3D печать с поддержками: Что такое поддержки в 3D-печати
Содержание
Что такое поддержки в 3D-печати
Многие пользователи, впервые сталкивающиеся с цифровым производством или проще говоря 3D-печатью не понимают некоторой терминологии, что вызывает у них множество вопросов. Одним из таких вопросов является: «Что такое поддержки и зачем они нужны?» А ведь поддержки, наряду с другими служебными элементами используются при изготовлении большинства деталей на 3D-принтере.
На примере самой популярной технологии FDM 3D-печати рассмотрим основные служебные элементы. И так, при размещении 3D-модели в рабочей камере принтера вокруг нее создаются несколько служебных элементов: кайма (может быть заменена на юбку, подложку или вовсе отключена), поддержки, кожух. На фото ниже изображена модель в процессе печати со служебными элементами и готовое изделие, очищенное от служебных элементов.
Кайма — это тонкий слой пластика, который создается вокруг изделия на нагревательном столике. Кайма увеличивает площадь крепления модели к столу и не дает ей оторваться под действием сил усадки материала и движений печатающей головки (экструдера). С каймой печатаются 90% изделий. Она может не использоваться на изделиях небольшой высоты с простой геометрией, которые гарантированно прочно держатся на нагревательном столе. В остальных случаях без каймы никак.
С каймой печатаются 90% изделий. Она может не использоваться на изделиях небольшой высоты с простой геометрией, которые гарантированно прочно держатся на нагревательном столе. В остальных случаях без каймы никак.
Поддержки — это каркасные элементы, которые строятся под нависающими частями изделия и служат для их поддержания. Поддержки могут быть выполнены из того же пластика, что и основное изделие или из другого материала, например, растворимого HIPS или PVA. Чаще поддержки строятся из материала изделия, так как это ускоряет и удешевляет процесс печати. Поддержки из HIPS или PVA, как правило, стоят дороже самого изделия для которого они предназначены. Печать изделия, которое должно быть с поддержками, без поддержек приведет с плохому качеству поверхности или вообще к срыву изделия с рабочего стола. Ведь принтеры с технологией печати FDM не могут печатать на воздухе, пластик попросту стекает из сопла экструдера вниз и размазывается по изделию. Исключением из правил может быть печать так называемых «мостов», которые строятся на воздухе, но это специфические элементы, печать которых требует точной настройки оборудования и применяется не во всех моделях.
Кожух — это защитный барьер из пластика, который строится вокруг изделия на нагревательной платформе 3D-принтера. Кожух служит защитой изделия от соприкосновения с холодным воздухом (менее +80 С°) чтобы избежать резкого остывания модели и её коробления из-за резкой усадки материала. Применяется кожух на высоких моделях для улучшения качества поверхности изделия, уменьшения вероятности срыва модели со стола и сохранения геометрических размеров деталей подверженных сильной усадке.
После окончания процесса печати все служебные элементы удаляются с изделия механически. Это делается скальпелем, бормашинкой (Dremel) или наждачной бумагой. В большинстве случаев удаление поддержек входит в стоимость изделия, но на некоторых моделях удаление поддержек слишком долгое и кропотливое занятие, поэтому за работу может взиматься дополнительная плата.
Имеются и другие служебные элементы создаваемые в процессе размещения модели в камере принтера, например, башни для очистки сопла экструдера при двухцветной печати, и другие элементы. Мы рассказали о трёх основных элементах, которые используются практически при каждой печати. О других элементах можно прочитать в интернете, если есть интерес.
Мы рассказали о трёх основных элементах, которые используются практически при каждой печати. О других элементах можно прочитать в интернете, если есть интерес.
Перечисленные выше элементы включаются в объем изделия и, соответственно, влияют на стоимость конечного изделия. Процентное соотношение служебных элементов к объему модели заранее предугадать не возможно, оно рассчитывается в программе принтера. Поэтому точная стоимость изготовления изделия на 3D-принтере может быть посчитана только специалистом после размещения модели в камере принтера.
Изучаем и пробуем печать с поддержками.
3D-печать
Подпишитесь на автора
Подписаться
Не хочу
55
Здравствуйте коллеги.
Пришло время осваивать печать более сложных моделей, а именно печать с поддержками.
Как обычно для первого раза надо попробовать простую модель.
Первым на очереди был слайсер Slic3r и статья от mprinta_engineer Параметры немного подправил под сопло 0. 3 мм и провёл пробную печать.
3 мм и провёл пробную печать.
Как то мне не очень понравилось качество детали после удаления поддержек, особенно в верхней части детали…….поддержки приклеились(((((
Посмотрев типы поддержек, решил попробовать другой вариант.
