3Д печать смолой: Фотополимерный 3D-принтер
Содержание
Фотополимерный 3D-принтер
3D-принтеры можно сортировать не только по применяемым технологиям печати, но и по используемым расходным материалам. В этом разделе мы рассмотрим устройства, использующие для построения моделей фотополимерные смолы.
- 1 Расходные материалы
- 2 Лазерная стереолитография (SLA)
- 3 Проекторная стереолитография (DLP)
- 4 Многоструйная печать (MJM и PolyJet)
- 5 3D-ручки
- 6 Дополнительная засветка
Расходные материалы
Фотополимерные смолы – жидкие полимеры, затвердевающие при облучении светом. Как правило, такие материалы чувствительны к ультрафиолетовому диапазону, что обуславливает конструкцию фотополимерных принтеров. Одним из распространенных элементов конструкции служит прозрачный цветной колпак или корпус из материала, фильтрующего ультрафиолетовое излучение. Это делается как для защиты глаз пользователя, так и для защиты расходного материала внутри принтера от воздействия солнечных лучей и фонового освещения.
Это делается как для защиты глаз пользователя, так и для защиты расходного материала внутри принтера от воздействия солнечных лучей и фонового освещения.
Фотополимерная смола загружается в 3D-принтер Form 1
Физические свойства смол после полимеризации широко рознятся. Доступны как твердые, так и гибкие варианты, прозрачные и матовые. Также доступен широкий выбор цветов. Консистенция смол и время засветки также варьируются, поэтому при выборе принтера стоит учитывать и ассортимент совместимых материалов.
Последним аспектом, на который стоит обращать внимание при выборе материала, это его токсичность. Существуют как довольно токсичные варианты, так и биологически безопасные.
Стоимость расходных материалов можно считать ахиллесовой пятой фотополимерной печати. Сами установки уже достигают вполне приемлемых ценовых уровней, но найти недорогие фотополимерные смолы пока еще достаточно сложно. Стоит надеяться, что распространение недорогих фотополимерных принтеров приведет к увеличению объемов производства расходных материалов и снижению цен.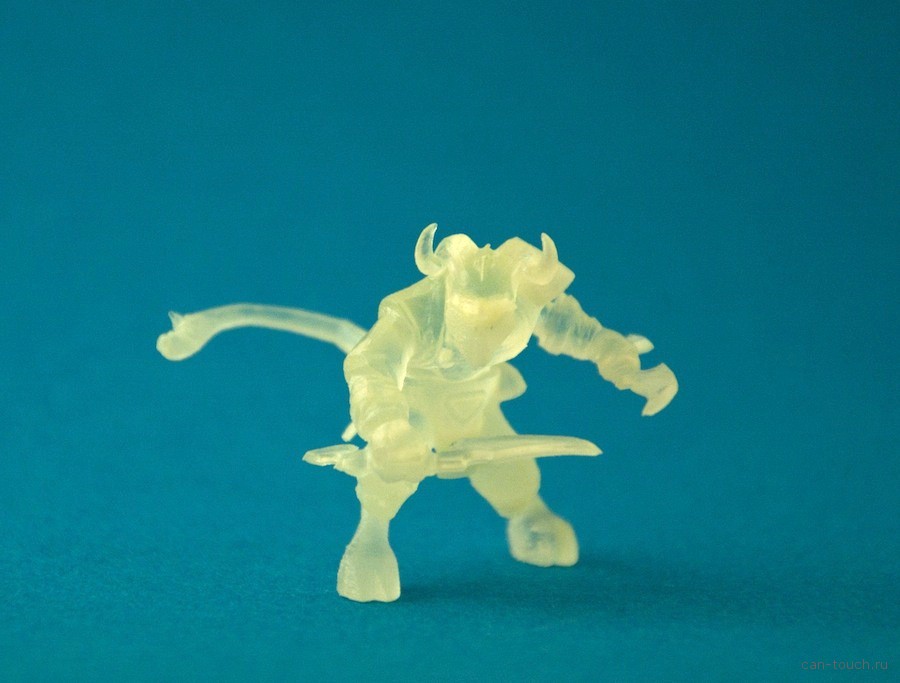
Лазерная стереолитография (SLA)
Модель, полученная с помощью SLA-печати
Первенец фотополимерной печати и современной 3D-печати в целом. Технология была разработана в 1984 году Чарльзом Холлом, впоследствии основавшим компанию 3D Systems.
SLA-принтеры используют лазерные излучатели для отверждения расходного фотополимерного материала.
Типичный SLA-принтер состоит из кюветы с расходным материалом, сидящей под рабочей платформой, приводимой в вертикальное движение подъемно-опускающим механизмом.
Как вариант, в движение может приводиться сама кювета – важно лишь относительное перемещение платформы и контейнера. Над кюветой располагается лазерный излучатель и зеркальная система отклонения лазерного луча.
В процессе печати платформа погружается в расходный материал на толщину одного слоя цифровой модели.
Так как фотополимерные смолы могут быть достаточно густыми, для ускорения процесса зачастую применяется выравнивающий механизм.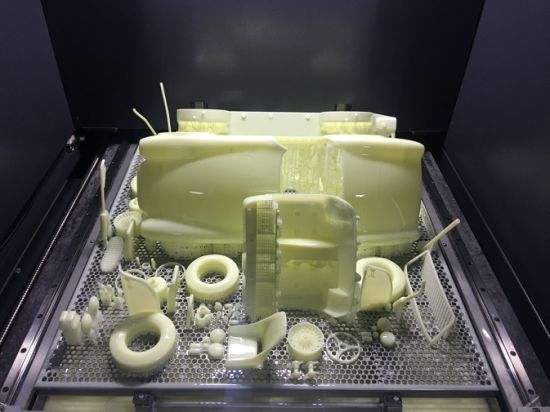
Схема работы SLA принтера
После выравнивания начинается процесс засветки материала. Засветка производится лазерным облучением. Большинство фотополимерных смол рассчитаны на застывание (полимеризацию) при воздействии ультрафиолетового света, что определяет выбор частоты лазерного излучения. Движение луча по осям X и Y определяется работой отклоняющих зеркал.
После завершения вычерчивания слоя, платформа погружается в материал на толщину еще одного слоя, и процесс повторяется с вычерчиванием следующего слоя цифровой модели.
Анимация процесса построения модели
SLA-печать занимает достаточно длительное время, и принтеры, использующие этот метод, как правило, имеют относительно небольшие области построения.
Это объясняется в основном дороговизной лазерных излучателей: печать больших объектов одним лазером будет занимать слишком много времени, а установка дополнительных излучателей и зеркал усложнит конструкцию, увеличит габариты установки и поднимет цену до неприемлемого для большинства пользователей уровня.
Несмотря на успех этой технологии, более перспективным, хотя и весьма схожим методом, считается проекторная стереолитография.
Проекторная стереолитография (DLP)
Настольный DLP принтер Formlabs Form 1. Обратите внимание на защитный прозрачный корпус
Близкий родственник лазерной стереолитографии, этот метод использует цифровые светодиодные проекторы вместо лазерных установок с зеркальными системами отклонения. Метод стал популярным благодаря развитию технологии производства недорогих цифровых проекторов с высоким разрешением силами компании Texas Instruments.
Засветка слоев производится с помощью цифрового проектора, высвечивающего шаблоны целого слоя, что и отличает этот метод от SLA, где «картинка» вырисовывается поступательно с помощью ультрафиолетового лазера.
Подобный подход ранее использовался на установках типа SGC, но в этой технологии применялись физические фотошаблоны, что делало процесс дорогостоящим, трудоемким, медленным и шумным.
На данный момент продолжает существование технология FTI – развитие SGC, практически неотличимое от DLP-печати, так как в ней тоже применяются цифровые светодиодные проекторы.
Конструкция DLP-принтера
Одновременная засветка целого слоя с помощью проекторов позволяет значительно ускорить процесс печати даже по сравнению с SLA-принтерами, имеющими высокую скорость сканирования (т.е. перемещения луча).
Кроме того, такие принтеры менее чувствительны к грубому физическому воздействию ввиду отсутствия деликатных зеркальных систем.
Отсутствие механических зеркальных систем позволяет увеличить точность. Наконец, стоимость проекторов выгодно отличает их от лазерных систем.
Размер проекции может быть весьма значительным, достигая среднестатистических показателей популярных FDM-принтеров.
Интересной особенностью DLP-принтеров является возможность «обратной» или «перевернутой печати».
В этом случае проектор устанавливается под прозрачной (важен выбор материала для прозрачности в отношении ультрафиолетового света) кюветой, а платформа не погружается в материал, а постепенно поднимается, вытягивая слои засвеченного полимера.
Такой подход позволяет избавиться от выравнивающего механизма и добиться даже более высокого разрешения по оси Z, чем SLA-принтеры.
Кроме того, размер моделей по высоте не ограничивается глубиной кюветы, что благоприятно сказывается на габаритах принтера и на возможности увеличения зоны построения.
Многоструйная печать (MJM и PolyJet)
MJM-принтер 3D Systems ProJet 3500HDMax
Технологии MJM и PolyJet практически неотличимы друг от друга. Разница в названиях происходит из соответствующих патентов: технология Multi Jet Modeling принадлежит компании 3D Systems, а PolyJet – конкурирующей компании Stratasys.
Сам принцип многоструйной полимерной печати был выработан израильской компанией Objet, со временем ставшей одним из подразделений Stratasys.
Технология многоструйной печати сочетает черты струйной трехмерной печати (3DP) и проекторной стереолитографии (DLP).
Принцип работы MJM PolyJet принтера
Построение моделей происходит путем напыления фотополимера с помощью линейных массивов, состоящих из множества сопел.
Нанесенный слой немедленно засвечивается ультрафиолетовыми лампами – как правило, два процесса происходят одновременно.
К тому моменту, когда массив достигает конца рабочей камеры, ранее нанесенный материал достаточно тверд для печати нового слоя.
Композитные модели, созданные на стоматологическом принтере ProJet 3500 DP
Такой подход позволяет добиться весьма высокой скорости печати, но отличается высокой сложностью конструкции, что негативно сказывается на стоимости подобных установок и ограничивает их распространение профессиональным применением.
Одним из плюсов технологий MJM и PolyJet является возможность создания композитных конструкций из фотополимерных смол с различными физическими характеристиками.
Таким образом, возможно создание моделей с легкоудаляемыми опорами, использование нескольких цветов и параллельное использование гибких и твердых материалов в пределах одной модели.
3D-ручки
3D-ручка CreoPop для трехмерного рисования фотополимерными смолами
В последнее время появилась мода на ручные печатные устройства, называемые 3D-ручками. На данный момент существует три основных варианта таких устройств: капельно-струйные ручки (DOD), получившие название BioPen и использующиеся в разработке новых методов лечения поврежденных тканей, FDM 3D-ручки, являющиеся ручными экструдерами (по сути, аналогом привычных термоклеевых пистолетов, но использующие термопластики) и наработки по 3D-рисованию фотополимерными смолами.
На данный момент существует три основных варианта таких устройств: капельно-струйные ручки (DOD), получившие название BioPen и использующиеся в разработке новых методов лечения поврежденных тканей, FDM 3D-ручки, являющиеся ручными экструдерами (по сути, аналогом привычных термоклеевых пистолетов, но использующие термопластики) и наработки по 3D-рисованию фотополимерными смолами.
Первым «ручным фотополимерным принтером» стала 3D-ручка CreoPop. Конструкция этого устройства достаточно проста, ибо самую сложную функцию, позиционирование, выполняет сам пользователь. Ручка лишь выдавливает смолу через кончик, окруженный светодиодными излучателями.
