Чем можно разрезать титан: чем порезать лист титана ВТ-20 5 мм? — Остальные вопросы
Содержание
чем порезать лист титана ВТ-20 5 мм? — Остальные вопросы
#1
Us1981
Отправлено 06 April 2017 20:26
всем добрый день! стоит задача сделать из листа титана 4 полоски размером 25х650 мм как можно ровнее. лист-пятерка размером 500х1000 мм.
собсна, есть в доступе фрезеровщик, который всем путями пытается от этой работы отказаться, ну и болгарка. есть ли у меня шансы?
- Наверх
- Вставить ник
#2
Глобул
Отправлено 06 April 2017 20:49
есть ли у меня шансы?
Очень вряд ли.
Ищите плазморез.
- Наверх
- Вставить ник
#3
Георгий 11
Отправлено 06 April 2017 20:54
Us1981,а чего там сложного?Профтрубу можно 25/25 в нескольких местах струбцинами зажмите и режьте.Желательно,что бы рез только был наружу,что бы труба и была тем ориентиром,по которому будете резать,а то могут зарезы в листе остаться.
- Наверх
- Вставить ник
#4
SergDemin
Отправлено 06 April 2017 21:00
Георгий 11, не, ну титан болгаркой, это самому Титаном надо быть. Можно, конечно, если очень нужно, но это ещё более муторно, чем нержавейку такую же порезать.
Можно, конечно, если очень нужно, но это ещё более муторно, чем нержавейку такую же порезать.
- Наверх
- Вставить ник
#5
Георгий 11
Отправлено 06 April 2017 21:06
SergDemin,объем небольшой,почему бы и нет?Алюминий раскраивали 6 мм. 6/3 метра,чернуху 20 мм. болгаркой на косынки 200/150 мм.резал,вот это муторно.
- Наверх
- Вставить ник
#6
SergDemin
Отправлено 06 April 2017 21:12
Георгий 11, да можно, конечно. Мне надо нержу шестёрку на полоски порезать, метр реза. Ну не буду же я из за этого своему другу — фрезеровщику мозги канифолить. Болгаркой порежу.
Мне надо нержу шестёрку на полоски порезать, метр реза. Ну не буду же я из за этого своему другу — фрезеровщику мозги канифолить. Болгаркой порежу.
Скрытый текст
- Наверх
- Вставить ник
#7
Us1981
Отправлено 06 April 2017 21:17
спасибо, а есть особенности резания титана болгаркой? воду в рез лить? может по камню круги попробовать- они наверно не будут засаливаться…
- Наверх
- Вставить ник
#8
SergDemin
Отправлено 06 April 2017 21:21
Us1981, да нет особенностей, просто долго. Насчёт кругов по камню — не уверен, что это поможет. Ну и как для любого вязкого материала — не держите круг на одном месте. Вдоль реза гуляйте.
Насчёт кругов по камню — не уверен, что это поможет. Ну и как для любого вязкого материала — не держите круг на одном месте. Вдоль реза гуляйте.
- Наверх
- Вставить ник
#9
Георгий 11
Отправлено 06 April 2017 21:29
Us1981,возьмите с маркировкой INOX,они для нержавейки.
- Наверх
- Вставить ник
#10
SergDemin
Отправлено 06 April 2017 21:55
Us1981, если требования к точности есть, режьте с припуском, чтобы потом на фрезерном загабаритить. От этого фрезеровщик отлынивать не будет, это без проблем делается.
От этого фрезеровщик отлынивать не будет, это без проблем делается.
- Наверх
- Вставить ник
#11
Гржемелик
Отправлено 06 April 2017 23:19
Имеет смысл обратиться к мастерам гидроабразивной резки-никакого термического воздействия на металл и рез чистый.
Я у вас этого кОта взяму(С)
- Наверх
- Вставить ник
#12
selco
Отправлено 07 April 2017 01:30
к мастерам гидроабразивной резки-никакого термического воздействия на металл и рез чистый.

