Бусп: Информационно-аналитическая система «БУСП». Учет спермопродукции быков — Региональный центр информационного обеспечения племенного животноводства Ленинградской области «ПЛИНОР»
Содержание
Блок управления сварочным полуавтоматом БУСП-2
- Подробности
- Категория: Электродуговая сварка
Блок управления сварочным полуавтоматом типа БУСП-2К-506-24, в дальнейшем именуемый «блок», предназначен для управления скоростью подачи электродной проволоки и последовательностью включения исполнительных органов сварочного полуавтомата, обеспечивающих регулирование и выбор рабочего цикла сварки в среде защитного газа. Блок устанавливается в левую нишу сварочного выпрямителя ВДУ-506 и предназначен для работы с полуавтоматами, имеющими электропневмоклапан и двигатель подачи проволоки с питанием 24 В постоянного тока.
Скачать документацию
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ.
1. Напряжение питания на входе:переменного тока (50…60 Гц), 24…36 В
2. Допустимая мощность подключаемого двигателя постоянного тока до 120 Вт.
3. Допустимый ток в цепи включения электропневмоклапана до 1 А.
2. Потребляемая мощность блока с подключенным двигателем полуавтомата, Вт, не более 300
3. Кратность регулирования частоты вращения якоря двигателя,не менее 20
4. Габаритные размеры, мм. 265х185х100
5. Масса, кг, не более 2,5
ТЕХНИЧЕСКИЕ ДАННЫЕ
Основные параметры блока приведены в табл. 1.
Блок обеспечивает:
• динамический разгон якоря двигателя при включении,
• динамическое торможение якоря двигателя при выключении;
• электронную защиту якоря двигателя от перегрузок;
• произвольную остановку сварки «точки»;
• местное и дистанционное включение продувки газа при наладке,
• местное и дистанционное включение двигателя подачи проволоки,
• выполнение режимов наладки-сварки,
• местное и дистанционное регулирование скорости подачи проволоки.
• управление включением источника сварочного тока.
В режиме наладки блок обеспечивает выполнение следующих операций:
1) установку необходимой скорости подачи электродной проволоки;
2) выбор рабочего цикла;
3) выбор способа сварки: длинными, короткими швами или сварки «точками»
3.4. В режиме сварки блок обеспечивает выполнение команд начала сварки и ее прекращения.
3.5. В режиме сварки протяженными швами включение сварки осуществляется нажатием и отпусканием кнопки на горелке. Выключение сварки осуществляется повторным нажатием и отпусканием.
В режиме сварки протяженными швами включение сварки осуществляется кратковременным нажатием и отпусканием кнопки на горелке, а выключение сварки – повторным кратковременным нажатием и отпусканием кнопки.
В режиме сварки короткими швами включение сварки осуществляется нажатием и удержанием кнопки на горелке, а выключение сварки – отпусканием кнопки.
В режиме сварки «точками» включение сварки осуществляется нажатием и удержанием кнопки на горелке. Блок обеспечивает сварку в течение времени «Длительность точки» от 0,2 до 8 с. Цикл сварки точки можно прервать отпусканием кнопки.
Блок обеспечивает сварку в течение времени «Длительность точки» от 0,2 до 8 с. Цикл сварки точки можно прервать отпусканием кнопки.
При включении сварки (рис. 2) блок:
1) включает подачу защитного газа;
2) с регулируемой задержкой времени «Газ до сварки» от 0,2 до 8 с. включает динамический разгон двигателя подачи электродной проволоки и поддерживает установленную скорость его вращения. Одновременно включается источник сварочного тока;
3) обеспечивает стабильность скорости подачи электродной проволоки с точностью не менее 15 % от установленного значения;
При выключении сварки блок:
1) останавливает якорь двигателя подачи проволоки в режиме динамического торможения;
2) через интервал времени “Растяжка дуги”, регулируемый в пределах от 0,2 до 8 с., отключает источник сварочного тока;
3) по истечении интервала времени «Газ после сварки», регулируемого в пределах от 0,2 до 8 с. , отключает подачу защитного газа.