3D-ручка CreoPop в действии
Таким образом, смола затвердевает сразу после нанесения, позволяя в буквальном смысле рисовать по воздуху.
Преимуществом таких ручек над FDM-аналогами является низкая температура работы – в устройстве отсутствуют какие-либо нагревательные элементы. В итоге, такими ручками можно рисовать даже на коже.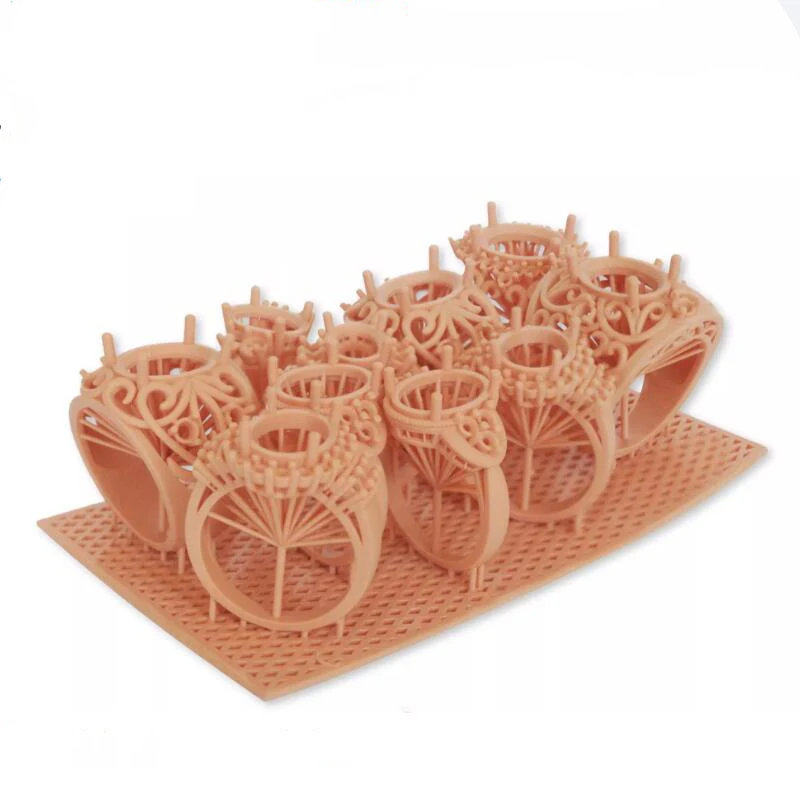
Кроме того, богатый выбор фотополимерных смол с различными физическими свойствами применим и для работы с такими устройствами, что значительно расширяет диапазон возможного применения. Как минимум, это относительно недорогая, но занимательная игрушка.
Единственным недостатком можно считать относительно высокую стоимость расходных материалов, однако вряд ли такие устройства будут требовать больших объемов фотополимерной смолы при применении в быту.
Дополнительная засветка
Окончательная засветка фотополимерных моделей в самодельной камере
Полное отверждение моделей может занять достаточно длительное время, поэтому модели при SLA и DLP-печати подвергаются лишь частичной полимеризации, достаточной для сохранения физической формы детали.
После изготовления модели, как правило, помещаются в камеры, оснащенные ультрафиолетовыми лампами, до полного отвердения. Само собой, при возможности можно просто выложить модели на солнце – эффект будет тот же самый.
Стоит лишь иметь в виду, что обычное стекло практически не пропускает ультрафиолетовый свет, поэтому воздействие солнечных лучей должно быть прямым.
При желании можно использовать контейнер из прозрачного для ультрафиолета кварцевого стекла.
Перейти на главную страницу Энциклопедии 3D-печати
SLA 3D-печать: на сколько прочна смола?
Считается, что с 3D-печатью SLA производят сложные и точные детали с хорошим качеством поверхности. Кроме того, благодаря большому разнообразию смол постоянно расширяется спектр использования SLA. Тем не менее, когда требуются жесткие и функциональные детали, SLA-печать обычно не выбирают. Почему?
Посмотрите, насколько прочным может быть ваш полимерный отпечаток (Фото: SolidSmack )
Что ж, это правда, что большинство стандартных смол относительно хрупкие по сравнению с другими материалами для 3D-печати и не рекомендуются для напряженных деталей или наружного использования, но на рынке имеются жесткие и долговечные смолы, специально разработанные для более прочных применений.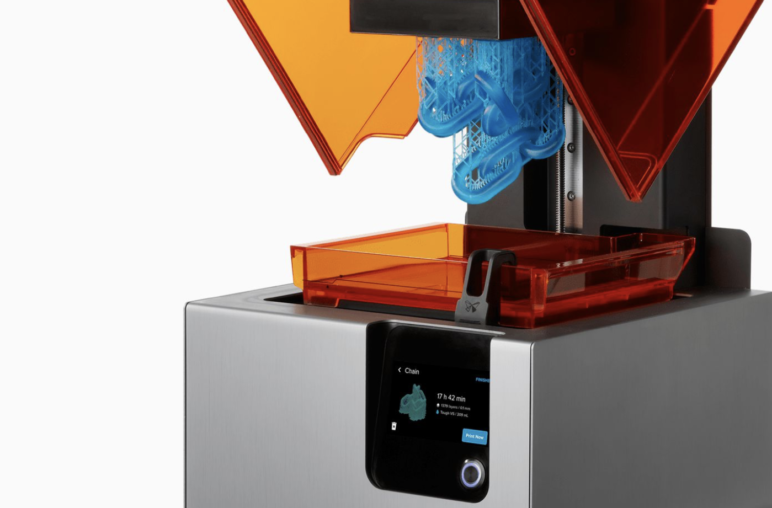
В этой статье рассмотрим эти жесткие смолы для 3D-печати и покажем, насколько сильными они могут быть на самом деле.
На рынке представлено много смол SLA, каждая из которых подходит для определенного применения (Источник: Pinterest)
Большинство смол для 3D-печати основаны на эпоксидной смоле или акрилате, причем последняя чаще используется в настольных принтерах. Поэтому считается, что детали, напечатанные по технологии SLA, хрупкие и наиболее подходят для декоративных применений и прототипов, а не функциональных и несущих компонентов. Но это верно только в том случае, если смола выбрана неправильно.
Примеры сверхпрочной смолы можно найти в самых разных отраслях промышленности. Существуют литейные смолы для изготовления ювелирных изделий и 3D-печати в области стоматологии для изготовления каппы, коронок и хирургических направляющих. Есть также высокотемпературные смолы, которые подходят для различных промышленных применений, и даже смолы, которые могут производить резиноподобные детали.
Давайте обратим внимание на самые прочные доступные смолы и выясним, насколько они прочны по сравнению с другими материалами для 3D-печати FDM.
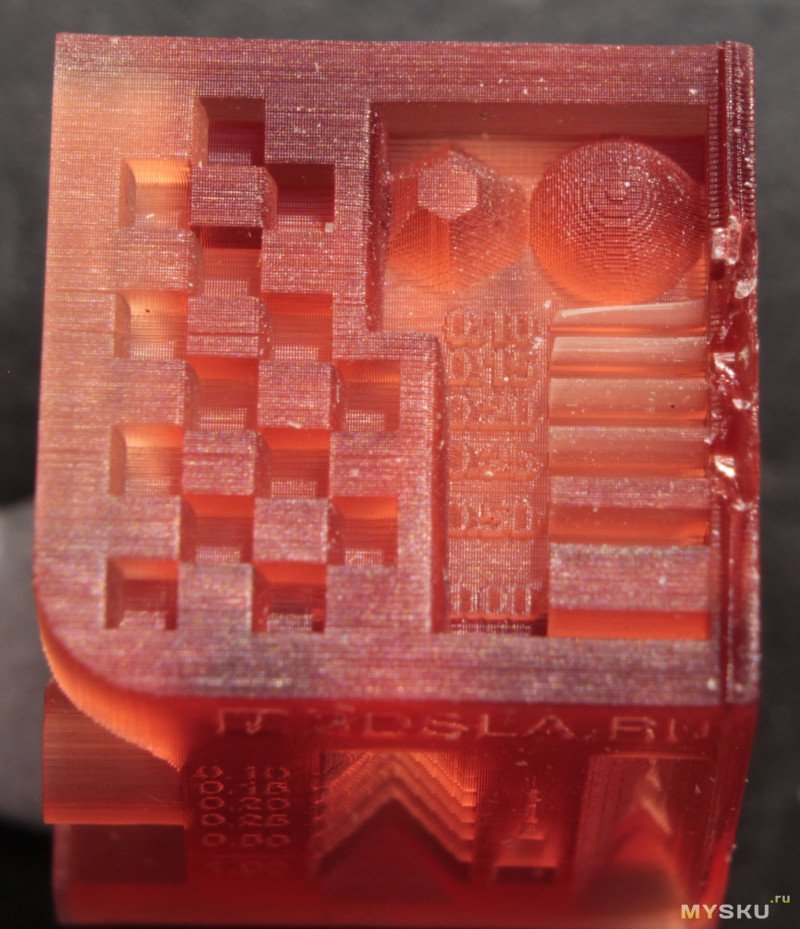
Выполняется цикл-тест (Источник: Afinko )
Начнем с краткого рассмотрения механического свойства, которое тесно связано с прочностью материала, с так называемой прочности на растяжение. Прочность на растяжение определяется как максимальное напряжение, которое может выдержать определенный материал при растяжении до разрушения.
Чем выше предел прочности при растяжении, тем прочнее считается материал.
Теперь о смолах. Сначала сравним стандартные смолы для 3D-печати со смолами, которые продаются как жесткие, а затем сравним эти более жесткие смолы с обычными материалами FDM, такими как ABS , PLA и PETG .
Стандартные и жесткие смолы
Жесткие смолы показывают удвоенную прочность по сравнению со стандартными смолами (Источник: Лукас Кароло через All3DP)
Стандартной смолой, выбранной в качестве эталона, была цветная УФ-смола Anycubic, поскольку принтер Photon SLA является одним из самых популярных на рынке.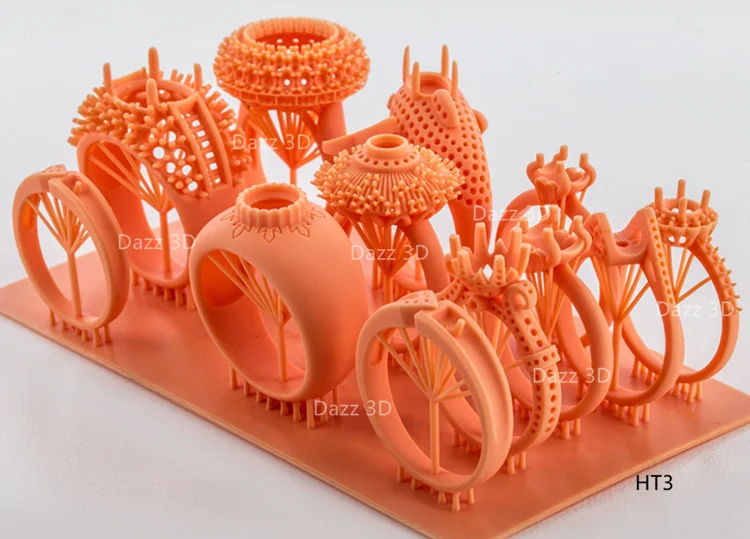
Из приведенного выше графика ясно, насколько прочнее жесткие смолы по сравнению со стандартом. Фактически, три смолы, выбранные для этого сравнения — Formlabs Tough 2000 , eSun Hard-Tough и Siraya Tech «Blu» — демонстрируют почти удвоенную прочность на разрыв по сравнению со смолой Anycubic. (Линейка жестких смол Formlabs, включая 2000, может использоваться только с последними принтерами Formlabs).