Да , похоже ты прав . Сейчас посмотрел видео и плазма плохо с титаном справляется да и полоски шириной 25мм «огнем» будут испорчены и насытятся из воздуха кислородом и прочим . Не зря при сварке так «берегут» титан и не жалеют защиты от воздуха .
Толи дело гидро
Болгаркой не пойдет намучеетесь да и кругов много надо и ровно не будет
Скрытый текст
и лучше уж сабельную пилу потихоньку и со смазкой
Сообщение отредактировал selco: 07 April 2017 01:39
Удовольствие от высокого качества длится дольше чем радость от низкой цены…
- Наверх
- Вставить ник
#13
Георгий 11
Отправлено 07 April 2017 06:47
selco,так болгаркой резать нельзя,как на видео,можно и без головы остаться.
- Наверх
- Вставить ник
#14
AlexN1989
Отправлено 07 April 2017 07:14
У нас титан вообще резаком режут (только делать это нужно под вытяжкой ибо дымище страшный), а потом 5 мм от реза фрезой снимают
- Наверх
- Вставить ник
#15
ВлаДон
Отправлено 07 April 2017 10:47
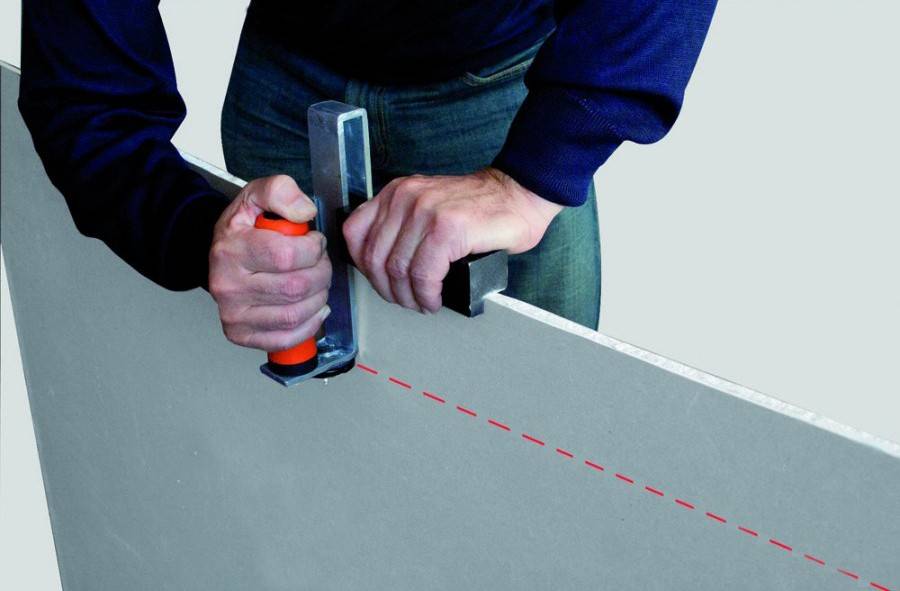
Us1981, болгаркой будет долго и нудно. Метал очень вязкий. Да и после реза придется убирать образовавшиеся сопли. Но шансы есть. Можно попробовать на гильотине. Думаю проблем особых не будет. Гидроабразив это идеальное решение. А фрезеровщик отказывается из-за того, что инструмент похерит быстро.
Метал очень вязкий. Да и после реза придется убирать образовавшиеся сопли. Но шансы есть. Можно попробовать на гильотине. Думаю проблем особых не будет. Гидроабразив это идеальное решение. А фрезеровщик отказывается из-за того, что инструмент похерит быстро.
- Наверх
- Вставить ник
#16
copich
Отправлено 07 April 2017 15:28
Us1981, прошу прощения. Но если хотите так сделать и не любите ни кого кроме себя, то за чем вам это надо? Какая цель этих полосок в будущем?
Титан шикарно режется плазмой. Но потом конечно придется срезать кромки тем же фрезерным станком. Болгаркой так или иначе будете перегревать рез и поэтому так же придется фрезеровать перед сваркой.
