Абсолютная система координат в чпу: Абсолютные и относительные координаты
Содержание
Система координат чпу, кодирование и запись информации
При этом на схемах станков направления движения рабочих органов, несущих инструмент, обозначаются буквами без штриха, а несущих заготовку — буквами со штрихом; при этом положительное направление движения, обозначаемое буквой со штрихом, противоположно соответствующему движению, обозначаемому той же буквой без штриха.
Ось Z (см. рис. 2) в системе координат чпу определяется по отношению к шпинделю главного движения, т.е. шпинделю, вращающему инструмент в станках сверлильно фрезерно расточной группы, или шпинделю, вращающему заготовку в станках токарной группы. Движение по оси Z в положительном направлений должно соответствовать направлению отвода инструмента от заготовки (см. рис. 2).
Ось X должна быть расположена предпочтительно горизонтально и параллельно поверхности крепления заготовки. На станках с вращающейся заготовкой, например токарных, движение по оси X направлено по радиусу заготовки и параллельно поперечным направляющим. Положительное движение по оси X происходит, когда инструмент, установленный на главном резцедержателе поперечных салазок, отходит от оси вращения заготовки (рис. 1, α). На станках с вращающимся инструментом, например фрезерных, сверлильных, при вертикальной оси Z положительное перемещение по оси X направлено вправо (рис. 1, б).
Положительное движение по оси X происходит, когда инструмент, установленный на главном резцедержателе поперечных салазок, отходит от оси вращения заготовки (рис. 1, α). На станках с вращающимся инструментом, например фрезерных, сверлильных, при вертикальной оси Z положительное перемещение по оси X направлено вправо (рис. 1, б).
Положительное направление движения по оси Y в системе координат чпу следует выбирать так, чтобы ось Y вместе с осями Z и X образовывала правую прямоугольную систему координат (см. рис. 1, б).
Несмотря на то что с помощью трехкоординатной прямоугольной системы координат описывается положение любых точек в геометрическом пространстве, в современной механообработке часто возникает необходимость в изготовлении столь сложных поверхностей, когда недостаточно перемещений рабочих органов только по трем осям координат. В этом случае используют пространственную прямоугольную систему координат с дополнительными круговыми осями координат, которые располагаются вокруг основных линейных осей X, Y и Z (см.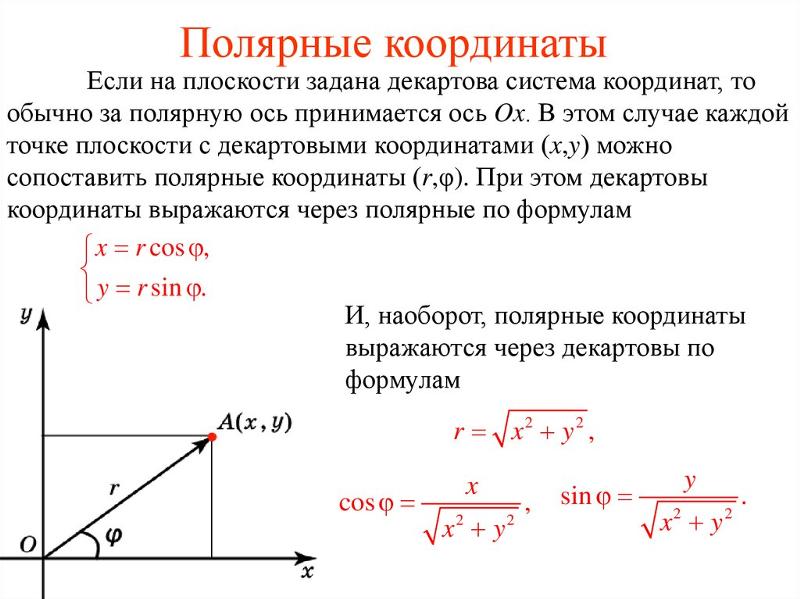 рис. 1, α). Ось вращения вокруг оси X обозначается как ось А, ось вращения вокруг оси Y — как ось B, ось вращения вокруг оси Z — как ось С.
рис. 1, α). Ось вращения вокруг оси X обозначается как ось А, ось вращения вокруг оси Y — как ось B, ось вращения вокруг оси Z — как ось С.
Система координат ЧПУ предполагает, что за положительное направление круговой координатной оси принимается направление вращения по часовой стрелке, если смотреть в положительном направлении вдоль соответствующей ей линейной оси (см. рис. 1, б).
В ряде станков с ЧПУ дополнительно к основным (первичным) прямолинейным движениям X, Y и Z имеются вторичные движения параллельно им. Их следует обозначать соответственно буквами U, V и W. Если дополнительно имеются третичные движения, параллельные им, их следует обозначать соответственно буквами P, Q, R.
Если дополнительно к первичным круговым движениям имеются вторичные вращательные движения, параллельные или непараллельные А, В и С, их следует обозначать буквами D и Е.
Прямоугольную систему координат с дополнительными круговыми осями можно также представить как пространственную полярную систему координат (рис.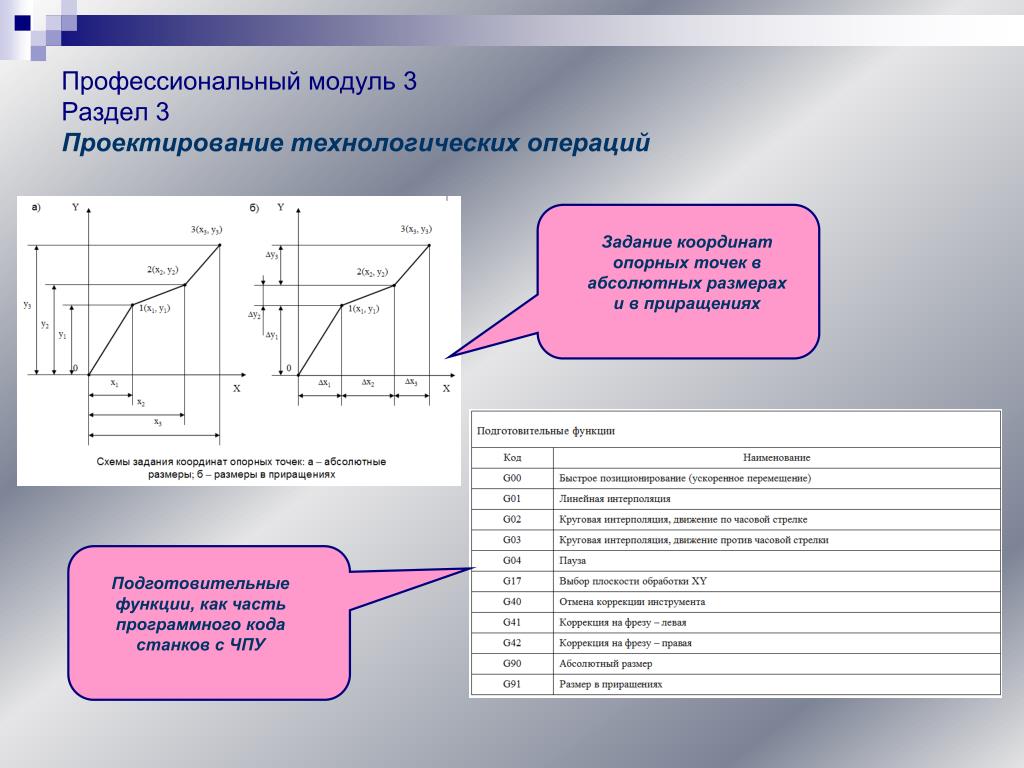 3).
