3D printer sla: сравнение 3D-принтеров в 2020 году
Содержание
сравнение 3D-принтеров в 2020 году
Сегодня на рынке доступны разнообразные технологи 3D-печати. Ознакомление с нюансами каждой из них помогает понять, чего можно ожидать от окончательных моделей, и решить, какая технология подходит именно вам.
Стереолитография (SLA) и цифровая обработка света (DLP) — две самые распространенные технологии 3D-печати с использованием полимеров. 3D-принтеры, в которых в качестве расходных материалов применяются полимеры, стали очень популярными благодаря способности изготавливать высокоточные, изотропные и водонепроницаемые прототипы и модели, отличающиеся высокой детализацией и гладкой поверхностью.
Если раньше эти технологии были сложными и непомерно дорогими, то сегодня компактные настольные SLA- и DLP-принтеры производят детали промышленного качества по доступной цене и отличаются огромной гибкостью применения благодаря широкому спектру материалов.
Оба этих процесса выборочно воздействуют на жидкий полимер источником света: SLA — лазером, DLP — проектором, формируя очень тонкие твердые слои пластика, которые складываются в твердотельный объект. Хотя принцип действия этих технологий очень похож, они могут давать существенно отличающиеся результаты.
Хотя принцип действия этих технологий очень похож, они могут давать существенно отличающиеся результаты.
В этом подробном руководстве мы расскажем об особенностях этих двух процессов 3D-печати и рассмотрим, как они отличаются в плане разрешающей способности, точности, объема печати, скорости, рабочих процессов и т. д.
образец печати
Оцените качество стереолитографической печати на собственном опыте. Мы отправим бесплатный образец модели, напечатанной на стереолитографическом 3D-принтере Formlabs, прямо в ваш офис.
Запросить бесплатный образец печати
Настольные стереолитографические 3D-принтеры содержат резервуар для полимеров с прозрачным дном и неадгезионной поверхностью, которая служит основанием для отверждения жидкого полимера, позволяющим аккуратно отделять новообразованные слои.
Процесс печати начинается с того, что платформа опускается в резервуар для полимеров, оставляя свободное пространство, соответствующее высоте слоя между платформой или последним законченным слоем и дном резервуара.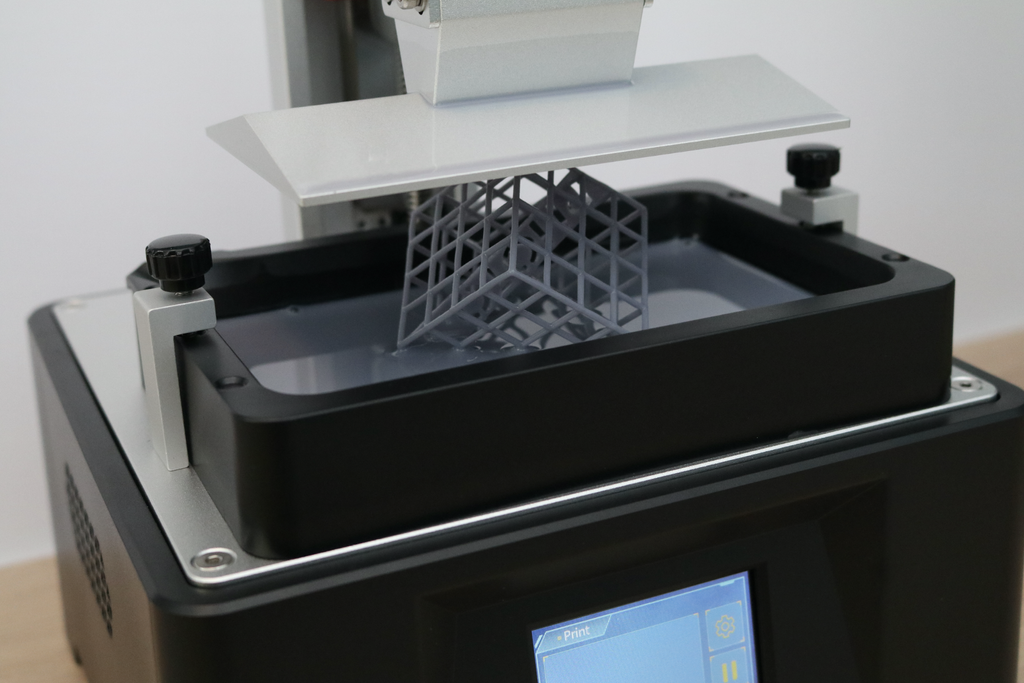 Луч лазера подается на два зеркальных гальванометра, с помощью которых он поступает в нужные координаты на серии зеркал. Это позволяет подавать наверх через дно резервуара сфокусированный пучок света, под воздействием которого затвердевает слой полимера.
Луч лазера подается на два зеркальных гальванометра, с помощью которых он поступает в нужные координаты на серии зеркал. Это позволяет подавать наверх через дно резервуара сфокусированный пучок света, под воздействием которого затвердевает слой полимера.
Затем отвержденный слой отделяется от дна резервуара, и платформа поднимается выше, а в освободившееся пространство поступает жидкий полимер. Этот процесс повторяется до завершения печати.
Технология стереолитографии низкой силы отрыва (LFS), используемая в принтерах Form 3 и Form 3L — это новый этап в развитии стереолитографической 3D-печати.
В 3D-принтерах на основе технологии LFS оптические компоненты находятся в блоке обработки света (LPU). Внутри блока LPU гальванометр позиционирует лазерный луч высокой плотности в направлении оси Y, пропускает его через пространственный фильтр и направляет в отклоняющее и параболическое зеркало, чтобы луч всегда оставался перпендикулярным плоскости платформы, гарантируя точность и воспроизводимость печати.
По мере движения LPU в направлении оси X напечатанная модель осторожно отделяется от гибкого дна резервуара, что позволяет значительно снизить силы, воздействующие на модели во время процесса печати.
3D-печать на основе технологии LFS значительно снижает усилия, которые воздействуют на детали во время процесса печати, за счет использования гибкого резервуара и линейного освещения для обеспечения невероятного качества поверхности и точности печати.
Эта усовершенствованная технология стереолитографии отличается более высоким качеством поверхности и точностью печати. Более низкое усилие отрыва при печати также позволяет создавать легкие опорные конструкции, которые можно отделять без усилий, а сам метод открывает широкие возможности для дальнейшего развития прогрессивных материалов, готовых к производству. Узнать больше о стереолитографической 3D-печати
Технический доклад
Скачайте наш подробный технический доклад , чтобы узнать, как работают технологии SLA-печати, почему сегодня их используют тысячи специалистов, и чем эта технология 3D-печати может быть полезна в вашей работе.
Скачать технический доклад
В настольных DLP-принтерах используется резервуар для полимеров с прозрачным дном и платформа, которая спускается в резервуар для послойной печати моделей, расположенных вверх дном. В этом они не отличаются от стереолитографических 3D-принтеров.
Разница между ними заключается в источнике света. В 3D-принтерах на основе технологии DLP применяется цифровой экран, проецирующий изображение слоя на всю платформу, в результате чего все нужные точки затвердевают одновременно.
Свет отражается на цифровом микрозеркальном экране (DMD) — динамической маске, состоящей из микроскопических зеркал, которые расположены в матрице на полупроводниковом чипе. Быстрое переключение этих крошечных зеркал между линзами, направляющими свет на дно резервуара или радиатора, определяет координаты, в которых жидкий полимер должен затвердевать для формирования текущего слоя.
Поскольку проектор представляет собой цифровой экран, изображение каждого слоя состоит из квадратных пикселей, в результате чего получается трехмерный слой из прямоугольных кубиков, называемых вокселями.
В характеристиках 3D-принтеров разрешающей способности уделяют больше всего внимания, но это часто приводит к путанице. Основные единицы процессов SLA и DLP — различные формы, что затрудняет сравнение принтеров только по числовым характеристикам.
В 3D-печати нужно учитывать три измерения: два плоскостных двумерных измерения (X и Y) и третье вертикальное измерение Z, с помощью которого и осуществляется трехмерная печать.
Разрешающая способность измерения Z определяется толщиной слоя, который может напечатать 3D-принтер. Принтеры на основе технологий SLA и DLP отличаются одной из лучших разрешающих способностей Z по сравнению с другими процессами, что позволяет печатать слои с минимальной толщиной. Как правило, пользователи могут установить высоту слоя на уровне 25–300 мкм, благодаря чему разработчики могут достичь компромисса между уровнем детализации и скоростью.
В DLP-принтерах разрешающая способность XY определяется размером пикселя — наименьшей деталью, которую проектор может воспроизвести в одном слое. Оно зависит от разрешающей способности проектора (самая распространенная — Full HD (1080p)) и его удаленности от оптического стекла. Поэтому большинство настольных DLP-принтеров имеет постоянную разрешающую способность XY от 35 до 100 мкм.
Оно зависит от разрешающей способности проектора (самая распространенная — Full HD (1080p)) и его удаленности от оптического стекла. Поэтому большинство настольных DLP-принтеров имеет постоянную разрешающую способность XY от 35 до 100 мкм.
В стереолитографических 3D-принтерах разрешающая способность XY определяется на основании размера лазерного пятна и величины шагов, с помощью которых можно управлять лучом. Например, в 3D-принтере Form 3 на основе технологии LFS установлен лазер с размером пятна в 85 мкм, но благодаря постоянному процессу линейного сканирования лазер может двигаться с меньшим шагом, и принтер может на постоянной основе печатать модели с разрешающей способность XY в 25 мкм.
Сама по себе разрешающая способность — часто только показатель тщеславия. Оно дает определенное представление о характеристиках, но не обязательно напрямую соответствует точности и качеству печати.
Узнать больше о разрешающей способности в 3D-печати в нашем подробном руководстве.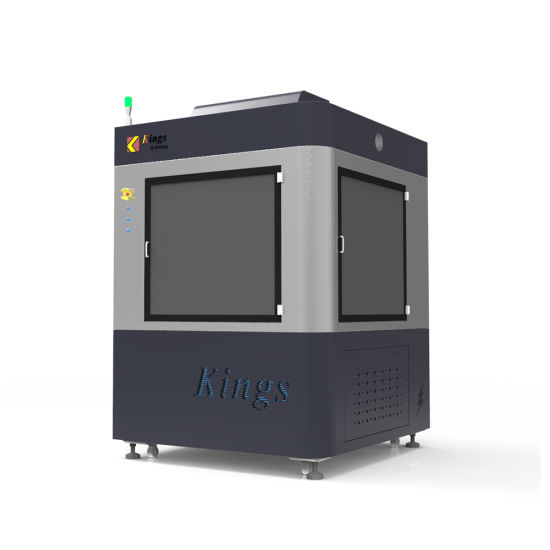
Так как 3D-печать — это аддитивный процесс, нарушения могут потенциально возникнуть в каждом слое. Процесс формирования слоев влияет на уровень точности и правильность каждого слоя. Точность и аккуратность зависят от многих факторов: процесса 3D-печати, материалов, параметров программного обеспечения, пост-обработки и т. д.
В целом, SLA- и DLP-принтеры относятся к самым точным. Различия в точности печати часто лучше заметны между принтерами разных производителей, чем между самими технологиями.
Например, в SLA- или DLP-принтерах начального уровня могут использоваться готовые проекторы, лазеры или гальванометры, и их производители стараются добиться от этих деталей оптимальных эксплуатационных характеристик. В профессиональных SLA- и DLP-принтерах (например, Formlabs Form 3) установлена специальная оптическая система, которая отрегулирована в зависимости от потребностей пользователей.