Если лишь бы разрезать, то очки на глаза и без спешки болгаркой.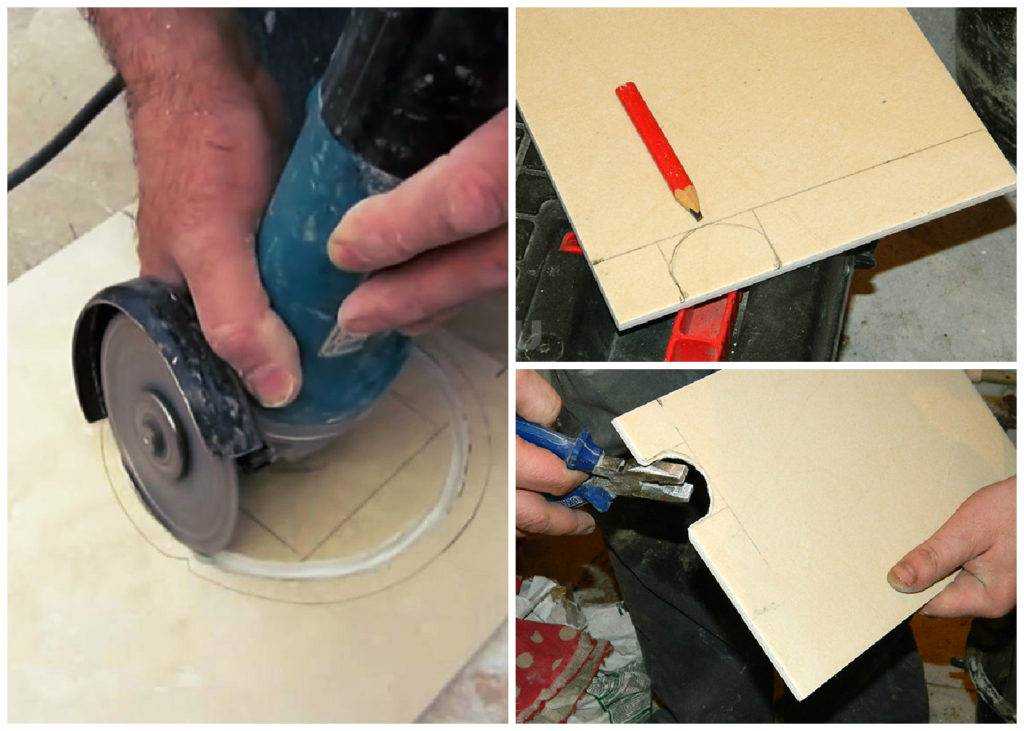 .. «пилите Шура, она золотая»
.. «пилите Шура, она золотая»
Да и после реза придется убирать образовавшиеся сопли
зависит от мощности плазмореза. Хотя такую толщину не проблема на 30-40А источнике порезать. Соплей практически не будет.
- Наверх
- Вставить ник
#17
semen_b
Отправлено 07 April 2017 16:52
а есть особенности резания титана болгаркой?
Уделить особое внимание пожарной безопасности, сноп искр от титана легко поджигает ветошь, картон и пр.
Я бы на гильотине такие полоски нарубил.
- Наверх
- Вставить ник
#18
ВлаДон
Отправлено 07 April 2017 16:54
зависит от мощности плазмореза.
Хотя такую толщину не проблема на 30-40А источнике порезать. Соплей практически не будет.
Я про сопли от болгарки. На обратной стороне реза они останутся точно. Прирезе 0,6мм титана практически такой же толщины были сопли, длинной до 10мм
Сообщение отредактировал ВлаДон: 07 April 2017 16:54
- Наверх
- Вставить ник
#19
Us1981
Отправлено 07 April 2017 21:34
к сожалению, нет у меня в городе ни гильотины, ни гидроабразивной резки в частных руках.
всем спасибо за советы, буду пробовать болгарином. запасусь только всяко-разными дисками
- Наверх
- Вставить ник
#20
Георгий 11
Отправлено 07 April 2017 21:48
Us1981,вы еще не отрезали?Я уж думал вы фото выложите отрезанных полос))(,больше разговоров,чем дела.
