Чпу: Купить станок ЧПУ по лучшей цене
Содержание
Фрезеровочные станки с ЧПУ от производителя. Цены и характеристики
Рекомендации по подбору шпинделя для фрезерного станка с ЧПУ
Все шпиндели с цангой ER-8
Применяются для миниатюрных ювелирных работ, миниатюрных гравировок в основном граверами и фрезами до диаметра 3 мм. Диаметр вала шпинделя =10мм.
0.8 кВт, с цангой ER-11
Этот «Ювелирный шпиндель» предназначен для мелких неглубоких гравёрных работ по цветным металлам, модельному пластику, тонким пластинам до 5 мм толщиной, тонкой фанере. Он подходит для изготовления сувениров, мелких моделей, сверления и резки печатных плат. Это один из самых удобных шпинделей для мастеров ювелиров при обработке воска, а также всех цветных металлов. Также он очень удобен из-за малого диаметра гайки при установке тонких граверов и миниатюрных фрез. Гайка цанги диаметром 19 мм не мешает работать по мелким рельефам. Диаметр вала шпинделя 13мм. Диапазон зажимаемых свёрл и фрез до 8 мм диаметром.
Диапазон зажимаемых свёрл и фрез до 8 мм диаметром.
Технические требования при резке/раскрое: применение фрез до 3.15 мм в диаметре до глубины реза 12мм и применение фрез с рабочим диаметром не более 1мм при работах по стали до глубины реза максимум 3мм. В шпинделях с такой мощностью запрещено устанавливать фрезы с общей длиной выше 40 мм. Более длинные фрезы будут разбивать подшипники шпинделя.
1.5 (1.2 ) кВт, с цангой ER-11, 40 000 (60 000) об/мин
Это специальный шпиндель для работ с фирменными твёрдосплавными фрезами по металлу. Если Вы часто работаете именно тонкими и очень тонкими фрезами, то по расчётным формулам для соблюдения нужной скорости резания будут требоваться очень большая скорость вращения, начиная от 30000 об/мин при работе с металлами. Рекомендуется применение фрез для работ по твёрдой древесине не более 6мм диаметром, и применение фрез не более 1.5 мм диаметром при работах по стали до глубины реза максимум 5 мм. В шпинделях этого типа запрещено устанавливать фрезы с общей длиной выше 50 мм. Более длинные фрезы будут разбивать подшипники шпинделя.
В шпинделях этого типа запрещено устанавливать фрезы с общей длиной выше 50 мм. Более длинные фрезы будут разбивать подшипники шпинделя.
1.5 кВт, с цангой ER-11
Прямое назначение шпинделя – мелкие граверные работы миниатюрными короткими фрезами, гравировка мягких цветных металлов, но с чуть большей мощностью, чем шпинделем 0.8квт. Диаметр вала такого шпинделя 14 мм. Он имеет небольшую жёсткость и может повредиться при заклинивании, поэтому использовать толстые фрезы с диаметром более 4 мм следует с осторожностью. Диапазон зажимаемых свёрл и фрез до 8 мм в диаметре.
Технические требования при резке/раскрое твёрдой древесины: применение фрез до 4 мм в диаметре до глубины реза 15 мм, и фрез с рабочим диаметром не более 2 мм при работах по стали до глубины реза максимум 7 мм. В шпинделях этого типа запрещено устанавливать фрезы с общей длиной выше 40 мм. Более длинные фрезы будут разбивать подшипники шпинделя.
1.5 кВт — с цангой ER-16
Это начальный шпиндель для работы с твёрдой древесиной, фанерой и пластиками толщиной до 15 мм. Шпиндель удобен из-за небольшого диаметра гайки – 28мм. Диаметр вала 19 мм уменьшает вероятность его случайного сгибания при заклинивании фрезы. Шпиндель позволяет гравировать, фрезеровать 3D рельефы, а также резать неглубокие заготовки толщиной до 30 – 40 мм в несколько проходов. С патроном ER16 запрещено работать фигурной фрезой на полную глубину фрезы. Диапазон зажимаемых свёрл и фрез до 10 мм в диаметре.
