затянут должным образом, что приведет к непостоянству Z-смещений.
Итак, проверьте свой ходовой винт и посмотрите, не ослаблен ли он внутри муфты двигателя. Если он ослаблен, снимите его и установите правильно.
Затем убедитесь, что ролики, крепящие каретку оси X к порталам, хорошо затянуты.
Как починить концевой Z-переключатель Ender 3/V2 (слишком высоко)
Концевой выключатель — важный компонент 3D-принтера, который сообщает ему, откуда начинается ось Z. Если разместить его слишком высоко, принтер остановится далеко от кровати.
И наоборот, если он расположен слишком низко, печатающая головка будет безостановочно впиваться в платформу. Таким образом, положение переключателя Z-Limit очень важно.
Вот как это можно исправить:
- Сначала найдите концевой выключатель Z на Z-портале.
- С помощью винта с шестигранной головкой ослабьте скобу, удерживающую концевой выключатель, так, чтобы его можно было свободно перемещать по Z-порталу.
- Опустите каретку оси X вниз, пока сопло не коснется печатной платформы.
- Аккуратно сдвиньте Z-ограничитель вверх, пока он не «защелкнется» на каретке оси X.

- Отметьте место, где это происходит.
- Затяните кронштейны Z-ограничителя в этом месте.
Обновление оси Z Best Ender 3
Самое приятное в 3D-принтерах Ender 3 — их возможность настройки. Вы можете легко добавлять и удалять детали, чтобы добавить новые функции или повысить производительность принтера.
Вы также можете модернизировать ось Z вашего принтера с помощью специальных принадлежностей для вторичного рынка, чтобы повысить его производительность. Вот два моих личных фаворита.
BL Touch Auto-Leveling
Ручное выравнивание печатной платформы каждый раз, когда вам нужно напечатать модель, может быть очень громоздким. Установив систему автоматического выравнивания кровати, вы автоматизируете весь процесс, делая его быстрее и проще.
Система автоматического выравнивания BL Touch является одной из лучших на рынке для этого. Он совместим с различными материалами печатной платформы, такими как стекло, пластик, PEI и т. д.
д.
Вы можете приобрести систему автоматического выравнивания BL Touch на Amazon.
Двойной ходовой винт оси Z
Stock Принтеры Ender 3 поставляются только с одним ходовым винтом оси Z от производителя. Основным недостатком этого является то, что он делит принтер на драйверную и ведомую стороны.
В результате одна сторона (ведомая) отстает от другой во время работы принтера. Это может привести к снижению X-гентри и снижению качества печати.
Таким образом, чтобы избежать этого и стабилизировать принтер, вы можете перейти на апгрейд Ender 3 с двойной осью Z. Это обновление представляет ходовой винт на ведомой стороне, обеспечивая ровность и устойчивость обеих сторон оси Z.
Вы можете приобрести комплект для модернизации Ender 3 Dual Z-Axis Upgrade Kit на Amazon. Его установка требует довольно много работы, но вы можете посмотреть видео ниже, чтобы сделать это легко.