- Наверх
- Вставить ник
Резка титана
Резка титана — одна из наших услуг, наряду с резкой стали, меди, алюминия и др. Если для означенных металлов для каждого есть наиболее предпочтительный метод обработки, обусловленный характеристиками материала, то титан можно резать несколькими способами, поэтому вы выводим его в отельный раздел, и здесь расскажем, с применением каких технологий осуществляем резку титана — этого необычайно прочного металла.
Механическая резка титана
Механическая резка титана применяется редко и только для обработки тонких заготовок. Она сопровождается множественными операциями постобработки. С титановыми сплавами дело обстоит несколько иначе: легированный титан проще в резке. В целом из механических применяют:
- шлифование,
- точение,
- сверление,
- фрезерование,
- полирование.

Главной особенностью механической резки титана является необходимость обеспечения ресурсных и усталостных характеристик, сильно зависящих от качества поверхностного слоя, формируемого в процессе холодной обработки.
Титан обладает низкой теплопроводностью и другими специфическими свойствами, за счет чего затруднены завершающие стадии его обработки, в частности шлифование. Его приходится проводить на сниженных скоростях. Есть целый ряд нюансов, заставляющих отказываться от механической резки титана в большинстве случаев. Подробнее о них читайте в нашей статье «Механическая обработка титана и сплавов».
В случаях, когда требуется именно механическая резка, мы применяем дорогие галлоидосодержащие охлаждающие жидкости, не нарушающие свойств заготовок. При необходимости используем травление. Для шлифовки применяем только высококачественные абразивы.
Плазменная резка титана
Плазменная резка титана — неплохой метод (подробнее о плазменной резке читайте в соответствующем разделе) с одной лишь поправкой: характеристики физико-химических процессов в зоне реза и глубина слоя, насыщенного газом, напрямую зависят от состава среды, поэтому в резке титана недопустимо использование плазмообразующей смеси, содержащей водород и азот. Чем толще лист металла, тем уже диапазон допустимых смесей, иными словами, метод применим для тонких заготовок.
Чем толще лист металла, тем уже диапазон допустимых смесей, иными словами, метод применим для тонких заготовок.
Лазерная резка титана
Лазерная резка титана по качественным и другим характеристикам уступает лишь гидроабразивной резке. Все остальные методы она оставляет позади, откровенно лидируя, особенно в части соотношения цена–качество.
Метод позволяет обрабатывать титан и титановые сплавы, получая точный и чистый рез. Большая часть успеха обеспечивается оборудованием, поскольку воздействие высоких температур вызывает усталостное напряжение металла и, как следствие, снижение его прочностных характеристик, а способность титана прилипать к режущему инструменту снижает скорость обработки. Лазерная резка — метод бесконтактный, поэтому о второй сложности речь не ведется, а вот первая целиком и полностью зависит от программного обеспечения лазерной установки и гибкости регулировки мощности луча.
Наш цех оснащен немецким от лидера в своей сфере компании Trumpf. Станки автоматизированы, лазерной головкой управляет компьютер, зону реза охлаждает газовая смесь (аргон + кислород). Соотношение газов в смеси и скорость подбирает также компьютер, исходя из полученных данных о толщине заготовки. Таким образом вероятность ошибки стремится к отрицательным значениям, находясь на нулевом. Работая на классных станках, получаем ряд преимуществ:
Станки автоматизированы, лазерной головкой управляет компьютер, зону реза охлаждает газовая смесь (аргон + кислород). Соотношение газов в смеси и скорость подбирает также компьютер, исходя из полученных данных о толщине заготовки. Таким образом вероятность ошибки стремится к отрицательным значениям, находясь на нулевом. Работая на классных станках, получаем ряд преимуществ:
- качественный рез,
- минимизацию температурного воздействия,
- минимальный % отхода при раскрое (оптимизирует раскладку тоже компьютер),
- прецизионную резку (плюс/минус 0,05 мм).
