Чпу резка алюминия: Фрезеровка алюминия на заказ ➤ фрезерная резка алюминия ЧПУ в СПб
Содержание
Секреты и техники фрезеровки алюминия
Такой материал, как алюминий и сплавы на его основе широко востребован в различных отраслях промышленности. Это обусловлено эко свойствами и эксплуатационными характеристиками.
Существует ошибочное мнение, что данный металл легко обрабатывать. Однако подобная «лёгкость» требует применения высокоточного современного оборудования и соответствующих профессиональных навыков оператора.
Минусы и плюсы обработки алюминия
на фрезерном станке
Данный материал отличается высокой пластичностью. Это хорошее качество. Но, при выполнении фрезеровки, именно оно является серьёзной предпосылкой к повреждению заготовки. Появлению на ней вмятин, рисок, иных дефектов, которые весьма заметны на продукции.
Испортить металлическую заготовку возможно даже на этапе её фиксации к рабочему столу последнего.
Именно поэтому рекомендовано все алюминиевые заготовки фиксировать не механическими прижимами, а с использованием специальных вакуумных столов.
Подобное решение является безальтернативным при выполнении гравировальных работ, нанесении различных изображений на тонкую и сверхтонкую фольгу. Механически закрепить её невозможно чисто физически.
Из-за высокой вероятности возникновения дефектов на заготовке, в процессе её обработки, алюминий весьма чувствителен к воздействиям малейших вибраций станка и обрабатывающего инструмента. Это обязательно требуется учитывать. Так как, при ошибочном подборе режима фрезерования, либо применении неправильно закрепленных (разбалансированных) цанги, фрезы, готовая поверхность выполненного реза может получиться замятой. Деталь пойдет в брак.
Тонкости режимов фрезерования
Податливость Al, вопреки бытующему мнению, вовсе не означает, что обрабатывать его просто и легко на любых выбранных режимах реза, включая предельные.
Высока вероятность возникновения, даже при умеренных скоростях фрезерования, ситуаций, когда металлическая стружка наглухо забивает имеющиеся у фрезы канавки. Инструмент выходит из строя.
Инструмент выходит из строя.
С целью исключения вероятности возникновения подобных ситуаций требуется:
- выполнять работы «правильными» фрезами, с необходимым числом зубьев и канавок;
- использовать СОЖ;
- грамотно выбирать требуемые режимы фрезерования.
Все это достигается, в первую очередь, строгим выполнением рекомендаций изготовителей станков и фрез.
Ещё одна особенность. По умолчанию определение «алюминий» является собирательным. Оно распространяется на все сплавы, производимые на основе данного металла. Специфика их обработки может различаться весьма существенно.
Пример. «Мягкий» АМГ и дюралюминий требуют собственных режимов обработки. Последние подбираются с учётом существ3ующих требований к финишному качеству выпускаемой детали и параметров станка.
Высокоскоростная обработка алюминия (ВСО)
Фрезерование алюминия, востребованная и одна из наиболее простых технологий его обработки. Установленная фреза, снимая слой металла заданной толщины, придаёт обрабатываемой заготовке необходимую форму, размеры.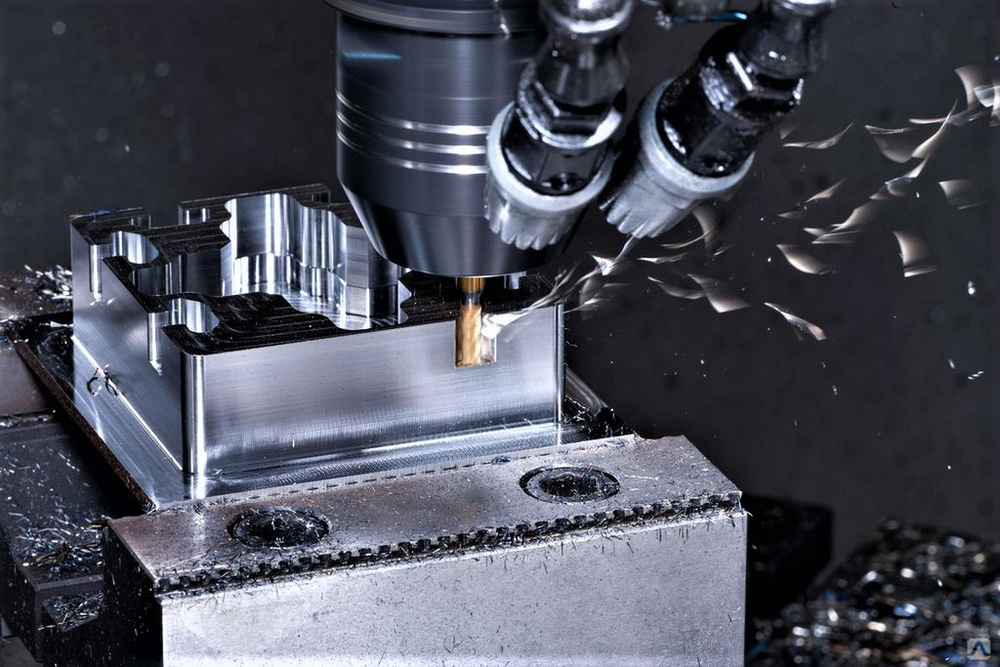
Применение современных моделей с ЧПУ обеспечивает гарантированное выполнение обработки с max точной реализацией самых мелких элементов, получить 2D или 3D рельеф любой степени сложности. Все изображения прорабатываются детально и чётко.