Слайсер строил интересные такие конструкции, хотя управлять ими, перемещать не очень получалось, но попробовать всё же надо и вот печать запущена. Печаталось в начале красиво и предсказуемо, но после, эти самые конструкции начало отрывать, так как основание у них по площади очень маленькое и в программе оно не настраивается. Но печать продолжилась, где то, что-то за кого-то зацепилось и деталь допечаталась нормально. Удалив поддержки был удивлён качеству детали, вполне нормально.
Решил печатать модель танка в масштабе 1:100. Ради этого и осваивал печать с поддержками.
Слайсер расставил поддержки как ему захотелось и сильно управлять этим процессом мне не удалось.
Вот и напечатан первый танк.
На фото видно, что была такая же проблема как описана выше, конструкции отламывались из-за тонкого периметра основания…….:oops:
Но как оказалось, удалять поддержки было очень проблематично. Ко дну вообще сильно прилипло, тонкие части гусениц вообще отламались(((((
Смотря на эту модель, ещё сделал вывод, масштаб 1:100 всё таки немного маловат для этой технологии и второй вывода, пробовать другой слайсер (Simplify 3D)
Построение поддержек происходило более логично и понятно, да ещё была возможность добавлять или удалять поддержки в ручную!!!!!!
И работа закипела полным ходом.
Увеличив модель танка до масштаба 1:72, немного поиграв с настройками Simplify 3D, я стал заворожённо смотреть на процесс печати. И вот он первый результат.
Красиво, не правда ли? Мне тоже очень понравилось. Конечно тут я переборщил с процентом заполнения поддержек, можно было делать меньше, это уменьшит время печати и расход пластика. За то отделялись поддержки с удивительной лёгкостью, особенно с башни танка. Просто поддев их, снял с модели целиком!
За то отделялись поддержки с удивительной лёгкостью, особенно с башни танка. Просто поддев их, снял с модели целиком!
И вот после минимальной доработки первый мой красавец!!!!
В армии я служил на танке Т-80 и по форме он очень похож на этот танк. Это Т-72. У моего двигатель был газотурбинный!
Сделав выводы, взялся за вторую модель, ну конечно легендарная тридцать четвёрка!
Отделение поддержек происходило так же хорошо. Модель оставалась очень чистой.
Вот и вторая модель мне в Коллекцию!
Вот они два красавца, между ними надо ещё напечатать Т-54. Можно рассмонтреть как менялась со временет танковая техника.
Вот мои настройки поддержек в Simplify 3D
Характеристики печати:
Сопло 0.3, слой 0.15 Пластик HIPS от Print Produkt. Очень понравилось им печатать. Температура печати 230, стол 100.
Температура печати 230, стол 100.
Выводы:
Однозначно поддержки буду делать в Simplify 3D, добиваться меньшего расхода пластика и меньшего времени печати.
Ещё можно попробовать CURA.
Масштаб, даже 1:72, всё таки маловат для нашей технологии, в планах попробовать нестандартный масштаб 1:50, он ещё помещается на мой стол без разрезания модели.
И конечно уже заказал дихлорМетан, для дальнейших экспериментов с пост-обработкой моделей.
Всем удачной печати и лёгкого отделения поддержек!
Спасибо.
Подпишитесь на автора
Подписаться
Не хочу
55
Что такое поддержка в 3D-печати? Когда и зачем они вам нужны?
Что такое опорные конструкции в 3D-печати? В зависимости от технологии, которую вы используете для производства деталей, вам может потребоваться распечатать опорные конструкции для сохранения геометрии детали. В этой статье рассказывается о том, какие опорные конструкции используются в 3D-печати, когда они необходимы и как опоры могут повлиять на качество и цену вашей детали.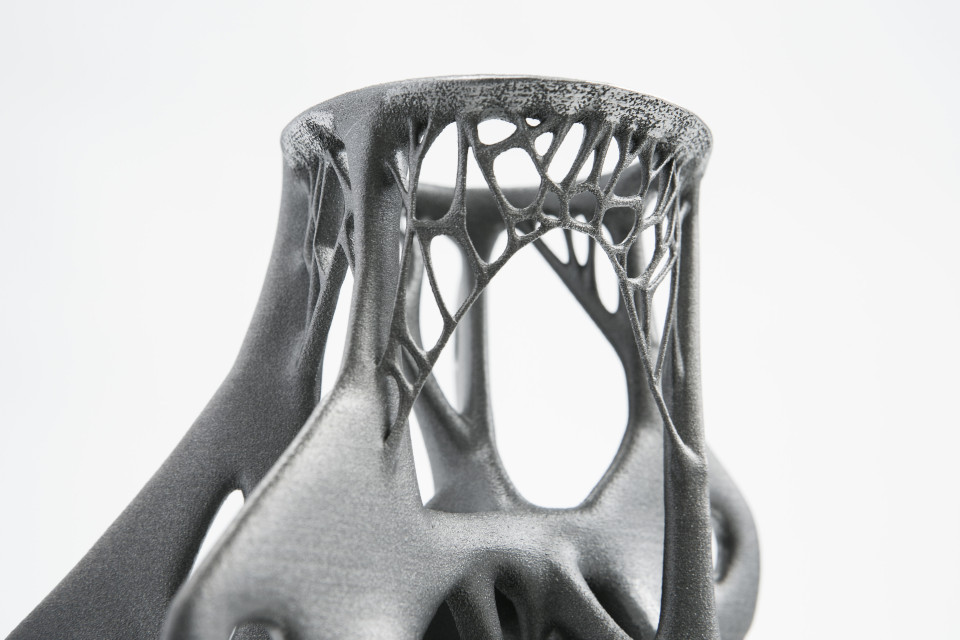
3D печать
строит детали слой за слоем, поэтому всегда должен быть предыдущий слой, на который можно опираться. В зависимости от конкретной технологии 3D-печати и сложности 3D-модели вам может потребоваться изготовить деталь с опорными конструкциями.