Гидроабразивная резка титана
В отличие от уже перечисленных методов гидроабразивная резка титана позволяет не нивелировать последствия нагрева металла, а вовсе избежать температурного воздействия.
Преимущества гидроабразивной резки титана
- Чистый рез: нет нагрева металла — нет окисла.
- Практически прецизионный раскрой.
- Высокая скорость обработки.
- Возможность резки листов титана больших толщин.
- Низкая себестоимость — отходов практически нет.
Гидроабразивная резка титана обеспечивает возможность получения заготовок любой сложности: острые углы, скошенные кромки, криволинейные контуры и проч.
Наиболее подходящей по всем параметрам для титана является гидроабразивная резка, но она же — самый дорогостоящий метод из всех возможных. Принятие решения в пользу того или иного метода — ответственность заказчика, и снять ее не может никто: только заказчик знает, каковы его цели, и может учесть все нюансы, включая прочность будущих деталей. Со своей стороны мы гарантируем выполнение любого заказа на высоком качественном уровне в рамках технологических возможностей (если вы закажете газовую резку титана, будет технологически невозможно обеспечить качество, сходно с получаемым на той же лазерной установке) и полную консультационную поддержку на бесплатной основе.
Резка титана — AP Precision Metals, Inc.
Звоните сейчас: 619-628-0003
Титан
— один из самых прочных и широко распространенных металлов в мире. Он обладает высоким отношением прочности к плотности, устойчив к коррозии и легко соединяется с другими металлами для получения полезных сплавов. К сожалению, уникальные сильные стороны этого металла могут затруднить резку титана. В AP Precision мы используем комбинацию методов для достижения чистой, последовательной резки для ряда профессиональных приложений, включая электронику, аэрокосмическую промышленность, производство, медицинские имплантаты, архитектуру, дизайн мебели, велосипеды и многое другое.
Проблемы резки титана
Резка титана затруднена из-за реактивной природы материала. Поскольку материал чувствителен к теплу, его необходимо резать при относительно низкой температуре, чтобы предотвратить деформацию, обесцвечивание и загрязнение. Гидроабразивная резка, ленточная пила, лазерная и плазменная резка — все это методы, которые можно использовать для точной и эффективной резки титана.
Резка ленточной пилой
Для резки титана ленточной пилой требуется специальное полотно. Лезвие должно иметь зубья с твердосплавными наконечниками, которые дольше остаются острыми, чем альтернативы со стальными наконечниками. Мы также используем охлаждающие жидкости в процессе резки, чтобы сохранить целостность реза, охладить лезвие, предотвратить наклеп и удалить стружку. В зависимости от толщины материала и требуемой точности резка ленточной пилой может быть экономически выгодным вариантом для вашего проекта.
Плазменная резка титана
Титан также можно резать с помощью плазменной горелки или плазменного станка с ЧПУ. Плазменная резка чрезвычайно универсальна и может быть особенно полезна для труднодоступных углов или деталей, которые не помещаются на верстаке или станке с ЧПУ. В AP Precision мы применяем эту технику с использованием специальных газов, чтобы обеспечить чистый срез.
Станок с ЧПУ для резки
Станки с ЧПУ (ЧПУ) можно запрограммировать на безопасную и эффективную резку титановых плит, листов и прутков. В зависимости от толщины и состава материала этот метод может оказаться практичным для создания большого количества детализированных деталей. Из-за уникальной природы титана наши операторы используют специальные методы, скорости и углы, чтобы обеспечить чистый рез без повреждений. Мы также используем специальную охлаждающую жидкость и проводим тщательную повторную калибровку для обеспечения качества в процессе обработки.
В зависимости от толщины и состава материала этот метод может оказаться практичным для создания большого количества детализированных деталей. Из-за уникальной природы титана наши операторы используют специальные методы, скорости и углы, чтобы обеспечить чистый рез без повреждений. Мы также используем специальную охлаждающую жидкость и проводим тщательную повторную калибровку для обеспечения качества в процессе обработки.