3).
В полярной системе координат положение точки Р на плоскости XY определяется расстоянием (радиусом) R от точки до начала координат и углом α между определенной осью координат и радиусом, проведенным в точку из начала координат (см. рис. 3). Как правило, в полярной системе координат чпу на плоскости XY угол α указывается от оси X. Угол α может иметь как положительное, так и отрицательное значение.
1.7. СИСТЕМЫ КООРДИНАТ СТАНКОВ С ЧПУ
Общетехнические дисциплины / Технологические основы гибких автоматизированных производств / 1.7. СИСТЕМЫ КООРДИНАТ СТАНКОВ С ЧПУ
Программирование движений рабочих органов и осуществление заданных перемещений в станках с ЧПУ тесно связаны с системами координат. Большинство отечественных и зарубежных станков с ЧПУ имеют систему координат, предложенную Международной организацией по стандартизации (ISO). В основу положена правая система координат с осями Х, Y, Z, которые указывают положительные направления движения инструментов относительно неподвижной заготовки.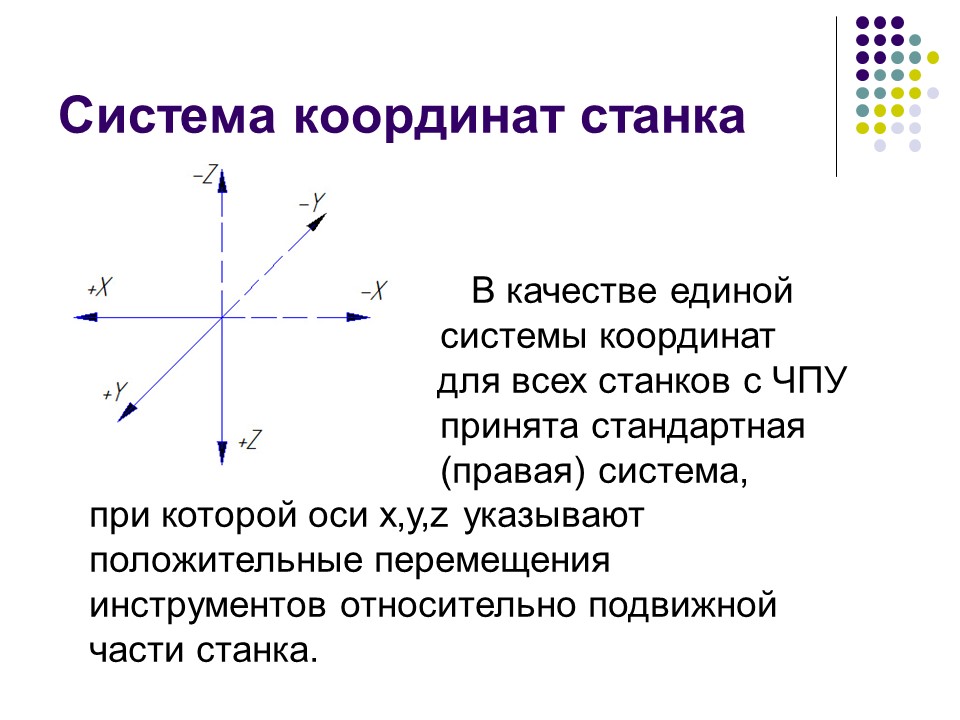 Если инструмент неподвижен, а движется заготовка относительно инструмента, то соответствующие ее положительные перемещения, направленные в противоположные стороны, обозначаются буквами Х’, Y’, Z’ (рис. 1.5).
Если инструмент неподвижен, а движется заготовка относительно инструмента, то соответствующие ее положительные перемещения, направленные в противоположные стороны, обозначаются буквами Х’, Y’, Z’ (рис. 1.5).
За положительные направления перемещений подвижных органов принимают такие их перемещения, при которых инструмент и заготовка удаляются друг от друга. При расположении системы координат в пространстве пользуются следующими правилами: ось Х всегда располагают горизонтально, а ось Z совмещают с осью вращения инструмента. Лишь в токарных станках, где вместо инструмента вращается заготовка, ось Z совмещают с осью шпинделя.
Во многих станках бывают случаи, когда по одной и той же оси предусмотрено перемещение нескольких (двух-трех) рабочих органов. Тогда используют вторичные (U, V, W) и третичные (P, Q, R) оси. Круговые перемещения инструмента относительно заготовки считаются положительными при направлении против часовой стрелки, если смотреть на острие соответствующей оси координат. Обозначаются они латинскими буквами А, В, С. При круговых движениях заготовки положительные направления меняются на обратные, а угловые координаты обозначаются А’, В’, С’.
Обозначаются они латинскими буквами А, В, С. При круговых движениях заготовки положительные направления меняются на обратные, а угловые координаты обозначаются А’, В’, С’.
На рис. 1.5 представлены примеры расположения осей координат для наиболее типичных компоновок станков с ЧПУ.