При принятии решения о том, какую технологию 3D-печати использовать, важно учитывать опорные конструкции и то, как они влияют на качество и цену вашей детали. Кроме того, опорные конструкции будут влиять на чистоту поверхности вашей детали. Удаление опор из детали часто приводит к появлению пятен или шероховатости поверхности.
В этой статье описывается, какие опорные конструкции предназначены для 3D-печати, как они реализованы для каждой технологии и как использование опор может повлиять на ваш выбор производственной технологии.
Как работают опоры для 3D-печати FDM?
Моделирование методом наплавления (FDM) выдавливает металлическую нить на поверхность построения по заданному пути. По мере экструзии материал охлаждается, образуя твердую поверхность, которая обеспечивает основу для следующего слоя материала.
По мере экструзии материал охлаждается, образуя твердую поверхность, которая обеспечивает основу для следующего слоя материала.
При печати FDM каждый слой печатается как набор нагретых нитей, которые прилипают к нитям под ним и вокруг него. Каждая нить печатается с небольшим смещением относительно предыдущего слоя, что позволяет построить модель под углом 45 градусов. Таким образом, отпечатки могут расширяться за пределы ширины предыдущих слоев нити.
Когда элемент печатается с
свес
за пределами 45 градусов он может провиснуть достаточно, чтобы потенциально испортить отпечаток. Это когда вам нужны вспомогательные структуры.
В зависимости от степени нависания вашей детали FDM могут потребоваться опоры.
Когда вам нужны опорные конструкции для FDM?
Предположим, вам нужно напечатать 3D-модели букв Y, H и T.
FDM-принтер может легко напечатать плечи буквы Y, не требуя поддерживающих конструкций. Несмотря на то, что эти черты вытянуты, они не выходят за пределы 45 градусов.
Несмотря на то, что эти черты вытянуты, они не выходят за пределы 45 градусов.
С буквой H немного сложнее. Если центральная перемычка менее 5 мм, ее можно печатать без поддержки или провисания. Поддержка требуется, если мост превышает 5 мм. В показанном здесь примере центральная перемычка превышает 5 мм, поэтому она напечатана с опорными конструкциями.
Буква T требует поддержки верхних элементов с обеих сторон модели. Этим рукавам не на чем печатать, и материал упадет без поддержки.
Изображение ниже иллюстрирует эти три примера. Поддерживающий материал показан светло-серым цветом.
Иллюстрация того, когда вам нужны опорные конструкции для FDM
Вот как эти модели выглядят при печати. На втором изображении показан результат печати T без поддержки. Поверхность имеет значительные провисания и потребует много пост-обработки для очистки.
Модели Y, H и T, напечатанные с поддержкой через FDM
Без каких-либо вспомогательных структур FDM не сможет напечатать букву T.
Что такое мост в FDM?
В некоторых случаях существует исключение из этого правила выступа.
Горячий материал можно растягивать на короткие расстояния между двумя точками печати. Этот метод известен как мост. Мосты позволяют печатать детали без вспомогательных материалов и с минимальным провисанием. Если мостовидный протез имеет длину более 5 мм, необходимы опорные конструкции, если вы хотите добиться точной обработки поверхности.
Интересуют цены и варианты материалов для FDM?
Ознакомьтесь с нашими услугами FDM
Получите бесплатную мгновенную смету сегодня
Каковы недостатки опорных конструкций в FDM?