, отключает подачу защитного газа.
После окончания сварки блок возвращается в исходное состояние.
Изменение вылета электродной проволоки после окончания сварки не должно превышать 10 мм, что регулируется временем «Растяжка дуги»;
Блок обеспечивает возможность выполнения сварки с короткими перерывами (0,5..10 c) между периодами горения дуги. С этой целью он допускает повторное включение сварки (двигателя подачи проволоки и сварочного источника) до истечения времени продувки газа.
УСТРОЙСТВО И РАБОТА ИЗДЕЛИЯ
Блок выполнен в конструктиве, встраиваемом в нишу корпуса сварочного источника.
Габаритные и установочные размеры блока приведены на рис. 1.
Конструктивно блок разделен на:
- переднюю панель с установленными элементами управления и разъемом подключения подающего механизма;
- печатную плату с электронными компонентами;
- защитный кожух с установленным разъемом подключения к сварочному источнику.

Назначение элементов управления приведено в таблице 2.
Принципиальная схема платы управления приведена на рис. 3.
Схема подключения типового сварочного полуавтомата приведена на рис. 4.
Монтажная схема платы управления приведена на рис. 5.
Принципиальная схема блока включает в себя следующие модули:
- выпрямитель напряжения питания (VD1…VD4,)
- блок вторичного питания (DA1, DA3, VT1, VD6…VD10)
- индикатор подачи питания на блок (VD11, R11)
- блок формирования команды «Пуск» для всех режимов работы (DA2, DD1…DD3)
- блок формирования временных задержек и управляющих сигналов (DA4, DD4…DD5)
- блок привода двигателя (DA6…DA8, VT2…VT4)
- блок включения газового клапана (VT5)
- блок включения сварочного выпрямителя (VT6, Р1)
Выпрямитель напряжения питания собран по мостовой схеме с фильтром на конденсаторах C1…C3. Напряжение заряда конденсаторов должно быть в пределах от 50 до 100 В в зависимости от величины входного напряжения питания.
Напряжение заряда конденсаторов должно быть в пределах от 50 до 100 В в зависимости от величины входного напряжения питания.
Блок вторичного питания представляет собой преобразователь – стабилизатор обратного хода, собранный на специализированной микросхеме DA1 и транзисторе VT1. Блок работает в режиме широтно-импульсной модуляции тока через трансформатор Т1 в зависимости от нагрузки в линиях 15В и 48В. Стабилизированное напряжения 15В обеспечивает микросхема линейного стабилизатора DA3.
Блок формирования команды «Пуск» обеспечивает фильтрацию входных сигналов для защиты от помех и формирует сигнал «Пуск» (вывод 4 DD3) в зависимости от режимов работы :
- в режиме сварки протяженными швами каждое нажатие кнопки на горелке устанавливает или сбрасывает триггер DD1, состояние выхода которого передается на выход блока.
- в режиме сварки короткими швами выход блока повторяет состояние кнопки на горелке (нажато – включено, отпущено – выключено).

- в режиме сварки точками нажатие кнопки на горелке запускает таймер на DA2, который формирует время сварки точки, если кнопка удерживается нажатой, или выключается при отпускании кнопки. Время выдержки таймера регулируется резистором R21 «Длительность точки».
Блок формирования временных задержек и управляющих сигналов на входе получает команду «Пуск» и команды от S4 на включение газового клапана или двигателя. На выходе блока формируются команды:
- включения газового клапана (вывод 11 DD4).
- включения сварочного источника (вывод 3 DD5).
- включения двигателя подачи проволоки (вывод 11 DD5).
При получении команды «Пуск»:
- через DD1 и DD4.4 выдается сигнал на включение газового клапана,
- через R24 «Газ до сварки», R26 и VD15 начинает заряжаться C При достижении порога срабатывания включается триггер Шмидта DD5 и:
- выдает команду на включение сварочного источника,
- через R29 и VD17 быстро заряжает С22 и через DD2 DD4.