Тот факт, что смола является прочной, не означает, что отпечатки, сделанные на этих смолах, будут в два раза прочнее, чем при печати стандартной смолой. Другие факторы, такие, как дизайн модели и параметры печати, также играют важную роль в окончательной прочности изделия. Тем не менее, сравнение прочности на растяжение — это простой способ определить, какой материал прочнее.
Но как эти жесткие смолы противостоят другим пластикам, производимым 3D-принтерами FDM?
У Siraya Blu было больше прочности, чем у некоторых материалов FDM (Источник: CNC Kitchen через YouTube )
Чтобы ответить на этот вопрос, мы обращаемся к Стефану Херману из канала CNC Kitchen Youtube , который разработал метод испытания, при котором крючок, выполненный 3D-печатью, растягивается до разрушения, имитируя испытание на растяжение.
Стефан постоянно тестирует различные материалы этим методом, и результаты показаны на графике выше. В видео, где он тестирует смолу Siraya Blu , Стефан обнаружил, что жесткая смола Siraya была более прочнее, чем некоторые материалы FDM, такие как ABS и ASA, хотя и не настолько прочной, как PLA и PETG.
Печать SLA (слева) имеет одинаковую прочность, независимо от ориентации, а FDM печать — нет (справа) (Источник: Formlabs )
Хотя свойства материала в значительной степени определяют прочность данного отпечатка, существуют и другие важные факторы, которые могут повлиять на механические характеристики.
То, как печатается дизайн, сильно влияет на его прочность. Например, определенный компонент может быть усилен путем распределения большего количества материала в местах, где будет сосредоточено напряжение. Свобода дизайна, предоставляемая 3D-печатью, означает, что часто используются вычислительные инструменты, такие как оптимизация топологии, которая автоматизирует этот процесс.
Способ изготовления детали также зависит от того, насколько хорошо она может противостоять внешним воздействиям. В контексте 3D-печати это определяется настройками печати, определенными во время нарезки. Хорошо известно, что высота более высоких слоев сильно влияет на прочность деталей FDM , и это также верно для отпечатков SLA. Большинство слайсеров FDM имеют несколько вариантов плотности заполнения и шаблонов, чтобы сократить время на материал и печать, однако они редко встречаются в SLA. Тем не менее, сторонний слайсер ChiTuBox включает в себя эти функции, которые обеспечивают возможность повышения ударной вязкости при оптимизации использования материала.
Анизотропия — это когда физическое свойство объекта или материала имеет другое значение при измерении в разных направлениях. Это происходит в 3D-печати, когда объекты, напечатанные по технологии FDM, отображают различные свойства материала в зависимости от направления сборки детали. Более конкретно, это происходит, когда между слоями на оси Z создается более низкая адгезия, что вызывает более низкую прочность на разрыв по сравнению с осью X или Y. Как вы можете видеть на изображении выше, когда вес применяется к отпечатку FDM, который не ориентирован или не смоделирован с учетом анизотропии, он может сломаться. Однако, когда дело доходит до печати SLA, все наоборот, потому что смола изотропна. Во время своих испытаний с Siraya’s Blu Стефан подтвердил это, экспериментально показав, что детали одинаково прочны независимо от направления сборки. Formlabs также пришли к такому же выводу, который обсуждается в их статье об изотропных свойствах SLA-печати.
Как вы можете видеть на изображении выше, когда вес применяется к отпечатку FDM, который не ориентирован или не смоделирован с учетом анизотропии, он может сломаться. Однако, когда дело доходит до печати SLA, все наоборот, потому что смола изотропна. Во время своих испытаний с Siraya’s Blu Стефан подтвердил это, экспериментально показав, что детали одинаково прочны независимо от направления сборки. Formlabs также пришли к такому же выводу, который обсуждается в их статье об изотропных свойствах SLA-печати.
Ортезы на голеностопный сустав из прочной смолы (Источник: Animake )
Учитывая все, что мы узнали, становится понятным, что при выборе правильной смолы, 3D-печать SLA может производить отпечатки прочные, как FDM.
Чтобы проиллюстрировать этот вывод, приведем вдохновляющий пример того, как смола печатает прочные, функциональные и сложные детали в мире ортопедии.
Сын Матея Влашича Ник из Словении родился с ДЦП и не мог стоять или ходить без посторонней помощи. Г-н Влашич создал для Ника специальные ортопедические ортезы на голеностопный сустав, использовав SLA печать. Примерно через год окончательный дизайн изделия позволил Нику прогуливаться в течение нескольких дней.
Г-н Влашич создал для Ника специальные ортопедические ортезы на голеностопный сустав, использовав SLA печать. Примерно через год окончательный дизайн изделия позволил Нику прогуливаться в течение нескольких дней.
Как и многие другие ортопедические устройства, AFO должны быть достаточно сильными, чтобы оказывать поддержку, выдерживая при этом весь вес тела во время движения. Г-н Влашич использовал смолу Formlabs, которая оказалась прочной и удобной даже в течение длительного периода использования. Благодаря этому успеху господин Влашич основал компанию Animake. Он и его команда обеспечивают диагностическое лечение и 3D-печатные ортопедические устройства, которые помогают другим детям, нуждающимся в специальных AFO.
Источник
Теги:
SLA 3D-печать, 3D-печатные ортопедические устройства, смола Formlabs, технологии FDM, слайсер ChiTuBox, принтер Photon SLA, смолы Anycubic, Formlabs Tough 2000
Обзор 3D-принтера Creality Halot-One Plus
: разрешение 4K, цена менее 400 долларов
Аппаратный вердикт Тома
Предлагая высокое разрешение и объем сборки выше среднего, Creality Halot-One Plus представляет собой впечатляющую машину с набором аппаратных функций, которые обычно не встречаются по этой цене.
Плюсы
- +
Разрешение 4K+ обеспечивает четкую детализацию и единообразие поверхностей
- +
Большой 5-дюймовый ЖК-дисплей с ярким, быстрым и отзывчивым интерфейсом
- +
Программа для слайсера Halot Box проста и удобна в использовании
- +
Встроенное подключение к сети Wi-Fi и удаленный мониторинг печати
- +
Встроенный блок фильтрации воздуха
Минусы
- —
Размещение концевого упора Z в верхней части оси Z — странный выбор
- —
Платформа Creality Cloud, по-видимому, содержит много неавторизованных моделей
- —
Выравнивание платформы сборки с четырьмя болтами может быть грязным
Почему вы можете доверять Tom’s Hardware
Наши эксперты-рецензенты часами тестируют и сравнивают продукты и услуги, чтобы вы могли выбрать лучшее для себя. Узнайте больше о том, как мы тестируем.
Creality Halot-One Plus: Сравнение цен новая вкладка)
(открывается в новой вкладке)
Нет информации о цене
(открывается в новой вкладке)
Проверьте Amazon (открывается в новой вкладке)
Creality Halot-One Plus — флагманский принтер в линейке принтеров Halot MSLA, предлагающий разрешение 4K, 7,9-дюймовый монохромный ЖК-дисплей с 3-секундная выдержка и другие высококачественные функции в упаковке, которая продается по цене чуть менее 400 долларов. Похоже, что Halot-One Plus был разработан для потребительского рынка с такими функциями, как подключение к Wi-Fi, фильтрация воздуха и другими функциями, которые обычно не встречаются в принтерах этого ценового диапазона.
Похоже, что Halot-One Plus был разработан для потребительского рынка с такими функциями, как подключение к Wi-Fi, фильтрация воздуха и другими функциями, которые обычно не встречаются в принтерах этого ценового диапазона.
Во время тестирования этот принтер оказался логическим следующим шагом в 3D-печати смолой, показав, как эти функции могут быть успешно реализованы по более низкой цене при сохранении функциональности. У нас были проблемы с платформой Creality Cloud и отсутствием атрибуции опубликованных моделей, но само аппаратное обеспечение принтера помещает его в число лучших полимерных 3D-принтеров .
Технические характеристики Creality Halot-One Plus
| Занимаемая площадь | 9.29″ x 9.57″ x 16.46″ (23.6cm x 24.3cm x 41.8cm) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Build Volume | 6.77″ x 4.02″ x 6.30″ (172mm x 102mm x 160mm) | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Resin | MSLA Photopolymer Resin | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| UV Light | 4,500 uw/m2 Integral Light Source | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Masking LCD Resolution | 4320 x 2560 | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Masking LCD Size | 7. 9-inch 9-inch | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| XY Axis Resolution | 0,04 мм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Интерфейс | Сенсорный ЖК-экран, 5 дюймов все необходимое для начала печати, в том числе набор шестигранных ключей, пластиковые и металлические скребки для извлечения деталей из принтера, печатное руководство пользователя и кабель питания, а также несколько бумажных воронок для заливки смолы обратно в бутылку из чана . Сам принтер хорошо упакован и защищен защитным пластиковым покрытием на устойчивой к ультрафиолетовому излучению крышке.