Потенциальная необходимость использования опорных структур является одной из причин, по которой FDM не всегда является подходящей технологией для вашего приложения. Одним из ограничений использования поддержек в печати FDM является то, что
затем требуется постобработка, в результате которой остаются следы или повреждения поверхности, соприкасающейся с опорными материалами.
Еще одна проблема заключается в том, что слоев, напечатанных на опорных конструкциях, будет меньше, даже потому, что опоры не будут стационарными, как твердые слои экструдированной нити. Кроме того, может быть трудно удалить опоры из мелких сложных элементов. Эта часть постобработки может сломать вашу модель.
Кроме того, необходимость печатать вспомогательные структуры увеличивает стоимость FDM. Для поддержки требуется дополнительный печатный материал, который впоследствии необходимо удалить, что создает дополнительную работу (и отходы) для оператора. Больше материалов и больше человеческого вмешательства равнозначно более высоким затратам.
Фрагмент головоломки, напечатанный методом FDM, с удаленными опорами, чтобы показать шероховатость поверхности.
Сколько вспомогательного материала вам нужно для печати FDM?
Количество материала, которое вам понадобится для опорных конструкций, в конечном итоге зависит от проекта. Например, если вы печатаете копию Арки Ворот в Сент-Луисе (как в примере ниже), вам потребуется только ограниченное количество опор, размещенных в правильном месте, чтобы обеспечить точную печать.
Например, если вы печатаете копию Арки Ворот в Сент-Луисе (как в примере ниже), вам потребуется только ограниченное количество опор, размещенных в правильном месте, чтобы обеспечить точную печать.
Эта модель арки Gateway Arch в Сент-Луисе показывает, как использовать опоры при печати объекта в форме арки.
Теперь, если вы печатаете «мяч в кубе» (показан ниже), вам понадобится довольно много вспомогательного материала, что также означает значительное время удаления.
Удаление опор в этом примере является сложным и включает в себя избавление от каждого опорного элемента с помощью острогубцев, пытаясь ограничить повреждение поверхностей, окружающих опоры. Шлифование или сглаживание этих поверхностей после удаления опоры представляет собой еще одну трудность.
Однако без вспомогательных материалов эта модель не может быть напечатана с помощью FDM, если вы не хотите идти на компромисс в отношении качества и точности. В этом случае, несмотря на дополнительные затраты и время печати, дополнительный вспомогательный материал необходим для возможности печати этого дизайна.
В этом случае, несмотря на дополнительные затраты и время печати, дополнительный вспомогательный материал необходим для возможности печати этого дизайна.
На этом крупном плане показано, где требуются опоры, когда компоненты печатаются внутри других компонентов.
Какие существуют два типа опорных конструкций для FDM?
В 3D-печати FDM используются два типа опорных структур. Наиболее распространенной (и лучше всего подходящей для большинства деталей FDM) является своего рода плоская гармошка или решетчатая структура. Другая — «деревоподобная» опора, которая имеет меньший контакт с поверхностью печати и может улучшить качество поверхности после постобработки. Хотя это менее распространено, некоторые операторы предпочитают последнее.
Оператор принтера FDM обычно указывает тип поддержки, который лучше всего подходит для вашего приложения и сводит к минимуму косметическое влияние, которое он окажет на ваш дизайн.
Это два разных типа опорных конструкций: по (слева) и по дереву (справа).
Имеются ли растворимые опоры для FDM?
Точно настроенные принтеры с двумя печатающими головками могут печатать опорные конструкции из растворимого материала, который не отрывается от детали. Вместо этого вы можете растворить этот материал в химическом растворе, который не окажет негативного влияния на печатную модель.
В результате улучшается качество поверхности там, где опора соприкасается с основным материалом, однако это может быть дорогостоящим и трудоемким процессом.
Все промышленные машины FDM оборудованы для использования растворимых вспомогательных материалов. Например, у вас есть Ultimaker 3, который может печатать ПВА, который довольно легко растворяется после печати.
Вам нужны опорные конструкции для 3D-печати SLA и DLP?