Экономическая эффективность различных технологий может различаться достаточно существенно. ВСО является, на данный момент, наиболее действенным способом обработки алюминиевых заготовок. Объясняется это тем, что высокое число оборотов шпинделя органично сочетается с возможностью увеличения (на таких режимах) глубины реза. Пример. Для стали этот показатель не меняется.
В целом ряде ситуаций экономически более целесообразным является вариант изготовления одной детали (со значительным процентом отходов обработки), чем выкраивание нескольких деталей из того же объёма материала. именно этим объясняется востребованность при обработке режимов ВСО.
«Гладко было на бумаге…»
Безусловная привлекательность тандемной технологии, ВСО + увеличенная глубина реза, содержит свою «ложку дёгтя».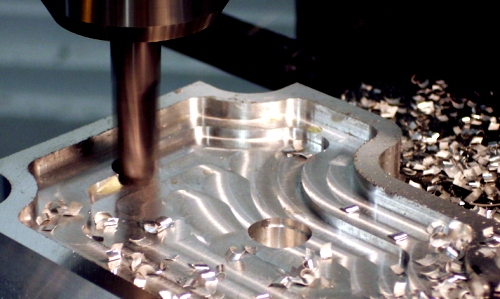 Это проблема возрастания вибрации. Явление это неизбежное и весьма нежелательное. И бороться с ним методами традиционными не получится. Обеспечения высокой жёсткости четырёхзвенной системы, включающей станок, приспособление для фиксации, обрабатывающий инструмент, заготовку уже недостаточно.
Это проблема возрастания вибрации. Явление это неизбежное и весьма нежелательное. И бороться с ним методами традиционными не получится. Обеспечения высокой жёсткости четырёхзвенной системы, включающей станок, приспособление для фиксации, обрабатывающий инструмент, заготовку уже недостаточно.
Требуется обязательный учёт гармонического закона, согласно которому колеблется фреза, шпиндель. Проще говоря, требуется учитывать, кроме статической, также динамические характеристики возникающих вибраций.
Пример. Теоретические выкладки, подтвержденные практикой, показывают – ВСО обработку Al деталей лучше всего выполнять концевой фрезой, имеющей 3 спиральных канавки. Увеличение их количества снижает эффективность удаления стружки в силу сокращения сечения каждой канавки пропорционально росту их количества.
Обратный вариант, уменьшить их число до 2, тоже не проходит. Он приведёт к росту нежелательных гармоник. Это обусловлено следующим. Частота, с которой колеблется фреза, перестаёт совпадать с числом ударов, которые совершает по детали пара режущих кромок (при частоте вращения шпинделя, достигающих 20000 об/мин).
Оценить оптимальную скорость его вращения позволяют специальные программные продукты. Они позволяют оценить тональность собственных колебаний устройства. Для этого проводится «прослушивание» системы станок – инструмент. Задачу решает подключенный к ПК микрофон специальной конструкции.
Тонкости фрезерования алюминия
на станке с ЧПУ
Приступая к фрезерованию алюминия на фрезерном станке с ЧПУ, следует помнить — предельные значения режимов реза, являющиеся оптимальными, для него, существенно уже, чем для пластика, дерева. Выход за них приводит к ускоренному изнашиванию режущего инструмента, существенному снижению качества обработки.
Следует помнить о высокой вероятности забивания каналов стружкой, что приводит к браку.