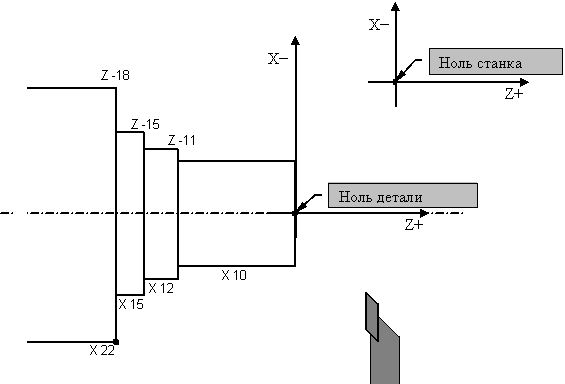
Для программирования обработки кроме направления осей координат необходимо установить способ и начало отсчета перемещений по каждой оси. В системах ЧПУ используют два различных способа отсчета: абсолютный и относительный (в приращениях). При абсолютном способе отсчета положение начала координат фиксировано для всей программы обработки. Это начало называют станочным нулем, и для каждого подвижного органа всегда оговаривают в паспорте станка или инструкции к нему. При работе от станочных нулей на программоносителе записывают абсолютные значения координат последовательно расположенных опорных точек. Достоинство такого способа отсчета состоит в том, что станок каждый раз отрабатывает заданные координаты (расстояния) от одной и той же точки (станочного нуля).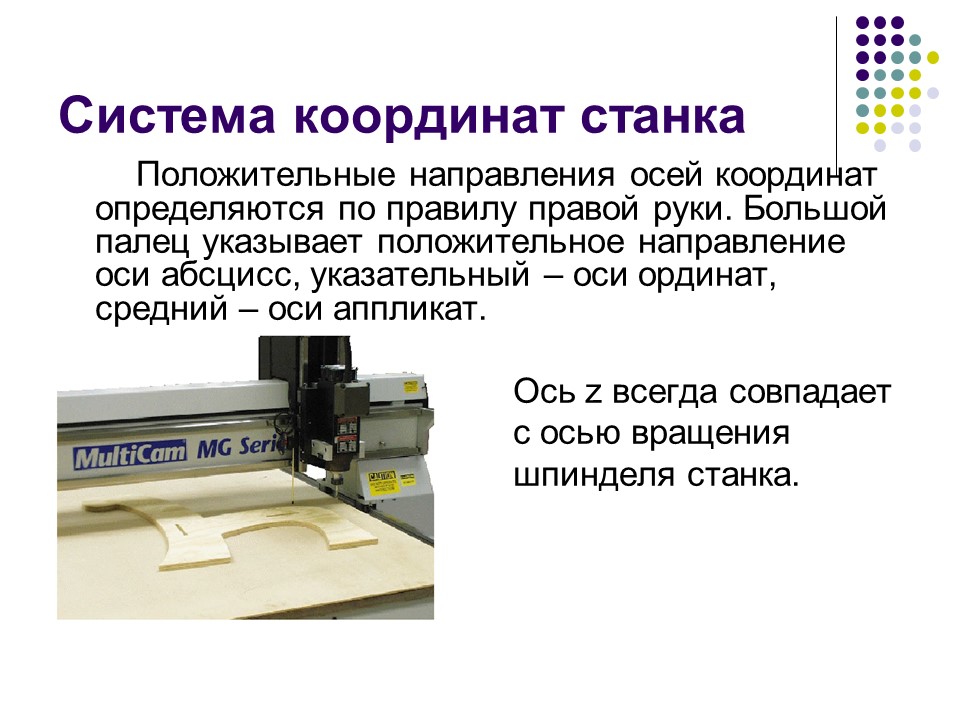 Следовательно, в этом случае отсутствует накопление ошибок отработки перемещений, а значит, достигается высокая точность позиционирования рабочих органов.
Следовательно, в этом случае отсутствует накопление ошибок отработки перемещений, а значит, достигается высокая точность позиционирования рабочих органов.
Приступая к разработке технологической операции, выполняемой на станке с ЧПУ, необходимо направление осей системы координат и начало отсчета уточнить по паспорту станка. Так, например, по паспорту обрабатывающего центра 2Б622МФ2, оснащенного отечественной системой программного управления «Размер-2М», убеждаемся, что направление осей системы координат соответствует схеме, представленной на рис. 1.5, г. При этом по оси Y перемещается шпиндельная бабка. Начало отсчета ее перемещений (станочный нуль) находится вместе совмещения оси шпинделя и установочной поверхности стола. Поперечное перемещение стола совпадает с осью Х. Станочный нуль для этой оси проходит через ось поворотного стола в его крайнем заднем (от рабочего) положении. Осевое перемещение расточного шпинделя совпадает с осью Z. Станочный нуль для перемещений шпинделя находится в его крайнем выдвинутом положении. Продольное перемещение стола совпадает со вторичной осью W. Станочный нуль для программирования продольных перемещений стола находится в месте оси поворота стола в его крайнем левом положении.
Продольное перемещение стола совпадает со вторичной осью W. Станочный нуль для программирования продольных перемещений стола находится в месте оси поворота стола в его крайнем левом положении.
В некоторых случаях, в особенности при использовании позиционных систем ЧПУ, отрабатывать программу от станочного нуля оказывается неудобно по следующим причинам:
· во-первых, это удлиняет холостые установочные перемещения, так как обрабатываемые заготовки различны по своим размерам;
· во-вторых, это затрудняет установку заготовки, так как требуется такое ее положение на столе станка, при котором базовые поверхности находились бы на точных расстояниях от начала отсчета станка;
· в третьих, определенное затруднение вызывает программирование обработки таких заготовок, у которых измерительные базы не совпадают с установочными.
В связи с этим в системе числового программного управления станков предусмотрена возможность переноса начала отсчета в любую точку на пути перемещения подвижного органа станка.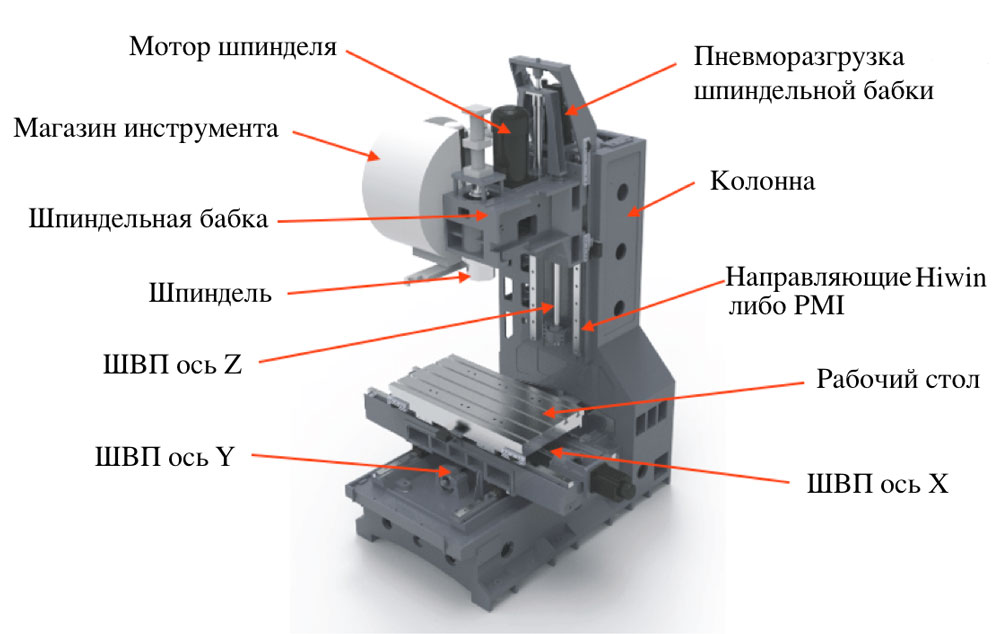 Такое устройство называют системой «плавающий нуль». Оно применяется главным образом на расточных и сверлильных станках и обрабатывающих центрах с позиционным управлением.