 3 удерживает включение газового клапана,
3 удерживает включение газового клапана, - через DD2 и DD5.3 выдает сигнал на включение двигателя.
При снятии команды «Пуск»:
- через DD2 и DD5.3 выключается двигатель,
- через R25 «Растяжка дуги», R27 и VD16 начинает разряжаться C При достижении порога срабатывания выключается триггер Шмидта DD5 и:
- снимается команда на включение сварочного источника,
- через R28 “Газ после сварки” и R 72 разряжает С22. При достижении порога срабатывания триггера Шмидта DD2 через DD5.3 DD4.3 выключается газовый клапан.
Блок привода двигателя состоит из узла регулирования тока якоря двигателя (DA6…DA6, VT3, VT4 DA4).
Сигнал задания скорости вращения двигателя с помощью DA8 сравнивается с отмасштабированным и проинтегрированным напряжением на якоре двигателя, суммируется с сигналом, пропорциональном току якоря через резистор R59 «Устойчивость» и поступает на ШИМ-регулятор DA6.
Узел регулирования тока якоря двигателя через VD20 получает сигнал включения двигателя, снимающий блокировку сигнала задания с DA6. Выходной сигнал DA6 управляет работой драйвера транзисторов VT3, VT4. Ток якоря двигателя сглаживается дросселем L1. Разгон двигателя осуществляется при открытом транзисторе VT3, а торможение – при открытом VT4. Таймер DA4 необходим для обеспечения режима динамического торможения.
Выходной сигнал DA6 управляет работой драйвера транзисторов VT3, VT4. Ток якоря двигателя сглаживается дросселем L1. Разгон двигателя осуществляется при открытом транзисторе VT3, а торможение – при открытом VT4. Таймер DA4 необходим для обеспечения режима динамического торможения.
Скачать документацию
Сварочный полуавтомат ПДГО-527-4К + БУСП-2К + ВДУ-506 — ЭЛсвар
Когда большую часть производственного цикла крупного завода составляет сварка, оборудование должно быть привычным, гарантировать высокое качество сварных соединений и никогда не подводить. Традиционная комплектация данного сварочного полуавтомата ПДГО — выбор профессиональных и опытных сварщиков, основанный на надежности и высочайшей результативности. Сварочный полуавтомат «ПДГО-527-4К с блоком управления БУСП-2К-506 и источником ВДУ-506» — традиционный комплект оборудования для промышленной полуавтоматической дуговой сварки (MIG/MAG) на постоянном токе до 500 ампер в среде защитных газов. Применяется для сварки малоуглеродистых, низко- и высоколегированных сталей сплошной или порошковой электродной проволокой, а также алюминиевых сплавов. Полуавтомат разработан для эксплуатации в интенсивном режиме.
Применяется для сварки малоуглеродистых, низко- и высоколегированных сталей сплошной или порошковой электродной проволокой, а также алюминиевых сплавов. Полуавтомат разработан для эксплуатации в интенсивном режиме.
Такие сварочные комплекты успешно применяются в машиностроении, производстве металлоконструкций для строительства, ремонте транспортных средств, производстве сельскохозяйственной и спецтехники, конструкций для химической и нефтяной промышленности, производстве металлической мебели, распределительных шкафов, систем вентиляции и т.д.
Ключевые особенности:
- Высокопроизводительная качественная сварка, отличные характеристики зажигания дуги, традиционный и проверенный временем комплект оборудования;
- Минимальная последующая обработка швов благодаря низкому разбрызгиванию;
- Эргономичная конструкция корпуса с удобными функциональными ручками;
- Плавная настройка рабочего напряжения — точная настройка режима сварки;
- 3 режима сварки, существенно расширяющие сферу применения полуавтомата:
- 4-х роликовый механизм для надежной подачи проволоки и использования горелок до 5м;
- Кнопки тестовой подачи проволоки и тестовой подачи газа;
- Питание подогревателя газа;
- Поворотные передние колеса для удобства перемещения.