Руководствуясь рядом несложных рекомендаций, можно избежать подобного результата.
- Не спешите при выполнении работ.
Все основные характеристики: величина подачи, глубина реза и скорость его выполнения должны соответствовать параметрам, заданным для вашего станка производителем. Не гонитесь за скоростью. Это обязательно скажется на качестве.
Не гонитесь за скоростью. Это обязательно скажется на качестве.
- Для получения максимально точных значений считайте требуемую скорость подачи с применением калькулятора.
Это специальный программный продукт. Оптимальным решением будет наличие в нём следующих значений:
- установка min значений числа оборотов;
- адаптация под фрезы разной конфигурации (цилиндрические, концевые, иные).
Чем больше диапазон, тем лучше калькулятор.
- учет прочность материала заготовки на изгиб;
- вывод информацию о скорости, с которой идёт износ инструмента;
- учет возможного истончения стружки;
- возможность расчёта (с учётом мощности станка) нескольких режимов обработки.
- Работайте фрезами, имеющими специальное износостойкое покрытие.
Оптимальное решение — фрезы тех марок, которые изначально предназначены для эксплуатации в режиме ВСО, имеющие износостойкие покрытия. Пример, диборид титана (TiB2).
Пример, диборид титана (TiB2).
- Отдавайте предпочтение инструменту меньшего диаметра.
При работе фрезами с d<6 мм возможно подобраться к скоростям 20000 об/мин максимально близко.
- Своевременно удаляйте стружку из рабочих областей.
Несвоевременное выполнение данной процедуры, кратчайший путь к поломке фрезы.
- Контролируйте глубину реза.
Чем глубже рез, тем сложнее удалять стружку. Оптимальное решение, выбрать нужную глубину, совершив несколько проходов.
- Обеспечьте бесперебойную смазку.
Использование СОЖ минимизирует вероятность налипания стружки, перегрева инструмента. Делает работу комфортной.
- Если допустимая скорость перемещения шпинделя по двум осям (X, Y) недостаточно высокая, требуется применять фрезы с минимальным числом зубьев (два или один, с обязательным наличием широких канавок для удаления стружки)
- Нельзя допускать работы станка на предельных мощностях.

Вывод
Прекрасным выбором для предприятия, планирующего фрезерную обработку алюминиевых заготовок, является покупка ЧПУ станка линейки WATTSAN. С их подробными характеристиками можно ознакомиться на нашем сайте LASERCUT.
10 полезных советов по резке алюминия на станках с ЧПУ
Демонстрация и консультация
Оплата любым способом
Доставка по всей территории РФ
Гарантия и сервисное обслуживание
10 полезных советов по резке алюминия на станках с ЧПУ
Чаще всего в интернете можно встретить статьи о работе на станках с ЧПУ по дереву или пластику, тем не менее хорошему станку по зубам и алюминий. Главное знать, как правильно с ним работать.
Есть несколько принципиально важных отличий в работе по алюминию от работ по дереву или пластмассам, о которых необходимо помнить. Во-первых, пределы оптимального режима резки у алюминия гораздо у?же. При выходе за пределы оптимального режима фрезы начинают изнашиваться гораздо быстрее, а поверхность оставляет желать лучшего. Также надо иметь в виду, что алюминий и его сплавы так и норовят забить наглухо канавки вашего режущего инструмента. Когда стружка полностью забьёт вашу фрезу, она перестанет резать металл, а при подаче инструмент просто будет давить на заготовку, что приведёт к его поломке. Даже если изначально работа по алюминию может показаться сложной задачей, обрабатывать его можно практически на любом станке с ЧПУ. В данной статье рассмотрим 10 полезных советов, которые позволят проводить работы правильно и безопасно.
Также надо иметь в виду, что алюминий и его сплавы так и норовят забить наглухо канавки вашего режущего инструмента. Когда стружка полностью забьёт вашу фрезу, она перестанет резать металл, а при подаче инструмент просто будет давить на заготовку, что приведёт к его поломке. Даже если изначально работа по алюминию может показаться сложной задачей, обрабатывать его можно практически на любом станке с ЧПУ. В данной статье рассмотрим 10 полезных советов, которые позволят проводить работы правильно и безопасно.
Фрезерование алюминия
1. Не торопиться.
