3D печать с поддержками: Что такое поддержка в 3D-печати?
Содержание
Что такое поддержка в 3D-печати?
Один из самых частых вопросов при работе с клиентами: “Что такое поддержка в 3D-печати?”. В этом разделе мы наглядно покажем, что принято называть поддержками и какие виды поддержек существуют на данный момент времени.
Материал поддержки (supportmaterial) — вспомогательный материал, используемый в 3D-печати для построения сложных объектов и увеличения качества и стабильности построения. Без использования поддержки невозможна трехмерная печать моделей с полостями, нависающими конструкциями, сложной детализацией, тонкими стенками или перекрытиями и другими сложными элементами.
Проще говоря, поддержка служит своеобразным временным фундаментом для печатаемого изделия. Послойное построение предполагает, что каждый следующий слой изделия опирается на предыдущий. В случае, когда под первым слоем в том или ином месте конструкцией изделия опора не предусмотрена, в дело вступает поддержка.
Необходимо понимать, что удаление поддерживающих структур, это один из самых сложных видов работ.
Поэтому была написала эта статья, полностью объясняющая, что такое поддерживающие структуры и зачем они нужны в 3D-печати.
Как определить, где нужна поддержка?
Это автоматически делает программное обеспечение, поставляемое со всеми профессиональными 3D-принтерами. Вам нужно просто загрузить файл в формате STL, а программа самостоятельно рассчитает, где для качественного построения необходимо использование вспомогательного материала. Стоит отметить, что большинство софта также позволяет пользователю редактировать количество и расположение вспомогательных конструкций. Софт напрямую связан с возможностями трехмерного принтера и в автоматическом режиме покажет Вам, где поддержка нужна, а где нет.
Кроме того, программа до начала печати рассчитывает количество необходимого вспомогательного материала.
Если мы не согласны с автоматическим расчетом поддержек софтом для трехмерного принтера, то нам на помощь приходит ПО, где поддержки можно расставить вручную.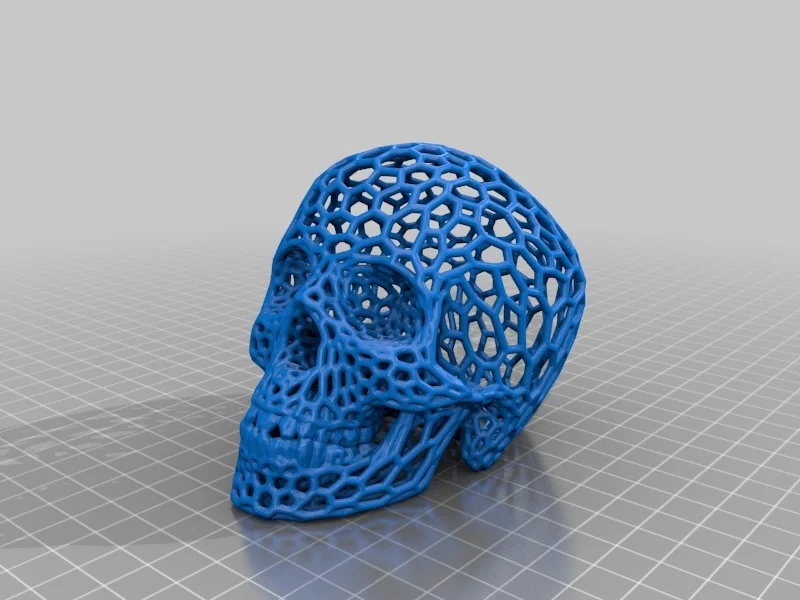 На картинке пример ручного построения поддержек в программе AutoDesk MeshMixer.
На картинке пример ручного построения поддержек в программе AutoDesk MeshMixer.
Виды материалов поддержки
Растворимый
Существует 2 вида растворимых вспомогательных материалов, такие как HIPS и PVA. Данные типы пластиков используются для печати поддержек в сложных моделях, где важной составляющей является высокое качество полученного изделия.
У каждого типа пластика имеются свои плюсы и минусы.
Так, например, HIPS можно использовать как в качестве основного материла, так и в качестве вспомогательного. Данный пластик растворим в лимонене, соответственно отлично подходит для печати поддержек, где основным пластиком является ABS, так как они не взаимодействуют друг с другом. Так же есть свои минусы – это высокая стоимость лимонена.
PVA же наоборот используется исключительно как вспомогательный материал. Он хорошо растворяется в воде и совместим только с тем пластиком, где в роли основного материала является PLA. Но есть два не мало важных отличия от HIPS это высокая стоимость материала и более упрощенная постобработка готового изделия.
Но есть два не мало важных отличия от HIPS это высокая стоимость материала и более упрощенная постобработка готового изделия.
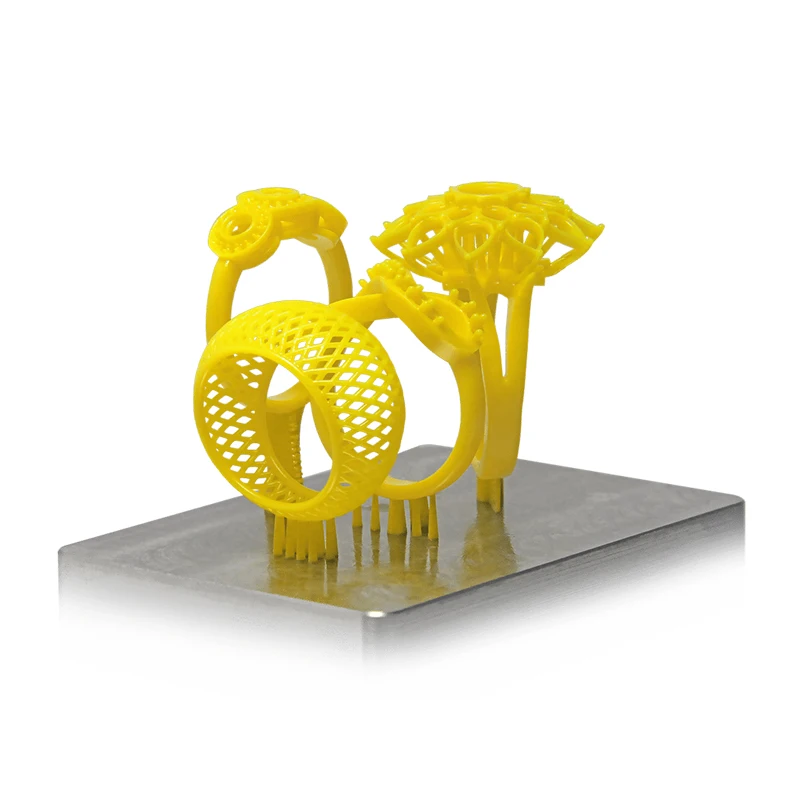
3D-принтер в процессе печати с поддерживающими структурами.
Изготовленное изделие сразу после 3D-печати.
Деталь после вымывания поддерживающих структур.