В отличие от многих других полимерных принтеров, включая Elegoo Mars 3 , Halot-One Plus не включает расходные материалы, такие как как перчатки, маски или другие чистящие средства. Это небольшое упущение, но это означает, что пользователи, впервые использующие принтер, захотят убедиться, что у них есть все необходимые расходные материалы, прежде чем они начнут печатать. Одной из первых особенностей, которые я заметил в Creality Halot-One Plus, был большой ЖК-экран. 5-дюймовый экран яркий, отзывчивый и похож на емкостный экран, который вы ожидаете увидеть на планшете или мобильном телефоне. Этот экран удобен для чтения и использования, и он сразу отличает Halot-One Plus от машин с аналогичной ценой, которые используют экраны меньшего размера. Halot-One Plus также включает в себя встроенный четырехъядерный 64-битный процессор ARM Cortex-M4, который обеспечивает большую вычислительную мощность, чем другие машины с аналогичной ценой. Изображение 1 из 2 (Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware) Halot-One Plus имеет темно-синюю устойчивую к ультрафиолетовому излучению крышку, которая отличается от обычных красных, оранжевых или желтых используемых крышек. на аналогичных принтерах. Эта крышка близка к непрозрачной, и я не могу легко видеть сквозь нее во время печати. QR-код, напечатанный в верхней части крышки, ведет на сайт Creality Cloud , где пользователи могут приобретать модели, 3D-принтеры, расходные материалы, а также на социальную платформу для обмена отпечатками. (Изображение предоставлено Tom’s Hardware) Halot-One Plus оснащен встроенным блоком питания мощностью 100 Вт, поэтому внешний блок питания не требуется. Размер сборки, размер принтера и другая информация напечатаны на наклейке на задней панели принтера, а также на QR-коде, который содержит информацию, относящуюся к принтеру. Основание Halot-One Plus тяжелое и плотное, и кажется очень прочным, несмотря на пластиковый корпус. (Изображение предоставлено Tom’s Hardware) Встроенная система фильтрации воздуха на Halot-One Plus является долгожданным дополнением и очень хорошо работала на протяжении всего нашего тестирования. Смола, используемая в процессе печати MSLA, может иметь запах во время печати, а встроенная система фильтрации воздуха значительно снижает количество запаха от Halot-One Plus. Забор воздуха расположен непосредственно за баком для смолы и работает автоматически в течение всего времени печати. (Изображение предоставлено Tom’s Hardware) По оси Z на Halot-One Plus для перемещения используется резьбовой стержень с накидной гайкой, а двойные линейные направляющие обеспечивают плавное и последовательное движение. (Изображение предоставлено Tom’s Hardware) Halot-One Plus имеет концевой упор Z, расположенный в верхней части оси Z, что является необычным выбором дизайна для полимерного 3D-принтера MSLA. Как правило, процесс выравнивания включает опускание платформы до Z0 (нижняя часть оси Z) и обеспечение плоскостности платформы с ЖК-экраном. Halot-One Plus требует, чтобы вся платформа была доведена до верхней части принтера для определения Z0, а затем опущена до ЖК-экрана и выровнена. Трудно сказать, является ли это менее точным процессом, но он определенно требует больше времени. (Изображение предоставлено Tom’s Hardware) Ванночка для смолы на Halot-One Plus гладкая и легко чистится, с напечатанными этикетками, указывающими уровни заполнения 250 мл, 450 мл и 650 мл. Изображение 1 из 3 (Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware) Источник света Halot-One Plus — это то, что Creality называет «Интегральным источником света», который представляет собой мощную светодиодную матрицу мощностью 4500 мкВт/см2, которая проецируется через маскирующий ЖК-дисплей через наклонное зеркало в основании принтера. Этот источник света выделяет значительное количество тепла во время печати, что приводит к непрерывной работе встроенного вентилятора во время печати. (Изображение предоставлено Tom’s Hardware) Маскирующий ЖК-дисплей с диагональю 7,9 дюйма имеет разрешение 4320 x 2560, что немного превышает типичное разрешение 4K (4098 x 2560), используемое в аналогичных полимерных 3D-принтерах, таких как Elegoo Mars 3. Разрешение 4K соответствует размеру пикселя XY 0,04 мм (40 микрон), что достаточно для захвата мелких деталей и текстур при печати. Изображение: Creality (Изображение предоставлено Creality) Платформа сборки на Creality Halot-One Plus Creality Halot-One Plus использует систему выравнивания с четырьмя болтами для обеспечения плоскостного соотношения между строительной платформой и маскирующим ЖК-дисплеем. Поскольку концевой упор Z расположен в самом верху принтера, этот процесс включает в себя ослабление соединительных болтов платформы сборки, отправку встроенной платформы в верхнюю часть принтера для срабатывания концевого упора, затем изменение направления и отправку платформы в нижнюю часть принтера. (Изображение предоставлено Tom’s Hardware) Halot-One Plus имеет четыре обращенных вверх болта, которые крепят рабочую платформу к манипулятору, и эти болты обычно заполняются смолой во время печати. Это плохой выбор конструкции, так как смола имеет тенденцию скапливаться внутри головок болтов, на накатке и вокруг болтов, что очень трудно очистить и удалить. Elegoo решила эту проблему на своих принтерах Mars 2 Pro и Mars 3, используя простой шарнирный шарнир, который можно выровнять с помощью всего двух винтов. Эти платформы легко выравнивать и чистить без дополнительных усилий. (Изображение предоставлено Tom’s Hardware) Безопасность печати с Halot-One Plus(Изображение предоставлено Tom’s Hardware) Creality Halot-One Plus использует УФ-полимер с длиной волны 405 нм, материал, с которым вам необходимо безопасно обращаться в невылеченное состояние, чтобы избежать травм. Используйте Halot-One Plus в хорошо проветриваемом помещении, чтобы свести к минимуму опасность вдыхания паров. Любые разливы или незатвердевшая смола, прилипшая к поверхности, должны быть очищены с помощью 99% изопропилового спирта, а емкость для смолы должна быть закрыта и закреплена, когда материал не заливается активно. Печать прилагаемого тестового отпечатка на Creality Halot-One Plus Тестовый отпечаток, прилагаемый к Creality Halot-One Plus, является одним из лучших демонстрационных отпечатков, которые я когда-либо видел. 8-часовой отпечаток называется «Kholek Suneater» и заполняет почти всю площадь сборки Halot-One Plus от угла до угла. (Изображение предоставлено Tom’s Hardware) Компания Creality, по-видимому, определила одно из распространенных применений полимерной 3D-печати (настольные игры и миниатюры) и воспользовалась этим, включив детальную миниатюрную модель в Halot-One Plus. Мой предыдущий опыт работы с тестовыми отпечатками Creality был плохим; Creality LD-002R (бюджетный 3D-принтер на полимерной основе MSLA) включал в себя тестовую модель, на печать которой ушло более 19 часов, и она не была особенно впечатляющей. Изображение 1 из 3 (Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware) Эта модель имеет очень плотную опорную структуру, которая необходима для поддержки всех различных тонких функций, включая длинный молоток и хвост. Подготовка файлов для печати с помощью Creality Halot Box(Изображение предоставлено Creality) Хотя 3D-принтеры на полимерной основе, как правило, намного проще механически, чем 3D-принтеры FDM с нитью, программное обеспечение обычно требует больше работы по настройке, а подготовка детали — это очень важная часть процесса. Creality включает копию Halot Box с Creality Halot-One Plus, который представляет собой слайсер для серии принтеров Halot. Halot Box предлагает два отдельных меню для нарезки частей: Основные параметры и Дополнительные параметры . (Изображение предоставлено Creality) Halot Box — это полнофункциональный слайсер, способный импортировать модели, делать их полыми для печати смолой, добавлять поддерживающие структуры и даже более продвинутые функции, такие как добавление текста, нарезка модели на части и измерения между двумя точками. Эти функции делают Halot Box таким же многофункциональным, как ChituBox и слайсер Lychee, оба из которых также совместимы с Halot-One Plus. (Изображение предоставлено Tom’s Hardware) Я подготовил эту модель дракона, используя настройки Halot Box по умолчанию, включая 5-миллиметровую оболочку после выдолбления, средние настройки поддержки и настройки слайсера по умолчанию. Этот отпечаток, нарезанный толщиной слоя 0,05 мм и выдержкой 3 секунды, распечатывался чуть более 12 часов с использованием смолы Anycubic Water Washable Aqua Grey. Процесс импорта модели, выемки, добавления дренажных отверстий, добавления поддержки и нарезки занял около 5 минут и был интуитивно понятным и простым. Изображение 1 из 3 (Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware) Сравнение Creality Halot-One Plus и Elegoo Mars 3(Изображение предоставлено Tom’s Аппаратное обеспечение) Монохромный ЖК-дисплей с разрешением 4K на Creality Halot-One Plus делает его естественным конкурентом небольших полимерных принтеров, таких как Elegoo Mars 3, но больший объем печати и возможности Wi-Fi помогают ему вытеснить большинство конкурентов.
Halot-One Plus выглядит несколько приземистым по сравнению с более высоким и узким Mars 3, а большой ЖК-экран на передней панели делает его более похожим на электроприбор, чем на 3D-принтер. Объем сборки находится где-то между Elegoo Mars 3 и Elegoo Saturn, и цена также находится между ними. (Изображение предоставлено Tom’s Hardware) Halot-One Plus немного больше по размеру, чем Mars 3, но различия в объеме сборки и площади X/Y очевидны при сравнении двух. Платформа сборки Halot-One Plus имеет слегка текстурированную поверхность, что придает печатным деталям более сложную поверхность для соединения во время печати. Размещение платформы Halot-One Plus и Mars 3 бок о бок подчеркивает разницу в площади сборки: Halot-One Plus на целый дюйм длиннее по оси X и почти на полдюйма шире по оси Y. ось. Разница в площади сборки дополняется увеличением разрешения в пикселях, благодаря чему размер пикселя Halot-One Plus XY составляет 0,04 мм, что на 5 микрон отличается от разрешения 0,035 мм у Mars 3. (Изображение предоставлено Tom’s Hardware) Печать большой модели на Creality Halot-One Plus(Изображение предоставлено Creality) Платформа сборки на Creality Halot-One Plus достаточно велика, чтобы вместить бюсты из Loot Студия , поэтому я напечатал бюст Корута Мехапилиана. (Изображение предоставлено Tom’s Hardware) Первая заполненная платформа сборки печаталась безупречно, а уровень детализации был невероятным. Текстура, похожая на ящерицу, на модели выглядела реалистично, а гладкие компоненты брони имели однородный и ровный вид. 3-секундная экспозиция показалась идеально подходящей для этой смолы, так как поддерживающий материал легко отламывался и не оставлял больших оспин на модели. Изображение 1 из 3 (Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware) После мытья и отверждения модели общее качество поверхности все еще было очень впечатляющим. (Изображение предоставлено Tom’s Hardware) Окончательно собранный бюст больше похож на предмет коллекционирования из смолы, чем на 3D-принт, и общее качество было таким же хорошим, как у любого 3D-принтера из смолы стоимостью менее 2500 долларов, который я использовал. Соединения подходят друг к другу с помощью простых штифтов и отверстий, и они обеспечивают идеальную посадку с трением. На модели отчетливо видна текстура кожи ящерицы, а мелкая детализация брони легко видна без увеличения. Печать моделей из Creality Cloud(Изображение предоставлено Creality) Creality внедрила Creality Cloud в свое программное обеспечение Halot Box, которое позволяет пользователям загружать модели прямо из Интернета в свой слайсер. Например, на первой странице Creality Cloud я увидел модель кольчуги от Агустина «Flowalistik» Арройо . Эта модель в настоящее время доступна с лицензией Creative Commons Attribution, что означает, что при совместном использовании модели или производных требуется указание авторства. Модель в Creality Cloud была загружена пользователем «user3265593031» и содержит изображение из Printables, а также имена файлов с «flowalistik», что еще раз доказывает, что они были загружены кем-то другим, а не создателем. (Изображение предоставлено Creality) Модель кольчуги была легко загружена, нарезана и отправлена на печать без каких-либо дополнительных действий через Halot Box. (Изображение предоставлено Tom’s Hardware) Halot-One Plus также может загружать модели из Creality Cloud прямо из интерфейса принтера без использования Halot Box или любого другого программного обеспечения для слайсеров. Хотя это удобная функция, она по-прежнему подвержена тем же проблемам, что и загрузка моделей из Creality Cloud через Halot Box. Например, я загрузил этот файл Minion из интерфейса принтера, но у меня нет простого способа определить, кто был первоначальным дизайнером, какую лицензию на авторские права он использовал и каковы его намерения в отношении печатной модели. Кроме того, модель напечатана полностью твердой и использовала значительно больше смолы, чем я ожидал для такого маленького отпечатка. Изображение 1 из 3 (Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware) и высокопроизводительный принтер, который хорошо работал во время нашего тестирования и произвел на меня впечатление качеством отпечатков, сделанных с минимальной настройкой настроек по умолчанию или без нее при использовании слайсера Halot Box. Рабочий объем 172 мм x 102 мм x 160 мм больше, чем у других принтеров с аналогичной ценой, а разрешение 4K маскирующего ЖК-дисплея обеспечивает четкую детализацию и прекрасные функции. Halot-One Plus находится в неудобном месте между 3D-принтерами из полимерных материалов малого и большого формата, и трудно понять, есть ли место на рынке для этой машины. Большой встроенный ЖК-дисплей и встроенное подключение к Wi-Fi — это то, что вы ожидаете от более дорогого принтера, такого как Prusa SL1S , но пользователи в настоящее время ищут эти функции, а не объем сборки и скорость печати? На этот вопрос сложно ответить, и только время покажет, станет ли Halot-One Plus популярной моделью. Если разрешение не является вашей главной задачей, и вы ищете максимальный объем сборки за свои деньги, Elegoo Saturn (продается на Amazon за 369 долларов США) и Elegoo Saturn 2 (доступен по предварительному заказу). за 550 долларов США) обеспечивают большие объемы сборки по аналогичной цене. Если вы хотите пойти в другом направлении и найти принтер с более высоким разрешением и не беспокоится о цене, Phrozen Sonic Mini 8K обеспечивает потрясающее разрешение XY 0,022 мм по цене 89 долларов.9 ценник. Эндрю Синк впервые использовал 3D-принтер в 2012 году и с тех пор с энтузиазмом участвует в индустрии 3D-печати. Напечатав все, от сканирования собственного мозга до бутерброда с арахисовым маслом и желе, он продолжает все глубже погружаться в бесконечные области применения аддитивных технологий. Он всегда работает над новыми экспериментами, проектами и обзорами и делится своими результатами на Tom’s Hardware, YouTube и т. д. Обзор 3D-принтера Elegoo Saturn: большой объем, высокое качество, отличная цена Аппаратный вердикт Тома |

 Большинство полимерных 3D-принтеров MSLA малого формата используют одну линейную направляющую для перемещения, а системы с двумя направляющими более распространены на более крупных машинах, таких как 9.0075 Elegoo Saturn или Anycubic Mono X . Платформа сборки подвешена на легком металлическом кронштейне и не прогибается даже при печати больших и тяжелых деталей.