Шпиндель удобен из-за небольшого диаметра гайки – 28мм. Диаметр вала 19 мм уменьшает вероятность его случайного сгибания при заклинивании фрезы. Шпиндель позволяет гравировать, фрезеровать 3D рельефы, а также резать неглубокие заготовки толщиной до 30 – 40 мм в несколько проходов. С патроном ER16 запрещено работать фигурной фрезой на полную глубину фрезы. Диапазон зажимаемых свёрл и фрез до 10 мм в диаметре.
Технические требования при резке/раскрое: применение фрез до 6 мм в диаметре до глубины реза 20 мм по древесине, и фрез диаметром не более 2.5 мм при работах по стали до глубины реза максимум 9мм. Напряжение питания 220 В. В шпинделях этого типа запрещено устанавливать фрезы с общей длиной выше 60 мм. Более длинные фрезы будут разбивать подшипники шпинделя.
2.2 кВт, с цангой ER-16 или ER-20
Базовый шпиндель для работы с твёрдой древесиной, фанерой и пластиками до 30 мм толщиной. Шпиндель с патроном ER20 имеет гайку диаметром 34 мм и вал диаметром 24 мм, который трудно согнуть при заклинивании.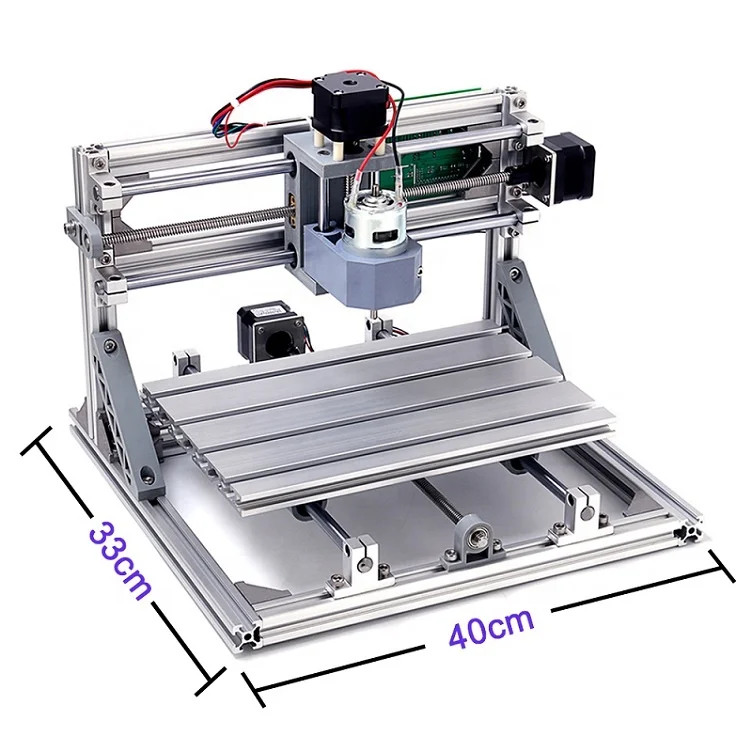 С таким шпинделем можно гравировать и фрезеровать 3D рельефы на дереве и пластиках, а также производить неглубокие фрезерные работы на мягких металлах. Запрещено работать фигурной фрезой на полную глубину из-за недостаточной мощности шпинделя для этих фрез. Диапазон зажимаемых свёрл и фрез до 10 или 13 мм в диаметре.
С таким шпинделем можно гравировать и фрезеровать 3D рельефы на дереве и пластиках, а также производить неглубокие фрезерные работы на мягких металлах. Запрещено работать фигурной фрезой на полную глубину из-за недостаточной мощности шпинделя для этих фрез. Диапазон зажимаемых свёрл и фрез до 10 или 13 мм в диаметре.
Технические требования при резке/раскрое: для стали диаметр фрез до 6 мм, глубина реза максимум 10 мм, для алюминия диаметр фрез до 8 мм, глубина реза максимум 20 мм, для древесины диаметр фрез до 10 мм, глубина реза максимум 30 мм. Напряжение питания 220 В. В шпинделях этого типа запрещено устанавливать фрезы с общей длиной выше 75 мм. Более длинные фрезы будут разбивать подшипники шпинделя.