Режимы сварки
1.Непрерывная сварка. Используется для сварки коротких швов. При нажатии на кнопку сварочной горелки начинается цикл сварки, при отпускании кнопки сварка заканчивается.
2.Сварка протяженных швов. При нажатии на кнопку сварочной горелки начинается цикл сварки и продолжается при отпускании кнопки. Повторное нажатие и отпускание кнопки прекращает цикл сварки.
3.Сварка точками. Используется для сварки одиночных коротких швов заданной длины (заклепок). При нажатии на кнопку сварочной горелки начинается цикл сварки, который прекратится через заданное время. Повторное нажатие кнопки дает аналогичный предыдущему сварочный шов.
Технические характеристики ВДУ-506 ЭСВА
| Напряжение питания, В | 3х380 ± 15%, 50Гц |
| Номинальный сварочный ток, А, (при ПВ%) и t =40? С | 500 – 60%; 360 – 100% |
| Диапазон регулирования сварочного тока, А | 60 – 500 |
| Диапазон регулирования рабочего напряжения, В | 18,0 – 50,0 |
| Потребляемая мощность, кВА | 40 |
| Род сварочного тока | постоянный |
| Коэффициент полезного действия, %, не менее | 79 |
| Внешняя характеристика | жесткая и падающая |
| Напряжение холостого хода, В, не более | 85 |
| Регулировка тока/напряжения | плавная |
| Уровень звука на опорном радиусе 3 м, dBA, не более | 85 |
| Крутизна жестких характеристик, В/А, не более | 0,03 |
Технические характеристики БУСП-2К
| Напряжение питания, В | 24 – 36, 50Гц |
| Потребляемая мощность, Вт, не более | 180 |
| Ограничение максимального тока якоря двигателя, А, не более | 20 |
| Кратность регулирования частоты вращения якоря двигателя, не менее | 20 |
| Номинальный ток обмотки газового клапана, А, не более | 0,5 |
| Максимальный ток цепи включения сварочного источника, А, не более | 5 |
| Диапазон регулирования времени задержки отключения сварочного источника после отключения привода подачи проволоки, с | 0,2…2 |
| Диапазон регулирования времени задержки отключения газового клапана после отключения сварочного источника, с | 0,2…8 |
Диапазон регулирования времени включения при свар. «точками», с «точками», с | 0,2…8 |
| Диапазон регулирования задержки включения двигателя и сварочного источника после подачи команды «пуск», с | 0,2…8 |
| Жесткость механических характеристик при кратности регулирования частоты вращения якоря двигателя, равной 10,% | 15 |
Технические характеристики ПДГО-527-4К
| Диаметр сплошной сварочной проволоки, мм | 0,8 – 2,0 |
| Диаметр порошковой сварочной проволоки, мм | 1,0 – 3,2 |
| Диаметр алюминиевой сварочной проволоки, мм | 1,0 – 3,2 |
| Число ведущих роликов, шт. | 4 |
| Скорость подачи проволоки, м/час | 45 – 960 |
| Расход защитного газа, л/ч | 500 – 1200 |
| Масса проволоки на кассете, кг, не более | 15 |
| Диаметр кассеты с проволокой, мм, не более | 310 |
| Габаритные размеры, (ДхШхВ), мм: | |
| — механизм подачи: | 705х265х210 |
| — источник питания (выпрямитель) | 830х620х1080 |
| Масса, кг | |
| — механизм подачи (с проволокой): | 28 |
| — источник питания (выпрямитель) | 300 |
Что означает БУСП?