Точность играет решающую роль для таких деталей, как зубные капы (слева) и хирургические шаблоны (справа).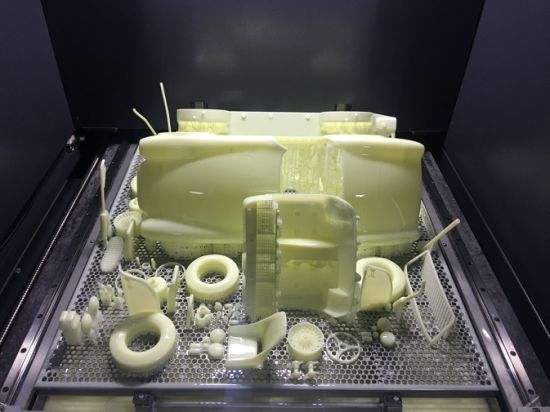
Точность играет решающую роль для таких деталей, как зубные капы (слева) и хирургические шаблоны (справа).
Не менее важна и калибровка. При использовании DLP-проекторов, производители сталкиваются с неравномерным распределением света на платформе и оптическими искажениями линз, а это означает, что размеры и форма пикселей в середине и по краям различаются. В стереолитографических 3D-принтерах для всех частей модели используется один источник света, что обеспечивает однородность, но их все равно нужно тщательно калибровать, чтобы избежать искажений.
Даже на 3D-принтере с лучшими компонентами и оптимальной степенью калибровки можно получать разные результаты в зависимости от используемых расходных материалов. Для обеспечения наилучшего качества приходится изменять параметры полимеров, но они могут быть недоступны для новых материалов, которые не прошли надлежащие испытания с соответствующей моделью 3D-принтера.
Какой можно сделать из этого вывод? Зная только технические характеристики, невозможно получить полное представление о качестве.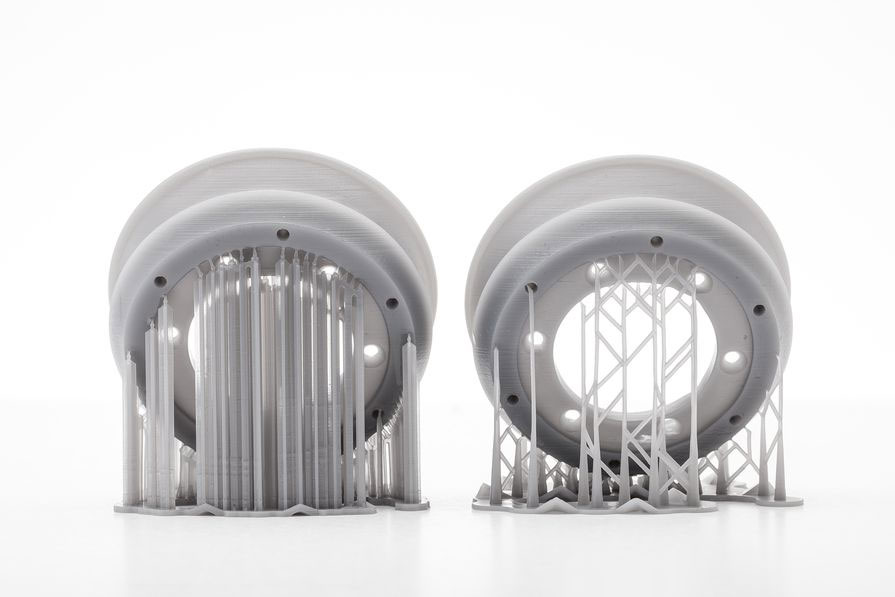 Лучший способ оценить 3D-принтер — изучить напечатанные на нем модели или попросить производителя изготовить тестовую модель по вашему проекту.
Лучший способ оценить 3D-принтер — изучить напечатанные на нем модели или попросить производителя изготовить тестовую модель по вашему проекту.
В DLP-принтерах существует обратная зависимость между разрешающей способностью и рабочим объемом. Разрешающая способность зависит от проектора, который определяет количество доступных пикселей/вокселей. Если переместить проектор ближе к оптическому стеклу, пиксели станут меньше, а разрешающая способность увеличится, но рабочая область будет ограничена.
Некоторые производители устанавливают несколько проекторов рядом или используют 4K-проектор высокой четкости для увеличения рабочей области, но это значительно увеличивает стоимость. Цена таких моделей гораздо выше, чем у других настольных 3D-принтеров.
Поэтому DLP-принтеры, как правило, оптимизированы для определенных целей. Некоторые из них имеют меньшую рабочую область и позволяют производить в высоком разрешении такие мелкие и детализированные модели, как ювелирные изделия, в то время как другие могут печатать более крупные детали, но с меньшей разрешающей способностью.
Процесс стереолитографии по своей природе более подвержен масштабированию, так как объем печати SLA-принтера не зависит от разрешения модели. Отдельная модель может иметь любой размер и разрешающую способность и располагаться в любом месте рабочей области. Это позволяет печатать крупные 3D-модели с высокой разрешающей способностью или большие партии мелких моделей с высокой степенью детализации для увеличения производительности принтера.
Еще одно препятствие для увеличения объема печати как в стереолитографических, так и в DLP-принтерах — это отделяющее усилие. При печати крупных моделей силы, прилагаемые к ним, возрастают экспоненциально по мере того, как отвержденный слой отделяется от резервуара.
При печати по технологии LFS гибкая пленка в основании резервуара с полимером аккуратно отслаивается, когда платформа вытягивает модель вверх, что значительно снижает нагрузку на модель. Эта уникальная функция позволила значительно повысить объем печати в первом доступном крупноформатном принтере на основе стереолитографии — Form 3L.
Form 3L — это первый доступный крупноформатный 3D-принтер на основе стереолитографии с объемом печати 30 x 33,5 x 20 см.
Как стереолитографические, так и DLP-принтеры известны тем, что печатают модели с самым лучшим качеством поверхности по сравнению с решениями на основе других технологий. Когда мы говорим о различиях, то в большинстве случаев они видны только на очень мелких деталях и моделях с высокой степенью детализации.
Так как печать на 3D-принтерах осуществляется послойно, готовые модели часто имеют заметные горизонтальные линии. А из-за того, что технология цифровой обработки света предполагает использование прямоугольных вокселей, также может наблюдаться эффект вертикальных линий.
В DLP-принтерах для визуализации изображений применяются прямоугольные воксели, что может привести к появлению вертикальных линий. На этом изображении вертикальные воксельные линии показаны так, как они выглядят после печати (слева), и выделенными для лучшей заметности (справа).
Так как воксели прямоугольные, они влияют на форму изогнутых краев. Проведем аналогию с созданию круглой формы из конструктора LEGO — края будут иметь ступенчатую форму как по оси Z, так и на плоскости X-Y.
Из-за прямоугольной формы вокселей изогнутые края выглядят ступенчатыми. Для удаления видимых вокселей и линий слоев требуется пост-обработка, например шлифование.
При печати на 3D-принтерах на основе технологии LFS линии слоев практически не видны. В результате шероховатость поверхности уменьшается, что позволяет получить гладкую поверхность, а при использовании прозрачных материалов — модели с большей прозрачностью.
Рассуждая о скорости 3D-печати, важно учитывать не только саму скорость печати, но и производительность.
Общая скорость печати у 3D-принтеров на основе технологий SLA и DLP примерно одинакова. Поскольку проектор экспонирует каждый слой целиком, скорость 3D-печати по технологии DLP равномерна и зависит только от высоты модели, в то время как 3D-принтеры SLA формуют лазером каждую деталь. Как подтверждает практика, в результате стереолитографические 3D-принтеры становятся сопоставимыми по скорости или даже быстрее при печати одной мелкой или средней модели, тогда как DLP-принтеры быстрее печатают крупные цельные модели или несколько моделей, которые почти полностью заполняют пространство платформы.
Как подтверждает практика, в результате стереолитографические 3D-принтеры становятся сопоставимыми по скорости или даже быстрее при печати одной мелкой или средней модели, тогда как DLP-принтеры быстрее печатают крупные цельные модели или несколько моделей, которые почти полностью заполняют пространство платформы.
Но при этом не стоит забывать, что в принтерах на основе технологии DLP существует обратная зависимость между разрешающей способностью и рабочим объемом. Маленький DLP-принтер может быстро печатать мелкие модели или (малые) партии мелких моделей с высокой разрешающей способностью, но объем печати ограничивает размер модели и производительность устройства. Другое устройство с большим объемом печати может изготавливать более крупные модели или партии более мелких моделей быстрее, но с меньшей разрешающей способностью, чем стереолитографический принтер.
Имея стереолитографический 3D-принтер, все это можно делать на одном аппарате. При этом пользователи могут решать, что они в хотят оптимизировать в каждом конкретном случае: разрешающую способность, скорость или производительность.
В DLP-принтерах для визуализации изображений применяются прямоугольные воксели, что может привести к появлению вертикальных линий. На этом изображении вертикальные воксельные линии показаны так, как они выглядят после печати (слева), и выделенными для лучшей заметности (справа).
Стереолитографические 3D-принтеры имеют больший объем печати, позволяют изготавливать модели партиями и печатать модели ночью, повышая производительность.
100 microns | 200 microns |
|---|---|
100 microns | 200 microns |
|---|---|
100 microns | 200 microns |
|---|---|
Стереолитографические 3D-принтеры имеют больший объем печати, позволяют изготавливать модели партиями и печатать модели ночью, повышая производительность.
ИНТЕРАКТИВНЫЙ МАТЕРИАЛ
Попробуйте наш интерактивный инструмент расчета рентабельности инвестиций, чтобы узнать, сколько времени и средств вы можете сэкономить с помощью печати на 3D-принтерах компании Formlabs.
Рассчитать экономию
Как и в случае с точностью, отличия рабочих процессов и доступных материалов больше зависит от принтера, чем от технологии.
Большинство SLA- и DLP-принтеров поддерживают технологию Plug and play и позволяют легко заменять платформы и резервуары для полимеров. Некоторые более сложные модели поставляются с системой картриджей для автоматического пополнения резервуара жидким полимером, что требует меньшего внимания и облегчает печать в ночное время.
Некоторые принтеры поставляются со своим программным обеспечением для подготовки 3D-моделей к печати (например, PreForm для стереолитографических 3D-принтеров Formlabs), в то время как другие производители предлагают готовые стандартные решения. Разные программные инструменты имеют различные функции, например, PreForm позволяет настраивать процесс печати «в один клик», действенные инструменты оптимизации плотности и размера поддерживающих структур, регулируемую толщину слоя, а также функции для экономии материалов и времени. К счастью, программное обеспечение можно загрузить и протестировать еще до покупки 3D-принтера.
Разные программные инструменты имеют различные функции, например, PreForm позволяет настраивать процесс печати «в один клик», действенные инструменты оптимизации плотности и размера поддерживающих структур, регулируемую толщину слоя, а также функции для экономии материалов и времени. К счастью, программное обеспечение можно загрузить и протестировать еще до покупки 3D-принтера.
Как и в случае с точностью, отличия рабочих процессов и доступных материалов больше зависит от принтера, чем от технологии.
3D-принтеры могут работать с широким ассортиментом полимерных материалов, предназначенных для различных целей.
Одно из главных преимуществ 3D-печати на основе полимеров — большое количество материалов, из которых можно изготовить модели для различных целей. Полимеры с различным составом имеют разнообразные характеристики: они могут быть мягкими или твердыми, содержать такие добавки, как стекло и керамика, или иметь специальные механические свойства, такие как высокая температура изгиба под нагрузкой или ударопрочность.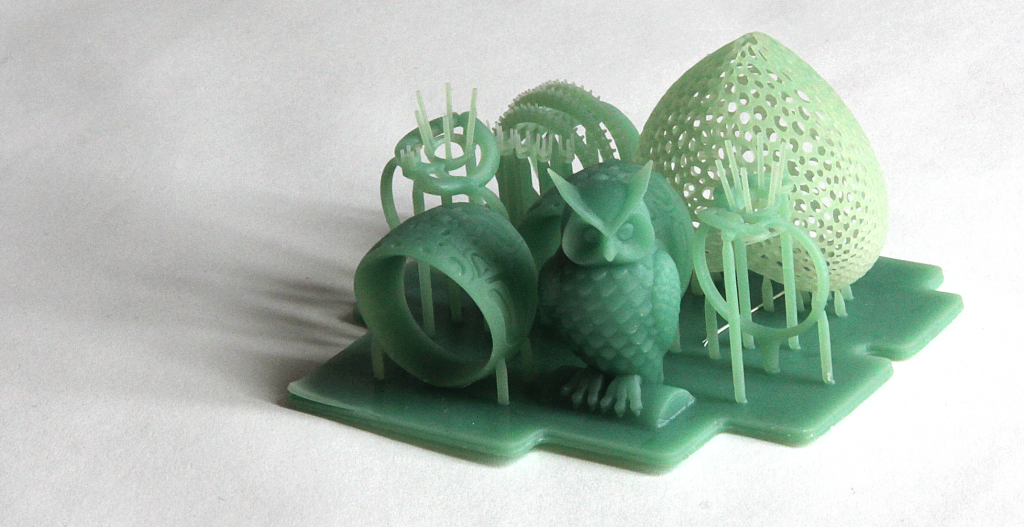
Но при этом ассортимент поддерживаемых материалов зависит от конкретной модели 3D-принтера, поэтому мы рекомендуем уточнять эту информацию у производителя, прежде чем совершать покупку.