3-3,5 кВт, с цангой ER-20
Основной шпиндель для 3D работы с твёрдой древесиной, акрилами, металлами и камнями при небольшой глубине резки за проход (до 4 мм). Шпиндель имеет гайку диаметром 34 мм и вал диаметром 24 мм, который трудно согнуть при заклинивании. Допустимо работать фигурной фрезой на полную глубину с небольшими подачами. Диапазон зажимаемых свёрл и фрез до 13мм в диаметре.
Допустимо работать фигурной фрезой на полную глубину с небольшими подачами. Диапазон зажимаемых свёрл и фрез до 13мм в диаметре.
Технические требования при резке/раскрое твёрдой древесины: применение фрез до 12.7 мм в диаметре до глубины реза 50 мм. При работах по стали применение фрез не более 8 мм в диаметре до глубины реза максимум 12 мм. При работе по алюминию допустимо применять фрезы диаметром до 10 мм с глубиной фрезерования до 20 мм. Напряжение питания 220 В. Часто встречаются такие шпиндели на 380 В (3 фазы), что не позволит запитать станок от недорогого бесперебойного блока питания. В шпинделях этого типа запрещено устанавливать фрезы с общей длиной выше 100мм. Более длинные фрезы будут разбивать подшипники шпинделя.
4.5 кВт и более
Имеют гайки ER-25 диаметром 42мм, или ER-32 диаметром 60мм, что в некоторых случаях может мешать обработке 3D рельефа, когда установлены мелкие стандартные короткие фрезы. Но при этом мощные шпиндели позволяют более продуктивно работать фрезами более 12 мм в диаметре, дорогими длинными и конусными фрезами, а также работать большими фигурными фрезами по дереву. Применяется в основном для резки камня, глубокой фрезеровки металлов, и для фрезеровки металлов фрезами диаметром до 10 мм до глубины реза 22 мм, а также для резки толстых деревянных заготовок и брёвен. Напряжение питания 380 В (3 фазы). В шпинделях с цанговым патроном ER25 запрещено устанавливать фрезы с общей длиной выше 120мм. Чтобы использовать фрезы длиной до 150 мм следует использовать шпиндель с патроном ER32, диаметром вала 40 мм и мощностью от 5,5 кВт и выше.
Применяется в основном для резки камня, глубокой фрезеровки металлов, и для фрезеровки металлов фрезами диаметром до 10 мм до глубины реза 22 мм, а также для резки толстых деревянных заготовок и брёвен. Напряжение питания 380 В (3 фазы). В шпинделях с цанговым патроном ER25 запрещено устанавливать фрезы с общей длиной выше 120мм. Чтобы использовать фрезы длиной до 150 мм следует использовать шпиндель с патроном ER32, диаметром вала 40 мм и мощностью от 5,5 кВт и выше.
Более подробную информацию про шпиндели вы можете узнать в нашем видео https://www.youtube.com/watch?v=FZGCpyP9ghA&t=1849s
Компания «ЧПУ Технологии» предлагает вам большой ассортимент шпинделей по выгодным ценам. В каталоге представлены различные модели, среди которых вы точно сможете выбрать нужны вариант. После этого останется просто заполнить форму заявки на сайте либо позвонить для заказа нашим менеджерам по номерам телефона, указанным на главной странице.
Подробнее…
ЧПУ для новичков — с чего начать? Советы и рекомендации
9 вещей, которые пригодятся новичкам в ЧПУ
Предположим, у вас есть рабочая машина с ЧПУ, вы только что ее приобрели, но вы мало что знаете о самом ЧПУ.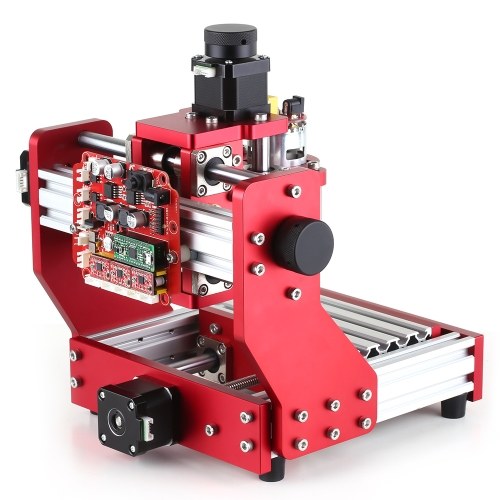 Предположим также, что это фрезерный станок, и что в первую очередь вы будете заниматься резкой металла. Вероятно, вы готовы начать изготавливать детали для чоппера, конструировать устройство для смены инструментов или, может быть, с нуля собрать пистолет Colt 1911. С ЧПУ вы можете сконструировать почти все, и вы с нетерпением ждете начала работы над вашими любимыми проектами.