Большинство полимерных 3D-принтеров MSLA малого формата используют одну линейную направляющую для перемещения, а системы с двумя направляющими более распространены на более крупных машинах, таких как 9.0075 Elegoo Saturn или Anycubic Mono X . Платформа сборки подвешена на легком металлическом кронштейне и не прогибается даже при печати больших и тяжелых деталей. В чане также есть носик, отлитый в переднем правом и заднем левом углах, что делает переливание смолы из чана и обратно в бутылку простым и беспроблемным процессом. Один из винтов, которыми чан крепится к раме, имел заусенцы на формованном винте с накатанной головкой, и это означало, что винт не мог войти в сопрягаемое отверстие без обрезки. Не серьезная проблема, но определенно проблема контроля качества, которую нужно было выявить до того, как принтер был упакован и отправлен с завода.
В чане также есть носик, отлитый в переднем правом и заднем левом углах, что делает переливание смолы из чана и обратно в бутылку простым и беспроблемным процессом. Один из винтов, которыми чан крепится к раме, имел заусенцы на формованном винте с накатанной головкой, и это означало, что винт не мог войти в сопрягаемое отверстие без обрезки. Не серьезная проблема, но определенно проблема контроля качества, которую нужно было выявить до того, как принтер был упакован и отправлен с завода.
 ось Z. Как только платформа окажется заподлицо с маскирующим ЖК-дисплеем, четыре болта затягиваются, и платформа выравнивается.
ось Z. Как только платформа окажется заподлицо с маскирующим ЖК-дисплеем, четыре болта затягиваются, и платформа выравнивается. Смола может быть вредной при контакте с кожей, поэтому обязательно надевайте перчатки при заливке, очистке или обращении с неотвержденной смолой. Я также обязательно надеваю перчатки при снятии платформы сборки после печати, так как смола имеет тенденцию скапливаться на верхней части платформы и может капать, пока платформа снимается.
Смола может быть вредной при контакте с кожей, поэтому обязательно надевайте перчатки при заливке, очистке или обращении с неотвержденной смолой. Я также обязательно надеваю перчатки при снятии платформы сборки после печати, так как смола имеет тенденцию скапливаться на верхней части платформы и может капать, пока платформа снимается. Эта модель предварительно нарезана с использованием тех же настроек, что и в Halot Box (высота слоя 0,05 мм, время экспозиции слоя 3 секунды, время экспозиции базового слоя 40 секунд и т. д.), и готова к печати непосредственно с флэш-накопителя USB.
Эта модель предварительно нарезана с использованием тех же настроек, что и в Halot Box (высота слоя 0,05 мм, время экспозиции слоя 3 секунды, время экспозиции базового слоя 40 секунд и т. д.), и готова к печати непосредственно с флэш-накопителя USB. Поддерживающая конструкция легко снимается и оставляет минимальные следы на распечатанной модели. К сожалению, во время стирки я сломал молоток, но без особых усилий смог приклеить его обратно. Шипы на броне, тонкий хвост и другие детали, присутствующие на этой модели, четкие и в фокусе, и я полагаю, что любой, кто приобрел этот принтер для изготовления миниатюр, сразу же обрадуется, увидев, что вышла такая качественная модель. принтера без дополнительной подготовки.
Поддерживающая конструкция легко снимается и оставляет минимальные следы на распечатанной модели. К сожалению, во время стирки я сломал молоток, но без особых усилий смог приклеить его обратно. Шипы на броне, тонкий хвост и другие детали, присутствующие на этой модели, четкие и в фокусе, и я полагаю, что любой, кто приобрел этот принтер для изготовления миниатюр, сразу же обрадуется, увидев, что вышла такая качественная модель. принтера без дополнительной подготовки. Как и ожидалось, Основные параметры содержат такие параметры, как толщина слоя, время экспозиции, высота подъема платформы сборки и другие, которые пользователи, вероятно, будут настраивать чаще всего. Эти параметры предварительно заполнены параметрами, которые больше ориентированы на успех, а не на скорость, с 3-секундной экспозицией слоя и 40-секундной экспозицией начальных слоев. Расширенные параметры содержит более сложные параметры, такие как компенсация усадки по осям X, Y и Z, сглаживание и другие параметры.
Как и ожидалось, Основные параметры содержат такие параметры, как толщина слоя, время экспозиции, высота подъема платформы сборки и другие, которые пользователи, вероятно, будут настраивать чаще всего. Эти параметры предварительно заполнены параметрами, которые больше ориентированы на успех, а не на скорость, с 3-секундной экспозицией слоя и 40-секундной экспозицией начальных слоев. Расширенные параметры содержит более сложные параметры, такие как компенсация усадки по осям X, Y и Z, сглаживание и другие параметры.
 Вместо того, чтобы сосредотачиваться на высоте Z, Halot-One Plus имеет большую площадь поверхности на рабочей платформе, предоставляя дополнительное пространство для печати нескольких деталей.
Вместо того, чтобы сосредотачиваться на высоте Z, Halot-One Plus имеет большую площадь поверхности на рабочей платформе, предоставляя дополнительное пространство для печати нескольких деталей. 29 x 9.57 x 16.46 inches
29 x 9.57 x 16.46 inches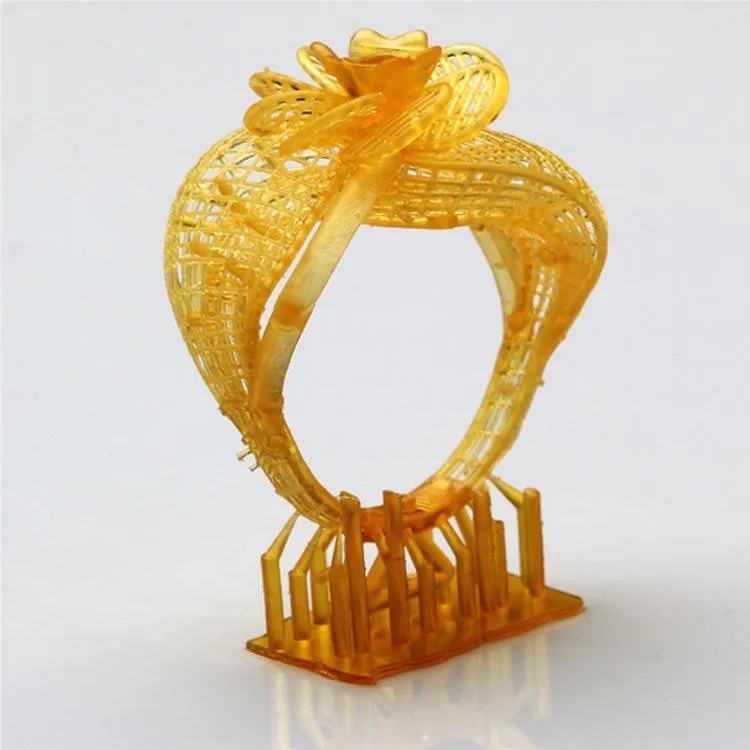 Кроме того, встроенная система фильтрации воздуха, большой ЖК-дисплей и линейные направляющие с двойной осью Z придают Halot-One Plus более индустриальный вид. Порт USB на передней панели упрощает замену USB-накопителей на обоих принтерах, но кнопка питания на Halot-One Plus расположена на задней панели устройства, в отличие от кнопки питания на передней панели на Mars 3.
Кроме того, встроенная система фильтрации воздуха, большой ЖК-дисплей и линейные направляющие с двойной осью Z придают Halot-One Plus более индустриальный вид. Порт USB на передней панели упрощает замену USB-накопителей на обоих принтерах, но кнопка питания на Halot-One Plus расположена на задней панели устройства, в отличие от кнопки питания на передней панели на Mars 3. Модель печатается в 5 частях: бюст, левая рука, правая рука, основание и миниган. Мне удалось поместить бюст и обе руки на единую сборочную платформу, а миниган и основу напечатать отдельно. Обработка этих файлов в Halot Box была простой: нужно было просто перетащить модели в окно, щелкнуть «срез» и экспортировать. Никаких дополнительных шагов не потребовалось, и я использовал Anycubic Grey Craftsman Resin (открывается в новой вкладке) и настройки экспозиции по умолчанию.
Модель печатается в 5 частях: бюст, левая рука, правая рука, основание и миниган. Мне удалось поместить бюст и обе руки на единую сборочную платформу, а миниган и основу напечатать отдельно. Обработка этих файлов в Halot Box была простой: нужно было просто перетащить модели в окно, щелкнуть «срез» и экспортировать. Никаких дополнительных шагов не потребовалось, и я использовал Anycubic Grey Craftsman Resin (открывается в новой вкладке) и настройки экспозиции по умолчанию. Гладкие поверхности имеют ровный вид, и практически отсутствуют линии слоев благодаря высоте слоя 0,05 мм и разрешению X/Y 0,04 мм. Выступы, оставленные опорной конструкцией, легко отделяются, и их можно удалить, просто проведя по ним пинцетом.
Гладкие поверхности имеют ровный вид, и практически отсутствуют линии слоев благодаря высоте слоя 0,05 мм и разрешению X/Y 0,04 мм. Выступы, оставленные опорной конструкцией, легко отделяются, и их можно удалить, просто проведя по ним пинцетом. Эта функция подверглась тщательной проверке из-за широко распространенных злоупотреблений, связанных с возможностью массовой загрузки моделей, независимо от их авторских прав или намерений дизайнера. YouTuber Bryan Vines сделал отличное видео , обсуждая эту тему, которое показывает, как платформа должна была использоваться по сравнению с текущим использованием.
Эта функция подверглась тщательной проверке из-за широко распространенных злоупотреблений, связанных с возможностью массовой загрузки моделей, независимо от их авторских прав или намерений дизайнера. YouTuber Bryan Vines сделал отличное видео , обсуждая эту тему, которое показывает, как платформа должна была использоваться по сравнению с текущим использованием. Хотя это делает поиск и загрузку моделей простым процессом, тревожно видеть, что у первоначального создателя нет эффективных средств для ограничения этого типа пиратства. В этом случае я знал об оригинальном создателе, но было бы совершенно понятно, что большинство пользователей могут этого не знать и даже могут подумать, что модель была предоставлена Creality напрямую.