Такое устройство называют системой «плавающий нуль». Оно применяется главным образом на расточных и сверлильных станках и обрабатывающих центрах с позиционным управлением.
В системах, предусматривающих возможность использования «плавающего нуля» (системах с относительным способом отсчета координат), нулевым каждый раз принимают положение исполнительного органа, которое он занимал перед началом очередного перемещения к следующей опорной точке. В программу в этом случае записывают приращения координат при переходе от предыдущей к последующей точке.
Первая опорная точка программы называется исходной, или старт-точкой. Она выверяется при настройке станка и играет роль начала координат, от которого рассчитывают программу обработки конкретной заготовки. Такой способ отсчета используют почти во всех современных позиционных системах ЧПУ. Однако точность положения рабочего органа при этом в каждый момент времени зависит от точности отработки ко
ординат предыдущих опорных точек. Ошибки в отработке отдельных перемещений здесь могут накапливаться. Поэтому в последнее время наметилась тенденция к использованию абсолютного метода отсчета координат и в контурных системах ЧПУ.
Ошибки в отработке отдельных перемещений здесь могут накапливаться. Поэтому в последнее время наметилась тенденция к использованию абсолютного метода отсчета координат и в контурных системах ЧПУ.
По числу управляемых движений (координат) системы ЧПУ могут быть двух-, трех-, четырех-, пятикоординатными и т.д. В позиционных системах движения по отдельным координатам могут осуществляться хотя и одновременно, но несогласованно. Для контурных систем важной характеристикой является число одновременно и согласованно управляемых координат. Однако некоторые контурные системы ЧПУ построены так, что согласованные перемещения возможны не по всем координатам одновременно, а только при отсутствии движения по одной из осей координат. Такие системы с одной неполной координатой иногда обозначают дробным числом, добавляя к целому числу одновременно и согласованно работающих координат еще половину координаты. Например, четырехкоординатная система с одной неполной координатой обозначается как 3,5-координатная. Число одновременно управляемых координат – важная технологическая характеристика станка.
Число одновременно управляемых координат – важная технологическая характеристика станка.
Для обработки заготовки любой конфигурации на токарном станке обычно достаточно двух координат по числу двух основных направлений подач – продольной и поперечной. Для токарного станка, оснащенного двумя суппортами (например, станок модели 1734ФЗ), становится необходимой четырехкоординатная система управления. Сверлильные станки с ЧПУ обычно двухкоординатны, поскольку их основная задача – совмещение инструмента с осью отверстия. Для расточных станков чаще применяют трехкоординатные системы. Фрезерные станки должны иметь не менее трех одновременно управляемых координат для обработки сложных криволинейных поверхностей пространственными строчками. Наиболее рациональными являются пятикоординатные фрезерные станки, у которых дополнительно программируются повороты заготовки и наклоны инструмента, что позволяет обрабатывать труднодоступные участки поверхности и улучшать условия резания.
После изучения каждого раздела пособия необходимо ответить на контрольные вопросы. Номер варианта вопросов соответствует последней цифре номера вашей зачетной книжки. Ответы на вопросы оформляются письменно в ученической тетрадке объемом 12 листов.
Номер варианта вопросов соответствует последней цифре номера вашей зачетной книжки. Ответы на вопросы оформляются письменно в ученической тетрадке объемом 12 листов.
Абсолютное и инкрементальное программирование ЧПУ
Gcode G91 и Gcode G90: Абсолютное и инкрементальное программирование ЧПУ
Вот совок: gcode G90 и gcode G91 сообщают вашему станку с ЧПУ, использовать ли абсолютные или инкрементальные координаты.
В чем разница между абсолютной и инкрементальной системами координат?
Начнем с определения. Абсолютные координаты измеряются от нуля программы, начала программы. Относительные перемещения измеряются от текущей позиции. Мы только что рассмотрели движения по дуге окружности с помощью G02 и G03. Координаты центра дуги, выраженные I и J, являются относительными координатами.
Теперь более практический пример. Предположим, вы находитесь в продуктовом магазине и спрашиваете продавца, в каком отделе лежит печенье. Если он ответит: «Иди к 14-му ряду за печеньем», это будет абсолютная координата, относящаяся к первому проходу — «нулевой части» продуктового магазина.
Если вместо этого он ответит: «Здесь три прохода вниз», это инкрементная координата. Мы привыкли к обоим видам в повседневной жизни, и оба они полезны в зависимости от ситуации.
Обратите внимание, что то, что мы могли бы назвать «относительными координатами», часто называют координатами «инкрементного режима» в руководствах по программированию контроллера ЧПУ. Это просто другой способ сказать то же самое.