Удаляемый механически
Лишний материал отламывается, отпиливается, счищается. В данном случае в качестве поддержки выступает тот же материал, из которого строится сама модель. Но, чтобы облегчить его последующее удаление и снизить расход модельного материала, поддержка строится более «разреженно» по сравнению с самим объектом. Она имеет гораздо меньшую плотность и прочность, достаточную лишь для того, чтобы временно выдерживать вес выращиваемого предмета.
Выплавляемый
Плавится и вытекает при незначительном нагревании (гораздо ниже температуры деформации основного изделия). Обычно имеет восковую основу.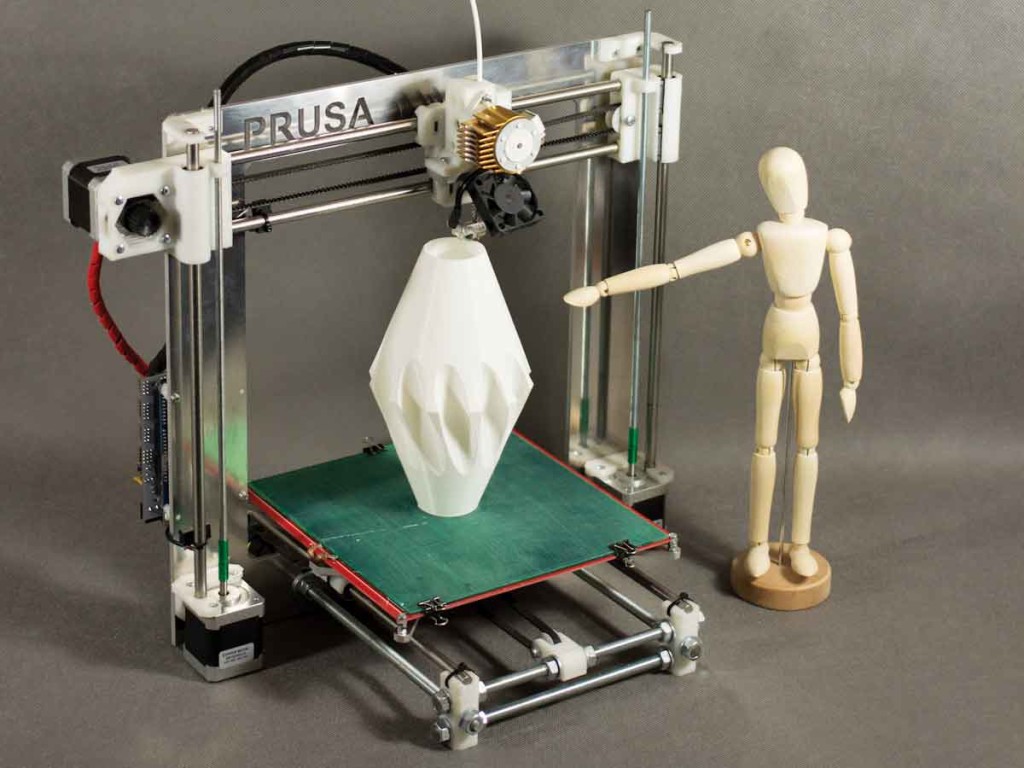 Преимущества: деликатность, точность нанесения. Используется в фотополимерных и восковых 3D-принтерах серии ProJet компании 3D Systems.
Преимущества: деликатность, точность нанесения. Используется в фотополимерных и восковых 3D-принтерах серии ProJet компании 3D Systems.
Порошковая поддержка
Отдельно стоит сказать о порошковых технологиях 3D-печати. Здесь в качестве вспомогательного и основного выступает один и тот же материал. Однако та часть порошка, что была «вспомогательной», после очистки может использовать повторно в качестве основного материала. Благодаря этому, такие технологии являются практически безотходными. Исключение из правил составляет только трехмерная печать металлом. При печати металлом необходимо учитывать усадку металла. Для того, чтобы в процессе печати Вашу деталь не скрутило и не перекосило, необходимо закрепить её поддержками.
Метки: 3D-печать, 3D-принтер, 3D-принтеры, Аддитивные технологии, Детали, Изобретения, Корпусные детали, поддерживающий материал, поддержка
Настройки вертикальной и древовидной поддержки для оптимизации 3D печати
Настройки поддержки
Практически все сложные модели не обходятся без печати поддержек. Сама технология 3D-печати, будь то FDM или SLA/ LCD, подразумевает послойное выращивание модели, но каждый новый слой должен опираться на нижележащий.
Сама технология 3D-печати, будь то FDM или SLA/ LCD, подразумевает послойное выращивание модели, но каждый новый слой должен опираться на нижележащий.
Когда в модели попадаются элементы, которые принтеру придется печатать в воздухе, на помощь приходят поддерживающие элементы. Они печатаются вместе с основной деталью и удаляются в процессе постобработки.
Пример модели с нависающими элементами
Вроде звучит просто, но многие мейкеры не любят поддержки. Все-таки печать поддерживающих конструкций — это больший расход материала, более долгая печать и постобработка. К тому же они не всегда легко отделяются от модели, а качество поверхности в местах соприкосновения с опорами хуже.
Раньше 3D-печатники шутили:”Распечатайте модель, снимите поддержки и бинтуйте, бинтуйте, бинтуйте!”. Такого широкого спектра настроек не было и опоры намертво прилипали к модели. Приходилось срезать их ножом, в процессе нередко страдали пальцы.
Готовое изделие после удаления и зачистки опорных конструкций
В этой статье мы попробуем разобраться в каких случаях поддержки необходимы и как можно оптимизировать их печать. В качестве примера мы возьмем популярный слайсер CURA.
Нужна ли поддержка?
В каких же случаях модели необходима дополнительная опора? Сразу стоит уточнить, что для каждого принтера и материала настройки угла нависания будут немного отличаться.
Например, для PLA с хорошим обдувом можно выставить в настройках больший угол поддержек, чем для ABS. Для наглядного примера можно распечатать небольшой тест
на нависания. Но вот общие рекомендации от которых можно отталкиваться:
-
Если угол нависания больше 45°, стоит включить построение поддерживающих конструкций. -
Если ширина моста больше 5мм, следует использовать поддержки (принтеры с хорошим обдувом умеют печатать длинные мосты без поддержек, но широким мостам может понадобиться дополнительная опора). Для определения возможностей своего принтера можете напечатать небольшой тест.
Для определения возможностей своего принтера можете напечатать небольшой тест.
Мосты — это участки модели которые находятся в воздухе между двумя опорами. Такие элементы 3D принтер может напечатать без поддержки. Это поможет сэкономить время и уменьшить расход пластика.
Тест на печать мостов
Оптимальные настройки поддержек
Изначально в CURA доступно немного настроек для опорных элементов. Чтобы включить отображение дополнительных параметров, нажмите на значок шестеренки рядом с пунктом Поддержка и в открывшемся меню галочками выберите необходимые дополнительные параметры.