Хотя это делает поиск и загрузку моделей простым процессом, тревожно видеть, что у первоначального создателя нет эффективных средств для ограничения этого типа пиратства. В этом случае я знал об оригинальном создателе, но было бы совершенно понятно, что большинство пользователей могут этого не знать и даже могут подумать, что модель была предоставлена Creality напрямую.

| Машино -след | 11,02 «x 9,44» x 17,55 «(28 см x 24 см x 44,6 см) |
| Объем | 7.55. x 200mm) |
| Resin | DLP Photopolymer Resin |
| UV Light | 405nm UV LED Matrix |
| Masking LCD Resolution | 3840 x 2400 |
| Masking LCD Size | 8,9-дюймовый |
| Интерфейс | 3,5-дюймовый ЖК-экран |
| XY Axis Resolution | .05MM |
Elegoo Saturn поставляется в хорошо упакованной коробке и включает в себя все аксессуары, необходимые для начала печати сразу после распаковки принтера. В комплект поставки входят металлический скребок (для удаления деталей с платформы сборки), пластиковый скребок (для удаления деталей с листа FEP и перемешивания смолы), несколько бумажных воронок с проволочной сеткой (для фильтрации смолы), проволока. резаки (для удаления вспомогательного материала), латексные перчатки и большое количество запасных болтов, шестигранных ключей и других деталей, которые легко потерять. Входящий в комплект USB-накопитель поставляется с предварительно загруженным тестовым отпечатком, приложением для слайсера Chitubox, цифровой копией руководства пользователя и несколькими файлами с сайта репозитория 3D-моделей MyMiniFactory.
В комплект поставки входят металлический скребок (для удаления деталей с платформы сборки), пластиковый скребок (для удаления деталей с листа FEP и перемешивания смолы), несколько бумажных воронок с проволочной сеткой (для фильтрации смолы), проволока. резаки (для удаления вспомогательного материала), латексные перчатки и большое количество запасных болтов, шестигранных ключей и других деталей, которые легко потерять. Входящий в комплект USB-накопитель поставляется с предварительно загруженным тестовым отпечатком, приложением для слайсера Chitubox, цифровой копией руководства пользователя и несколькими файлами с сайта репозитория 3D-моделей MyMiniFactory.
(Изображение предоставлено Tom’s Hardware)
Elegoo отправила этот Saturn с наклейкой «tomshardware.com», нанесенной на устойчивую к ультрафиолетовому излучению крышку, что было приятным штрихом для устройства для обзора. Насколько я могу судить, это единственное различие между этим устройством и обычным розничным устройством, поэтому мой опыт работы с этим принтером должен быть таким же, как у вас, если вы покупаете его непосредственно у Elegoo.
(Изображение предоставлено Tom’s Hardware)
Saturn — это типичный полимерный 3D-принтер MSLA, в котором используется чан со смолой, маскирующий ЖК-дисплей, источник ультрафиолетового излучения и единственная ось движения. Сборка этого принтера заняла у меня менее пяти минут, и большую часть времени я потратил на извлечение пенопласта и упаковки из коробки. Принтер не требует какой-либо механической или электрической сборки, его необходимо только откалибровать перед печатью. Процесс калибровки практически не требует усилий (подробнее об этом позже), а процесс готового к работе кажется быстрым и легким.
Изображение 1 из 2
(Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware)
В Saturn используется 8,9-дюймовый маскирующий ЖК-экран с разрешением 3840 x 2400, что обеспечивает эффективное разрешение XY 0,05 мм. Маскирующий ЖК-дисплей поставляется с парой защитных наклеек во время транспортировки, и я без проблем удалил их перед печатью. Черную защитную ленту вокруг маскирующего ЖК-дисплея необходимо оставить на машине, и в руководстве обязательно упоминается об этом в первую очередь, чтобы новый пользователь случайно не снял ее при удалении остальных наклеек.
Черную защитную ленту вокруг маскирующего ЖК-дисплея необходимо оставить на машине, и в руководстве обязательно упоминается об этом в первую очередь, чтобы новый пользователь случайно не снял ее при удалении остальных наклеек.
Изображение 1 из 2
(Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware)
Ванночка для смолы на Saturn использует четыре болта, которые выступают снизу в качестве установочных стоек, что делает фиксацию ванны на месте быстрой и воспроизводимой. процесс. Одна из самых больших проблем, с которыми я сталкиваюсь при очистке ванн для смолы, заключается в том, что они обычно плотно прилегают к поверхности, на которую они уложены, тонкой пленкой FEP, поэтому даже небольшой удар по столу может привести к их деформации или деформации. Четыре стойки по углам ванны Saturn удерживают пленку FEP слегка приподнятой во время очистки, что является небольшой особенностью, но долгожданным изменением в дизайне.
На баке для смолы также напечатана линия максимального заполнения, которая снимает стресс от возможного переполнения и разлива смолы. Эта особенность, а также носик, встроенный в чан, указывает на то, что Elegoo уделила внимание потребностям пользователей, которые часто меняют чан или сливают и заменяют смолу.
Эта особенность, а также носик, встроенный в чан, указывает на то, что Elegoo уделила внимание потребностям пользователей, которые часто меняют чан или сливают и заменяют смолу.
Изображение 1 из 2
(Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware)
В отличие от большинства полимерных 3D-принтеров MSLA, которые используют одну линейную направляющую для оси Z, Saturn использует ходовой винт с резьбой и пару линейных рельсы для дополнительной устойчивости. Saturn имеет больший объем сборки, чем большинство 3D-принтеров MSLA, а это означает, что к консольной платформе сборки подвешен больший вес. Между этими двумя направляющими и прочным механически обработанным кронштейном для рабочей платформы Saturn может печатать, не сгибая кронштейн рабочей платформы во время подъема, и я был впечатлен жесткостью системы.
(Изображение предоставлено Tom’s Hardware)
Saturn использует USB-накопитель для передачи файлов на принтер, а также соединение Ethernet для добавления машины в сеть. Если вы заинтересованы в использовании Saturn как части крупной печатной фермы, возможность подключения машины к сети означает, что вы можете передавать файлы без необходимости использования внешнего диска. Два вентилятора на задней панели устройства обеспечивают поток воздуха для платы контроллера и источника УФ-светодиода, но не обеспечивают фильтрацию воздуха, как вентилятор в Elegoo Mars 2 Pro. Несмотря на отсутствие фильтрации воздуха, Saturn, похоже, не издавал запаха хуже, чем Mars 2 Pro во время печати, но если вас беспокоит качество воздуха, вы должны принять это во внимание.
Если вы заинтересованы в использовании Saturn как части крупной печатной фермы, возможность подключения машины к сети означает, что вы можете передавать файлы без необходимости использования внешнего диска. Два вентилятора на задней панели устройства обеспечивают поток воздуха для платы контроллера и источника УФ-светодиода, но не обеспечивают фильтрацию воздуха, как вентилятор в Elegoo Mars 2 Pro. Несмотря на отсутствие фильтрации воздуха, Saturn, похоже, не издавал запаха хуже, чем Mars 2 Pro во время печати, но если вас беспокоит качество воздуха, вы должны принять это во внимание.
Выравнивание рабочей платформы на Elegoo Saturn
(Изображение предоставлено Tom’s Hardware)
При печати на полимерном 3D-принтере MSLA вам нужно, чтобы рабочая платформа была идеально выровнена с пленкой FEP, чтобы смола отверждалась равномерно по всему слою. . Этот процесс выравнивания может быть проблемой для новичков, и неудачные отпечатки могут быть неприятными из-за плохого выравнивания платформы.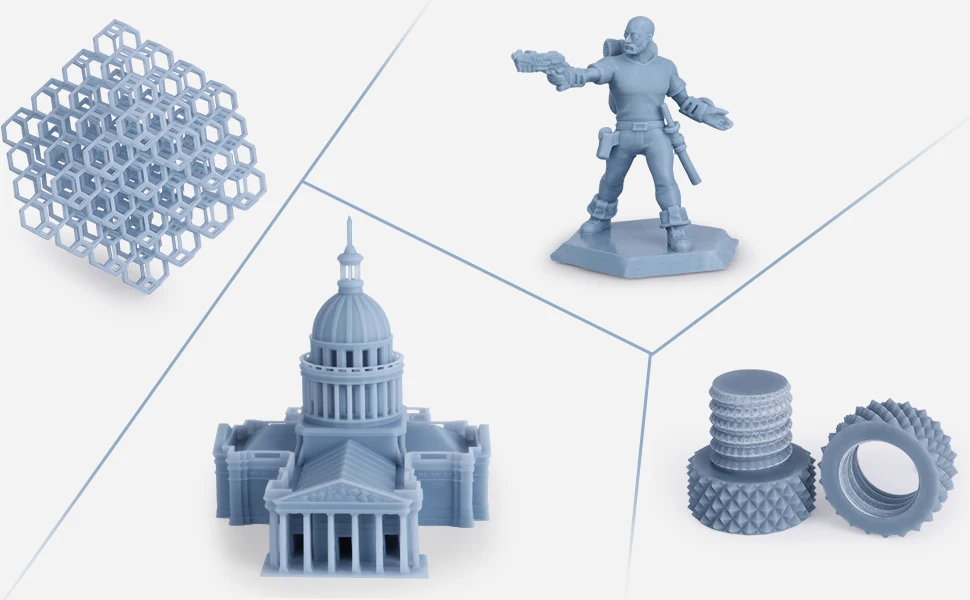 Elegoo решил эту проблему, используя уникальный процесс выравнивания, который является быстрым, простым и легким в выполнении. Elegoo Saturn использует платформу для сборки, жестко закрепленную двумя болтами, и включает простые пошаговые инструкции для процесса выравнивания.
Elegoo решил эту проблему, используя уникальный процесс выравнивания, который является быстрым, простым и легким в выполнении. Elegoo Saturn использует платформу для сборки, жестко закрепленную двумя болтами, и включает простые пошаговые инструкции для процесса выравнивания.
Изображение 1 из 2
(Изображение предоставлено компанией Tom’s Hardware) (Изображение предоставлено компанией Tom’s Hardware) в исходное положение и наблюдал, как платформа для сборки самовыравнивается и сидит идеально ровно. Как только ось остановилась, я просто затянул два винта в указанном порядке и поднял платформу для сборки. По сравнению с процессом выравнивания на таком принтере, как Longer Orange 10, в котором используются четыре винта, которые необходимо затягивать в виде звезды и которые имеют тенденцию смещаться во время затяжки, установка Saturn практически не требует усилий.
Безопасность печати с Elegoo Saturn
(Изображение предоставлено Tom’s Hardware)
В Elegoo Saturn используется УФ-полимер с длиной волны 405 нм, материал, с которым необходимо обращаться безопасно, когда он находится в неотвержденном состоянии, чтобы избежать травм. Смола может быть вредной при контакте с кожей, поэтому обязательно надевайте перчатки при заливке, очистке или обращении с неотвержденной смолой. Я также обязательно надеваю перчатки при снятии платформы сборки после печати, так как смола имеет тенденцию скапливаться на верхней части платформы и может капать, пока платформа снимается.
Смола может быть вредной при контакте с кожей, поэтому обязательно надевайте перчатки при заливке, очистке или обращении с неотвержденной смолой. Я также обязательно надеваю перчатки при снятии платформы сборки после печати, так как смола имеет тенденцию скапливаться на верхней части платформы и может капать, пока платформа снимается.
Убедитесь, что вы используете Saturn в хорошо проветриваемом помещении, чтобы свести к минимуму опасность вдыхания паров. Любые разливы или незастывшая смола, прилипшая к поверхности, должны быть очищены с помощью 99% изопропилового спирта, а контейнер для смолы должен быть закрыт и закреплен, когда материал не заливается активно.