Модели, напечатанные с использованием технологий SLA и DLP, требуют пост-обработки после печати. Во-первых, модели необходимо промыть в растворителе, чтобы удалить излишки полимера. В некоторых случаях, например для моделей из инженерных и биосовместимых материалов, также требуется финальная полимеризация. Для стереолитографических 3D-принтеров компания Formlabs предлагает решения по автоматизации этих этапов, что позволяет сэкономить время и трудозатраты.
И наконец, 3D-модели, напечатанные на поддерживающих конструкциях, требуют удаления таких конструкций. Это нужно делать вручную — процесс аналогичен как для SLA-, так и для DLP-принтеров. В 3D-принтерах на основе технологии LFS используются легкие поддерживающие структуры с очень маленькими точками контакта, что обеспечивает легкое отделение с минимальным оставлением следов.
Interactive
Need some help figuring out which 3D printing material you should choose? Our new interactive material wizard helps you make the right material decisions based on your application and the properties you care the most about from our growing library of resins.
Recommend Me a Material
Надеемся, что после того, как мы разобрались с различиями в технологиях и результатах печати, вам будет гораздо проще выбрать 3D-принтер, оптимально соответствующий вашим потребностям и рабочему процессу.
Чтобы узнать больше о стереолитографических 3D-принтерах нового поколения, ознакомьтесь с информацией об устройствах Form 3 и Form 3L на основе технологии LFS.
Хотите увидеть получаемое качество своими глазами? Закажите образец печати, который доставят прямо в ваш офис.
Запросить бесплатный образец печати
Отличия SLA/DLP/LCD принтеров, примеры печати, применение
Содержание
- SLA
- Принцип работы
- Плюсы
- Минусы
- Пример печати
- Лучшие SLA принтеры
- DLP
- Принцип работы
- Плюсы
- Минусы
- Пример печати
- Лучшие DLP принтеры
- LCD
- Принцип работы
- Плюсы
- Минусы
- Пример печати
- Лучшие LCD принтеры
- Сфера применения
- Итоги
- SLA
Фотополимерная печать обычно ассоциируется с изящными, миниатюрными изделиями.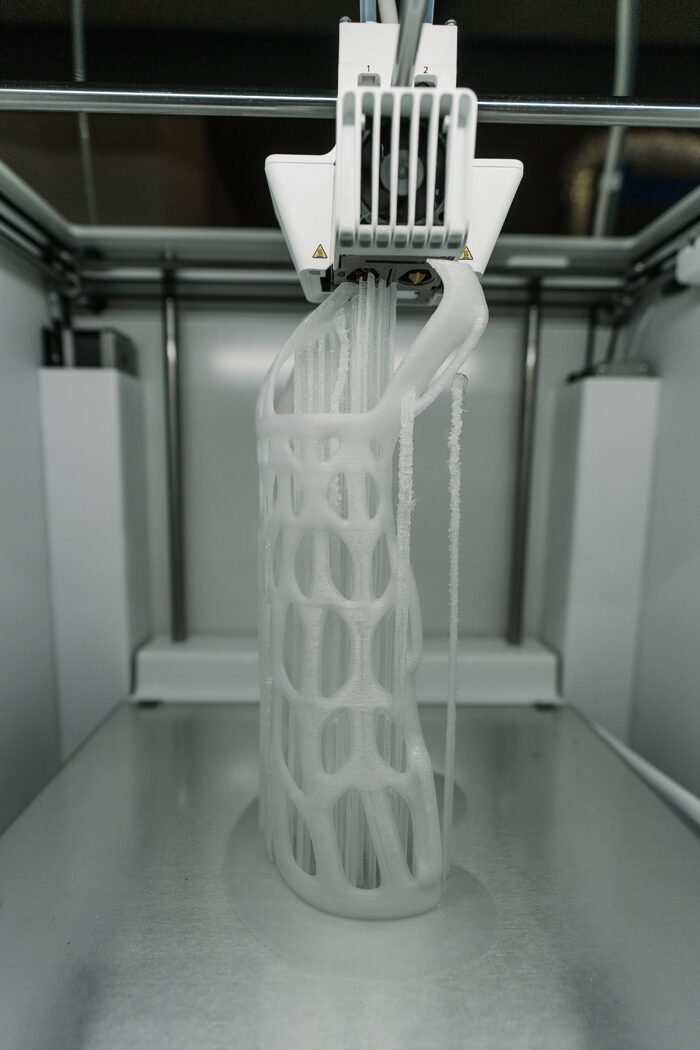 Ведь именно фотополимерные принтеры приходят на помощь если нужно изготовить небольшую, но детализированную модель.
Ведь именно фотополимерные принтеры приходят на помощь если нужно изготовить небольшую, но детализированную модель.
В настоящее время фотополимерные принтеры могут работать по одной из трех технологий — SLA, DLP или LCD. Каждая из технологий имеет свои преимущества и недостатки.
Для того чтобы не ошибиться с выбором модели, нужно понимать, какая технология подойдет для печати конкретных изделий. Например для ювелира и стоматолога главным критерием будет точность, а для человека который планирует печатать фигурки для своего хобби — качество поверхности и не очень дорогая стоимость расходников.
SLA
SLA — это одна из первых запатентованных технологий 3D печати. Запатентовал ее еще в 1986 году Чарльз Халл. DLP и LCD основными принципами похожи на SLA, но появились гораздо позже.
Принцип работы
В качестве материала для печати, SLA принтеры используют фотополимерные смолы -светочувствительные полимеры, застывающие под действием определенного спектра УФ излучения.
В качестве “отвердителя” используется лазерный луч, который при помощи зеркал фокусируется на нужной точке. Луч последовательно “рисует” срез модели. Так постепенно, слой за слоем, на рабочем столе “выращивается” модель.
Принцип работы SLA технологии
Есть два варианта расположения печатного стола — сверху и снизу.
Стол сверху
Визуально выглядит как перевернутый FDM аппарат, модель на таком аппарате печатается “верх ногами”. Стол перемещается во время печати снизу вверх, модуль с лазером располагается в нижней части аппарата, под ванной с полимером. Дно ванночки обычно изготовлено из силикона — он хорошо пропускает УФ излучение и к нему практически ничего не прилипает.
Модель принтера с верхним положением стола
Это самая популярное решение для настольных моделей SLA принтеров.
Стол внизу
Модуль с лазером располагается в верхней части принтера над ванной с полимером, а печатный стол, во время печати, постепенно опускается вниз, погружаясь в смолу.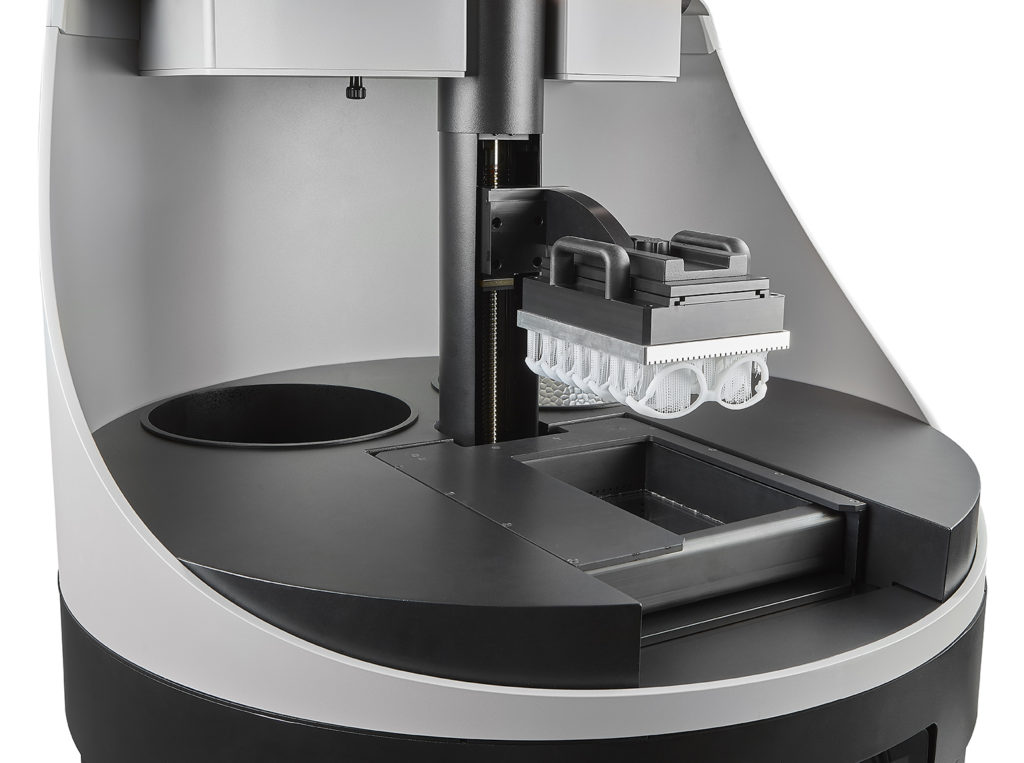
Промышленный SLA с нижним расположением стола
Такое расположение традиционно используется в промышленных аппаратах с большой областью печати. Единственное неудобство — ванночка всегда должна быть заполнена фотополимером. А при смене вида смолы придется полностью сливать весь фотополимер и тщательно мыть ванночку.
Плюсы
-
Большой выбор расходных материалов. Благодаря возрастающей популярности фотополимерной печати, появилось много специфичных смол — от мягких флексов, до фотополимеров с повышенными прочностными характеристиками (например есть очень прочный, биосовместимый фотополимер для изготовления временных зубных коронок).
Минусы
-
Дорогие расходники.
Пример печати
Сердечная мышца, напечатанная на Formlabs Form 3
Кольца, напечатанные при помощи SLA технологии
Прототип ложки
Статуэтка-бабочка, напечатанная на Formlabs Form 3
Техническая модель
Прототип лопаты для уборки снега. Изготовлен на Formlabs Form 3L
Изготовлен на Formlabs Form 3L
Лучшие SLA принтеры
Лидером в производстве SLA принтеров является фирма Formlabs. В линейке Formlabs можно найти как небольшие настольные модели, так и профессиональные станки с большой областью печати.