Меню включения дополнительных настроек для поддерживающих элементов
Виды поддержек
Линии (Нормаль)
CURA предлагает широкий выбор шаблонов печати опорных конструкций.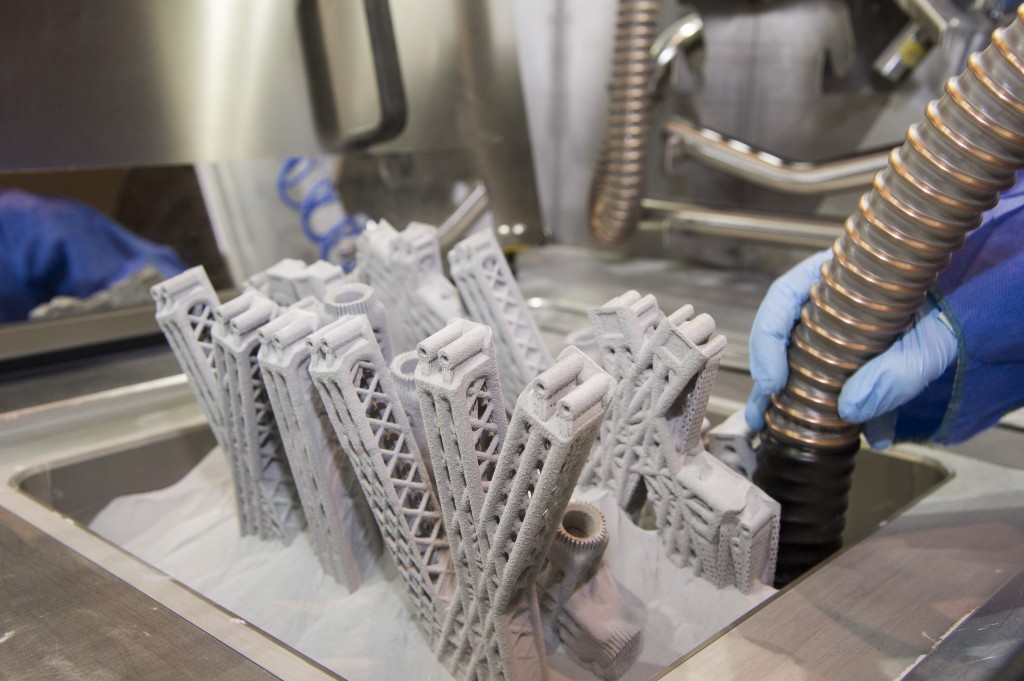 Некоторые шаблоны универсальны, некоторые больше подойдут для моделей определенной формы
Некоторые шаблоны универсальны, некоторые больше подойдут для моделей определенной формы
Шаблоны заполнения для поддержек в CURA
Описание самых популярных шаблонов:
-
Зиг-заг: Один из самых популярных — быстро печатается, легко снимается руками без дополнительных инструментов. -
Сетка: Получается прочная и устойчивая опора для модели. Достаточно сложно удаляется. -
Линии: Устойчивые, но легко удаляемые конструкции. -
Концентрическое: Хорошо подойдет для моделей, имеющих форму шара или цилиндра. -
Треугольники: Получается черызывчайно прочная и устойчивая опора, которую будут сложно отделить от модели.
Основные настройки для линейных опорных конструкций:
-
Плотность: Плотность задается так же как для заполнения. Чем выше плотность, тем прочнее и устойчивее получатся опоры, но их сложнее будет отделить от модели. Можно начать со значения 20% и менять в зависимости от модели.
Чем выше плотность, тем прочнее и устойчивее получатся опоры, но их сложнее будет отделить от модели. Можно начать со значения 20% и менять в зависимости от модели.
-
Толщина слоя заполнения: для сокращения времени печати, можно увеличить толщину слоя печати поддержек. Ведь они не должны выглядеть красиво. Это значение стоит выставлять кратно толщине слоя модели.
Древовидная (дерево)
Древовидная поддержка является альтернативой обычным линиям. Такая опора напоминает собой дерево — полый массивный ствол с множеством ответвлений, которые поддерживают нависающие элементы модели.
Пример построения древовидных опорных конструкций
Настройки, которые можно изменить для древовидных опор:
-
Угол ответвления: Максимальный угол наклона поддерживающих “веточек”. При меньшем угле “веточки” будут более вертикальные и устойчивые.
При меньшем угле “веточки” будут более вертикальные и устойчивые.
-
Расстояние ответвления: расстояние между опорами в местах соприкосновения с моделью. Чем меньше этот параметр, тем плотнее будет поддерживающая конструкция. -
Диаметр ответвлений: диаметр самых тонких ответвлений опор. Тонкие поддержки легче удалить с модели, но толстые опоры получаются более прочными. -
Угол диаметра ответвления: Угол на который древовидная поддержка расширяется к основанию. Если установить этот параметр равный 0, то опоры будут одинаковые по толщине на всей высоте. -
Расчет столкновения с моделью: Разрешение, используемое для расчета пересечений основной детали и опор. Чем меньше это значение, тем более точными и прочными получатся поддержки, но их будет сложнее отделить от модели.
Не забывайте, что слишком массивную опору будет проблематично отделить от модели.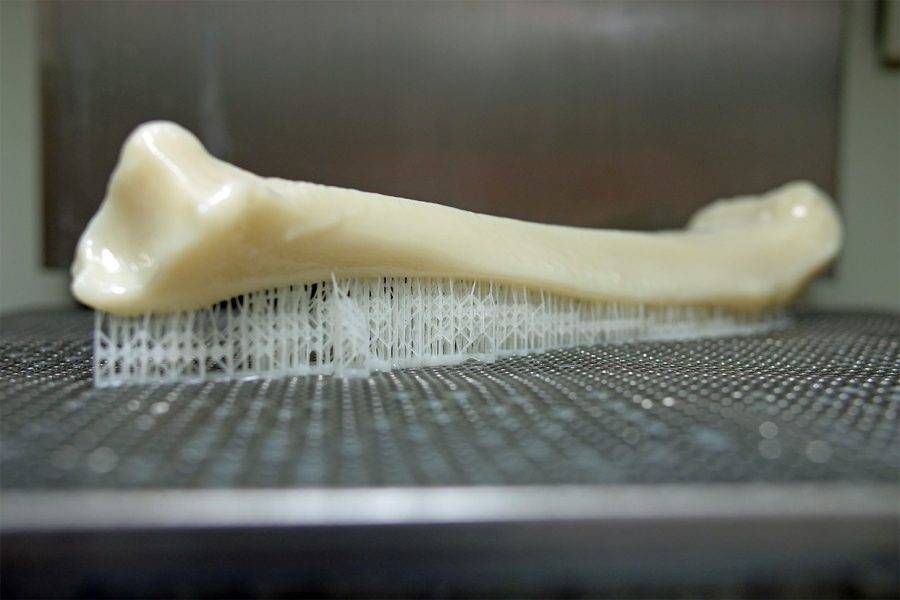
Башни
Для небольших выступов CURA умеет строить небольшие опорные башни.