Переключение между относительными (gcode G91) и абсолютными координатами (gcode G90)
Как мы можем переключаться между относительными и абсолютными координатами? Обычный способ — использовать gcode G90 для использования абсолютных координат и G91 для использования относительных координат. Например:
G90 (Переключиться на абсолютные координаты)
G0 X0Y0Z0 (Перейти к началу программы в точке 0, 0, 0)
G91 (Переключиться на относительные координаты)
6
7 (Переключиться на относительные координаты) одна единица справа по X и одна единица справа по Y )
G90 (Вернуться к абсолютным координатам)
Предшествующая программа включает как абсолютное перемещение в X0Y0Z0, так и относительное перемещение.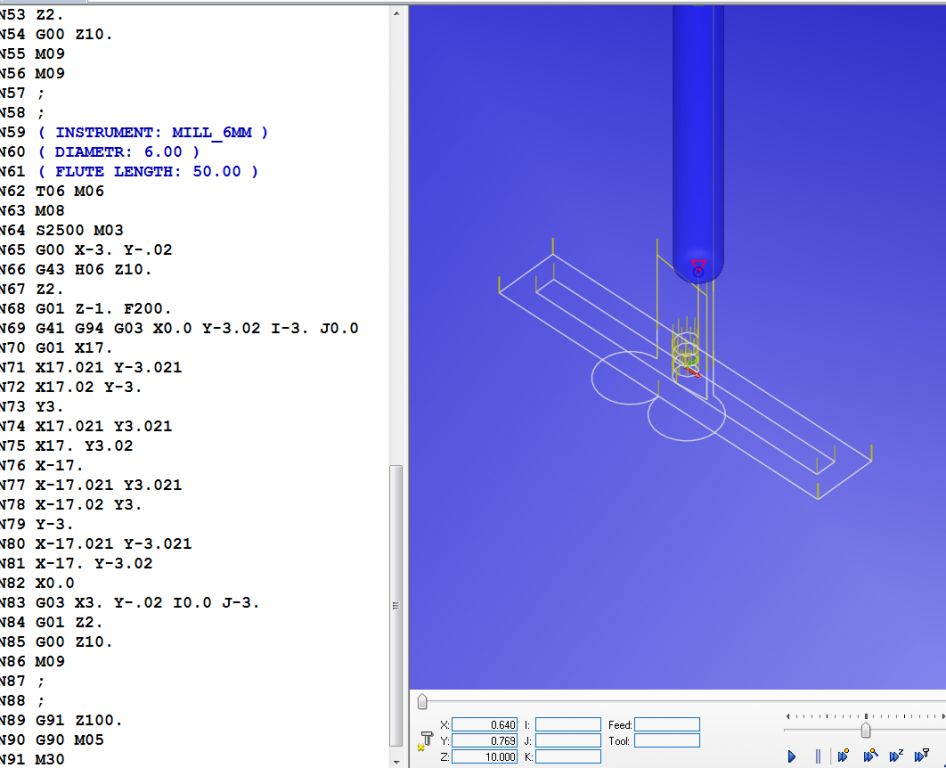 Как видите, gcode G90 и gcode G91 являются модальными.
Как видите, gcode G90 и gcode G91 являются модальными.
Пример абсолютного программирования G90 GCode
В этом и следующем примерах я покажу, как вырезать одну и ту же фигуру, прямоугольник, используя как абсолютные, так и относительные координаты. Начнем с абсолютных координат GCode G90.
Имея кусок материала шириной 6 дюймов, высотой 4 дюйма и толщиной 1 дюйм, мы хотим вырезать карман, который находится на расстоянии 1 дюйм от краев, используя концевую фрезу 1/2 дюйма. Вот рисунок нашей части:
Вот наша часть…
Хорошо, а вот пример gcode:
; Мы предполагаем, что резак находится где-то на безопасном расстоянии над деталью, чтобы мы могли ускориться.
G90 ; Убедитесь, что мы находимся в режиме абсолютной координаты gcode G90.
G00 ; Используйте пороги скорости.
X1,25 Y1,25 ; Абсолютные координаты прямо над углом
G01 ; Используйте скорость рабочей подачи (фактическая скорость подачи и g-коды оборотов шпинделя не показаны
Z-0,5 ; Врезание до дна паза
; Теперь обходим карман против часовой стрелки, то есть фрезеруем с подъемом
X4. 75
75
Y2.75
X1.25
Y1.25
; Не будем показывать все ходы для зачистки лузы, но мы только что обошли периметр, используя абсолютные ходы.
Результирующие ходы выглядят следующим образом:
Пример относительного программирования G91 GCode
Давайте попробуем еще раз с относительными перемещениями. Вот наш gcode:
; Мы предполагаем, что резак находится где-то на безопасном расстоянии над деталью, чтобы мы могли ускориться.
G90 ; Убедитесь, что мы находимся в режиме абсолютной координаты gcode G90. Мы не знаем, где находится резак, поэтому используем absolute, чтобы убедиться.
G00 ; Используйте пороги скорости.
X1,25 Y1,25 ; Абсолютные координаты прямо над углом
G01 ; Использовать скорость рабочей подачи (фактическая скорость подачи и g-коды оборотов шпинделя не показаны
Z0.0
G91 ; Теперь мы точно знаем, где находимся, поэтому переключитесь на относительные координаты. 0007
0007
; Теперь мы обходим карман против часовой стрелки, таким образом, мы фрезеруем подъем
X3.5
Y1.5
X3.5
Y-1.5
; Не будем показывать все ходы для зачистки лузы, но мы только что обошли периметр, используя абсолютные ходы.
Размеры всегда удобны при вычислении относительных перемещений:
Как вы проверяете свой G-код перед тем, как поместить его на машину?
Конечно, «воздух» можно перерезать, но это медленно. Хотели бы вы узнать о каком-нибудь программном обеспечении, которое позволяет вам выполнить 5 основных тестов вашего g-кода, прежде чем он будет отправлен на машину? Это сэкономит вам много времени и нервов.
Спорим, расскажи мне больше!
Какой режим используется моим контроллером по умолчанию?
Интересно, что большинство элементов управления запускаются в относительном/инкрементном режиме (G91). Это сделано потому, что считается более безопасным, если режим не соответствует вашим ожиданиям.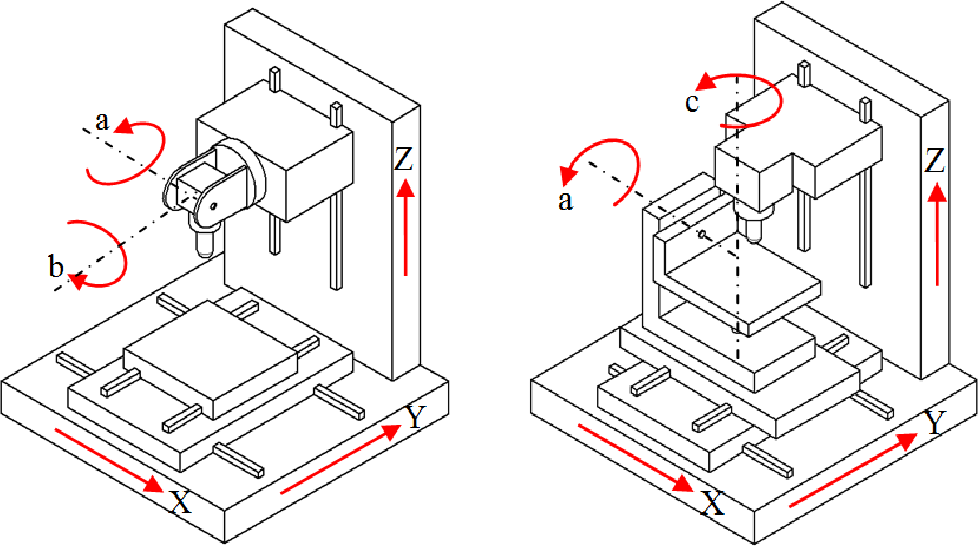 Другими словами, если вы ожидаете абсолютное значение, считается, что безопаснее начать с инкрементного, чем если бы вы ожидали инкрементного и начали с абсолютного. Правда в том, что работать не в том режиме, который вы ожидаете, небезопасно, с какой бы стороны вы на это ни смотрели, потому что машина сделает что-то неожиданное. Поэтому убедитесь, что одним из первых действий, которые вы делаете в своей программе, является установка gcode G90 или gcode G91, так что он делает то, что вы ожидаете!