Стереолитография (SLA) и цифровая обработка света (DLP) создают 3D-печатные объекты из жидкой (фотополимерной) смолы с использованием источника света для затвердевания жидкого материала.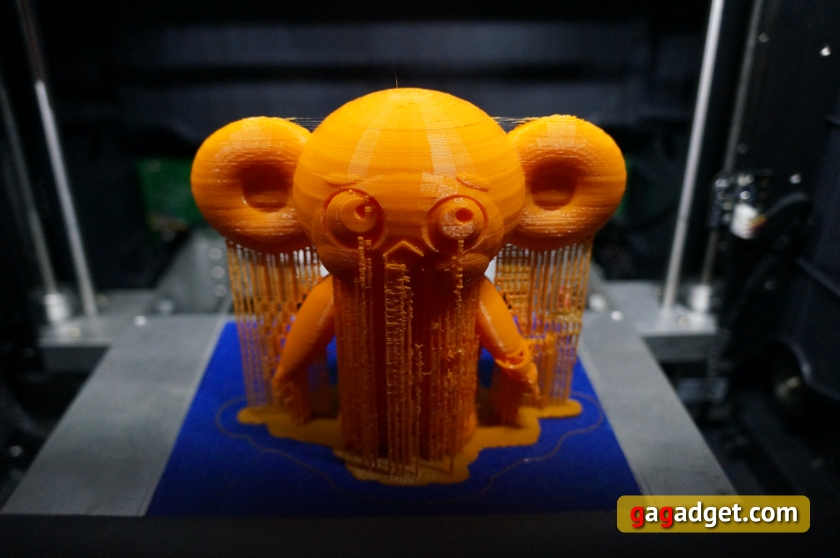
В зависимости от конкретного типа принтера у вас есть два основных метода изготовления модели. Некоторые типографии вытягивают модель из чана с жидким материалом, затвердевая с помощью источника света через полупрозрачное окно внизу (снизу вверх). Другие погружают модель в жидкость, когда верхний слой освещается источником света сверху (сверху вниз).
Чтобы убедиться, что отпечатки прилипают к платформе для печати и не плавают в чане, принтеры SLA и DLP почти всегда используют опоры.
Опорные конструкции этих принтеров выглядят как тонкие ребра, только маленькие кончики которых фактически касаются модели, чтобы сэкономить материал и время печати. Количество опор, их расположение, места соприкосновения с моделью и структурой рассчитываются программой и зависят от формы, ориентации и веса печатаемой детали.
SLA и DLP — одни из самых точных технологий, способных печатать даже самые маленькие и сложные объекты с точной детализацией. При правильной постобработке печать с поддержкой не влияет на качество детали.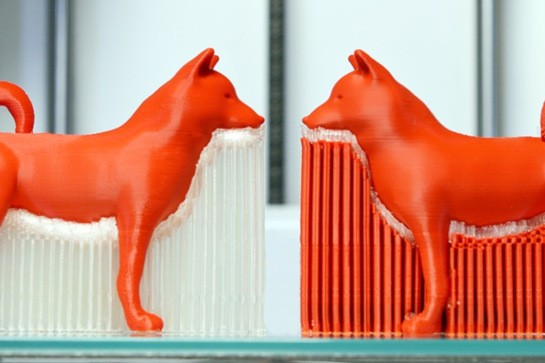
Печать SLA с опорными конструкциями
Как удалить вспомогательные материалы из распечаток SLA и DLP?
Во-первых, изопропиловый спирт (IPA) используется для смывания жидкой смолы с готовых деталей. Опорные конструкции можно либо сломать с поверхности модели, либо удалить плоскогубцами. Места, где опора соприкасалась с объектом, затем зашлифовываются, чтобы удалить оставшиеся следы.
Удаление опорных конструкций из печати SLA
Хотите узнать стоимость и материалы, доступные для SLA/DLP?
Просмотреть все материалы SLA/DLP
Получите бесплатную мгновенную смету сегодня
Вам нужны опорные конструкции для распыления материалов?
Технологии струйной печати материалов (Stratasys PolyJet и 3D Systems MultiJet Modeling) аналогичны струйной печати, но вместо того, чтобы наносить капли чернил на бумагу, эти 3D-принтеры наносят слои жидкого фотополимера на модельный лоток и мгновенно отверждают их с помощью УФ-излучения.
Эти принтеры требуют использования вспомогательного материала во всех случаях, когда имеются выступающие элементы, независимо от угла. Носители либо водорастворимы, либо удаляются при постобработке с помощью плоскогубцев, гидроабразивной обработки, ультразвуковых ванн и пескоструйной обработки.
В отличие от FDM, опоры для этих технологий никоим образом не ухудшают внешний вид детали, качество поверхности или технические свойства. После надлежащей постобработки практически невозможно различить, где с вашей детали были удалены вспомогательные материалы.