Несмотря на то, что станок с ЧПУ может обрабатывать различные металлы, это не самый подходящий инструмент для производства крупногабаритных изделий, например, больших запчастей для автомобиля. Для качественной резки нужно работать не спеша, просто разрешив машине выполнять своё дело – а в таком случае деталь большого размера будет обрабатываться неоправданно долго. Вообще обработка металла является весьма серьёзной нагрузкой для станка, поэтому необходимо правильно рассчитывать скорость и глубину резания, величину подачи — согласно характеристикам вашего станка.
2. Использовать калькулятор для расчёта скорости подачи шпинделя.
Возьмите на вооружение калькулятор скорости резания и подачи для оптимизации настроек. Не стоит резать «на слух», ни к чему хорошему это не приведёт. Лучше воспользоваться калькуляторами, которые в наше время нетрудно найти на просторах интернета как в виде сайтов с необходимыми полями для заполнения и расчёта в онлайн-режиме, так и отдельных профессионально разработанных программных продуктов. В идеале следует использовать такой калькулятор, который будет выводить следующие показатели:
— Установка нижнего предела минимально возможных оборотов в минуту. Толку от калькулятора, если он продолжает предлагать вам заниженные обороты чем позволяет ваш станок?
— Поддерживать как можно больше типов режущего инструмента: цилиндрические фрезы, торцевые, червячные, концевые, конические, и многие другие;
— Учитывать прочность материала на изгиб;
— Выводить предупреждения о скорости износа.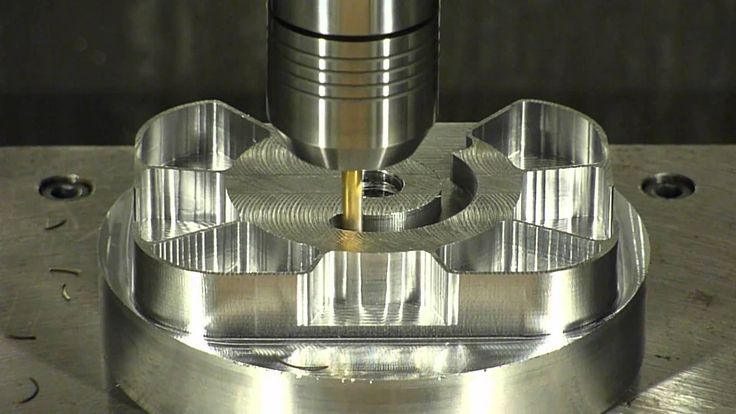 При работе на низких оборотах и повышенной температуре она значительно возрастает.
При работе на низких оборотах и повышенной температуре она значительно возрастает.
— Учитывать утончение стружки: когда вы делаете небольшие надрезы, шириной менее половины диаметра вашего инструмента, это также приводит к повышению износа инструмента.
— Возможность по мере необходимости рассчитать сразу несколько режимов работы станка по мощности.
После расчёта режима работы, у вас скорее всего всё же возникнет проблема несоответствия рекомендуемого числа оборотов, так как обычно калькуляторы выдают очень низкие значения. Минимальная скорость большинства станков ограничена, и она зачастую гораздо выше необходимой для резки алюминия, но тем не менее есть способы решить эту проблему иными путями. Следующая пара советов покажет возможные пути решения этой проблемы.
3. Использование фрез с износостойким покрытием.
Хорошим вариантом будет использовать фрезы, которые изначально рассчитаны на работу по металлам на высоких скоростях. Обычно это инструмент из твердосплавных материалов. Обычные фрезы из быстрорежущей стали, а также кобальтовые могут оказаться всё же слишком медленными, поэтому следует поискать инструмент с износостойким покрытием типа CC AluSpeed® (TiB2 — диборид титана). У фрез по алюминию с таким покрытием стружка скользит по поверхности фрезы без прилипания и теплопередачи. Они стоят немного больше, но продуктивность работы и качество изделия это окупят сполна. Допустим у вас в наличии концевая фреза из обычной быстрорежущей стали для которой рекомендуемая скорость вращения шпинделя 3.000 об/мин. А ваш станок имеет минимальную скорость 8.000 оборотов в минуту (весьма распространенная минимальная скорость для ЧПУ станков). Концевая фреза с покрытием из CC AluSpeed® может иметь рекомендованную скорость в 7.824 об/мин, что гораздо ближе к минимальной скорости станка. Поэтому такой фрезой, в принципе, уже можно смело работать. Пытайтесь найти концевой инструмент по параметрам наиболее приближенный к скорости вашего станка с ЧПУ, это позволит эффективно обрабатывать ваши заготовки.