Другими словами, если вы ожидаете абсолютное значение, считается, что безопаснее начать с инкрементного, чем если бы вы ожидали инкрементного и начали с абсолютного. Правда в том, что работать не в том режиме, который вы ожидаете, небезопасно, с какой бы стороны вы на это ни смотрели, потому что машина сделает что-то неожиданное. Поэтому убедитесь, что одним из первых действий, которые вы делаете в своей программе, является установка gcode G90 или gcode G91, так что он делает то, что вы ожидаете!
Использование слов UVW для инкрементных координат
Некоторые контроллеры позволяют использовать оба стиля одновременно, используя UVW. Мы могли бы написать предыдущую программу так:
G90 (переключиться на абсолютные координаты)
G0 X0Y0Z0 (переместиться в начало программы в точке 0, 0, 0)
G0 U1V1 (переместиться на одну единицу вправо по X и одну единицу прямо в Y )
Этот формат UVW удобен и немного короче. Мы уже упоминали контроллеры, в которых I и J являются относительными, что аналогично случаю UVW, хотя и предназначено для определения местоположения центра дуги.
Мы уже упоминали контроллеры, в которых I и J являются относительными, что аналогично случаю UVW, хотя и предназначено для определения местоположения центра дуги.
Зачем мне использовать инкрементальные или абсолютные перемещения?
Рассмотрим пару случаев.
Во-первых, все дело в том, как вы хотите думать о своей проблеме. Что более естественно — думать о том, что происходит относительно какой-то абсолютно центральной точки или относительно вашего текущего местоположения? Контроллеру ЧПУ все равно, так что делайте то, что вам легко.
Во-вторых, предположим, что вы просто читаете распечатку и вводите G-код. Для некоторых точек может быть проще использовать относительные координаты, так как у вас может не быть абсолютных координат. На распечатках обычно указываются размеры относительно соседних элементов, а не относительно некоторой абсолютной нулевой точки детали.
Последний пример — это запись подпрограмм. Предположим, у вас есть функция, которая повторяется более одного раза в вашей программе g-кода.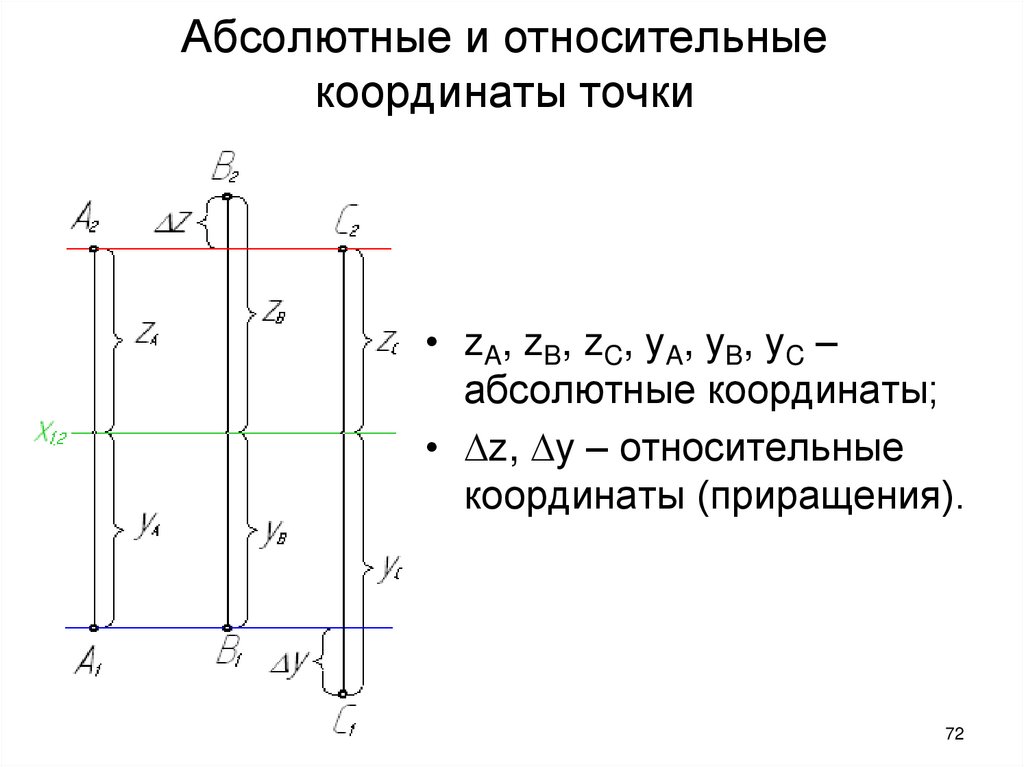 Например, вы просверливаете отверстие, снимаете с него фаску, а затем нарезаете резьбу метчиком. Эти отверстия расположены по всей пластине, которую вы обрабатываете. Самый простой способ запрограммировать такую вещь — создать подпрограмму (о подпрограммах мы поговорим подробнее чуть позже, а пока включите свое воображение), которая предполагает, что она расположена над центром отверстия, и может просто продолжить делать всю работу, используя относительные координаты. Теперь вы можете просто сделать абсолютный ход, а затем вызвать подпрограмму для каждой дыры и написать код только один раз. Какая экономия времени.