Аббревиатура » Термин
Термин » Аббревиатура
Слово в термине
#ABCDEFGHIJKLMNOPQRSTUVWXYZ НОВЫЙ
Сокр.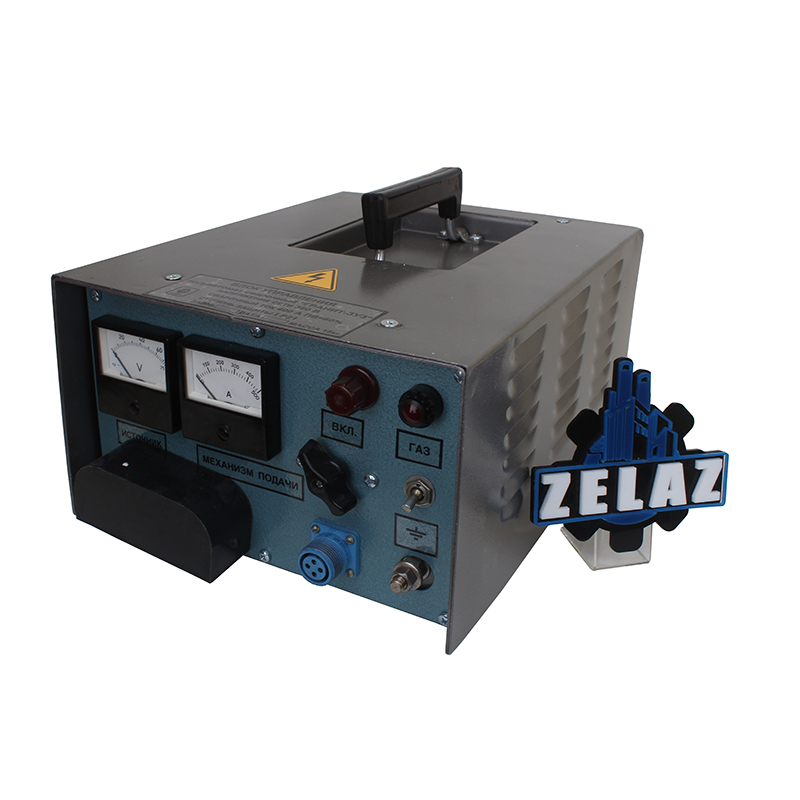 » Срок
» Срок
Срок » Сокр.
Слово в термине
Фильтровать по: Выбрать категорию из списка…──────────Всебиология (1)Университеты (2)Образовательные (1)Некоммерческие организации (1)Неклассифицированные (1) Сортировать по: ПопулярностьПо алфавитуКатегория
| Срок | Определение | Рейтинг |
|---|---|---|
| БУСП | Программа бакалавриата по биологии Академический и научный » Биология | Оцените: |
| BUSP | Building United of Southwestern Pennsylvania Разное » Unclassified | Оценить: |
| BUSP | Программа стипендий Бингемтонского университета Академия и наука » Университеты | Оценить: |
| BUSP | Биология Программа стипендий для выпускников Академия и наука » Университеты — и многое другое. | Оцените: |
| BUSP | Building United of Southwestern Pennsylvannia Сообщество » Некоммерческие организации | Оцените: |
 ..
..Знаете что такое
БУСП ? Есть еще одно хорошее объяснение для BUSP ? Не держите это в себе!
Все еще не можете найти искомое определение аббревиатуры? Используйте нашу технологию Power Search , чтобы искать более уникальные определения в Интернете!
Цитата
Используйте приведенные ниже параметры цитирования, чтобы добавить эти сокращения в свою библиографию.
Самый большой ресурс в Интернете для
Акронимы и сокращения
Член сети STANDS4
Просмотреть Abbreviations.com
#ABCDEFGHIJKLMNOPQRSTUVWXYZ
Бесплатно, регистрация не требуется:
Добавить в Chrome
Получите мгновенное объяснение любой аббревиатуры или аббревиатуры, которая попадется вам в любом месте в Интернете!
Бесплатно, регистрация не требуется:
Добавить в Firefox
Получите мгновенное объяснение любой аббревиатуры или аббревиатуры, которая попадется вам в любом месте в Интернете!
Викторина
Окончательный тест аббревиатуры
»
К вашему сведению
А.