Form 3
Formlabs Form 3
Технические характеристики:
-
Разрешение XY: 25 мкм -
Размер лазерного пятна: 85 мкм -
Мощность лазера: Один лазер мощностью 250 мВт -
Размер рабочей области: 14,5 × 14,5 × 18,5 см -
Толщина слоя: 25 – 300 мкм
Этот принтер можно сравнить с небольшим профессиональным станком. Несмотря на небольшие габариты, он с легкостью справится с самыми сложными моделями.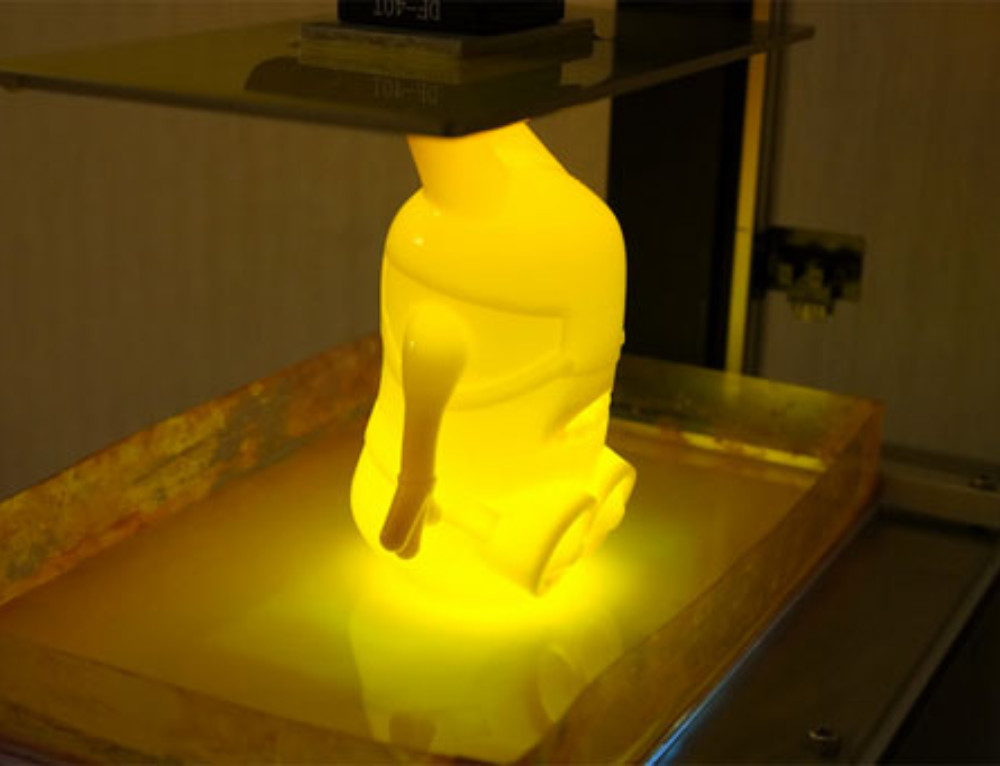
Formlabs Form 3L
Formlabs Form 3L в сравнении с Form 3
-
Разрешение XY: 25 мкм -
Размер лазерного пятна: 85 мкм -
Мощность лазера: Один лазер мощностью 250 мВт -
Размер рабочей области: 33,5 × 20 × 30 см -
Толщина слоя: 25 – 300 мкм
Этот принтер позволяет печатать крупноформатные модели или быстро изготавливать небольшие партии изделий.
C появлением более быстрых и бюджетных технологий, SLA принтеры стали менее популярны. В основном их используют на производствах с высокими требованиями к качеству и стабильности печати.
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Formlabs |
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Formlabs |
DLP
DLP технология опирается на принципы SLA, но в качестве источника УФ-излучения используется не лазер, а проектор.
Принцип работы
В качестве материала используется фотополимерная смола, но в отличии от SLA источником света является не луч, а DLP- проектор. Это существенно ускорило печать, ведь проектор, в отличие от луча, засвечивает сразу весь слой.
Принцип работы DLP технологии
Проектор располагается в нижней части принтера, под емкостью с фотополимером. Низ емкости обычно сделан из прозрачной, износостойкой пленки. Такая пленка хорошо пропускает УФ-излучение, к ней практически ничего не прилипает, а если она порвется ее можно легко заменить.
Плюсы
Минусы
-
Возможна паразитная засветка. Из-за засветки всего слоя за раз может возникать паразитная засветка смолы. -
Ресурс проектора. Проектор — это сердце DLP-принтера. Обязательно обращайте внимание на ресурс проектора. Например, производитель FlashForge Hunter заявляет минимальный ресурс проектора 50 000 часов.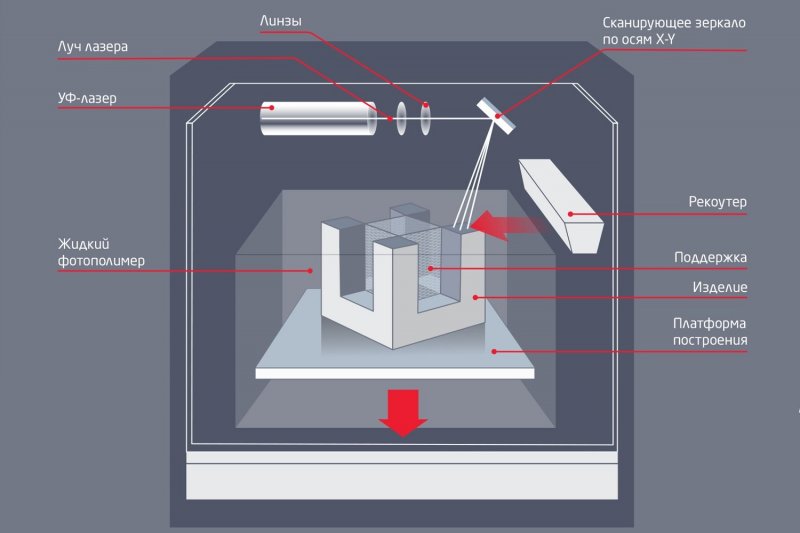 Это очень много.
Это очень много.
Пример печати
Партия колец, напечатанная при помощи DLP технологии
Образцы колец, напечатанные на FlashForge Hunter
Реквизит для миниатюр 28 мм
Макет челюсти изготовленный на FlashForge Hunter
Лучшие DLP принтеры
FlashForge Hunter
Технические характеристики:
-
Разрешение XY: 0,0625 мм -
Скорость печати: 10 мм/ч -
Источник света: 405 нм LED -
Размер рабочей области: 120х67,5х150 мм -
Толщина слоя: 0,025-0,05 мм
Фирма FlashForge славится качеством своих принтеров. Hunter не стал исключением. Получилась хорошая “рабочая лошадка” способная решать разнообразные задачи.
Hunter не стал исключением. Получилась хорошая “рабочая лошадка” способная решать разнообразные задачи.
DLP технология используется все реже. Ее упорно вытесняют более доступные 3D-принтеры, работающие по LCD технологии.
LCD
LCD технология — самая молодая среди фотополимерных принтеров. Изначально LCD появилась как более доступный аналог DLP технологии, подходящий для домашнего использования.
Первые LCD принтеры обладали рядом неприятных детских болячек (неравномерная засветка рабочей области и т.д), которые со временем удалось решить или компенсировать. С развитием технологии, помимо моделей для домашнего использования, появились аппараты, которые по точности не уступают DLP и могут использоваться для производственных задач.
Принцип работы
Технология почти полностью копирует DLP, только вместо проектора используются светодиоды. Под ванночкой располагается ЖК дисплей (похожий на дисплей смартфона или планшета), который затемняется в некоторых местах, пропуская свет только в нужных местах.
Принцип работы LCD технологии
Поскольку модуль с экраном и светодиодами располагается в нижней части принтера, то дно емкости под смолу прозрачное. Как и в DLP, обычно используют прозрачную пленку.
Плюсы
Минусы
-
Менее точный. Бюджетные модели хорошо подойдут для печати миниатюр или статуэток, но их точности может быть недостаточно для, например, ювелирных изделий.
-
Качество печати может быть не одинаковое на всей области печати. Поскольку в качестве УФ источника используется массив светодиодов, а не один источник света, рабочая область может подсвечиваться неравномерно. Эту проблему можно решить программно или физически.
Пример печати
Небольшая миниатюра, изготовленная на Anycubic Photon Mono
Тролль, напечатанный на LCD аппарате
Шины для РУ модели, изготовленные из мягкого полимера
Модель замка, изготовленная на Phrozen Sonic Mini 4K
Статуэтка, изготовленная на Anycubic Photon Zero
Тролль, напечатанный на LCD принтере
Лучшие LCD принтеры
Anycubic Photon Zero
Anycubic Photon Zero
Технические характеристики:
-
Разрешение LCD-дисплея: 854х480 px -
Точность позиционирования по оси XY: 0. 1155 мм
1155 мм
-
Длина УФ волны: 405 нм -
Размер рабочей области: 97х54х150 мм -
Толщина слоя: 0.01-0.2 мм
Бюджетная модель, ориентированная на домашнее использование. Хорошо подойдет для домашнего использования.
Anycubic Photon Mono
Технические характеристики:
-
Разрешение LCD-дисплея: 2560х1620 (2K) -
Точность позиционирования по оси XY: 0.051 мм -
Длина УФ волны: 405 нм -
Размер рабочей области: 130х80х165 мм -
Толщина слоя: 0.01-0.15 мм
Anycubic Photon Mono уже более серьезный аппарат.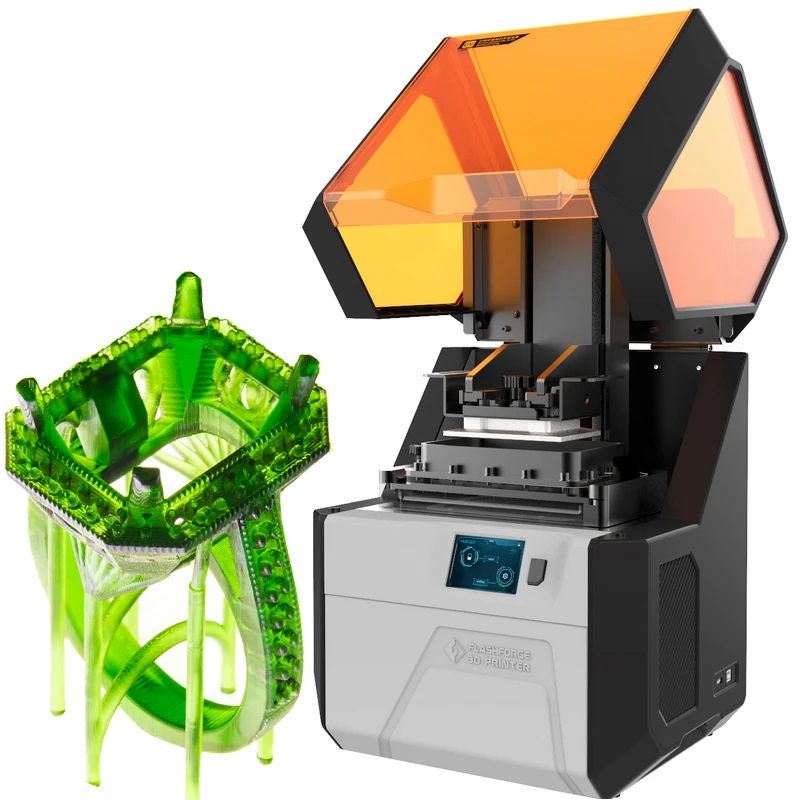 Благодаря LCD дисплею большего разрешения удалось повысить точность и качество готовых моделей.
Благодаря LCD дисплею большего разрешения удалось повысить точность и качество готовых моделей.
Phrozen Sonic Mini 4K
Phrozen Sonic Mini 4K
Технические характеристики:
-
Разрешение LCD-дисплея: 6.1″ 4K Mono LCD -
Точность позиционирования по оси XY: 35 микрон -
Длина УФ волны: 405 нм -
Размер рабочей области: 134х75х130 мм -
Толщина слоя: 0.01-0.30 мм
Моно LCD матрица, с высоким разрешением, позволяет печатать очень быстро и точно.