Например, вы просверливаете отверстие, снимаете с него фаску, а затем нарезаете резьбу метчиком. Эти отверстия расположены по всей пластине, которую вы обрабатываете. Самый простой способ запрограммировать такую вещь — создать подпрограмму (о подпрограммах мы поговорим подробнее чуть позже, а пока включите свое воображение), которая предполагает, что она расположена над центром отверстия, и может просто продолжить делать всю работу, используя относительные координаты. Теперь вы можете просто сделать абсолютный ход, а затем вызвать подпрограмму для каждой дыры и написать код только один раз. Какая экономия времени.
Стандартные циклы и автоматический gcode G91
Многие стандартные циклы (такие как циклы сверления) позволяют указать координаты, поэтому стандартный цикл выполняется несколько раз, по одному разу для каждого запуска цикла. Это позволяет легко делать такие вещи, как сверление нескольких отверстий, используя список координат отверстий. Как правило, координаты будут относительными, как если бы код автоматически вставлял G91 впереди, а затем возвращался к тому режиму, который действовал в конце.
Как правило, координаты будут относительными, как если бы код автоматически вставлял G91 впереди, а затем возвращался к тому режиму, который действовал в конце.
Обязательно ознакомьтесь с документацией вашего контроллера, чтобы узнать, делает ли он это.
Используйте редактор G-Wizard для преобразования между абсолютными и относительными координатами
Преобразование набора g-кода из абсолютных в относительные или наоборот может быть утомительным и подверженным ошибкам, но это легко, если у вас есть программное обеспечение для этого. это автоматически. Оказывается, в G-Wizard Editor есть команда, которая делает это преобразование за вас.
В разделе Tools Revision есть команда Relative / Absolute, которая делает это очень простым:
Вы можете преобразовать всю программу или выбранный вами блок строк.
Ссылки
- Видео о разнице между абсолютным и инкрементным программированием
Упражнения
1. Напишите программу G-кода, которая подает фрезу вокруг прямоугольника размером 1 дюйм на 1 дюйм, центр которого находится в точке 1, 1. Используйте абсолютные координаты (g-код G90).
Напишите программу G-кода, которая подает фрезу вокруг прямоугольника размером 1 дюйм на 1 дюйм, центр которого находится в точке 1, 1. Используйте абсолютные координаты (g-код G90).
2. Преобразуйте программу, которую вы написали в #1, чтобы использовать относительные координаты (не забудьте включить gcode G91!). Вы можете использовать абсолютную координату, чтобы добраться до центра прямоугольника в начальном движении G00.
3. Определите, разрешает ли ваш элемент управления перемещение UVW, и если да, перепишите #2, чтобы использовать их без вызова G91 для переключения на относительные координаты.
Часто задаваемые вопросы о G90 и G91 GCode
Что такое G90 в GCode?
G-код G90 заставляет координаты интерпретироваться как абсолютные координаты.
Что делает G91 в GCode?
G-код G91 заставляет интерпретировать координаты относительно текущего положения.
Что такое ЧПУ с абсолютным позиционированием?
Абсолютное позиционирование запускается g-кодом G90.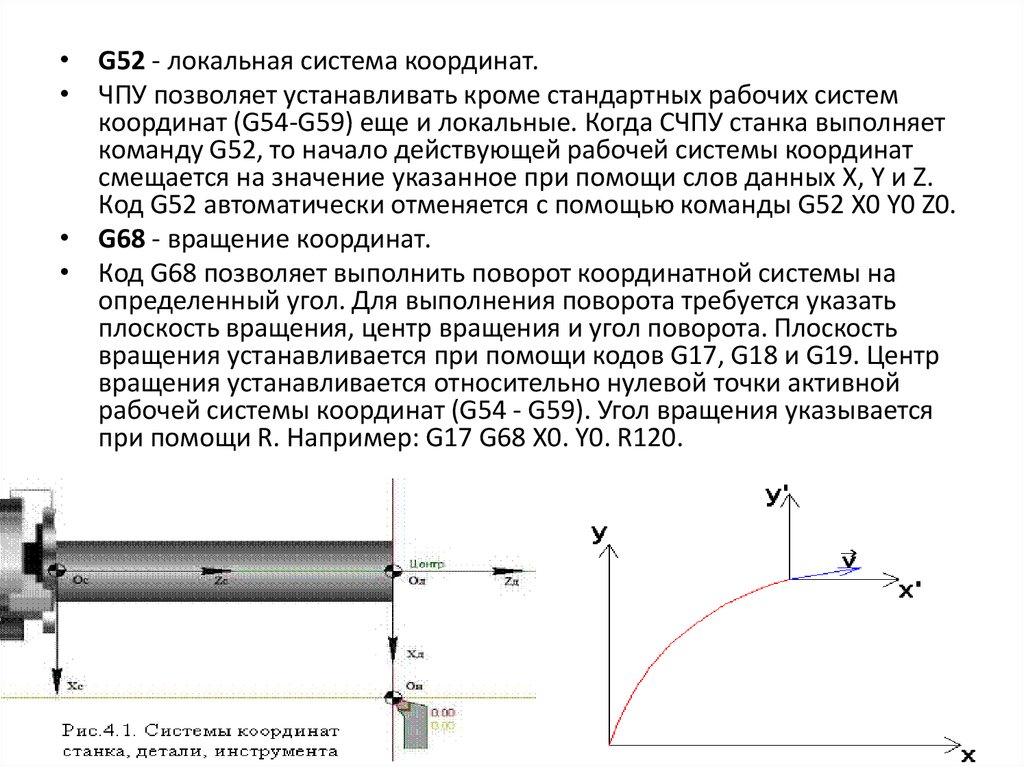 При абсолютном позиционировании координаты относятся к нулевой точке детали, позиции станка в точке X0Y0Z0.
При абсолютном позиционировании координаты относятся к нулевой точке детали, позиции станка в точке X0Y0Z0.
Присоединяйтесь к более чем 100 000 пользователей ЧПУ! Раз в неделю бесплатно получайте наши последние записи в блоге прямо на вашу электронную почту. Кроме того, мы предоставим вам доступ к некоторым замечательным справочным материалам по ЧПУ, в том числе:
Абсолютное и пошаговое перемещение — в чем разница?
Абсолютное или инкрементальное движение? Это два термина, которые вы услышите или будете использовать в механическом цеху, и многие люди на самом деле не понимают разницы. Когда я нахожусь в магазине клиента, обучая его работе с новой машиной, меня немного удивляет, как много людей не знают, в чем разница. Не поймите меня неправильно, в незнании нет ничего плохого — в конце концов, если бы вы уже знали, то не читали бы это прямо сейчас, и тогда мое существование было бы бессмысленным.