 Для вашей информации
Для вашей информацииB. Забудьте о своей идее
C. Для вашего улучшения
D. Для проверки
Вставить
Поделитесь изображением BUSP
»
Нажмите, чтобы просмотреть:
Unscramble BUSP — Расшифровывает 10 слов из букв в BUSP
BUSP расшифровывает и составляет 10 слов!
Начинается с
Заканчивается на
Содержит
Реклама:
10 Нешифрованные слова из букв БУСП
Четырехбуквенные слова, составленные из расшифрованных букв БУСП
- пабы
1 слов найдено
Слова из 3 букв, составленные из расшифрованных букв БУСП
- автобус
- паб
- гной
- суб
- Как дела
- UPS
6 слов найдено
Слова из 2 букв, составленные из расшифрованных букв БУСП
- бу
- вверх
- нас
3 слов найдено
Сколько слов можно составить из БУСП?
Выше приведены слова, полученные путем расшифровки B U S P (BPSU) .
Наш поисковик слов смог расшифровать эти буквы, используя различные методы, чтобы сгенерировать 10 слов ! Наличие такого инструмента для расшифровки, как наш, поможет вам во ВСЕХ играх со словами!
Сколько слов можно составить из БУСП?
Чтобы еще больше помочь вам, вот несколько списков слов, связанных с буквами БУСП.
- Слова из 4 букв
- слов, начинающихся с Б
- слов, оканчивающихся на P
- Слова, начинающиеся на БУСП
- Слова, содержащие БУСП
- Слова, оканчивающиеся на БУСП
- Различные способы скремблирования BUSP
Значения букв B U S P в Word Scrabble и Words With Friends
Вот значения букв B U S P в двух самых популярных играх со словами.
Scrabble
Буквы BUSP стоят 8 очков в Scrabble
- B 3
- У 1
- С 1
- П 3
Words With Friends
Буквы BUSP стоят 11 баллов в Words With Friends
- B 4
- У 2
- С 1
- П 4
Если расшифровать BUSP.
 .. Что это значит?
.. Что это значит?
Определение BUSP в расшифрованном виде
Если расшифровать эти буквы, БУСП, то это и составит несколько слов. Вот одно из определений слова, в котором используются все незашифрованные буквы:
пабы
- Извините. У меня нет значения этого слова.
- Нажмите здесь, чтобы увидеть полное значение слова «пабы»
- Является ли паб Scrabble Word?
- пабы — это слово Words With Friends?
Дополнительная информация о буквах
BUSP
- Варианты BUSP
- Анаграммы БУСП
- слов с буквами
Расшифровка BUSP для других игр Word Scramble
- Расшифровка BUSP для игр Word Scramble
- Расшифровать буквы BUSP для анаграмм
- БУСП в Text Twist
- БУСП в Эрудит
- БУСП в словах с друзьями
- БУСП в беспорядке
- Расшифруй слово BUSP
- BUSP Расшифруй для всех словесных игр
Шифрование букв в BUSP
Согласно нашему другому производителю слова, BUSP можно скремблировать разными способами.
Различные способы перестановки слова называются «перестановками» слова.
Согласно Google, это определение перестановки:
способ, особенно один из нескольких возможных вариантов, в котором можно упорядочить или расположить набор или количество вещей.
Чем это полезно? Что ж, он показывает вам анаграммы busp , зашифрованные разными способами, и помогает вам легче распознавать набор букв. Это поможет вам в следующий раз, когда эти буквы B U S P появятся в игре со словами.
СБУП
БСУП
ПОДПИСКА
УБСП
USBP
Мы остановились на 5, но есть так много способов зашифровать BUSP !
Word Scramble Words
- npadgmoas
- oboxlnilg
- нацитмсис
- акаиманы
- эбувгелд
- рсеимигид
- wshdrseet
- icotwnirg
- афатлоикн
- энорноспн
- экеснмити
- эхдгогс
- apakrnitg
- tdervfiiy
- гснлюигр
- сункмняг
- нтейкахл
- тколукире
- апангртей
- цктуляй
Расшифруй эти буквы, чтобы получились слова.

Всего комментариев: 0