(Изображение предоставлено Tom’s Hardware)
Рабочая платформа Saturn имеет трапециевидную форму, что позволяет стекать неотвержденной смоле и предотвращает ее скопление на верхней части платформы во время печати. Несмотря на такую форму, я заметил, что смола имеет тенденцию скапливаться на самом краю платформы, и я не мог не задаться вопросом, поможет ли более агрессивный угол или скошенный край, чтобы больше смолы стекало обратно в чан. во время печати. Это относительно незначительный момент, так как большая часть смолы будет капать вниз во время печати, а очистка края платформы сборки не требует особых усилий.
во время печати. Это относительно незначительный момент, так как большая часть смолы будет капать вниз во время печати, а очистка края платформы сборки не требует особых усилий.
Печать прилагаемых тестовых отпечатков на Elegoo Saturn
Большинство 3D-принтеров включают подготовленный тестовый отпечаток, чтобы производитель мог продемонстрировать сильные стороны своей машины. Несмотря на эту относительно простую предпосылку, я обнаружил, что пробные отпечатки могут быть источником разочарования для начинающих пользователей, поскольку у них есть тенденция к возникновению проблем, которые большинство начинающих пользователей не ожидают.
Изображение 1 из 2
(Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware)
К сожалению, Elegoo Saturn отстает в этой категории, и мой опыт с включенным тестовым отпечатком был действительно единственным серьезным разочарованием, которое я испытал, когда писал этот обзор. Saturn включает пробный отпечаток на прилагаемом USB-накопителе под названием «_Rook_SATURN. ctb», который состоит из двух шахматных фигур с мелкими деталями внутри и снаружи модели. Эта пробная печать выполняется за очень разумные 3 часа 49 минут, и я был впечатлен мельчайшими деталями на моделях после завершения печати. К сожалению, здесь дело приняло некоторый оборот.
ctb», который состоит из двух шахматных фигур с мелкими деталями внутри и снаружи модели. Эта пробная печать выполняется за очень разумные 3 часа 49 минут, и я был впечатлен мельчайшими деталями на моделях после завершения печати. К сожалению, здесь дело приняло некоторый оборот.
(Изображение предоставлено Tom’s Hardware)
Платформа сборки на Saturn имеет текстурированное покрытие, обработанное пескоструйной обработкой, которое способствует прилипанию отвержденной смолы во время печати и предотвращает расслоение деталей. При снятии детали тонкая подложка может быть согнута (как показано на рисунке выше), что позволяет детали легко отсоединиться от платформы сборки без особых проблем. Это тонкий баланс; слишком тонкий, и деталь не будет прилипать к пластине, слишком толстый, и деталь не может быть легко удалена. У меня не было проблем ни с одной из частей, которые я нарезал в Chitubox, но, как вы увидите ниже, прилагаемый тестовый отпечаток было значительно труднее удалить.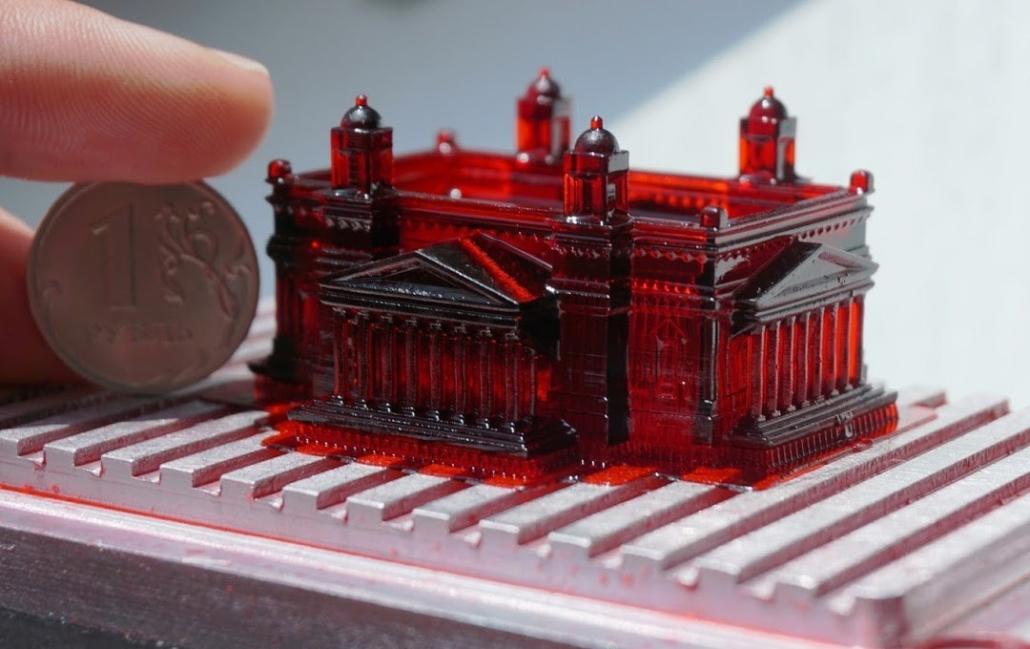
(Изображение предоставлено Tom’s Hardware)
После печати детализация ладей была впечатляющей, но твердое основание модели, напечатанное непосредственно на рабочей пластине, не представляло собой интуитивно понятного метода удаления. После использования входящего в комплект металлического скребка и попытки аккуратно отделить детали, я задался вопросом, было ли это распространенной проблемой или смола Elegoo Water Washable Ceramic Grey, которую я использовал, просто не совместима с предоставленными настройками. Быстрый поиск в Google «Тестовая часть Elegoo Saturn застряла на пластине» показывает, что это нередкая проблема: некоторые пользователи прибегают к использованию резинового молотка для удаления деталей с рабочей пластины.
(Изображение предоставлено Tom’s Hardware)
В конце концов мне удалось снять отпечатки с кровати, но это потребовало значительно больше усилий, чем мне было удобно, и в результате обе части были отколоты вдоль нижнего слоя. Этого можно было бы избежать с помощью демонстрационной модели, которая была подвешена к опорной конструкции или просто использовала жертвенный плот во время печати, чтобы предотвратить печать такой широкой и толстой модели непосредственно на рабочей пластине.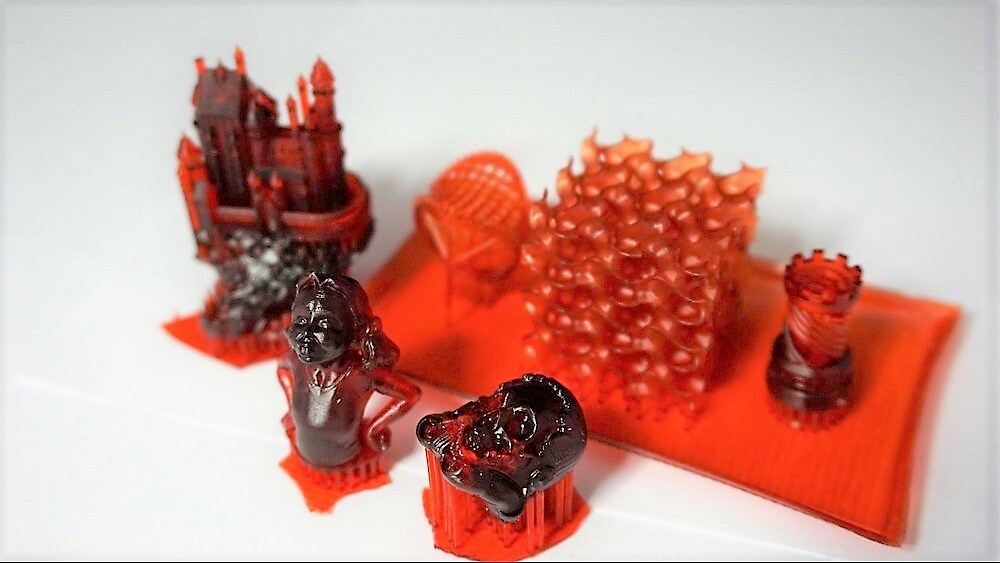 Стоит отметить, что это был единственный раз, когда я столкнулся с этой проблемой во время этого обзора. Остальные детали, которые я подготовил с помощью Chitubox для печати, легко снимались и не требовали чрезмерных усилий для снятия с пластины.
Стоит отметить, что это был единственный раз, когда я столкнулся с этой проблемой во время этого обзора. Остальные детали, которые я подготовил с помощью Chitubox для печати, легко снимались и не требовали чрезмерных усилий для снятия с пластины.
Подготовка файлов к печати с помощью Chitubox
(Изображение предоставлено Chitubox)
Elegoo Saturn использует Chitubox для нарезки, подготовки и экспорта файлов для 3D-печати. Chitubox — это многофункциональная программа, которая снижает потребность во вторичных программах для создания опор, полых моделей или внесения других изменений, которые обычно требуют более длительного рабочего процесса. Общий процесс подготовки 3D-модели для 3D-печати смолой выглядит следующим образом:
- Импорт 3D-модели
- Угол модели для печати (избегание широких поперечных сечений для навесе)
- Полая модель
- 4ADD Дренажные отверстия
- Генерировать вспомогательный материал
- SLICER
- УДАЛИТЬ ОСТРОВ
- .
 поскольку каждый шаг может быть выполнен в программном обеспечении без необходимости экспортировать файл в различные сторонние программы. Chitubox также включает встроенный профиль для Elegoo Saturn, который дает результаты хорошего качества без каких-либо настроек или модификаций. Я был поклонником Chitubox с тех пор, как начал его использовать, а простота использования и встроенная поддержка Saturn делают его логичным выбором.
поскольку каждый шаг может быть выполнен в программном обеспечении без необходимости экспортировать файл в различные сторонние программы. Chitubox также включает встроенный профиль для Elegoo Saturn, который дает результаты хорошего качества без каких-либо настроек или модификаций. Я был поклонником Chitubox с тех пор, как начал его использовать, а простота использования и встроенная поддержка Saturn делают его логичным выбором.(Изображение предоставлено Chitubox)
Профиль для Saturn, включенный в Chitubox, — это то, что я считаю хорошей отправной точкой для базовых настроек. Разрешение по оси Z, равное 0,05 мм, достаточно велико, чтобы обеспечить хорошее качество печати, но не настолько велико, чтобы вызывать слишком длительное время печати. Время отверждения каждого слоя 2,5 секунды делает Saturn более быстрым принтером по сравнению с машинами с временем отверждения слоя 9 секунд, такими как Creality LD-002R.
(Изображение предоставлено Tom’s Hardware)
Для первого теста я использовал модель Ancient Statue от Loot Studios и подготовил ее с настройками по умолчанию в Chitubox без каких-либо модификаций.
 В качестве смолы я использовал смываемую водой керамическую краску Elegoo Grey (открывается в новой вкладке), которая очень хорошо работала для меня в прошлом на Elegoo Mars 2 Pro. В этой модели использовалось около 28 граммов смолы, и она была напечатана менее чем за 4 часа, что соответствует тому, что я ожидал от 3D-принтера с монохромным ЖК-дисплеем.
В качестве смолы я использовал смываемую водой керамическую краску Elegoo Grey (открывается в новой вкладке), которая очень хорошо работала для меня в прошлом на Elegoo Mars 2 Pro. В этой модели использовалось около 28 граммов смолы, и она была напечатана менее чем за 4 часа, что соответствует тому, что я ожидал от 3D-принтера с монохромным ЖК-дисплеем.Изображение 1 из 2
(Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware)
Водосмываемая смола Ceramic Grey выглядела великолепно после печати, а процесс удаления поддерживающей структуры упрощен благодаря тому, что для удаления излишков смолы не требуется изопропиловый спирт или другие химические вещества. Быстрое замачивание в небольшой емкости с горячей водой растворило излишки смолы с поверхности принтера, а также смягчило опорную структуру. После удаления поддерживающей конструкции я вылечил модель в общей сложности в течение двух минут с шагом в 30 секунд, чтобы предотвратить ее деформацию.