Предположим также, что это фрезерный станок, и что в первую очередь вы будете заниматься резкой металла. Вероятно, вы готовы начать изготавливать детали для чоппера, конструировать устройство для смены инструментов или, может быть, с нуля собрать пистолет Colt 1911. С ЧПУ вы можете сконструировать почти все, и вы с нетерпением ждете начала работы над вашими любимыми проектами.
Не спешите! Помните, вы только что купили машину, и к тому же вы новичок. Вы еще не готовы к таким проектам.
Надо постараться максимизировать свои шансы на успех. Для этого примите к сведению 9 нижеследующих пунктов
1. Купите несколько приличных фрез
Не берите упаковку импортных китайских фрез различных размеров и неопределенного качества. Вам не нужны и зеленые космические фрезы из «Людей в черном», просто купите несколько приличных фрез у надежного поставщика по разумной цене. Можно начинать с быстрорежущей стали. В конечном во многих случаях будет необходим твердосплав, но быстрорежущая сталь дешевле и более устойчива к вибрациям. Купите себе несколько размеров:
Купите себе несколько размеров:
— 13 мм
— 6 мм
— 4 мм
Размеры меньше ни к чему на данном этапе, пока вы не потренируетесь на менее чувствительных фрезах. Купите 2-х или 3-заходные для алюминия и 4-заходные для стали. Чтобы лучше понять какие фрезы вам необходимы, прочтите статью Как выбрать фрезы. Вы однозначно сломаете несколько фрез, так что просто свыкнитесь с этой мыслью. На этом этапе следует не забывать надевать защитные очки!
Также купите полный набор спиральных сверл.
2. Купите стоящие тиски, комплект прихватов и набор параллелек
Закрепление заготовки — очень важный этап. Приобретите хорошие тиски для своего станка, и вы потратите деньги на ценный инструмент, который будет служить вам годами. Есть одна загвоздка, которая возникает, когда вы зажимаете заготовку в тисках. Если у вас плохие тиски, заготовка сдвинется, а вы будете гадать, что же произошло.
Вам следует закрепить ваши тиски в Т-образные слоты вашего стола, так что вы также можете приобрести комплект прихватов.
Наконец, вам понадобится набор параллельных подкладок.
3. Используйте СОЖ или туман! В работе с алюминием придется параноидально следить за отводом стружки.
Если машина не была оснащена СОЖ, подаваемой поливом, и не предназначена для такого, то вам необходимо установить генератор тумана. Можно взять качественный, например Noga, есть много разных брендов.
Перенарезка стружки вредна для фрез, а в худшем случае это приведет к поломке. «Быть параноиком» имеется в виду, что в начале надо очень пристально смотреть на область реза, и возиться с соплом вашего туманообразователя, чтобы освоить, как правильно располагать его для качественной подачи СОЖ.
4. Научитесь пользоваться вашим контроллером ЧПУ
Следующим шагом будет научиться управлять вашим ЧПУ, как если бы это был ручной станок с принудительной подачей и УЦИ на каждой оси. По ходу работы вы узнаете некоторые базовые коды G, дабы иметь представление о том, что ваша программа делает, когда вы в первый раз запускаете реальную программу в коде G (хоть это еще и далеко от правды!). Начните работать с фрезой в верхнем положении, и не пытайтесь делать какие-либо движения по оси Z, дабы не повредить режущий инструмент обо что-то. Практикуйте движения по оси X и Y до тех пор, пока шпиндель не будет двигаться туда, куда вы хотите, и вы не будете ошибаться. Еще один момент: не используйте G00, это заставляет машину двигаться в быстрых режимах на пределах ее возможностей. Используйте G01 и установите относительно низкую скорость подачи. В «G01 F20» машина будет двигаться со скоростью 20 единиц в минуту(миллиметров, метров, дюймов – в зависимости от настроек вашего контроллера). У вас будет намного больше времени на реакцию, если что-то пойдет не так.