Удаление водорастворимого вспомогательного материала с принтера Polyjet (струйная обработка материала)
Постобработка для струйной обработки материалов включает такие электроинструменты, как водоструйные и пескоструйные аппараты, и использование этих инструментов может повредить или погнуть более сложные элементы вашей модели. Мы рекомендуем вам следить за нашими
Правила струйной обработки материалов , чтобы избежать подобных проблем.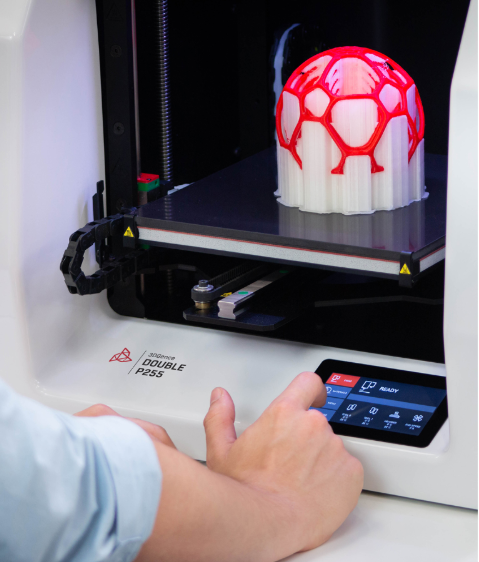 На самом деле, вы можете захотеть распечатать свои детали, используя
На самом деле, вы можете захотеть распечатать свои детали, используя
SLS , если ваша модель имеет сложные функции и тонкие провода.
Вам нужны опорные конструкции для SLS?
Селективное лазерное спекание (SLS) 3D-принтеры сплавляют порошкообразный материал в камере с помощью лазера.
Для SLS нет необходимости в поддерживающих структурах, поскольку порошок действует как форма поддержки, когда объект создается слой за слоем. Это дает большую свободу дизайна, но также обычно увеличивает стоимость и время печати детали. SLS требует времени, чтобы камера печати остыла, а очистка отпечатка требует многоэтапного процесса отделки, включая удаление нерасплавленного порошка, обычно с помощью пневматического пистолета.
При печати с помощью SLS нерасплавленный порошок, окружающий отпечаток, действует как естественная поддерживающая структура, которую также легко удалить.
Интересует стоимость и материалы, доступные для SLS?
Посмотреть все материалы SLS
Получите бесплатную мгновенную смету сегодня
Нужны ли вам опорные конструкции для струйной обвязки?
Струйная обработка связующим похожа на SLS тем, что принтер использует тонкие слои порошкообразного материала для создания объекта. Однако вместо использования лазера для спекания слоев в принтерах для струйной печати используется связующее вещество, выдавливаемое из сопла, для связывания порошка вместе.
Как и в случае с SLS, нет необходимости в опорных конструкциях с распылением связующего, поскольку порошок поддерживает объект в процессе его сборки. Кроме того, вы должны очистить и постобработать отпечаток в несколько этапов, включая удаление нерасплавленного порошка с помощью пневматического пистолета или другого инструмента.
Нерасплавленный порошок удаляется с отпечатка, полученного струйной обработкой связующего.
Вам нужны опорные конструкции для 3D-печати металлом?
Технологии 3D-печати металлом используют опорные конструкции для фиксации моделей на опорной плите в процессе строительства. Однако выступы с углом более 35 градусов можно печатать без поддержки.
Когда вам нужны опоры для металлической 3D-печати, важно обеспечить легкий доступ к ним, иначе будет сложно и даже невозможно удалить их во время постобработки.
Использование подставок не повлияет на общее качество вашей детали, а с помощью надлежащих методов постобработки вы можете удалить все метки с напечатанной модели.
Эти металлические отпечатки, которые все еще прикреплены к печатной платформе, все еще имеют видимые опорные конструкции.
Основные советы и рекомендации по оптимизации 3D-печати с опорными конструкциями
Независимо от того, нужно ли вам использовать вспомогательные материалы для вашего конкретного приложения, важно знать передовой опыт для этого аспекта процесса 3D-печати.
Опорные конструкции, как правило, влияют на внешний вид детали, поэтому вам придется полагаться на постобработку для улучшения качества поверхности после удаления опор. Струйная обработка материалов является исключением из этого правила.
Чем больше структур поддержки вы печатаете, тем сложнее может быть дизайн для определенных технологий 3D-печати. Вы можете оптимизировать количество используемого вспомогательного материала, обратив внимание на ориентацию и точность деталей (среди других факторов проектирования и производства), чтобы снизить стоимость и время печати.

Какие технологии 3D-печати требуют опорных структур?
В конце концов, это самый важный вопрос. В таблице ниже указано, требуется ли поддержка для каждой из технологий 3D-печати, которые мы предлагаем в Hubs.
| Технология 3D-печати | Нужны ли мне опорные конструкции? |
|---|---|
| FDM (настольный и промышленный) | Зависит от геометрии модели |
| SLA и DLP | Всегда |
| Распыление материала | Всегда (растворимый) |
| SLS и MJF | Никогда |
| Распылитель связующего | Никогда |
| 3D-печать металлом | Всегда |
Готовы преобразовать файл САПР в пользовательскую деталь? Загрузите свои проекты для бесплатной мгновенной оценки.
Получите мгновенное предложение
Что важно знать о подставках для 3D-печати?