Ручная машинная резка титана
Поскольку инженеры продолжают использовать титан в сложных конструкциях и прототипах, растет потребность в точной резке на ручном станке. В AP Precision наши квалифицированные механики могут обрабатывать нестандартные детали из титана и титановых сплавов практически по любой спецификации. Так как титан имеет низкую теплопроводность, скорость и усилие обработки должны быть тщательно установлены, чтобы избежать повреждения как детали, так и инструмента. Кроме того, мы работаем над устранением вибрации за счет тщательно спланированной скорости и угла при создании нестандартных деталей.
Лазерная резка
Листовой титан также можно обрабатывать с помощью лазерной резки. Опытный производитель металла должен подготовить этот проект, так как специальный лазер CO2 с азотной или кислородной поддержкой также может помочь создать лучшую отделку.
Сервис для различных отраслей промышленности
Компания AP Precision была основана в связи со спросом на высокодетализированные детали в индустрии робототехники, но теперь расширилась до обслуживания ряда других предприятий, включая аэрокосмическую, вычислительную, электронную, медицинскую, архитектурную, автомобильную, и более. Некоторые из наших клиентов являются ISO 9001, поэтому у нас есть специальный отдел контроля качества, чтобы гарантировать, что мы работаем в соответствии со стандартами ISO.
Обслуживание клиентов и надежность
Помимо наших технических навыков, клиенты возвращаются к нам за превосходное обслуживание клиентов и надежность. Мы будем рады ответить на любые ваши вопросы о проекте, предоставить сроки выполнения, цитаты и многое другое. Свяжитесь с нами сегодня, чтобы обсудить ваш следующий проект.
Свяжитесь с нами сегодня, чтобы обсудить ваш следующий проект.
крутых советов по резке титана
Нетрудно понять, почему титан любят автомобильные, медицинские, химические, микрокомпонентные и особенно аэрокосмические конструкторы. Его плотность составляет примерно половину плотности стали, поэтому детали из титана весят примерно вдвое меньше, чем стальные детали. Но его высокая прочность — 80 000 фунтов на квадратный дюйм для чистого титана и 180 000 фунтов на квадратный дюйм и более для его сплавов — намного выше, чем прочность многих легированных сталей, что обеспечивает чрезвычайно высокое отношение прочности к весу. Титан обладает вдвое большей эластичностью, чем сталь, что делает его идеальным выбором для приложений, требующих гибких материалов, которые не трескаются и не разрываются. Кроме того, титановые сплавы лучше, чем нержавеющие стали, противостоят коррозии и окислению.
Из-за своей высокой прочности и легкого веса титан является фаворитом конструкторов авиационных двигателей. (Фото предоставлено Pratt & Whitney.) (Фото предоставлено Pratt & Whitney.) |
Многие из тех качеств, которые повышают привлекательность титана для большинства применений, также способствуют тому, что он является одним из самых сложных для обработки материалов.
Однако мастерские, понимающие особенности этого материала, могут успешно и экономично обрабатывать его.
Большинство титановых сплавов плохо проводят тепло. Тепло, выделяющееся при резке, не рассеивается через детали и конструкцию станка, а концентрируется в зоне резания. Высокие температуры, которые могут быть достигнуты — в некоторых случаях 2000 ° F — могут привести к выкрашиванию и деформации режущей кромки, а тупые кромки на инструментах выделяют еще больше тепла и еще больше сокращают срок службы инструмента. Температура резки может быть настолько высокой, что титановая стружка иногда воспламеняется.