Wanhao GR1
Технические характеристики:
-
Разрешение LCD-дисплея: 6.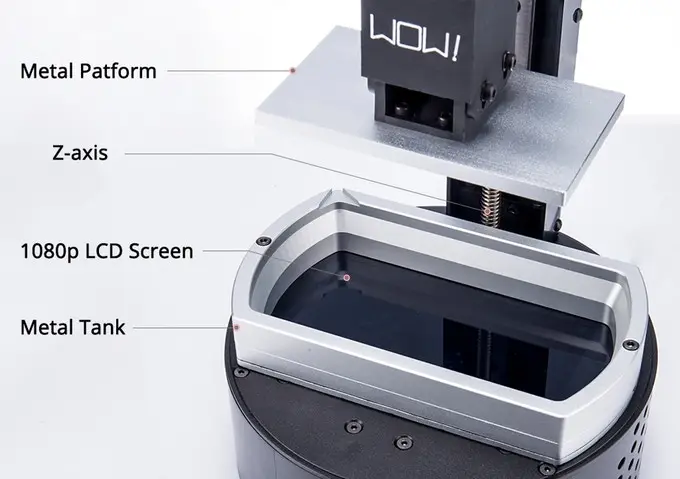 3″ 2K HD
3″ 2K HD
-
Точность позиционирования по оси XY: 0.055 мм -
Длина УФ волны: 405-410 нм -
Размер рабочей области: 140х78х200 мм -
Толщина слоя: 35-100 микрон
Увеличенная рабочая область позволяет изготавливать больше моделей за раз, а специальная УФ-LED матрица обеспечивает однородность засветки.
LCD принтеры успешно захватывают рынок вытесняя более дорогие DLP и SLA принтеры. Этому конечно способствует их доступность и большое разнообразие моделей.
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Anycubic |
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Phrozen |
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Anycubic |
Бесплатная доставка
Добавить в сравнение
Товар добавлен в сравнение
Перейти
| Производитель | Wanhao |
Сфера применения
Стоматология
В стоматологии очень важна точность.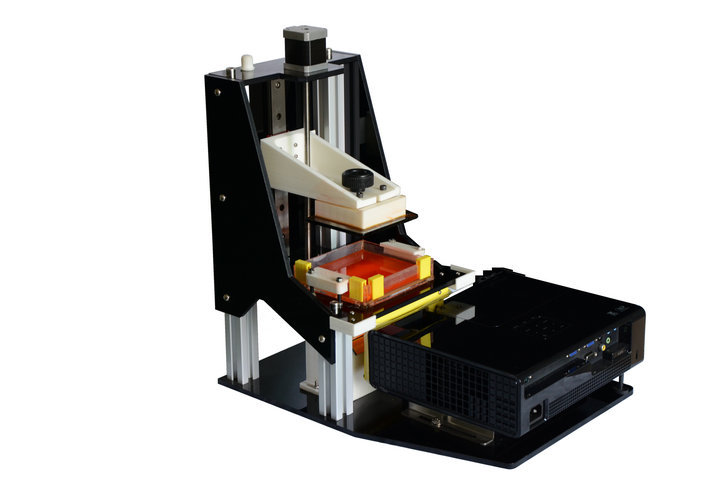 Небольшое искажение даже в 0,1 мм может сделать кропотливую работу, по изготовлению коронки или протеза, бесполезной.
Небольшое искажение даже в 0,1 мм может сделать кропотливую работу, по изготовлению коронки или протеза, бесполезной.
Модель челюсти
Элайнер, изготовленный при помощи 3D печати
Помимо точности принтера важную роль играет выбранный материал. Нужно использовать специальные смолы с небольшим процентом усадки.
Ювелирное производство
Весь потенциал фотополимерных принтеров раскрывается в ювелирной отрасли. Помимо точности очень важна детализация и идеальное качество поверхности.
Кольцо, изготовленное из выжигаемого фотополимера
От модели до готового изделия
Раньше такие изделия приходилось очень кропотливо вырезать вручную или изготавливать на высокоточных ЧПУ станках из воска. Теперь достаточно сделать цифровую модель и при помощи принтера и выжигаемой смолы, быстро изготовить необходимое количество изделий готовых к отливке.
Прототипирование
Печать прототипов, изготовление мастер моделей и т.д.
Шлем и другие прототипы, изготовленные на фотополимерном принтере
Прототипы корпусов
Не для всего подойдет FDM технология. Иногда нужно быстро изготовить макет будущего изделия с гладкой поверхностью, профессиональные фотополимерные принтеры легко справятся с этой задачей.
Хобби
Доступные фотополимерные принтеры стали большим подспорьем для любителей миниатюр. Гораздо проще смоделировать и распечатать 28 мм фигурку любимого героя, чем долго и кропотливо изготавливать ее вручную.
Советский мотоциклист в масштабе 28мм
“Запчасти” для миниатюры 28мм
А большие декоративные статуэтки получаются более аккуратными, по сравнению с FDM печатью. После LCD принтера не придется долго вышкуривать модель, чтобы сгладить слои.
После LCD принтера не придется долго вышкуривать модель, чтобы сгладить слои.
Бюст девушки
Макетирование
Для больших и схематичных макетов можно использовать FDM принтеры, но их точности недостаточно для изготовления небольших деталей. Имея 3D модель можно быстро изготовить очень точный и подробный макет здания или целого квартала.
Макет статуи В.И. Ленина
Напечатанный и покрашенный макет здания
Итоги
Несмотря на все плюсы фотополимерных принтеров, есть небольшие нюансы которые являются общими для всех технологий.
Промывка модели. После печати модель нужно промыть от остатков смолы. Лучший способ это ультразвуковая ванночка со спиртом, иногда можно обойтись стаканчиком с изопропиловым спиртом и кисточкой.
“Дозасветка” в уф-камере. После промывки модель нужно “дозасветить” в УФ-камере, иначе полимер не наберет заявленную производителем прочность.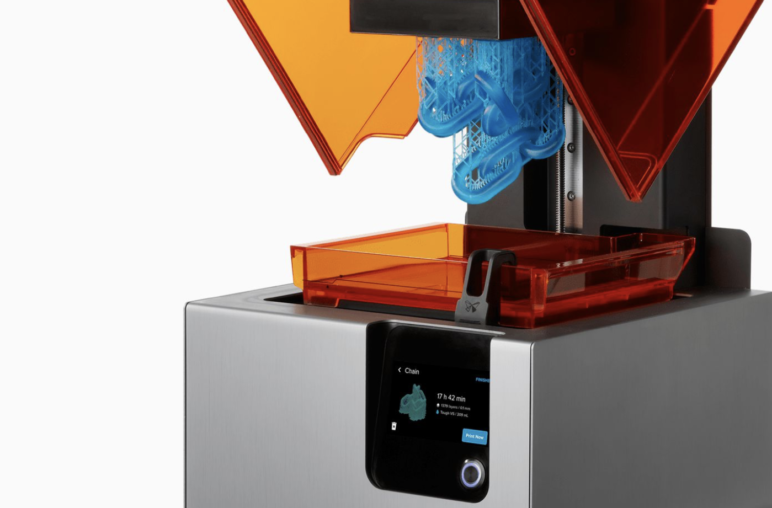
Для засветки модели можно использовать обычную УФ лампу или аппарат для маникюра. Они обойдутся дешевле профессиональных сушилок, хоть и времени для “дозасветки” может понадобится больше. Перед покупкой убедитесь, что лампы светят в нужном УФ спектре.
Прочность полимеров. Несмотря на огромное разнообразие смол, они все же уступают по прочности пластиковым нитям которые используют FDM принтеры. Исключение составляют некоторые узкоспециализированные смолы.
Для некоторых эти нюансы могут стать существенными минусами, но несмотря на это фотополимерные принтеры находят применение, как в качестве домашних принтеров, так и в качестве рабочих станков в разных областях.
Руководство по полимерным 3D-принтерам
На рынке существует множество процессов 3D-печати. Знакомство с нюансами каждой из них помогает прояснить, чего вы можете ожидать от окончательных отпечатков, чтобы в конечном итоге решить, какая технология подходит для вашего конкретного приложения.
Стереолитография (SLA) и цифровая обработка света (DLP) 3D-печать — два наиболее распространенных процесса 3D-печати смолой. Полимерные принтеры популярны для производства высокоточных, изотропных и водонепроницаемых прототипов и деталей из ряда передовых материалов с прекрасными характеристиками и гладкой поверхностью.
Хотя когда-то эти технологии были сложными и непомерно дорогими, сегодняшние малоформатные настольные SLA и DLP полимерные 3D-принтеры производят детали промышленного качества по доступной цене и с непревзойденной универсальностью благодаря широкому спектру материалов.
Оба процесса работают путем выборочного воздействия на жидкую смолу источника света — лазера SLA и проектора DLP — для формирования очень тонких твердых слоев пластика, которые складываются в твердый объект. Хотя эти две технологии очень похожи в принципе, они могут давать значительно различающиеся результаты.
В этом подробном руководстве мы подробно рассмотрим два процесса полимерной 3D-печати и рассмотрим, как они сравниваются с точки зрения разрешения, точности, объема сборки, скорости, рабочего процесса и многого другого.
Образец детали
Убедитесь сами и убедитесь в качестве Formlabs. Мы отправим бесплатный образец детали в ваш офис.
Запросить бесплатный образец Деталь
Настольные 3D-принтеры SLA содержат резервуар для смолы с прозрачным основанием и антипригарной поверхностью, которая служит подложкой для отверждения жидкой смолы, что позволяет аккуратно отделять вновь образованные слои .
Процесс печати начинается, когда сборочная платформа опускается в резервуар со смолой, оставляя пространство, равное высоте слоя, между сборочной платформой или последним завершенным слоем и дном резервуара. Лазер указывает на два зеркальных гальванометра, которые направляют свет в правильные координаты на серии зеркал, фокусируя свет вверх через дно резервуара и отверждая слой смолы.
Затем отвержденный слой отделяется от дна резервуара, а рабочая платформа перемещается вверх, позволяя свежей смоле течь под ним.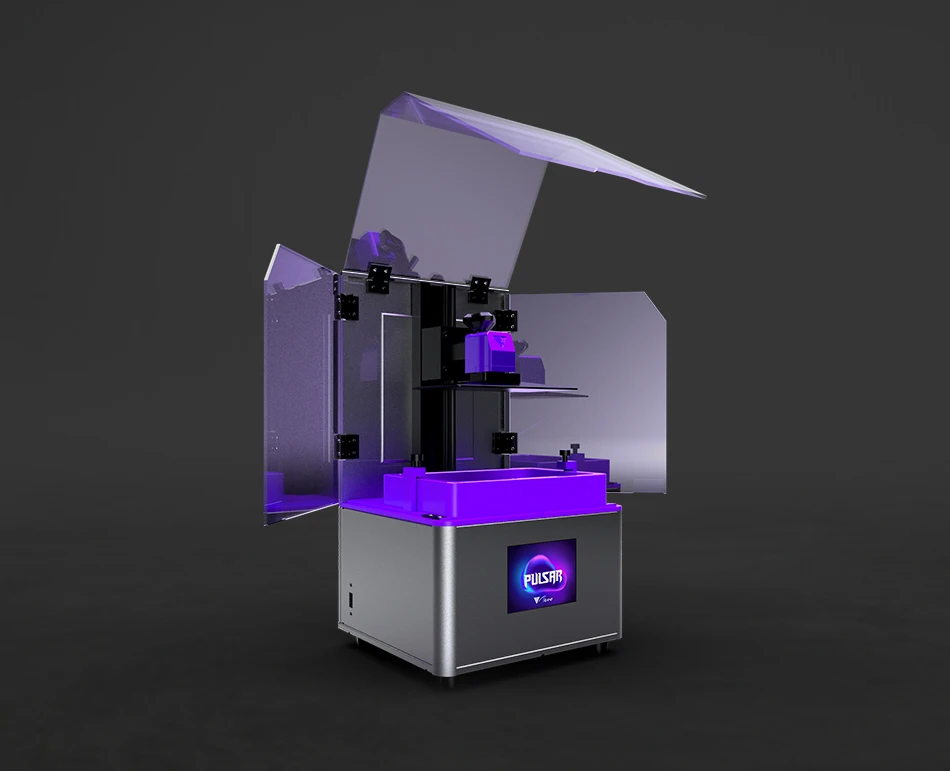 Процесс повторяется до тех пор, пока печать не будет завершена.