Обычно это инструмент из твердосплавных материалов. Обычные фрезы из быстрорежущей стали, а также кобальтовые могут оказаться всё же слишком медленными, поэтому следует поискать инструмент с износостойким покрытием типа CC AluSpeed® (TiB2 — диборид титана). У фрез по алюминию с таким покрытием стружка скользит по поверхности фрезы без прилипания и теплопередачи. Они стоят немного больше, но продуктивность работы и качество изделия это окупят сполна. Допустим у вас в наличии концевая фреза из обычной быстрорежущей стали для которой рекомендуемая скорость вращения шпинделя 3.000 об/мин. А ваш станок имеет минимальную скорость 8.000 оборотов в минуту (весьма распространенная минимальная скорость для ЧПУ станков). Концевая фреза с покрытием из CC AluSpeed® может иметь рекомендованную скорость в 7.824 об/мин, что гораздо ближе к минимальной скорости станка. Поэтому такой фрезой, в принципе, уже можно смело работать. Пытайтесь найти концевой инструмент по параметрам наиболее приближенный к скорости вашего станка с ЧПУ, это позволит эффективно обрабатывать ваши заготовки.
4. Работайте фрезами меньшего диаметра
Еще один способ увеличить число оборотов в минуту – работать фрезой малого диаметра. Старайтесь работать фрезами диаметром менее 6 мм. Важно помнить, что в этом случае следует выбирать фрезы из наиболее жестких материалов, с высокой прочностью на изгиб. Чем меньше диаметр, тем ближе мы можем подобраться к 20.000 об/мин. Главный принцип – комбинируя различные размеры и режимы работы подобраться как можно ближе к штатным возможностям вашего станка.
5. Уделяйте внимание своевременной очистке рабочей области от стружки
Уделите особенное внимание удалению стружки. Наличие стружки в обрабатываемых отверстиях и пазах – верный путь к поломке инструмента. И здесь не стоит сильно надеяться, что встроенная система удаления стружки достаточно хороша, и повышенное внимание не нужно.
6. Следите за глубиной резания – глубокие отверстия очистить тяжелее
Сложность извлечения стружки увеличивается с глубиной резания, поэтому лучше сделайте больше проходов, освобождая больше пространства и работая не очень глубоко, чем пытаться сэкономить немного времени.
7. Не забывайте о смазке
Хорошей идеей будет использование смазочно-охлаждающей жидкости, подаваемой под давлением через распылитель — это позволит избежать как прилипания стружки к фрезе, так и перегрева режущего инструмента. Крайне полезное и, в целом, недорогое решение позволит сделать работу гораздо более комфортной.
8. Не уменьшайте скорость подачи слишком сильно!
Если вы идете слишком медленно, то вы рискуете перейти в такой режим, где инструмент
будет больше изнашиваться, чем резать. Подача завязана на обороты шпинделя. Мало просто соблюдать оптимальную скорость резания, нужно еще держать в оптимальных пределах подачу на зуб.
Зоны оптимальных режимов у металлов гораздо уже, чем у дерева или пластика
9. Если станок не может перемещать шпиндель по XY c достаточно большой скоростью, используйте фрезы с меньшим числом зубьев.
При недостаточной скорости подачи для работы с алюминием рекомендуется использовать однозубые и двузубые фрезы
с широкими канавками для стружки. А четырех- или более зубыми фрезами работать по алюминию не стоит вообще! Причина заключается в том, что при обработке алюминия образуется очень много крупной стружки. Чем меньше зубьев, тем больше пространство между режущими кромками, и тем больше места для продуктивного отвода больших кусков стружки. Многозубые же фрезы забиваются стружкой наглухо очень быстро. Следующая вещь, которую следует учитывать — это так называемое «радиальное истончение стружки». Если глубина резания, т.е. высота области радиального контакта фрезы и заготовки будет меньше радиуса фрезы, это вызовет истончение стружки, и вместо резания начнётся трение и нагревание инструмента, которое в конечном итоге приведёт к преждевременному износу и высокой вероятности поломки. Последний тип резания постоянно наблюдается при операциях зубофрезерования, поскольку глубина резания при этом относительно небольшая по сравнению с диаметром фрезы. Рекомендации по выбору максимальной толщины стружки обычно приводятся в технических характеристиках режущего инструмента.