Начните работать с фрезой в верхнем положении, и не пытайтесь делать какие-либо движения по оси Z, дабы не повредить режущий инструмент обо что-то. Практикуйте движения по оси X и Y до тех пор, пока шпиндель не будет двигаться туда, куда вы хотите, и вы не будете ошибаться. Еще один момент: не используйте G00, это заставляет машину двигаться в быстрых режимах на пределах ее возможностей. Используйте G01 и установите относительно низкую скорость подачи. В «G01 F20» машина будет двигаться со скоростью 20 единиц в минуту(миллиметров, метров, дюймов – в зависимости от настроек вашего контроллера). У вас будет намного больше времени на реакцию, если что-то пойдет не так.
5. Купите измерительный прибор для длины фрезы и научитесь ним пользоваться, чтобы калибровать ось Z. В придачу приобретите кромкоискатель и используйте его, чтобы забазировать шпиндель относительно детали.
Ваша машина должна знать, где находится кончик фрезы, в противном случае можно испортить оборудование. Так как вы новичок, задайте ей необходимую информацию, используя датчик длины фрезы. С его помощью машина будет точно знать, где конец фрезы относительно координаты Z. Первое, что надо сделать после установки заготовки в тиски и фрезы в шпиндель — это установить нули.
Так как вы новичок, задайте ей необходимую информацию, используя датчик длины фрезы. С его помощью машина будет точно знать, где конец фрезы относительно координаты Z. Первое, что надо сделать после установки заготовки в тиски и фрезы в шпиндель — это установить нули.
Подробнее о компенсации длины инструмента и нахождении базовых точек в статье Как найти нулевую точку станка с ЧПУ.
6. Научитесь регулировать ваш станок и тиски
Отрегулировать — отъюстировать с помощью часового индикатора. Это базовый навык, который необходим всем.
Выработайте привычку перед началом работы проверять положение ваших тисков. Позже будет понятно, действительно ли нужно делать это прям каждый раз, но поначалу придерживайтесь такй практики. К тому же, убедитесь, что знаете, как отрегулировать свои тиски, чтобы зажимные щеки были правильно выровнены с одной из осей.
7. Начните с алюминия, латуни и мягкой стали. Избегайте использования нержавеющей стали.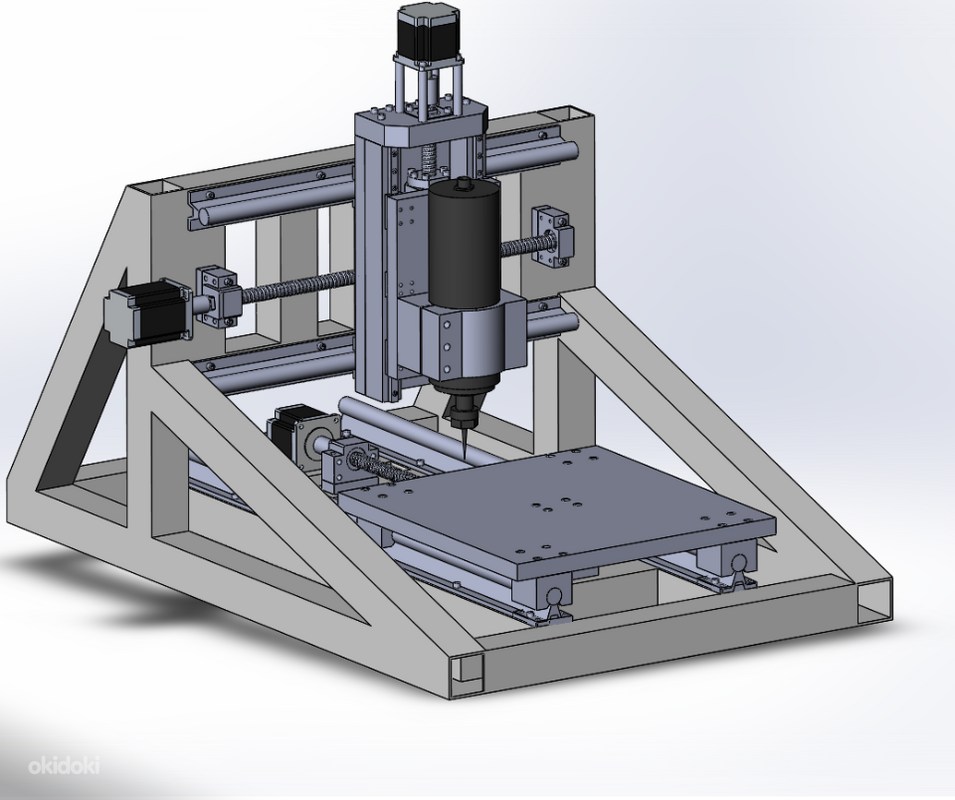
Поначалу следует избегать использования труднообрабатываемых материалов. Используйте алюминий или латунь.