Слева для поддержки выступа используется башня, справа обычная поддержка
Такие башенки могут строиться для областей, которым необходима дополнительная опора, но их площадь меньше, чем заданная в минимальной зоне поддержек. Для остальной модели будет строиться обычная поддержка.Чтобы башни были устойчивыми, они печатаются массивными у основания и сужаются сверху.
Настройки доступные для башен:
-
Диаметр башен: Чем больше это значение, тем устойчивее получится башня. -
Максимальный диаметр, поддерживаемый башней: максимальный размер области (по осям XY) для которой будут использоваться башни. -
Угол крыши: угол верхней части башни. Чем меньше угол, тем более плоской будет верх башни.
Основные настройки
Расположение поддержки
После выбора типа поддержки нужно определиться, как ее расположить. В CURA есть два варианта — везде или “от стола”. Этот параметр определяет, где будут строится поддерживающие конструкции — по всей поверхности модели или только от стола.
Слева фигурка с поддержками от стола, справа везде
В большинстве случаев поддержки от стола будет достаточно, но некоторыу особенно сложные модели стоит печатать с настройкой “везде”.
Расстояние от модели до поддержки
Зазор между моделью и поддержкой — это важный параметр, от которого зависит качество поверхности модели и то, насколько сложно будет удалить поддерживающие конструкции.
Зазор можно выставить по оси Z и X/Y.
- Зазор Z: Чем больше это значение, тем больше будет расстояние между поддержкой и моделью по оси Z.
 Большее расстояние позволит более просто удалить поддержку, но поверхность модели вряд ли напечатается идеально. Стоит поэкспериментировать с этим параметром, чтобы подобрать идеальное значение для вашего принтера. Не забывайте выставлять значение, кратное высоте слоя модели.
Большее расстояние позволит более просто удалить поддержку, но поверхность модели вряд ли напечатается идеально. Стоит поэкспериментировать с этим параметром, чтобы подобрать идеальное значение для вашего принтера. Не забывайте выставлять значение, кратное высоте слоя модели.
На левом фото зазор по оси Z больше чем на правом
Зазор X/Y: Зазор между моделью и опорными конструкциями по оси X/Y. Чем больше расстояние, тем проще удалить поддержку. Как правило, большее расстояние X/Y будет означать лучшее качество поверхности модели.
На левом фото зазор по оси X/Y больше чем на правом
Но если у вашей модели много небольших выступов на вертикальных поверхностях, стоит уменьшить этот параметр.
Приоритет зазора.
В зависимости от формы выступа модели зазор по оси Z может “конфликтовать” с X/Y. Для этого в настройках можно задать приоритет зазора.
Слева приоритет зазора по осям X/Y, справа приоритет зазора по оси Z
Обычно зазор по оси Z более важный параметр, но стоит ориентироваться на геометрию модели.
Нависающий угол
С помощью этой настройки можно задать угол нависания, на котором выступам на модели уже нужна дополнительная опора. По умолчанию установлено значение 45°. Однако в зависимости от модели, материала, принтера этот угол можно увеличить или уменьшить.
Слева установлен угол поддержки 65°, справа 45°
Если вы хотите, чтобы поддержка строилась только под мостами установите угол 90° градусов. Если нужно, чтобы поддерживался каждый выступающий элемент модели, установите значение 0°.
Дополнительные настройки
Минимальная зона поддержек
Этот параметр определяет минимальную площадь, для которой необходима дополнительная опора. Он позволит сэкономить немного материала и время, не создавая поддержки для небольших выступов, где они не нужны.
Он позволит сэкономить немного материала и время, не создавая поддержки для небольших выступов, где они не нужны.
Расстояние для объединения поддержки
Эта настройка позволяет объединять поддержки, находящиеся рядом. Когда две поддержки находятся друг к другу ближе, чем это значение, они будут автоматически объединены.
Это позволяет сделать поддержки более устойчивыми. Но стоит помнить, что слишком плотные поддержки будет сложно удалять с готовой модели.
Кайма
Эта настройка позволяет печатать кайму внутри массива поддержек. Она необходима для повышения адгезии поддерживающей конструкции к печатному столу и повышения устойчивости опор с небольшим основанием.
Слева кайма выключена, справа включена
Горизонтальное расширение
Когда нависающие элементы небольшие, принтеру может быть сложно напечатать тонкие опоры. Для того чтобы увеличить прочность поддержки, можно настроить горизонтальное расширение. Этот параметр позволяет опорным конструкциям быть шире, чем нависающая область модели.
Для того чтобы увеличить прочность поддержки, можно настроить горизонтальное расширение. Этот параметр позволяет опорным конструкциям быть шире, чем нависающая область модели.
На левой модели горизонтальное расширение поддержки меньше чем на правой
Печать двумя экструдерами (растворимыми материалами)
С появлением 3D-принтеров с двумя экструдерами, возникла возможность печатать основную модель и поддержки разными материалами. Например, использовать растворимые пластики, чтобы не приходилось вручную очищать напечатанное изделие от поддержек.
При использовании растворимых материалов можно практически полностью убрать зазор между моделью и опорой, что положительно скажется на поверхности готового изделия.
Для экономии материала можно печать только часть поддержки из растворимого материала — например, только в местах соприкосновения с фигуркой.
Разные настройки растворимой поддержки
Итоги
Большой диапазон настроек поддержек в 3D-печати поначалу может испугать начинающего пользователя, но не обязательно использовать все параметры сразу. Для многих моделей будет достаточно настроек, которые заданы по умолчанию в CURA.
Для многих моделей будет достаточно настроек, которые заданы по умолчанию в CURA.
Некоторые мейкеры настолько не любят опорные конструкции, что предпочитают резать модель на несколько частей и после печати склеивать. Иногда это действительно может стать хорошим решением, но чаще всего это сделает постобработку готового изделия более долгой. Ведь придется шлифовать все места склейки.
Но для достижения более высокого качества готового изделия стоит все же освоить искусство расстановки и настройки поддержек для 3D-модели.
Что такое поддержка в 3D-печати? Когда и зачем они вам нужны?
Что такое опорные конструкции в 3D-печати? В зависимости от технологии, которую вы используете для производства деталей, вам может потребоваться распечатать опорные конструкции для сохранения геометрии детали. В этой статье рассказывается о том, какие опорные конструкции используются в 3D-печати, когда они необходимы и как опоры могут повлиять на качество и цену вашей детали.
3D печать
строит детали слой за слоем, поэтому всегда должен быть предыдущий слой, на который можно опираться. В зависимости от конкретной технологии 3D-печати и сложности 3D-модели вам может потребоваться изготовить деталь с опорными конструкциями.
При принятии решения о том, какую технологию 3D-печати использовать, важно учитывать опорные конструкции и то, как они влияют на качество и цену вашей детали. Кроме того, опорные конструкции будут влиять на чистоту поверхности вашей детали. Удаление опор из детали часто приводит к появлению пятен или шероховатости поверхности.