Центр обучения 3D
Посмотреть все категории
Комплектация:
Введение
Подставки для печати: когда их использовать?
Какие существуют типы опор для 3D-печати?
Удаление опор для 3D-печати
Недостатки использования подставок для 3D-печати
Как избежать использования поддержек?
Введение
С помощью 3D-печати можно создавать впечатляющие модели. Но для того, чтобы распечатать вашу часть так аккуратно, как она выглядит на вашем дизайне, могут потребоваться промежуточные этапы. Например, опоры для 3D-печати — это одна из первых вещей, которые вам, возможно, придется принять во внимание в зависимости от используемой вами технологии аддитивного производства и сложности вашего дизайна.
Но для того, чтобы распечатать вашу часть так аккуратно, как она выглядит на вашем дизайне, могут потребоваться промежуточные этапы. Например, опоры для 3D-печати — это одна из первых вещей, которые вам, возможно, придется принять во внимание в зависимости от используемой вами технологии аддитивного производства и сложности вашего дизайна.
Создание адаптированных опор для 3D-печати вызывает некоторые сомнения, например, когда они нужны, как выбрать из различных типов опор, как их удалить и, конечно же, каковы недостатки использования опор. В этой статье мы рассмотрим эти вопросы и дадим вам несколько советов, которые помогут вам эффективно использовать поддержку.
Кредит: Hackaday, Когда имеет смысл переходить на 3D-печать смолой?
Подставки для печати: когда их использовать?
Чтобы ответить на этот вопрос, вам сначала нужно знать, какую технологию 3D-печати вы собираетесь использовать. Если вы еще не приняли решение, обратите внимание, что то, как работают 3D-принтеры, накладывает различные технические ограничения.
Принтеры FDM, например, функционируют путем последовательного экструдирования слоев нити. Другими словами, если ваша деталь имеет выступ, который не поддерживается какой-либо поверхностью под ней, ваша 3D-печать не удастся. Этот тип проблемы является одной из основных причин, по которой опоры очень полезны для печати FDM.
Если вы используете технологии Selective Laser Sintering или Jet Fusion, с другой стороны, порошок, из которого будет напечатана ваша деталь, будет окружать отпечаток и действовать как поддержка. Другими словами, вам никогда не придется возиться с опорами, если вы выберете технологии SLS или Jet Fusion. Если вы ищете более продвинутые технологии, опоры, которые могут использоваться в таких процессах, как печать металлом, обычно не влияют на качество печати.
Сложность вашей детали — это второй критерий, который определяет необходимость поддержки. Во-первых, если в вашем проекте есть выступы, вам нужно определить их наклон. Если ваши выступы не наклоняются более чем на 45°, большинство FDM-принтеров смогут правильно их печатать. С другой стороны, если углы превышают это значение, вам, возможно, придется использовать опоры, иначе ваши выступы могут провиснуть.
С другой стороны, если углы превышают это значение, вам, возможно, придется использовать опоры, иначе ваши выступы могут провиснуть.
Вы также можете рассмотреть возможность использования подставок для 3D-печати, если часть вашего дизайна перекрывает зазор между двумя элементами. По сути, если длина вашего моста не превышает 5 мм, вам не понадобится какая-либо поддерживающая конструкция для заполнения зазора.
Какие существуют типы опор для 3D-печати?
Выбранная вами технология 3D-печати ориентирует вас на различные типы опор. Например, для принтеров FDM чаще всего используются опоры решетчатого и древовидного типов.
Первый тип можно использовать для создания колонн и удержания деталей в устойчивом положении, что эффективно при работе с крутыми выступами. Эти решетчатые структуры являются наиболее распространенными благодаря скорости их создания и совместимости с большинством 3D-принтеров.
Авторы и права: Designer Hacks, How to Generate Supports for 3D Printing, YouTube
Опоры древовидного типа начинаются со стволов и развиваются в тонких ветвях по мере того, как они достигают модели, что кажется полезным, если нужно выборочно поддерживать детали. Вы можете рассмотреть возможность использования таких типов поддержки, если ваш дизайн содержит много выступов, но не слишком вертикальный.
Вы можете рассмотреть возможность использования таких типов поддержки, если ваш дизайн содержит много выступов, но не слишком вертикальный.
Если вы можете положиться на принтер с двумя экструзионными головками, вы можете выбрать растворимую подложку. Растворимые материалы, такие как лимонен, можно загружать в один экструдер и наносить вместе с материалом для печати. Если вы не против инвестировать в более дорогие подложки, растворимые подложки позволят вам смыть их, замачивая в воде. Использование растворимых подложек — лучший способ сохранить хорошее качество поверхности, не добавляя дополнительных шагов к постобработке. Тем не менее, поскольку растворимый вспомогательный материал и материалы для 3D-печати нельзя экструдировать вместе, 3D-принтеры только с одной печатающей головкой не могут выполнить такой процесс. Кроме того, как предполагает этот последний тип опор, простота удаления опор является важным критерием, на который следует обратить внимание при выборе.