Высокая температура, возникающая в процессе резки, также вызывает явление деформационного упрочнения, которое влияет на целостность поверхности титана и может привести к геометрическим неточностям в детали и значительному снижению ее усталостной прочности.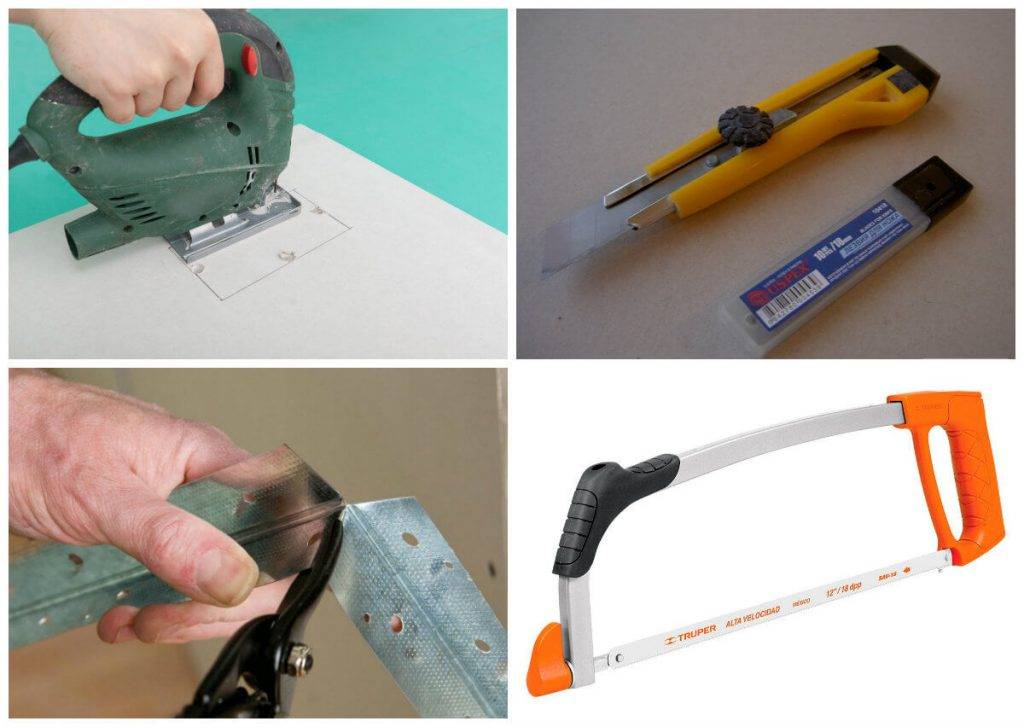
Обработка тонкостенных деталей
Эластичность титановых сплавов, полезная и желательная для готовых деталей, способствует отклонению и вибрации во время тяжелых резов механической обработки. Под давлением резания «пружинистый» материал отходит от инструмента. Следовательно, режущие кромки скорее трутся, чем режут, особенно при легких порезах. Этот процесс трения также приводит к выделению тепла, что усугубляет проблемы, вызванные плохой теплопроводностью материала.
| Токарная геометрия 4E от ATI Stellram с микрозернистой твердосплавной основой и сверхтвердым покрытием Nano TiAlN PVD обеспечивает положительное режущее действие, уменьшая нарост на кромке при высокотемпературной обработке титана. |
Обработка тонкостенной детали или кольца — обычные операции — любым инструментом, кроме инструмента с положительным передним углом, будет толкать и отклонять деталь, а не резать ее. Это затрудняет нарезку по размеру. Вместо того, чтобы резать деталь, неподходящий инструмент толкает ее, натягивая материал. По мере удаления материала от режущей кромки он деформируется пластически, а не упруго, что увеличивает прочность материала и его твердость в месте разреза. По мере того, как сплав становится все тверже и прочнее, скорости резания, которые были подходящими в начале резания, становятся чрезмерными, и инструмент резко изнашивается.
Сплав, из которого изготовлена заготовка, определяет скорость резания, необходимую для ее резки. Нелегированный титан можно обрабатывать со скоростью до 180 футов в минуту, в то время как для более прочных бета-сплавов требуется скорость до 30 футов в минуту. Как правило, чем больше ванадия и хрома в конкретном сплаве, тем ниже необходимая скорость резания. Во всех случаях титановые сплавы требуют большой нагрузки на стружку, чтобы решить проблему трения и связанного с этим наклепа.