В этой статье описывается, какие опорные конструкции предназначены для 3D-печати, как они реализованы для каждой технологии и как использование опор может повлиять на ваш выбор производственной технологии.
Как работают опоры для 3D-печати FDM?
Моделирование методом наплавления (FDM) выдавливает металлическую нить на поверхность построения по заданному пути. По мере экструзии материал охлаждается, образуя твердую поверхность, которая обеспечивает основу для следующего слоя материала.
По мере экструзии материал охлаждается, образуя твердую поверхность, которая обеспечивает основу для следующего слоя материала.
При печати FDM каждый слой печатается как набор нагретых нитей, которые прилипают к нитям под ним и вокруг него. Каждая нить печатается с небольшим смещением относительно предыдущего слоя, что позволяет построить модель под углом 45 градусов. Таким образом, отпечатки могут расширяться за пределы ширины предыдущих слоев нити.
Когда элемент печатается с
свес
за пределами 45 градусов он может провиснуть достаточно, чтобы потенциально испортить отпечаток. Это когда вам нужны вспомогательные структуры.
В зависимости от степени нависания вашей детали FDM могут потребоваться опоры.
Когда вам нужны опорные конструкции для FDM?
Предположим, вам нужно распечатать модели букв Y, H и T на 3D-принтере. Несмотря на то, что эти черты вытянуты, они не выходят за пределы 45 градусов.
С буквой H немного сложнее. Если центральная перемычка менее 5 мм, ее можно печатать без поддержки или провисания. Поддержка требуется, если мост превышает 5 мм. В показанном здесь примере центральная перемычка превышает 5 мм, поэтому она напечатана с опорными конструкциями.
Буква T требует поддержки верхних элементов с обеих сторон модели. Этим рукавам не на чем печатать, и материал упадет без поддержки.
Изображение ниже иллюстрирует эти три примера. Поддерживающий материал показан светло-серым цветом.
Иллюстрация того, когда вам нужны опорные конструкции для FDM
Вот как эти модели выглядят при печати. На втором изображении показан результат печати T без поддержки. Поверхность имеет значительные провисания и потребует много пост-обработки для очистки.
Модели Y, H и T, напечатанные с поддержкой через FDM
Без каких-либо вспомогательных структур FDM не сможет напечатать букву T.
Что такое мост в FDM?
В некоторых случаях существует исключение из этого правила выступа.
Горячий материал можно растягивать на короткие расстояния между двумя точками печати. Этот метод известен как мост. Мосты позволяют печатать детали без вспомогательных материалов и с минимальным провисанием. Если мостовидный протез имеет длину более 5 мм, необходимы опорные конструкции, если вы хотите добиться точной обработки поверхности.
Интересуют цены и варианты материалов для FDM?
Ознакомьтесь с нашими услугами FDM
Получите бесплатную мгновенную смету сегодня
Каковы недостатки опорных конструкций в FDM?
Потенциальная необходимость использования опорных структур является одной из причин, по которой FDM не всегда является подходящей технологией для вашего приложения. Одним из ограничений использования поддержек в печати FDM является то, что
затем требуется постобработка, в результате которой остаются следы или повреждения поверхности, соприкасающейся с опорными материалами.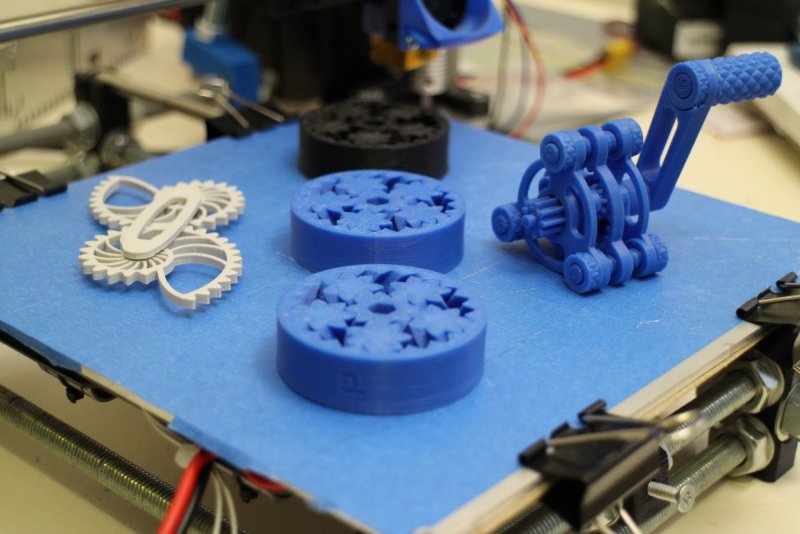
Еще одна проблема заключается в том, что слоев, напечатанных на опорных конструкциях, будет меньше, даже потому, что опоры не будут стационарными, как твердые слои экструдированной нити. Кроме того, может быть трудно удалить опоры из мелких сложных элементов. Эта часть постобработки может сломать вашу модель.
Кроме того, необходимость печатать вспомогательные структуры увеличивает стоимость FDM. Для поддержки требуется дополнительный печатный материал, который впоследствии необходимо удалить, что создает дополнительную работу (и отходы) для оператора. Больше материалов и больше человеческого вмешательства равнозначно более высоким затратам.
Фрагмент головоломки, напечатанный методом FDM, с удаленными опорами, чтобы показать шероховатость поверхности.
Сколько вспомогательного материала вам нужно для печати FDM?
Количество материала, которое вам понадобится для опорных конструкций, в конечном итоге зависит от проекта. Например, если вы печатаете копию Арки Ворот в Сент-Луисе (как в примере ниже), вам потребуется только ограниченное количество опор, размещенных в правильном месте, чтобы обеспечить точную печать.
Например, если вы печатаете копию Арки Ворот в Сент-Луисе (как в примере ниже), вам потребуется только ограниченное количество опор, размещенных в правильном месте, чтобы обеспечить точную печать.
Эта модель арки Gateway Arch в Сент-Луисе показывает, как использовать опоры при печати объекта в форме арки.
Теперь, если вы печатаете «мяч в кубе» (показан ниже), вам понадобится довольно много вспомогательного материала, что также означает значительное время удаления.
Удаление опор в этом примере является сложным и включает в себя избавление от каждого опорного элемента с помощью острогубцев, пытаясь ограничить повреждение поверхностей, окружающих опоры. Шлифование или сглаживание этих поверхностей после удаления опоры представляет собой еще одну трудность.
Однако без вспомогательных материалов эта модель не может быть напечатана с помощью FDM, если вы не хотите идти на компромисс в отношении качества и точности.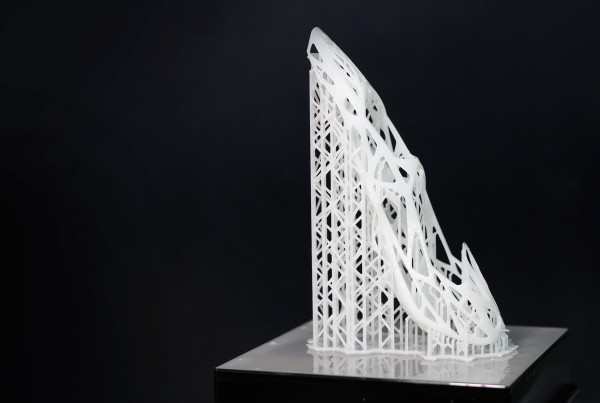 В этом случае, несмотря на дополнительные затраты и время печати, дополнительный вспомогательный материал необходим для возможности печати этого дизайна.