Когда начнет получаться, можно попробовать мягкую сталь. Только после того, как вы почувствуете, что достаточно хорошо фрезеруете такие материалы, фрезы не ломаются и не изнашиваются слишком быстро, и обработанная поверхность больше не похожа на ту, на которую напала стая инфицированных бешенством бобров, лишь тогда переходите к труднообрабатываемым материалам, таким как нержавеющая сталь. Перед этим как следует изучите каталоги поставщиков металлов.
8. Сделайте себе несколько комплектов ступенчатых губок из алюминия
Возьмите пилу и вырежьте кусочки материала, размерами немного больше, чем щеки тисков. Теперь вам нужно обработать эти блоки на прямоугольник, т.е. делать фрезерные проходы до тех пор, пока все стороны не станут строго параллельны или перпендикулярны друг другу, т.е. до получения прямоугольного параллелепипеда.
Используйте концевые фрезы небольших диаметров. Несмотря на то, что для таких работ торцевые подходят лучше, их пока не стоит использовать, т.к. торцевая фреза развивает большое усилие. Шпиндель может завязнуть, заготовку может вырвать тисков и швырнуть ее через комнату, и т.п.
Обработав материал в виде квадрата, переходите к следующей задаче – обработайте его в соответствии с размерами, фрезеруя до тех пор, пока он не станет идеального размера для ваших тисков (вам понадобятся 2 прямоугольных куска, по одному на каждую зажимную губку). Последний шаг — просверлить и прозенковать монтажные отверстия.
Можно также поучиться делать Куб Тернера. Этот куб (его еще называют мета-куб), не так легко сделать, как это может показаться на первый взгляд. Говорят, что ранее, до появления станков с ЧПУ, такой хитрый кубик давали новичку токарю/фрезеровщику и предлагали аналогичный сделать. Это было тестом на владение станком. Этот куб выглядит как серия кубов с отверстиями, вложенных друг в друга, и касающихся внешнего только вершинами.
9. Изучите САПР и CAM
Итак, теперь вы знаете азы. Следующий шаг – изучить, как создавать G-код для станка. Для этого вам необходимо овладеть САПР и CAM. По возможности выберите те программы, с освоением которых вам могут помочь. В идеале, попросите вашего друга, который уже использует программное обеспечение и опытен в нем, помочь вам. Если у вас нет такого друга, рассмотрите вариант курсов. Если вам некому помочь вживую, вам придется вернуться и искать помощи в Интернете. Начните с просмотра нескольких видеороликов. По возможности, постарайтесь смотреть ролик и изучать программное обеспечение одновременно. Найдите онлайн-форумы, на которые люди обращаются за помощью в использовании этих программ.
Доверьтесь CNC как своему самому крутому партнеру по доставке скоропортящихся продуктов
Узнать больше
Место погрузки
Место выгрузки
Расширенный поиск
Контейнер, коносамент или номер бронирования
Чтобы отслеживать до трех контейнеров, введите ссылки через запятую.
Основные моменты обслуживания
Получите мгновенное предложение
Проверьте договорные тарифы или получите мгновенное предложение
Дополнительные услуги, которые заботятся о вашем грузе и способствуют развитию вашего бизнеса.