Удаление опор для 3D-печати
Мы только что видели, что решетчатые, древовидные и растворимые опоры имеют разные свойства. Кроме того, их легкость удаления неодинакова. Имейте в виду, что чем больше ваша модель соприкасается с опорами, тем больше вероятность того, что их удаление может привести к частичным следам или разрывам. Решетчатые структуры, например, должны полностью поддерживать поверхности, что затрудняет их удаление без ущерба для качества поверхности.
Кроме того, их легкость удаления неодинакова. Имейте в виду, что чем больше ваша модель соприкасается с опорами, тем больше вероятность того, что их удаление может привести к частичным следам или разрывам. Решетчатые структуры, например, должны полностью поддерживать поверхности, что затрудняет их удаление без ущерба для качества поверхности.
Опоры древовидного типа, если использовать их с умом только для поддержки ключевых областей ваших деталей, уменьшат количество контактов с отпечатком и облегчат их удаление.
После завершения процесса печати следующим шагом будет удаление опор. Использование плоскогубцев — хороший выбор, если вы хотите схватить, скрутить и снять опоры со своей детали. Если опора, которую вы хотите снять, доступна и достаточно велика, вы можете аккуратно начать ее пальцами. В зависимости от того, насколько важен для вас визуальный аспект вашей детали и сколько следов оставили ваши опоры, вам может потребоваться отшлифовать области, соприкасающиеся с опорами, чтобы улучшить качество поверхности.
Недостатки использования подставок для 3D-печати
Использование поддержек подразумевает довольно много ограничений, и их удаление, как мы видели, определенно является частью списка. Еще одним явным недостатком использования поддержки является увеличение времени выполнения заказа.
В зависимости от типа подставки, которую вы хотите использовать, ее размера и сложности, сама печать подставок увеличит общее время производства. В этом смысле опоры в форме дерева могут быть весьма требовательны к вашему принтеру. Кроме того, здесь необходимо принять во внимание этапы постобработки, о которых мы упоминали ранее, поскольку снятие опор с ваших деталей и их очистка могут оказаться утомительными.
Основным недостатком, который, естественно, идет дальше, являются затраты на использование опор, так как количество необходимого материала может увеличиться. Если крутые выступы составляют большую часть вашего дизайна, и вам нужно использовать решетчатые конструкции для их поддержки, половина вашего материала, возможно, уйдет на создание ваших опор.
К счастью, есть несколько способов, на которые можно положиться, чтобы смягчить влияние поддержки на дизайн и кошелек.
Как избежать использования опор?
Если вы хотите оптимизировать интеграцию ваших опор, 3D-слайсеры и ваш 3D-принтер могут предложить вам несколько вариантов.
При печати опор для 3D-печати ваша цель должна состоять в том, чтобы сбалансировать плотность и толщину опор со скоростью охлаждения. Проще говоря, чем больше ваши опоры будут подвергаться воздействию высоких температур (и чем дольше они будут остывать), тем сильнее они будут прилипать к вашей детали. Следовательно, чем холоднее они останутся, тем легче будет удалить опоры для 3D-печати.
Помимо эффективных охладителей, на температуру влияет плотность ваших опор. Уменьшение количества материи в ваших опорах поможет им выделять тепло. Если ваш свес длинный, тяжелый или особенно крутой, вам может потребоваться сделать опоры плотными, чтобы предотвратить провисание вашей детали. Но имейте в виду, что чем плотнее и толще ваши опоры, тем выше риск их повреждения при снятии опор.
Это часть параметров генерации поддержки. 3D-слайсеры могут помочь вам в настройке. Но прежде чем вы решите это изменить, есть несколько способов оптимизировать вспомогательные структуры 3D-печати в вашем дизайне.
Прежде всего, вы должны выяснить, какая ориентация является наиболее последовательной с точки зрения генерации поддержки. Если вы посмотрите на два моста, то заметите одно отличие: второй, конечно, перевернут вверх дном, но в отличие от другого он не нуждается в какой-либо опоре.
Если вы уже пытались поиграть с ориентацией своей детали, но считаете, что для нее по-прежнему требуется слишком много опор, вы можете настроить выступы. Если, например, их углы слишком круглые и наклонены более чем на 45°, посмотрите, сможете ли вы заменить их, используя один, менее крутой угол в своем дизайне. Другой вариант, который вы можете попробовать, — это разделить ваш дизайн на две отдельные модели.
Всего комментариев: 0