В этом случае, несмотря на дополнительные затраты и время печати, дополнительный вспомогательный материал необходим для возможности печати этого дизайна.
На этом крупном плане показано, где требуются опоры, когда компоненты печатаются внутри других компонентов.
Какие существуют два типа опорных конструкций для FDM?
В 3D-печати FDM используются два типа опорных структур. Наиболее распространенной (и лучше всего подходящей для большинства деталей FDM) является своего рода плоская гармошка или решетчатая структура. Другая — «деревоподобная» опора, которая имеет меньший контакт с поверхностью печати и может улучшить качество поверхности после постобработки. Хотя это менее распространено, некоторые операторы предпочитают последнее.
Оператор принтера FDM обычно указывает тип поддержки, который лучше всего подходит для вашего приложения и сводит к минимуму косметическое влияние, которое он окажет на ваш дизайн.
Это два разных типа опорных конструкций: по (слева) и по дереву (справа).
Имеются ли растворимые опоры для FDM?
Точно настроенные принтеры с двумя печатающими головками могут печатать опорные конструкции из растворимого материала, который не отрывается от детали. Вместо этого вы можете растворить этот материал в химическом растворе, который не окажет негативного влияния на печатную модель.
В результате улучшается качество поверхности там, где опора соприкасается с основным материалом, однако это может быть дорогостоящим и трудоемким процессом.
Все промышленные машины FDM оборудованы для использования растворимых вспомогательных материалов. Например, у вас есть Ultimaker 3, который может печатать ПВА, который довольно легко растворяется после печати.
Вам нужны опорные конструкции для 3D-печати SLA и DLP?
Стереолитография (SLA) и цифровая обработка света (DLP) создают 3D-печатные объекты из жидкой (фотополимерной) смолы с использованием источника света для затвердевания жидкого материала.
В зависимости от конкретного типа принтера у вас есть два основных метода изготовления модели. Некоторые типографии вытягивают модель из чана с жидким материалом, затвердевая с помощью источника света через полупрозрачное окно внизу (снизу вверх). Другие погружают модель в жидкость, когда верхний слой освещается источником света сверху (сверху вниз).
Чтобы убедиться, что отпечатки прилипают к платформе для печати и не плавают в чане, принтеры SLA и DLP почти всегда используют опоры.
Опорные конструкции этих принтеров выглядят как тонкие ребра, только маленькие кончики которых фактически касаются модели, чтобы сэкономить материал и время печати. Количество опор, их расположение, места соприкосновения с моделью и структурой рассчитываются программой и зависят от формы, ориентации и веса печатаемой детали.
SLA и DLP — одни из самых точных технологий, способных печатать даже самые маленькие и сложные объекты с точной детализацией. При правильной постобработке печать с поддержкой не влияет на качество детали.
Печать SLA с опорными конструкциями
Как удалить вспомогательные материалы из распечаток SLA и DLP?
Во-первых, изопропиловый спирт (IPA) используется для смывания жидкой смолы с готовых деталей. Опорные конструкции можно либо сломать с поверхности модели, либо удалить плоскогубцами. Места, где опора соприкасалась с объектом, затем зашлифовываются, чтобы удалить оставшиеся следы.
Удаление опорных конструкций из печати SLA
Хотите узнать стоимость и материалы, доступные для SLA/DLP?
Просмотреть все материалы SLA/DLP
Получите бесплатную мгновенную смету сегодня
Вам нужны опорные конструкции для распыления материалов?
Технологии струйной печати материалов (Stratasys PolyJet и 3D Systems MultiJet Modeling) аналогичны струйной печати, но вместо того, чтобы наносить капли чернил на бумагу, эти 3D-принтеры наносят слои жидкого фотополимера на модельный лоток и мгновенно отверждают их с помощью УФ-излучения.
Эти принтеры требуют использования вспомогательного материала во всех случаях, когда имеются выступающие элементы, независимо от угла. Носители либо водорастворимы, либо удаляются при постобработке с помощью плоскогубцев, гидроабразивной обработки, ультразвуковых ванн и пескоструйной обработки.
В отличие от FDM, опоры для этих технологий никоим образом не ухудшают внешний вид детали, качество поверхности или технические свойства. После надлежащей постобработки практически невозможно различить, где с вашей детали были удалены вспомогательные материалы.
Удаление водорастворимого вспомогательного материала с принтера Polyjet (струйная обработка материала)
Постобработка для струйной обработки материалов включает такие электроинструменты, как водоструйные и пескоструйные аппараты, и использование этих инструментов может повредить или погнуть более сложные элементы вашей модели. Мы рекомендуем вам следить за нашими
Правила струйной обработки материалов , чтобы избежать подобных проблем. На самом деле, вы можете захотеть распечатать свои детали, используя
На самом деле, вы можете захотеть распечатать свои детали, используя
SLS , если ваша модель имеет сложные функции и тонкие провода.
Вам нужны опорные конструкции для SLS?
Селективное лазерное спекание (SLS) 3D-принтеры сплавляют порошкообразный материал в камере с помощью лазера.
Для SLS нет необходимости в поддерживающих структурах, так как порошок действует как форма поддержки, когда объект создается слой за слоем. Это дает большую свободу дизайна, но также обычно увеличивает стоимость и время печати детали. SLS требует времени, чтобы камера печати остыла, а очистка отпечатка требует многоэтапного процесса отделки, включая удаление нерасплавленного порошка, обычно с помощью пневматического пистолета.
При печати с помощью SLS нерасплавленный порошок, окружающий отпечаток, действует как естественная поддерживающая структура, которую также легко удалить.
Интересует стоимость и материалы, доступные для SLS?
Посмотреть все материалы SLS
Получите бесплатную мгновенную смету сегодня
Нужны ли вам опорные конструкции для струйной обвязки?
Струйная обработка связующим похожа на SLS тем, что принтер использует тонкие слои порошкообразного материала для создания объекта. Однако вместо использования лазера для спекания слоев в струйных принтерах для связывания порошка используется связующее вещество, выдавливаемое из сопла.
Как и в случае с SLS, нет необходимости в опорных конструкциях с распылением связующего, поскольку порошок поддерживает объект в процессе его сборки. Кроме того, вы должны очистить и постобработать отпечаток в несколько этапов, включая удаление нерасплавленного порошка с помощью пневматического пистолета или другого инструмента.