По моему опыту, есть несколько способов передать разницу между абсолютным движением и пошаговым движением.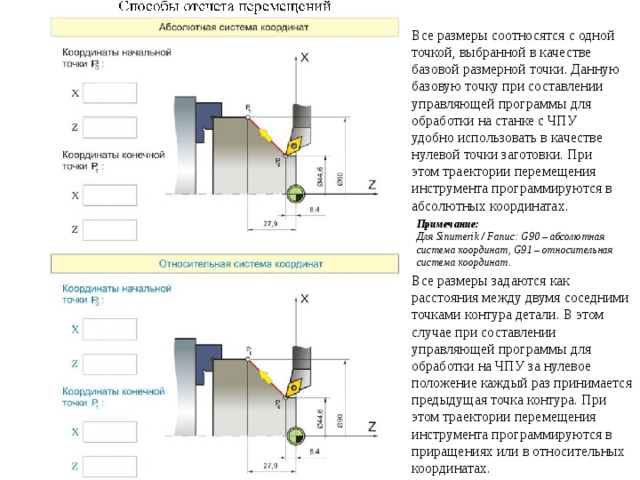 Когда дело доходит до движения машины, проще говоря:
Когда дело доходит до движения машины, проще говоря:
Движение АБСОЛЮТНОЕ перемещает В КООРДИНАТУ на основе вашей НУЛЕВОЙ ТОЧКИ .
ДОПОЛНИТЕЛЬНОЕ движение перемещает РАССТОЯНИЕ на основе вашего ТЕКУЩЕГО ПОЛОЖЕНИЯ . Пошаговое перемещение не принимает во внимание нулевую точку вашей детали.
Абсолютное перемещение — используется для перемещения станка из произвольного места в задней части рабочей зоны в нулевую точку (в данном случае в верхнюю часть левого переднего угла заготовки).
Давайте рассмотрим пример. Мы будем работать, исходя из предположения, что у вас есть приспособление и заготовка, установленные на вашем станке, и ваша нулевая точка — это передний левый угол, а верхняя часть заготовки — это нуль по оси Z. Вы только что закончили настройку своих инструментов, так что вы находитесь в конце вашего стола в какой-то случайной координате. Сделаем вид, что ваша программа начинается с X0 Y0 Z0.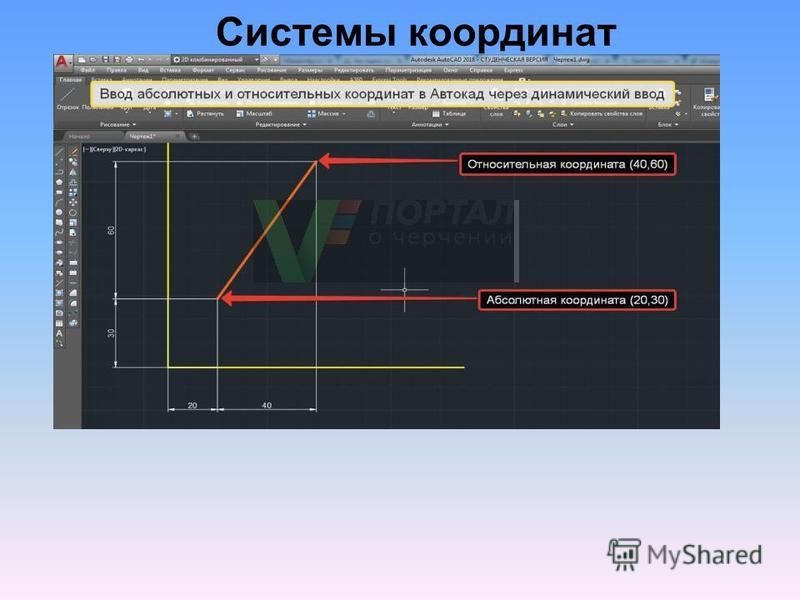 5. Итак, вот ваша дилемма — вы в настоящее время находитесь на X6,753 Y14,265 Z2,37, и вам нужно добраться до X0 Y0 Z0,5. Как вы это сделаете?
5. Итак, вот ваша дилемма — вы в настоящее время находитесь на X6,753 Y14,265 Z2,37, и вам нужно добраться до X0 Y0 Z0,5. Как вы это сделаете?
Ну, технически вы можете использовать либо абсолютное перемещение, либо пошаговое перемещение. Чтобы сделать это пошаговое движение, вы должны ввести X -6,753 Y-14,265, а затем выполнить некоторые математические операции. В настоящее время вы находитесь на Z 2,37 и должны достичь Z 0,5. 2,37 – 0,5 = 1,87. Таким образом, для вашего ввода Z вы должны ввести Z -1,87. Это приведет вас к X0 Y0 Z0.5. С другой стороны, если вы сделаете абсолютное движение, ваш ввод будет X0 Y0 Z0.5. Вы говорите машине: «Я хочу переместить ось X в 0, я хочу переместить ось Y в 0, и я хочу переместить ось Z в 0,5». Вот где проявляется реальная польза абсолютного движения. Когда вы двигаетесь ДО ТОЧКИ Абсолют — это гораздо более простой путь.
Пошаговое перемещение — используется после фрезерования отверстия в детали и необходимости фрезерования другого элемента на расстоянии 6 дюймов.
На другой стороне этого аргумента есть ситуация, когда вы просверлили отверстие или карман в своей детали и знаете, что вам нужен еще один элемент на расстоянии шести дюймов. Теперь, если ваша первая функция находится в X0 Y0, то это действительно не проблема, поскольку абсолютное движение и постепенное движение будут одинаковыми. Однако, если вы не в нуле, то внезапно ваше абсолютное движение становится более трудным, так как вам нужно определить точку относительно вашей нулевой точки, а не расстояние от вашего текущего положения. Давайте использовать те же числа, что и раньше. Вы просверлили отверстие на X6,753 Y14,265. Вам нужно второе отверстие в шести дюймах по оси X. Чтобы использовать абсолютное движение, ваш ввод XY будет X12,735 (6,753 + 6,000) Y14,265. Не слишком сложно, но, безусловно, есть вероятность ошибки. С другой стороны, если вы решите сделать пошаговое перемещение, ваш ввод XY будет X6 Y0. Вы говорите машине: «Я хочу переместить ось X на 6 дюймов в положительном направлении, а по оси Y — на 0 дюймов».
Всего комментариев: 0