Величина сил резания, возникающих при обработке титана, лишь немного выше, чем при резке сталей с эквивалентной твердостью, хотя обработка титана представляется более сложной и сложной задачей.
Износ по задней поверхности, зазубрины и наросты на кромке являются распространенными видами износа инструмента при резании титана. Надрезы на кромках проявляются в виде локализованного абразивного износа как на задней, так и на передней поверхности вдоль линии, соответствующей параметру глубины резания. Этот износ частично вызван наличием закаленного слоя, который обычно образуется в результате предыдущих операций литья, ковки, термообработки или механической обработки.
Химическая реакция между материалом режущего инструмента и заготовкой также может привести к износу в виде надрезов. Это происходит, когда температура обработки превышает 800°С и вызывает диффузию между инструментом и заготовкой.
Напротив, в процессе обработки отложения титановых заготовок имеют тенденцию накапливаться на передней поверхности пластины. Высокое давление, возникающее в этой области, может приварить эти частицы к режущей кромке, образуя явление нароста на кромке. Эти частицы через более короткие промежутки времени склонны отслаиваться от режущей кромки, унося с собой некоторое количество карбида с режущей пластины.
Лучшая основа и покрытие инструмента для обработки титановых сплавов и суперсплавов — это субмикронная подложка в сочетании с покрытием TiAlN методом физического осаждения из паровой фазы (PVD). Тонкая и гладкая поверхность PVD-покрытия в сочетании с достаточным остаточным напряжением повышает стойкость инструмента к износу с выкрашиванием и насечками, поэтому PVD-покрытия обеспечивают повышенную износостойкость, химическую стабильность и стойкость к наростообразованию. Проблемы обработки, которые наблюдались в прошлом и возникали при использовании более ранних покрытий, больше не существуют с покрытиями PVD благодаря улучшенным методам адгезии и однородности покрытий.
Титан и его сплавы
Титановые сплавы доступны в четырех вариантах: альфа, альфа/бета, бета и новый алюминид титана. Поскольку к определенным маркам добавляется больше легирующих элементов, эти сплавы все труднее поддаются механической обработке.
Альфа-фаза титана представляет собой чистый титан, относительно мягкий и может обрабатываться на высоких скоростях.
| Диффузор реактивного двигателя сложной формы требовал ultstage 9.0110 канавочно-токарные операции, которые удаляли большое количество материала с заготовки в форме сплошного кольца. Фото предоставлено Iscar Metals Inc. |
Этот материал не представляет значительных проблем при обработке. Однако этому материалу не хватает полезных свойств других сплавов, в первую очередь прочности и гибкости, поэтому его применение ограничено.
Сплавы альфа/бета являются наиболее распространенными титановыми сплавами, а Ti-6A1-4V (6% алюминия, 4% ванадия) широко используется в аэрокосмической промышленности, особенно для реактивных двигателей. Ti-6A-4V в меньшей степени используется в медицинской и химической промышленности.
Эти сплавы относительно трудно поддаются механической обработке, и относительно короткий срок службы инструмента может быть проблемой, поскольку стружка альфа/бета трудно ломается и является абразивной.
Титановые сплавы с бета-фазой не обладают такой прочностью, как альфа/бета, но они более твердые и более хрупкие. Их также сложнее обрабатывать из-за более высокого процентного содержания ванадия, молибдена и хрома, из которых они изготовлены. Сплавы бета-фазы титана становятся все более распространенными и представляют серьезные проблемы при механической обработке.
Алюминиды титана очень трудно поддаются механической обработке, но они очень легкие и прочные. Раньше недостаток прочности ограничивал их применение. Тем не менее, исследования в области материаловедения решили проблему их недостаточной прочности, и начинают разрабатываться приложения в двигателях автогонок, где они используются для толкателей и штоков клапанов, а также в компонентах реактивных двигателей.
Стратегия успешной резки титана • Используйте положительную геометрию резания, чтобы свести к минимуму силы резания, выделение тепла и отклонение детали. |
Всего комментариев: 0