Нерасплавленный порошок удаляется с отпечатка, полученного струйной обработкой связующего.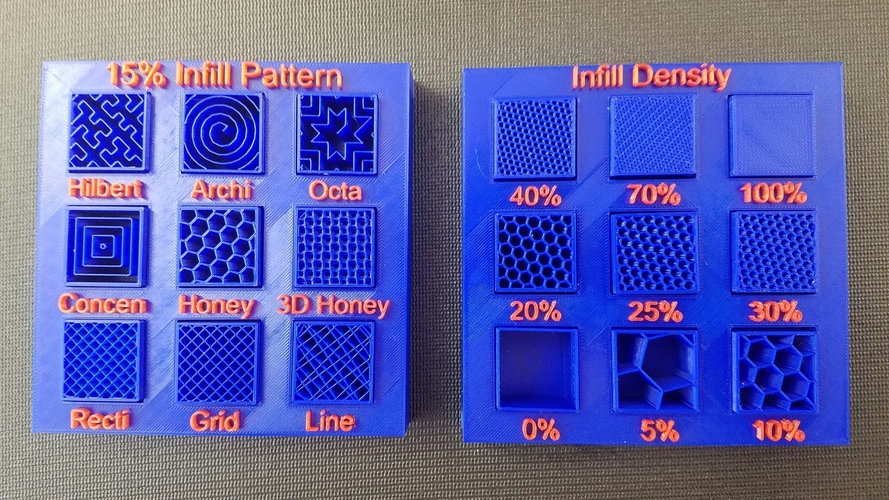
Вам нужны опорные конструкции для 3D-печати металлом?
Технологии 3D-печати металлом используют опорные конструкции для фиксации моделей на опорной плите в процессе строительства. Однако выступы с углом более 35 градусов можно печатать без поддержки.
Когда вам нужны опоры для металлической 3D-печати, важно обеспечить легкий доступ к ним, иначе будет сложно и даже невозможно удалить их во время постобработки.
Использование подставок не повлияет на общее качество вашей детали, а с помощью надлежащих методов постобработки вы можете удалить все метки с напечатанной модели.
Эти металлические отпечатки, которые все еще прикреплены к печатной платформе, все еще имеют видимые опорные конструкции.
Основные советы и рекомендации по оптимизации 3D-печати с опорными конструкциями
Независимо от того, нужно ли вам использовать вспомогательные материалы для вашего конкретного приложения, важно знать передовой опыт для этого аспекта процесса 3D-печати.
Опорные конструкции, как правило, влияют на внешний вид детали, поэтому вам придется полагаться на постобработку для улучшения качества поверхности после удаления опор. Струйная обработка материалов является исключением из этого правила.
Чем больше структур поддержки вы печатаете, тем сложнее может быть дизайн для определенных технологий 3D-печати. Вы можете оптимизировать количество используемого вспомогательного материала, обратив внимание на ориентацию и точность деталей (среди других факторов проектирования и производства), чтобы снизить стоимость и время печати.
Какие технологии 3D-печати требуют опорных конструкций?
В конце концов, это самый важный вопрос. В таблице ниже указано, требуется ли поддержка для каждой из технологий 3D-печати, которые мы предлагаем в Hubs.
| Технология 3D-печати | Нужны ли мне опорные конструкции? |
|---|---|
| FDM (настольный и промышленный) | Зависит от геометрии модели |
| SLA и DLP | Всегда |
| Распыление материала | Всегда (растворимый) |
| SLS и MJF | Никогда |
| Распылитель связующего | Никогда |
| 3D-печать металлом | Всегда |
Готовы преобразовать файл САПР в пользовательскую деталь? Загрузите свои проекты для бесплатной мгновенной оценки.
Получите мгновенную смету
Что это такое и когда они вам понадобятся
3D-печать хрупких деталей может быть сложной задачей, и именно здесь вступают в дело поддерживающие конструкции.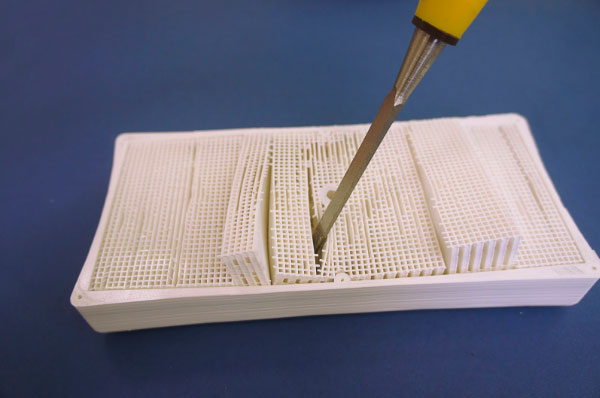 Опоры гарантируют, что сложные детали не будут смещены или отсоединены в процессе 3D-печати. Как правило, они используются с объектами с выступами или элементами, выступающими из основной части отпечатка, что может привести к разрушению всей модели.
Опоры гарантируют, что сложные детали не будут смещены или отсоединены в процессе 3D-печати. Как правило, они используются с объектами с выступами или элементами, выступающими из основной части отпечатка, что может привести к разрушению всей модели.
Преимущества использования опор в 3D-печати
Существует множество причин, по которым вам необходимо использовать опорные конструкции в вашем проекте. Вот основные из них:
- 3D-принтеры обычно имеют ограниченную площадь сборки, поэтому использование подставок помогает максимально использовать это пространство, позволяя добавлять в дизайн более сложные детали и функции.
- Опоры также помогают увеличить общую прочность вашей 3D-печати. Они действуют как армирование в местах, где могут быть более тонкие участки материала.
- Они упрощают 3D-печать острых углов, которые обычно трудно напечатать, и помогают улучшить качество печати, предотвращая деформации и неточности размеров.
Хотя поддержка необходима, бывают случаи, когда она не нужна или даже не рекомендуется. Ниже мы обсудим три основных сценария их использования.
Ниже мы обсудим три основных сценария их использования.
1. Когда выступ превышает 45 градусов
Изображение предоставлено Farnz’s Free Time/YouTube 45 градусов, так как это гарантирует, что ваш объект будет выдерживать напряжения и деформации без риска структурного разрушения или деформации. Дополнительный вес и рычаги выступа делают конструкцию более склонной к обрушению. Используя опоры, вы можете обеспечить достаточное усиление вертикальных элементов.
2. Если ваш отпечаток выше, чем в ширину
Печать 3D-модели может быть затруднена, если высота объекта превышает его ширину, так как принтеру будет трудно ориентироваться и печатать все стороны модели равномерно. Это связано с тем, что большинство принтеров обычно работают, укладывая тонкие слои материала друг на друга, начиная снизу вверх.