Организовывайте, управляйте и отслеживайте свои поставки из любого места и в любое время.
Новости
Запуск экспресса Янгон – Камбоджа
В рамках постоянной поддержки CNC, чтобы предложить ЛУЧШИЕ СПОСОБЫ удовлетворить ваши потребности, мы рады объявить о новой морской услуге YCX. Еженедельное сообщение будет осуществляться между Сингапуром, Малайзией, Камбоджей и Мьянмой.
Мы ценим ваше мнение!
Запуск новой услуги, соединяющей Сингапур, Малайзию и Индонезию
Новый морской сервис с ЧПУ с полным охватом Японии и Тайваня
Откройте для себя новый морской сервис, соединяющий Японию, материковый Китай и Вьетнам
Посмотреть все новости
Ваш партнер в Азии
Компания CNC вдохновляется вами. Мы заново изобретаем службы доставки, чтобы заботиться о вас и вашем бизнесе на всем пути.
Мы заново изобретаем службы доставки, чтобы заботиться о вас и вашем бизнесе на всем пути.
Свяжитесь с нами
Из-за бездействия срок действия вашего сеанса истекает.
Через несколько минут вы выйдете из системы, и все несохраненные действия будут утеряны.
Я здесь, продолжим
СИСТЕМЫ ЧПУ
Multi APC Expansion HMC
Гибкое горизонтальное расширение
УЗНАТЬ БОЛЬШЕ
Эксклюзивный североамериканский импортер для
• Vision Wide 3- и 5-осевой двухколонный станок
• Honor Seiki 12–240 дюймов Вертикальная токарная обработка
• Высокопроизводительные многопаллетные горизонтальные станки Averex
• Токарные и фрезерные станки DMC-Korea
УЗНАТЬ БОЛЬШЕ
5-осевой фрезерный станок с ЧПУ
Резка пресс-форм, высокоточная обработка контуров, фрезерование, сверление, нарезание резьбы
УЗНАТЬ БОЛЬШЕ
Вертикальный токарный станок
VTL Индивидуальный высокоскоростной, сверхмощный, большой мощности
УЗНАТЬ БОЛЬШЕ
Аэрокосмическая промышленность, автомобилестроение, энергетика
Гибкое производство, мощность непрерывной обработки по 5 осям 1000 Нм
УЗНАТЬ БОЛЬШЕ
Ваш поставщик высококачественных прецизионных обрабатывающих центров.
Производители
США ОСОБЕННЫЕ МАШИНЫ
- AVEREX
- АТЭС
- АРЕС
- ЧЕСТЬ
- ШИРОКОЕ ВИДЕНИЕ
СЕРИЯ APEC GM
GM3050 5-ОСНЫЙ ПОРТАЛ
AVEREX HS-630i 2 БТР
AVEREX HS-630i 2 APC
AVEREX HS-630i 6 БТР
AVEREX HS-630i 6 APC
АВЕРЭКС HS-540K
AVEREX HS-540K 2APC
АВЕРЭКС HS-450i 6APC
АВЕРЭКС HS-450i 6APC
VISION WIDE СЕРИЯ VB
СЕРИЯ VB
СЕРИЯ VISION WIDE NF
СЕРИЯ NF
VISION WIDE FA-4233 5 ОСЬ
FA-4233 5 ОСЕЙ
ЧЕСТЬ ВЫСОКОСКОРОСТНОЙ VTL
ВЫСОКОСКОРОСТНОЙ VTL
HONOR HEAVY DUTY VTL
ВЛ160СМ
ЧЕСТЬ VL400C-2R
ВЛ400С-2Р
АРЕС Р
ARES R DRILL & TAP
АРЕС А
АРЕС А
АРЕС A5X
АРЕС А-5Х
СЕРИЯ АТЭС G
СЕРИЯ G 5-ОСНЫЙ ПОРТАЛ
APEC G3050 5-ОСЕВОЙ ПОРТАЛ
G3050 5-ОСНЫЙ ПОРТАЛ
ОСОБЫЕ МАШИНЫ НОВОЙ АНГЛИИ
- ОСЬ
- КАМПРО
- ХИРОН
- РАСШИРИТЬ
CNC SYSTEMS, INC.
Всего комментариев: 0