Процесс повторяется до тех пор, пока печать не будет завершена.
Технология Low Force Stereolithography (LFS), используемая Form 3+ и Form 3L, является следующим этапом SLA 3D-печати.
В 3D-принтерах LFS оптика заключена в блок обработки света (LPU). Внутри LPU гальванометр позиционирует лазерный луч высокой плотности в направлении Y, пропускает его через пространственный фильтр и направляет на складное зеркало и параболическое зеркало, чтобы постоянно доставлять луч перпендикулярно плоскости построения и обеспечивать точную и воспроизводимую точность. отпечатки.
По мере того, как LPU перемещается в направлении X, напечатанная деталь аккуратно отделяется от гибкого дна резервуара, что значительно снижает усилия, воздействующие на детали в процессе печати.
3D-печать LFS значительно снижает усилия, воздействующие на детали в процессе печати, благодаря использованию гибкого резервуара и линейного освещения для обеспечения невероятного качества поверхности и точности печати.
Эта усовершенствованная форма стереолитографии обеспечивает значительно улучшенное качество поверхности и точность печати. Меньшее усилие печати также позволяет легко отрывать опорные конструкции, которые легко отрываются, и этот процесс открывает широкий спектр возможностей для будущей разработки передовых, готовых к производству материалов.
Технический документ
Ищете 3D-принтер для печати ваших 3D-моделей в высоком разрешении? Загрузите наш технический документ, чтобы узнать, как работает SLA-печать и почему это самый популярный процесс 3D-печати для создания моделей с невероятной детализацией.
Загрузить информационный документ
Как и их аналоги SLA, настольные 3D-принтеры DLP построены вокруг резервуара для смолы с прозрачным дном и рабочей платформы, которая опускается в резервуар для смолы для создания деталей вверх ногами, слой за слоем.
Разница в источнике света.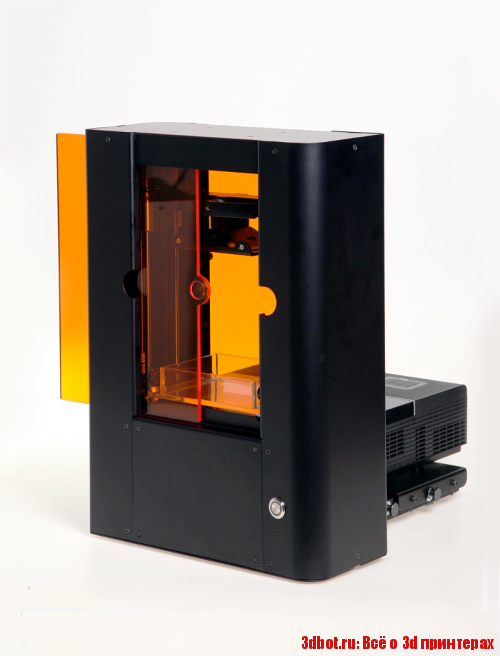 В 3D-принтерах DLP используется экран цифрового проектора, чтобы проецировать изображение слоя по всей платформе, одновременно отверждая все точки.
В 3D-принтерах DLP используется экран цифрового проектора, чтобы проецировать изображение слоя по всей платформе, одновременно отверждая все точки.
Свет отражается на цифровом микрозеркальном устройстве (DMD), динамической маске, состоящей из зеркал микроскопических размеров, размещенных в матрице на полупроводниковом кристалле. Быстрое переключение этих крошечных зеркал между линзами, которые направляют свет на дно резервуара или на радиатор, определяет координаты, в которых жидкая смола отверждается в данном слое.
Поскольку проектор представляет собой цифровой экран, изображение каждого слоя состоит из квадратных пикселей, в результате чего трехмерный слой формируется из небольших прямоугольных кубов, называемых вокселами.
Разрешение появляется чаще, чем любое другое значение в спецификациях 3D-принтеров, но это также является общей причиной путаницы. Базовые блоки процессов SLA и DLP имеют разную форму, что затрудняет сравнение разных машин только по числовым характеристикам.
При 3D-печати необходимо учитывать три измерения: два плоских 2D-измерения (X и Y) и третье вертикальное измерение Z, которое обеспечивает 3D-печать.
Разрешение Z определяется толщиной слоя, которую может создать 3D-принтер. 3D-принтеры на основе смолы, такие как SLA и DLP , предлагают одни из лучших разрешений Z — самые тонкие слои — среди всех процессов 3D-печати, и пользователи обычно могут выбирать из ряда вариантов высоты слоя от 25 до 300 микрон, что позволяет дизайнерам найти баланс между деталями и скорость.
В 3D-печати DLP разрешение XY определяется размером пикселя — наименьшей характеристикой, которую проектор может воспроизвести в пределах одного слоя. Это зависит от разрешения проектора, наиболее распространенным из которых является Full HD (1080p), и его расстояния от оптического окна. В результате большинство настольных 3D-принтеров DLP имеют фиксированное разрешение XY, обычно от 35 до 100 микрон.
Для 3D-принтеров SLA разрешение XY представляет собой комбинацию размера лазерного пятна и приращений, с помощью которых можно управлять лазерным лучом.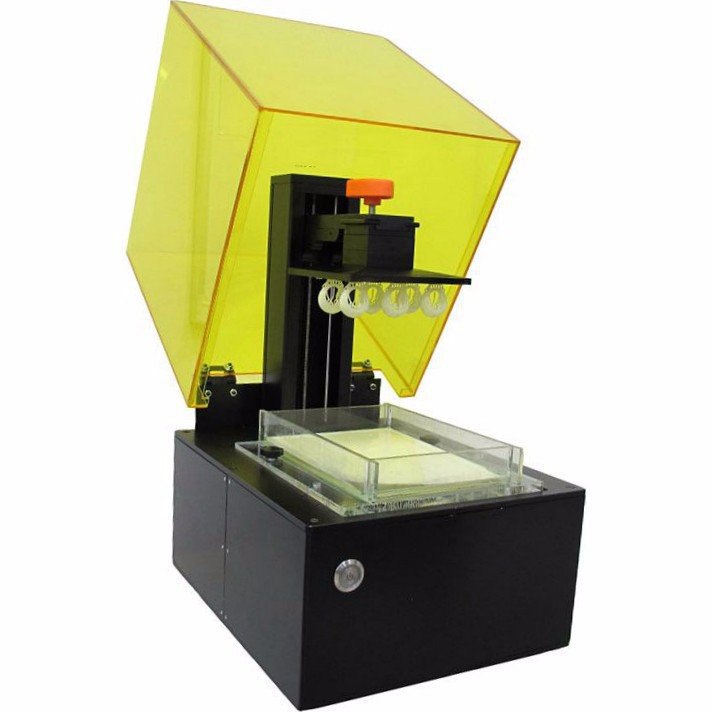 Например, 3D-принтер Form 3 LFS оснащен лазером с размером пятна 85 микрон, но из-за процесса непрерывного линейного сканирования лазер может перемещаться с меньшим шагом, и принтер может стабильно печатать детали с разрешением XY 25 микрон.
Например, 3D-принтер Form 3 LFS оснащен лазером с размером пятна 85 микрон, но из-за процесса непрерывного линейного сканирования лазер может перемещаться с меньшим шагом, и принтер может стабильно печатать детали с разрешением XY 25 микрон.
Однако разрешение само по себе часто является просто метрикой тщеславия. Он предлагает некоторую индикацию, но не обязательно напрямую связан с точностью, аккуратностью и качеством печати.
Узнайте больше о разрешении в 3D-печати в нашем подробном руководстве.
Поскольку 3D-печать является аддитивным процессом, каждый слой дает возможность для неточностей, а процесс формирования слоев влияет на уровень точности, определяемый как повторяемость точности каждого слоя. Точность и прецизионность зависят от многих различных факторов: процесса 3D-печати, материалов, настроек программного обеспечения, постобработки и многого другого.
В целом, 3D-принтеры SLA и DLP на полимерной основе являются одними из самых точных и точных процессов 3D-печати. Различия в точности и прецизионности часто лучше объясняются различиями между машинами разных производителей, чем различиями между самими технологиями.
Различия в точности и прецизионности часто лучше объясняются различиями между машинами разных производителей, чем различиями между самими технологиями.
Например, в SLA- или DLP-принтерах начального уровня могут использоваться готовые проекторы, лазеры или гальванометры, и их производители будут стараться получить от этих компонентов максимально возможную производительность. Профессиональные 3D-принтеры SLA и DLP, такие как Formlabs Form 3, оснащены настраиваемой оптической системой, адаптированной к спецификациям, требуемым профессиональными приложениями клиентов.
Точность и прецизионность имеют решающее значение для таких деталей, как зубные шины (слева) и хирургические шаблоны (справа).
Калибровка также имеет решающее значение. При использовании проекторов DLP производителям приходится иметь дело с неравномерным распределением света на плоскости сборки и оптическими искажениями линз — это означает, что пиксели в середине не имеют того же размера или формы, что и пиксели по краям. 3D-принтеры SLA используют один и тот же источник света для каждой части отпечатка, что означает, что он однороден по определению, но им по-прежнему требуется обширная калибровка для учета искажений.
3D-принтеры SLA используют один и тот же источник света для каждой части отпечатка, что означает, что он однороден по определению, но им по-прежнему требуется обширная калибровка для учета искажений.
Даже 3D-принтер с компонентами высочайшего качества и степенью калибровки может давать самые разные результаты в зависимости от материала. Различные смолы требуют оптимизированных настроек материала для правильной работы, которые могут быть недоступны для готовых материалов или смол, которые не были тщательно протестированы с конкретной моделью 3D-принтера.
Вынос? Точность и прецизионность практически невозможно понять только по техническим характеристикам. В конечном счете, лучший способ оценить 3D-принтер — это осмотреть настоящие детали или попросить производителя создать пробную печать одного из ваших собственных дизайнов.
При использовании 3D-принтеров DLP существует прямой компромисс между разрешением и объемом печати. Разрешение зависит от проектора, который определяет количество доступных пикселей/вокселей. Если приблизить проектор к оптическому окну, пиксели уменьшатся, что увеличит разрешение, но ограничит доступную площадь построения.
Если приблизить проектор к оптическому окну, пиксели уменьшатся, что увеличит разрешение, но ограничит доступную площадь построения.
Некоторые производители размещают несколько проекторов рядом друг с другом или используют проектор высокой четкости 4K для увеличения объема сборки, но это приводит к значительно более высоким затратам, из-за которых эти машины часто становятся невыгодными для рынка настольных ПК.
В результате 3D-принтеры DLP обычно оптимизируются для конкретных случаев использования. Некоторые из них имеют меньший объем сборки и предлагают высокое разрешение для производства небольших детализированных деталей, таких как ювелирные изделия, в то время как другие могут производить более крупные детали, но с более низким разрешением.
Процесс стереолитографии по своей сути является более масштабируемым, поскольку объем сборки 3D-принтера SLA полностью не зависит от разрешения отпечатка. Один отпечаток может быть любого размера и с любым разрешением в любом месте в области сборки. Это позволяет печатать на 3D-принтере большие детали с высоким разрешением или большую партию детализированных мелких деталей, чтобы увеличить производительность на той же машине.
Это позволяет печатать на 3D-принтере большие детали с высоким разрешением или большую партию детализированных мелких деталей, чтобы увеличить производительность на той же машине.
Другим основным препятствием для увеличения объема печати в 3D-принтерах SLA и DLP является усилие отслаивания. При печати больших деталей силы, воздействующие на детали, экспоненциально возрастают по мере того, как отвержденный слой отделяется от резервуара.
При 3D-печати LFS гибкая пленка у основания резервуара для смолы мягко отслаивается, когда платформа для сборки вытягивает деталь вверх, что значительно снижает нагрузку на деталь. Эта уникальная функция позволила существенно увеличить объем сборки для первого доступного широкоформатного SLA-3D-принтера Form 3L.
Form 3L — первый доступный широкоформатный 3D-принтер SLA с рабочим объемом 30 см x 33,5 см x 20 см.