Поскольку для печати более высоких объектов потребуется больше слоев, они также будут легче деформироваться из-за неравномерного нагрева или охлаждения материала во время каждого слоя.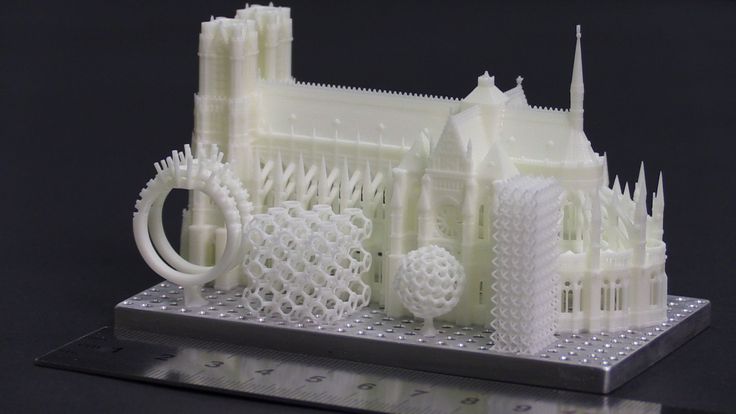 Опоры помогают предотвратить это, поскольку они помогают удерживать части отпечатка на месте во время печати. Они также гарантируют, что ваши 3D-модели стабильны и выглядят так, как ожидалось.
Опоры помогают предотвратить это, поскольку они помогают удерживать части отпечатка на месте во время печати. Они также гарантируют, что ваши 3D-модели стабильны и выглядят так, как ожидалось.
3. При создании конструкций сложной формы и углов
При создании сложных конструкций, требующих точности и устойчивости, важно использовать опоры для достижения желаемой формы. Эти опоры могут быть необходимы для создания деталей со сложными кривыми и необычными углами, поскольку они помогают обеспечить необходимый уровень стабильности и поддержки. Поддержки также предотвращают деформацию или поломку рисунков в процессе печати.
Работая с пластиком или металлом, их использование позволяет создавать прочные 3D-печатные объекты, которые будут служить долго. Кроме того, использование этих опор позволяет точно настроить модель, чтобы она соответствовала исходному дизайну.
Как добавить опоры для 3D-печати
Добавление опор практически одинаково, независимо от используемой программы нарезки.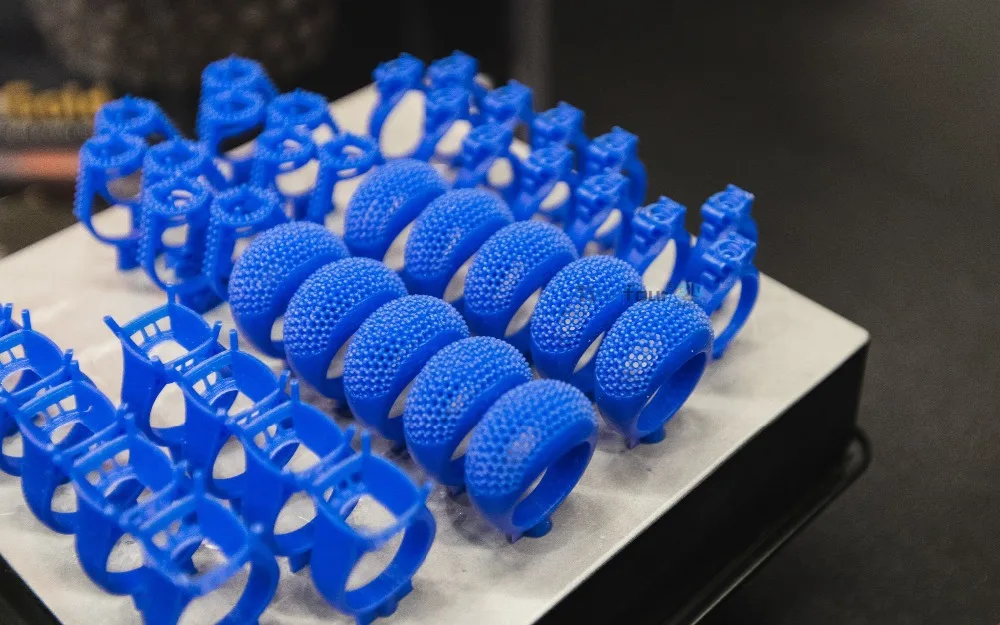 В Cura их можно добавить, перейдя в меню Настройки печати и выбрав параметр Поддержка . Как только вы окажетесь в меню «Поддержка», вы сможете выбрать несколько различных вариантов. Например, вы можете разместить опоры повсюду или касаться только рабочей пластины, как показано ниже.
В Cura их можно добавить, перейдя в меню Настройки печати и выбрав параметр Поддержка . Как только вы окажетесь в меню «Поддержка», вы сможете выбрать несколько различных вариантов. Например, вы можете разместить опоры повсюду или касаться только рабочей пластины, как показано ниже.
Также есть возможность выбрать рисунок ваших опор. Будь то треугольники, линии, сетки, концентрические, зигзаги или кресты.
В Cura также есть возможность добавлять пользовательские опоры. Пользовательские опоры жизненно важны, если вы хотите больше контролировать, где размещаются опоры. Для этого нажмите Custom, и соответствующим образом настройте отображаемые параметры.
После завершения настроек вы можете перейти к Настройки для каждой модели и выбрать Печать в качестве поддержки. Затем вы можете разрезать свой дизайн и просмотреть его, чтобы увидеть, добавлены ли опоры по мере необходимости. На рисунке ниже показан предварительный просмотр после добавления опор к модели.
На рисунке ниже показан предварительный просмотр после добавления опор к модели.
Вы также можете изменить шаблоны поддержки, если вам не нравится отображаемый.
Распространенные проблемы с опорами и способы их устранения
Вот четыре распространенные проблемы, с которыми люди сталкиваются при 3D-печати, и способы их устранения:
- Опоры плохо прилегают к напечатанному объекту. Этого можно избежать, используя поля или подложку при печати. Поля — это линии экструзии вокруг края объекта, которые помогают ему лучше прилипать к рабочей пластине. Плоты — это слои экструзии под объектом, которые также помогают ему лучше прилипать.
- Опоры слишком сложно снять. Этого можно избежать, используя вспомогательные материалы, которые легче удалить, например водорастворимые.
- Поддерживает оставление следов на объекте. Избегайте этого, используя поддерживающие конструкции с большей площадью контакта или поддерживающий материал, который не так хорошо прилипает к печатному рисунку.

- Опоры недостаточно прочные. Это можно исправить, увеличив параметры заполнения или используя более толстые слои.
Поддержка может быть проблемой, но это не обязательно, если вы планируете. Избегая этих распространенных проблем, вы будете печатать на 3D-принтере с меньшей головной болью и лучшими результатами.
Как удалить опоры
Изображение предоставлено Zachary 3D Prints/YouTube
Существует несколько различных способов удаления опор с 3D-печати. Важным моментом в этом процессе является настройка параметров программного обеспечения слайсера 3D-принтера, чтобы упростить удаление. Вы можете ослабить или уменьшить их. Ниже приведены другие ключевые методы простого удаления опор.
- Одним из распространенных способов является использование плоскогубцев или пинцета, чтобы сломать опоры. Вы также можете использовать канцелярский нож, чтобы отрезать их от отпечатка.
- Наждачная бумага или напильник также полезны, особенно если опоры не очень толстые.

Всего комментариев: 0