(Изображение предоставлено Tom’s Hardware)
Прежде чем рассматривать эту модель, стоит задуматься о процессе печати. Все шаги по созданию этой модели просты и понятны, и новичок может легко выполнить калибровку станины, заполнить емкость для смолы и обработать файл для печати. Полученный отпечаток выглядит четким и детализированным, и даже мелкие детали, такие как трещины в камне статуи, исчезают и не требуют дополнительной обработки. Если оставить в стороне широкоформатный характер Elegoo Saturn, легко понять, почему эта машина пользуется таким спросом; он прост в использовании, дает результаты хорошего качества, а родное программное обеспечение не требует доработки или настройки.
Сравнение размеров печати Elegoo Mars 2 Pro и Elegoo Saturn
Изображение 1 из 2
(Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware) , поэтому имеет смысл сравнить два 3D-принтера напрямую. Saturn использует маскирующий ЖК-дисплей с более высоким разрешением, но увеличенный размер ЖК-дисплея означает, что разрешение XY (размер пикселя) на обеих машинах составляет 0,05 мм.
 Это означает, что деталь, напечатанная на Mars 2 Pro и Saturn с использованием одних и тех же настроек, приведет к получению двух деталей, которые должны быть неотличимы друг от друга.
Это означает, что деталь, напечатанная на Mars 2 Pro и Saturn с использованием одних и тех же настроек, приведет к получению двух деталей, которые должны быть неотличимы друг от друга.Elegoo Mars 2 Pro Elegoo Saturn Masking LCD Resolution 1620 x 2560 3840 x 2400 XY Resolution .05mm .05mm Размеры конструкции 5,08 x 3,15 x 6,3 дюйма 7,55 x 4,72 x 7,87 дюйма Объем сборки 100,81 кубических дюйма 6 8008.8.0084
Размеры принтера 7,87 x 7,87 x 16,14 дюйма 11,02 x 9,44 x 17,55 дюйма Принтер. ) 10,0% 15,4% При розничной цене 500 долларов Saturn предлагает почти в 3 раза больше общего объема сборки (280 кубических дюймов против 100 кубических дюймов) Mars 2 Pro, который продается за 330 долларов.
 Если вас интересует производительность и возможность печати в больших объемах, Saturn может производить большие партии деталей с тем же разрешением, что и Mars 2 Pro. Однако, если вы ищете готовую деталь с более высоким разрешением и не заинтересованы в большом размере сборки, ЖК-принтер 4K, такой как Phrozen Sonic Mini 4K, будет лучшим выбором.
Если вас интересует производительность и возможность печати в больших объемах, Saturn может производить большие партии деталей с тем же разрешением, что и Mars 2 Pro. Однако, если вы ищете готовую деталь с более высоким разрешением и не заинтересованы в большом размере сборки, ЖК-принтер 4K, такой как Phrozen Sonic Mini 4K, будет лучшим выбором.Изображение 1 из 2
(Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware)
Печать большой сборки на Elegoo Saturn
(Изображение предоставлено Tom’s Hardware)
Большой объем сборки и быстрота каждого слоя Время печати Elegoo Saturn делает его идеальным для печати моделей, которые обычно слишком велики или требуют много времени для печати на меньшем полимерном принтере MSLA, таком как Longer Orange 10. Чтобы проверить способность Saturn печатать большие модели в нескольких штук одновременно, я загрузил модель Olympus Rider из Loot Studios. Эта модель крылатого пегаса в комплекте с всадником, вооруженным копьем, состоит из шести отдельных частей и одной большой подставки.

(Изображение предоставлено Chitubox)
К сожалению, функция автоматического размещения в Chitubox не смогла автоматически разместить все эти детали на платформе сборки, чтобы распечатать их как единое целое. После ручного вращения деталей я смог разместить все, кроме основания модели, на одном лотке. Это была бы амбициозная печать даже при самых благоприятных обстоятельствах, поскольку она покрывала бы большую часть площади поверхности платформы для сборки и создавала бы сильное всасывание при перемещении платформы вверх и вниз. После нарезки Chitubox показал расчетное время сборки 7 часов 10 минут, а также использование материала 128 мл. Я не был уверен, сможет ли Saturn справиться с такой амбициозной печатью, но мне не терпелось увидеть, сможет ли эта труднодоступная машина оправдать свою репутацию.
Изображение 1 из 2
(Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware)
Saturn напечатал каждую деталь на сборочной платформе без каких-либо дефектов, и я был искренне удивлен и впечатлен тем, насколько легко Saturn справляется с этим.
 такое большое и сложное строение. Смола Elegoo Water Washable создала поддерживающую структуру, которая легко удалялась и оставляла минимальные следы на готовой модели.
такое большое и сложное строение. Смола Elegoo Water Washable создала поддерживающую структуру, которая легко удалялась и оставляла минимальные следы на готовой модели.(Изображение предоставлено Tom’s Hardware)
После ополаскивания и отверждения на станции отверждения/промывки Elegoo Mercury Plus я разложил детали и собрал модель, используя клей DAP RapidFuse CA, который мне больше всего нравится для прочного соединения смоляные отпечатки, подобные этому. Конечным результатом является мелко детализированный отпечаток размером девять дюймов в ширину и шесть с половиной дюймов в высоту, и это один из самых больших отпечатков MSLA из смолы, которые я когда-либо делал. Процесс преобразования 3D-модели в 3D-печать был безупречным и простым, и благодаря этой модели Saturn навсегда занял место в моем личном списке самых любимых 3D-принтеров.
Изображение 1 из 2
(Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware)
Одновременная печать нескольких миниатюр на Elegoo Saturn
(Изображение предоставлено Tom’s Hardware)
Одна из ключевых возможностей большой сборки Объемный полимерный 3D-принтер MSLA, такой как Elegoo Saturn, позволяет печатать несколько деталей одновременно.
 Saturn — популярный принтер среди пользователей, интересующихся настольными играми, а большой объем сборки идеально подходит для печати нескольких миниатюр за один раз. Поскольку скорость печати определяется количеством слоев, а не количеством миниатюр, печать одной миниатюры или полной платформы сборки, заполненной ими, занимает одинаковое количество времени.
Saturn — популярный принтер среди пользователей, интересующихся настольными играми, а большой объем сборки идеально подходит для печати нескольких миниатюр за один раз. Поскольку скорость печати определяется количеством слоев, а не количеством миниатюр, печать одной миниатюры или полной платформы сборки, заполненной ими, занимает одинаковое количество времени.В качестве теста производительности принтера я заполнил платформу для сборки некоторыми врагами из выпуска Ghostly Odyssey от Loot Studios, в котором представлены детализированные существа и человеческие 32-миллиметровые миниатюры. 1 из 2 поперечное сечение. Chitubox справился с нарезкой этого большого лотка, не вспотев, и я легко смог разместить несколько моделей и основ для одновременной печати 12 деталей. Chitubox дал оценку в 3 часа 51 минуту, что является привлекательной скоростью печати для такого большого количества деталей.
Модели имеют уже сгенерированную опорную структуру, поэтому после нарезки все, что мне нужно было сделать, это обнаружить и удалить островки (маленькие, несвязанные пиксели, которые могут привести к плавающим битам смолы) и прокрутить представление слоев, чтобы проверить недостающую геометрию.
 . Это быстрый и в значительной степени автоматизированный процесс, ставший возможным благодаря приложению Chitubox, которое я благодарен за то, что Elegoo внутри решила поддержать, а не пытаться создать собственное приложение-слайсер, в котором могут отсутствовать некоторые из этих функций.
. Это быстрый и в значительной степени автоматизированный процесс, ставший возможным благодаря приложению Chitubox, которое я благодарен за то, что Elegoo внутри решила поддержать, а не пытаться создать собственное приложение-слайсер, в котором могут отсутствовать некоторые из этих функций.(Изображение предоставлено Tom’s Hardware)
Как я и ожидал, печать прошла без происшествий. Из-за большого количества поддерживающих структур первый час или около того печати составляет всего лишь сотни крошечных цилиндров (как видно на предварительном просмотре Chitubox выше). Каждый раз, когда платформа для сборки поднималась, это звучало так, как будто снимается ремешок на липучке, поскольку каждая из крошечных опорных структур отделялась от листа FEP с тихим хлопком. Я не мог решить, был ли звук обнадеживающим или нет, но, в конце концов, я благодарен за каждый щелчок, потому что это означало, что принтер работает правильно.
(Изображение предоставлено Tom’s Hardware)
Опорные конструкции легко снять после быстрого замачивания в горячей воде, и все модели чувствовали себя так, как будто они были достаточно отверждены, чтобы стать прочными.
 В частности, мечи и крылья на меньших моделях было легко отделить от опорной конструкции, и я не беспокоился о том, что они оторвутся или разобьются во время чистки.
В частности, мечи и крылья на меньших моделях было легко отделить от опорной конструкции, и я не беспокоился о том, что они оторвутся или разобьются во время чистки.Изображение 1 из 2
(Изображение предоставлено Tom’s Hardware) (Изображение предоставлено Tom’s Hardware)
Даже на этих 32-миллиметровых миниатюрах детали были четкими, а такие детали, как отдельные перья на модели гарпии, хорошо разрешались и могли быть легко различимы. Если вы использовали принтер, такой как Anycubic Photon Mono или Elegoo Mars Pro, этот уровень разрешения (0,05 мм) напрямую сравним с тем, к чему вы привыкли, поэтому большое преимущество Saturn заключается в возможности увеличить выход без потери качества.
Купить Elegoo Saturn сейчас так же сложно, как и PlayStation 5, и она, как правило, распродается сразу после каждого пополнения запасов на Amazon и в официальном магазине Elegoo. После того, как я использовал его для этого обзора, мне стало ясно, почему принтер пользуется таким большим спросом: он быстрый, относительно недорогой и предлагает объем сборки, идеально подходящий для одновременной печати нескольких деталей.
 Saturn регулярно продается за более чем 700 долларов на сайтах подержанных автомобилей, таких как eBay, поэтому найти его может оказаться проблемой в обозримом будущем.
Saturn регулярно продается за более чем 700 долларов на сайтах подержанных автомобилей, таких как eBay, поэтому найти его может оказаться проблемой в обозримом будущем.Я попросил Elegoo прокомментировать относительную нехватку Saturn, и они указали, что причиной дефицита является сочетание высокого спроса и строгого контроля качества.
Эти два принтера продаются слишком быстро, поэтому они всегда распродаются. На самом деле, каждую неделю мы размещали для Amazon больше товаров, но когда они были доступны, они распродавались. Кроме того, наша компания будет тестировать машину перед продажей, так что это стоит некоторого времени.
Elegoo
Высокая производительность Saturn делает его идеальным для одновременной печати нескольких миниатюр, поэтому нет сомнений, что этот принтер станет хитом среди любителей, заинтересованных в печати миниатюр на заказ. Большой объем сборки также дает возможность печатать большие детали за один раз, чего не могут сделать более мелкие машины, такие как Creality LD-002R.
<- Предыдущий пост: Сга 107: СГА 107. Стандарт внешнего государственного аудита Следующий пост: Tenaa: Новости по тегу tenaa, страница 1 из 5 ->
Всего комментариев: 0