Вебинар
Хотите узнать больше об экосистеме Form 3L и Form 3BL, а также о новых широкоформатных машинах постобработки?
В этой демонстрации Кайл и Крис объяснят, как перемещаться по сквозному рабочему процессу Form 3L, включая постобработку.
Смотреть сейчас
SLA и DLP полимерные 3D-принтеры, известные созданием деталей с самой гладкой поверхностью среди всех процессов 3D-печати. Когда мы описываем различия, в большинстве случаев они видны только на крошечных деталях или высокодетализированных моделях.
Поскольку в 3D-печати объекты состоят из слоев, 3D-отпечатки часто имеют видимые горизонтальные линии слоев. Однако, поскольку DLP визуализирует изображения с использованием прямоугольных вокселей, возникает эффект вертикальных воксельных линий.
3D-принтеры DLP отображают изображения с использованием прямоугольных вокселей, что вызывает эффект вертикальных воксельных линий. На этом изображении видны вертикальные линии вокселей, как они выглядят естественно слева, а затем обведены контуром, чтобы их было легче идентифицировать справа.
Поскольку блок прямоугольный, воксели также влияют на изогнутые края. Подумайте о построении круглой формы из кубиков LEGO — края будут казаться ступенчатыми как по оси Z, так и по плоскости X-Y.
Прямоугольная форма вокселей делает изогнутые края ступенчатыми. Удаление внешнего вида линий вокселей и слоев требует последующей обработки, например шлифовки.
В 3D-печати LFS линии слоев почти невидимы. В результате уменьшается шероховатость поверхности, что в конечном итоге приводит к получению гладких поверхностей, а для прозрачных материалов — более полупрозрачных деталей.
Думая о скорости 3D-печати, важно учитывать не только исходную скорость печати, но и пропускную способность.
Исходная скорость печати для 3D-принтеров SLA и DLP на основе смолы в целом сопоставима. Поскольку проектор экспонирует каждый слой сразу, скорость печати при 3D-печати DLP одинакова и зависит только от высоты сборки, тогда как 3D-принтеры SLA вытягивают каждую часть лазером. Как правило, это приводит к тому, что 3D-принтеры SLA сравнимы или быстрее при печати отдельных деталей малого или среднего размера, в то время как 3D-принтеры DLP быстрее печатают большие, полностью плотные отпечатки или сборки из нескольких частей, которые заполняют большую часть. Платформа.
Платформа.
Но еще раз стоит рассмотреть компромисс между разрешением и объемом печати для DLP-принтеров. Небольшой 3D-принтер DLP может быстро напечатать небольшую деталь или (небольшую) партию мелких деталей с высоким разрешением, но объем сборки ограничивает размер детали и пропускную способность. Другая машина с большим объемом сборки может печатать более крупные детали или партию более мелких деталей быстрее, но с более низким разрешением, чем SLA.
3D-принтеры SLA могут производить все эти варианты на одной машине и предлагают пользователю свободу решать, хочет ли он оптимизировать разрешение, скорость или пропускную способность.
3D-принтеры SLA предлагают больший объем сборки, что позволяет пользователям группировать детали и печатать в течение ночи, чтобы увеличить производительность.
Скорость также может зависеть от выбора материала. Смола для быстрой печати Draft Resin печатает в четыре раза быстрее, чем стандартные материалы Formlabs, идеально подходит для первоначальных прототипов, быстрых итераций, а также для стоматологических и ортодонтических моделей. От высокой скорости начала печати до минимального времени удаления подложки, промывки и отверждения — Draft Resin имеет оптимизированный рабочий процесс, позволяющий действительно максимизировать эффективность.
От высокой скорости начала печати до минимального времени удаления подложки, промывки и отверждения — Draft Resin имеет оптимизированный рабочий процесс, позволяющий действительно максимизировать эффективность.
100 microns | 200 microns |
|---|---|
100 мкм | 200 мкм |
|---|---|
6 9 мин0145 |
100 microns | 200 microns |
|---|---|
Interactive
Попробуйте наш интерактивный инструмент ROI, чтобы увидеть, сколько времени и денег вы можете сэкономить при 3D-печати на 3D-принтерах Formlabs.
Подсчитайте свои сбережения
Точно так же, как точность и аккуратность, рабочий процесс и доступные материалы различаются от машины к машине больше, чем от технологии к технологии.
Большинство 3D-принтеров SLA и DLP работают по принципу «подключи и работай» с легко заменяемыми рабочими платформами и резервуарами для смолы. Некоторые более продвинутые модели также поставляются с системой картриджей для автоматического заполнения резервуара жидкой смолой, что требует меньшего внимания и облегчает печать в ночное время.
Некоторые принтеры поставляются с проприетарным программным обеспечением для подготовки 3D-моделей к печати, например PreForm для 3D-принтеров Formlabs SLA, в то время как другие производители предлагают готовые решения. Функции различаются в зависимости от программного инструмента, например, PreForm предлагает настройку печати одним щелчком мыши, мощные ручные элементы управления для оптимизации плотности и размера поддержки, адаптивную толщину слоя или функции для экономии материала и времени. К счастью, программное обеспечение можно легко загрузить и протестировать перед покупкой 3D-принтера.
К счастью, программное обеспечение можно легко загрузить и протестировать перед покупкой 3D-принтера.
Полимерные 3D-принтеры предлагают множество материалов для широкого спектра применений.
Одним из наиболее значительных преимуществ 3D-печати смолой является разнообразие материалов, позволяющих создавать детали для различных областей применения. Смолы могут иметь широкий спектр конфигураций состава: материалы могут быть мягкими или твердыми, сильно заполненными вторичными материалами, такими как стекло и керамика, или наделенными механическими свойствами, такими как высокая температура деформации или ударопрочность.
Однако набор поддерживаемых материалов зависит от модели 3D-принтера, поэтому перед покупкой рекомендуется проконсультироваться с производителем.
Детали, напечатанные с использованием технологий SLA и DLP, требуют последующей обработки после печати. Сначала детали нужно промыть в растворителе, чтобы удалить излишки смолы. Некоторые функциональные материалы, такие как инженерные или биосовместимые детали, также требуют постотверждения. Для 3D-принтеров SLA Formlabs предлагает решения для автоматизации этих шагов, экономящие время и усилия.
Для 3D-принтеров SLA Formlabs предлагает решения для автоматизации этих шагов, экономящие время и усилия.
Наконец, 3D-печатные детали, напечатанные на опорах, требуют удаления этих структур — ручной процесс, аналогичный как для SLA-, так и для DLP-3D-принтеров. 3D-печать LFS упрощает этот этап, предлагая легкие опорные структуры, в которых используются очень маленькие точки касания, что позволяет легко снимать их с минимальными следами поддержки.
Interactive
Нужна помощь в выборе материала для 3D-печати? Наш новый интерактивный помощник по материалам поможет вам принять правильное решение в отношении материалов, исходя из вашего применения и свойств, которые вам больше всего нужны из нашей постоянно растущей библиотеки смол.
Порекомендуйте мне материал
Разобравшись с различиями в технологиях и результатах, мы надеемся, что вам будет намного проще выбрать полимерный 3D-принтер, который наилучшим образом соответствует вашему рабочему процессу и потребностям в печати.
Чтобы узнать больше о 3D-печати SLA следующего поколения, узнайте больше о 3D-принтерах Form 3 и Form 3L LFS.
Хотите лично убедиться в качестве? Закажите образец детали с доставкой в ваш офис.
Запросить бесплатный образец детали
SLA 3D-принтеры — 10 лучших за 2022 год
SLA 3D-принтеры используются в различных отраслях, от ювелирных изделий до стоматологии в нескольких компаниях, по доступным ценам. Мы составили список из десяти ведущих 3D-принтеров SLA на основе нашего исследования. Перед этим давайте освежим в памяти то, что мы знаем об SLA.
Что такое SLA?
Стереолитография также известна как SLA. Этот метод использует УФ-лазер и зеркала (гальванометры) для отверждения светочувствительной смолы. Это был один из самых первых методов аддитивной печати. 3D-принтеры SLA были впервые изобретены в 1986 Чака Халла.
После SLA появилось множество подобных импровизированных процессов, таких как DLP. Однако с течением времени SLA не потерял своего значения. Он используется в ювелирной, автомобильной и аэрокосмической промышленности для изготовления прототипов и функциональных деталей.
Он используется в ювелирной, автомобильной и аэрокосмической промышленности для изготовления прототипов и функциональных деталей.
Преимущества 3D-печати SLA
3D-принтеры SLA обладают многочисленными преимуществами. Вот некоторые из них:
- Чрезвычайно точные 3D-принты
- Гладкая поверхность
- Широкий спектр материалов
- Низкая стоимость
- Массовое производство Жесткость и прочность
- Устойчивость к химическим веществам
- Печать с высоким разрешением
Важные моменты, которые следует учитывать при выборе SLA 3D Printer 9 02426 9 Назначение 5 9
Первое, на что следует обратить внимание при покупке 3D-принтера, — это то, что вы собираетесь на нем делать. Это может существенно повлиять на тип машины, которую вы должны купить.
Тип принтера
На рынке доступно несколько различных стилей принтера, которые следует учитывать. То, что вы выберете, снова повлияет на то, что вы можете сделать с помощью принтера.
То, что вы выберете, снова повлияет на то, что вы можете сделать с помощью принтера.
Качество
Перед покупкой необходимо оценить общее качество принтера. Естественно, качество печати определяется двумя факторами: разрешением печати и скоростью печати.
Теперь давайте обсудим лучшие SLA-принтеры с их характерными характеристиками и ценами.
10 лучших 3D-принтеров SLA 2022 года
На рынке доступны сотни 3D-принтеров SLA. Если вы хотите купить его для своей компании, проверка каждого 3D-принтера, соответствующего вашим требованиям, отнимает много времени и сил, особенно если у вас нет предыдущего опыта.
Подробное сравнение следующих 10 лучших 3D-принтеров SLA облегчит выбор того, который соответствует вашим целям и требованиям печати.
1. XYZPrinting Nobel 1.0 A
XYZPrinting Nobel 1.0 A: Источник изображения: 3dprima.com
Компания XYZPrinting известна производством высококачественных 3D-принтеров SLA. Компания начала с производства недорогих 3D-принтеров FDM, но по мере роста спроса на SLA-принтеры она расширилась, включив 3D-принтеры на полимерной основе.
Компания начала с производства недорогих 3D-принтеров FDM, но по мере роста спроса на SLA-принтеры она расширилась, включив 3D-принтеры на полимерной основе.
Расширенной версией Nobel 1.0 является Nobel 1.0 A. Буква «A» означает «Advanced». Она имеет объем печати 128 x 128 x 200 мм и работает на удобном для пользователя программном обеспечении XYZ Ware Nobel. Файлы STL можно загрузить для 3D-печати с помощью USB-кабеля или ключа.
Цена машины составляет 1995,95 долларов США, и она является хорошим выбором для долгосрочной 3D-печати.
2. Anycubic Photon S
Anycubic Photon S: Источник изображения: amazon.in
Китайская компания Anycubic создала Proton S, самый дешевый 3D-принтер SLA. Он обеспечивает сложные 3D-печати. Это улучшенная версия оригинального Proton. Пластиковая смола отверждается с помощью УФ-лампы.
Он поставляется с 5,2-дюймовым ЖК-экраном 2K для контроля процесса печати. Качество печати выдающееся.
Скорость печати от 15 до 18 мм в секунду, промышленная. Это отличный материал для изготовления украшений, статуэток и других небольших моделей.
Принтер имеет объем печати 115 x 65 x 65 мм и стоит 419 долларов США. Он поставляется с годовой гарантией и трехмесячной гарантией на ЖК-экран.
3. Оригинальный Prusa SL1
Оригинальный Prusa SL1: Источник изображения: top3dshop.com минимальное усилие.
Жидкая смола, чувствительная к ультрафиолетовому излучению, с длиной волны 405 нанометров, поддерживаемая принтером.
Встроенный объем машины составляет 120 x 68 x 150 мм с разрешением слоя от 0,025 до 0,1 мм.
Принтер стоит 1399 долларов США в разобранном виде и 1699 долларов США в полностью собранном виде. Он в основном используется в аэрокосмической, медицинской и ювелирной промышленности для создания функциональных прототипов и деталей.
4. Formlabs Form 3
Formlabs Form 3: Источник изображения: formlabs.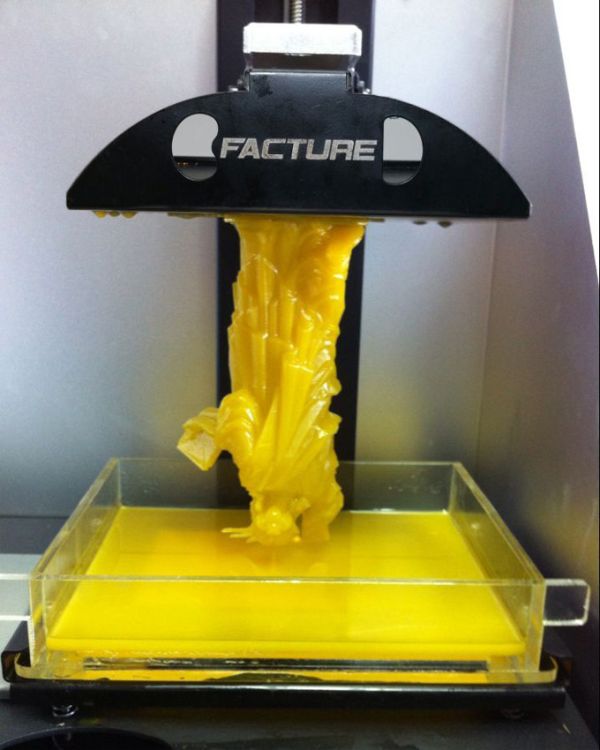 com
com
Форма 3 является более сложной версией формы 2. Используется стереолитография с низким усилием, которая превосходит SLA. Встроенный объем принтера составляет 145 х 145 х 185 мм. Разрешение слоя установлено на 25 микрон.
Он работает с 20 различными материалами и прост в настройке, следуя инструкциям производителя.
Корпус машины черный с оранжевым колпаком. Базовый пакет принтера стоит 3499 долларов, а полный пакет — 5999 долларов и включает в себя инструменты постобработки (одна промывка формы, 1 л смолы, профессиональный план обслуживания и одна отверждение формы).
Выберите наиболее выгодный для вас пакет.
5. EnvisionTEC D4K Pro
Envision TEC D4K Pro: Источник изображения: envisiontec.com
Envision TEC D4K Pro, один из больших 3D-принтеров, имеет объем печати 148 x 83 x 110 мм. Это позволяет быстрее производить крупномасштабные модели без ущерба для качества печати.
Пользователь может использовать различные литьевые смолы, такие как PIC100, WIC100G и QView, среди прочих.
Разрешение по осям XY и Z составляет 25 микрон и 1 микрон соответственно. Его основные применения в стоматологической и ювелирной промышленности.
6. 3D Systems FabPro 1000
3D Systems FabPro 1000: Источник изображения: 3dprintingindustry.com
3D Systems выпустила FabPro 1000, промышленный 3D-принтер начального уровня. Качество печати отличное, но цена высокая. Он специализируется на мелкосерийном производстве мелких деталей и прототипов.
Объем сборки 125 х 75 х 120 мм, скорость печати 21 миллиметр в час. Разрешение слоя колеблется от 30 до 50 микрон.
Для 3D-печати принтер использует технологию DLP StereoLithography. Машиностроение, производственные услуги, стоматология и ювелирные изделия входят в число отраслей, которые используют его больше всего.
Стоимость машины $4126.
Он поставляется с множеством дополнений. В комплект входят лоток для печати, две платформы для печати, комплект емкости для смолы и комплект для постобработки.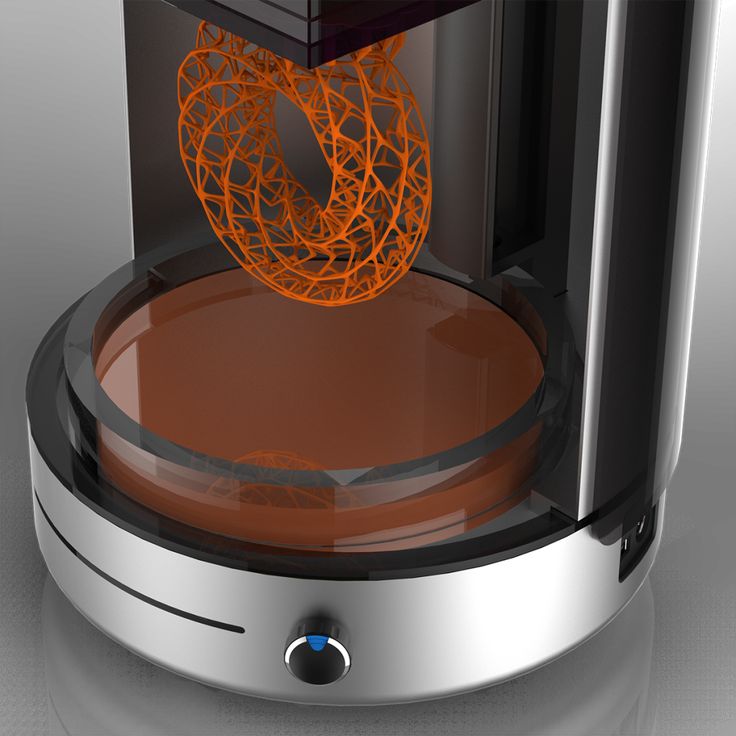
7. Zortrax Inkspire
Zortrax Inkspire: Источник изображения: amazon.in
Процесс полимеризации в ванне используется в Inkspire. Чтобы придумать лучший дизайн, исследовательская группа была назначена как минимум на два месяца.
По данным компании, он может печатать в восемь раз быстрее и в девять раз точнее, чем другие 3D-принтеры.
Пользователи автомобильной промышленности и бытовой электроники были ошеломлены этим.
Минимальная высота слоя 25 микрон, разрешение x-y 50 x 50 микрон. Объем печати 74 х 132 х 175 мм, скорость печати от 20 до 36 мм в час.
Принтер используется в аэрокосмической, медицинской, ювелирной и автомобильной промышленности.
Цена машины около 2699 долларов.
8. DWS XFAB 2000
DWS XFAB 2000: Источник изображения: sundonull.com
Итальянская компания DWS Systems создала XFAB 2000 специально для ювелирной и модной промышленности. Он утверждает, что XFAB 2000 — лучший 3D-принтер за свои деньги.
Он утверждает, что XFAB 2000 — лучший 3D-принтер за свои деньги.
Размеры 180 х 180 х 180 мм. Для большей точности толщина слоя составляет от 10 до 100 микрон.
Стоимость машины $7540. Принтер также используется для изготовления модных аксессуаров, таких как очки, брелки, заклепки, застежки-молнии, броши и запонки, среди прочего.
Это хороший вариант для тех, у кого есть долгосрочные цели в области 3D-печати.
9. Uniz Slash Pro
Uniz Slash Pro: Источник изображения: aniwaa.com
Калифорнийская компания Uniz создала Slash Pro для профессионального использования. Для 3D-печати он основан на технологии LCD. Он имеет объем сборки 192 x 120 x 400 мм и может использоваться с любым из пяти типов смолы.
На принтере доступны разрешения слоев 10, 25, 50, 100, 150, 200 и 300 микрометров.
Машина имеет два режима работы. Принтер использует стандартные смолы обычным образом. В нем используются специальные смолы, установленные компанией в режиме UDP (Uni-Directional Peel).
Источником света является ЖК-дисплей, который хранится в резервуаре. В режиме UDP скорость печати составляет 600 мм в час, а в стандартном режиме — 200 мм в час.
Стоимость принтера $4499. Принтер поставляется полностью собранным производителем. Uniz имеет отличное обслуживание клиентов. Вы можете посмотреть обучающие видео на веб-сайте бренда для получения дополнительной информации.
10. Phrozen Shuffle XL
Phrozen Shuffle XL: Источник изображения: top3dshop.com
Phrozen Shuffle XL, как следует из названия, позволяет печатать большие модели на 3D-принтере без ущерба для качества. Он может печатать полноразмерные механические детали и точное медицинское оборудование, ювелирные изделия и автомобили для аэрокосмической промышленности.
В принтере используется технология стереолитографии с маскированием ЖК-дисплея. Он совместим со смолами нанометрового размера.
Имеет область печати 190 x 120 x 200 мм, разрешение 85 микрон по осям X и Y, 10 микрон по оси Z и скорость печати 35 мм в час.
Станок стоит $1399 и поставляется в полностью собранном виде. Также предоставляется годовая гарантия.
Лучшее программное обеспечение для 3D-печати — «SelfCAD»
Программное обеспечение для 3D-печати — «SelfCAD»: Источник изображения: 3dwithus.com
SelfCAD — это бесплатное онлайн-программное обеспечение для 3D-моделирования и редактирования STL для начинающих и опытных пользователей 3D-принтеров. Пользовательский интерфейс этого программного обеспечения для 3D-печати очень прост. По сравнению с другими программами среднее количество доступных инструментов было значительно уменьшено, и в него включены только наиболее часто используемые инструменты. SelfCAD — одна из программ, устройства которых можно легко освоить, поскольку доступные инструменты можно использовать повторно. Это единственное программное обеспечение для 3D-моделирования, которое сочетает в себе художественные, технические возможности, возможности рендеринга и 3D-печати в одном пакете!
SelfCAD — это 3D-печать, оптимизированная по нескольким параметрам. Существует инструмент Magic Fix, который обеспечивает стабильность геометрии модели. Встроенный слайсер поможет вам нарезать ваши модели и создать G-код для вашего 3D-принтера.
Существует инструмент Magic Fix, который обеспечивает стабильность геометрии модели. Встроенный слайсер поможет вам нарезать ваши модели и создать G-код для вашего 3D-принтера.
Это самый экономичный профессиональный инструмент для 3D-печати, которым пользуются как новички, так и эксперты. Вы можете зарегистрировать бесплатную учетную запись и использовать ее для тестирования программы перед обновлением до премиум-версии, если она вам нравится.
3D-принтеры SLA —
Заключение
3D-принтеры SLA могут производить высококачественные отпечатки, и их цены значительно снизились за последние годы. Их могут себе позволить как частные пользователи, так и предприятия.
Найти подходящий не так просто, как купить первый попавшийся 3D-принтер; есть несколько факторов, которые следует учитывать в первую очередь.
Вот почему мы составили этот список, чтобы показать вам лучшие 3D-принтеры SLA на рынке, но вы должны выбрать один из них или попробовать наше программное обеспечение для 3D-моделирования и печати SelfCAD.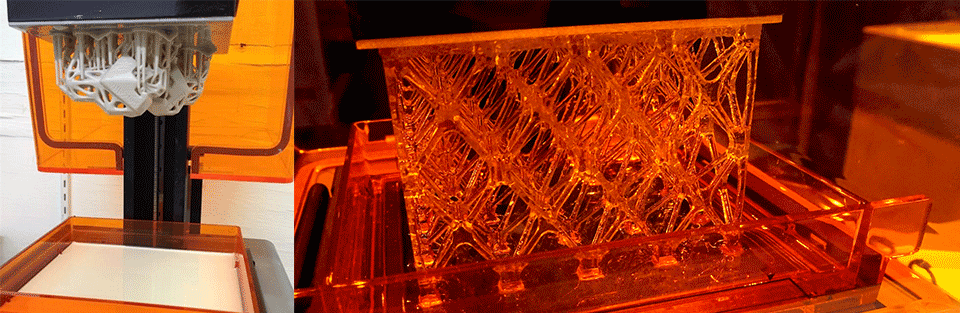
Всего комментариев: 0