А четырех- или более зубыми фрезами работать по алюминию не стоит вообще! Причина заключается в том, что при обработке алюминия образуется очень много крупной стружки. Чем меньше зубьев, тем больше пространство между режущими кромками, и тем больше места для продуктивного отвода больших кусков стружки. Многозубые же фрезы забиваются стружкой наглухо очень быстро. Следующая вещь, которую следует учитывать — это так называемое «радиальное истончение стружки». Если глубина резания, т.е. высота области радиального контакта фрезы и заготовки будет меньше радиуса фрезы, это вызовет истончение стружки, и вместо резания начнётся трение и нагревание инструмента, которое в конечном итоге приведёт к преждевременному износу и высокой вероятности поломки. Последний тип резания постоянно наблюдается при операциях зубофрезерования, поскольку глубина резания при этом относительно небольшая по сравнению с диаметром фрезы. Рекомендации по выбору максимальной толщины стружки обычно приводятся в технических характеристиках режущего инструмента.-500x500.jpg)
10. Не работайте на полной мощности
Теперь, когда усвоено 9 предыдущих советов, можно поговорить о мощности. Машина, работающая на пределе, скорее разрушит режущий инструмент, оставит неудовлетворительное качество поверхности, а точность обработки заготовки будет желать лучшего. Не всегда доступны данные о мощности и жесткости того или иного станка. Жесткость несущей системы оценивается по величине относительных смещений инструмента и заготовки под действием сил резания. Всё это зависят от величины силы резания, собственной жесткости отдельных узлов станка, контактной жесткости между узлами станка и от порядка расположения этих узлов в пространстве. При высокоточных работах необходимо оценивать погрешности под действием упругих деформаций, а также необходимо учитывать деформации инструментальной оснастки, приспособления и заготовки. Элементы технологической системы могут деформироваться по-разному при различном их расположении и разном направлении сил резания, и, если не принимать во внимание этот фактор, могут возникнуть недопустимые погрешности при обработке.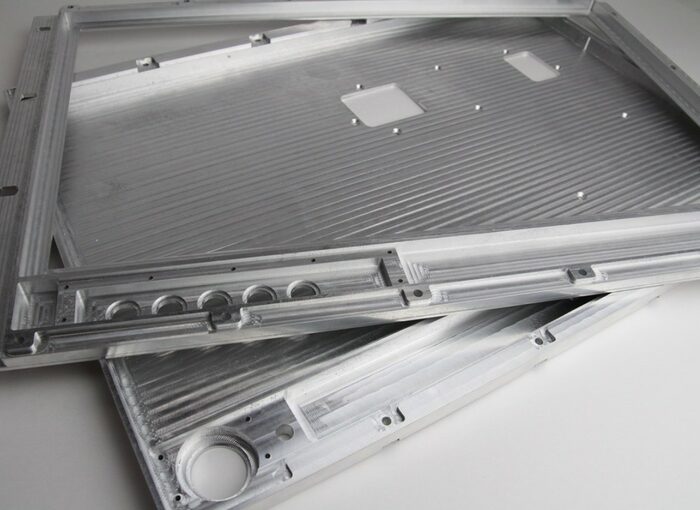 Поэтому при изготовлении точных деталей необходимо особенно тщательно провести предварительную оценку упругих деформаций технологической системы.
Поэтому при изготовлении точных деталей необходимо особенно тщательно провести предварительную оценку упругих деформаций технологической системы.
Вывод
Обработка алюминия на станках с ЧПУ
является абсолютно выполнимой на большинстве станков. Стоит лишь грамотно решить вопрос выбора оптимального режима, учесть все требования подачи и скоростей, а также мудрого выбора инструмента и параметров резки. И, само собой, воспользоваться каким-нибудь калькулятором чтобы это всё рассчитать, не забывая про особенности стружкообразования при обработке алюминия. Успешных проектов!
Назад в раздел
Резка алюминия на фрезерном станке с ЧПУ: 11 простых советов
Может ли фрезерный станок резать алюминий?
Люди часто спрашивают: «Может ли фрезерный станок с ЧПУ резать алюминий?» Они привыкли видеть, что они в основном режут дерево и пластик. Я всегда отвечаю на этот вопрос: «Да, любой фрезерный станок с ЧПУ может резать алюминий, если вы сделаете это правильно». Я собираюсь ТОЧНО рассказать вам, как резать алюминий на фрезерном станке с ЧПУ, с помощью этих 11 простых советов.
Я собираюсь ТОЧНО рассказать вам, как резать алюминий на фрезерном станке с ЧПУ, с помощью этих 11 простых советов.
Как только вы узнаете секреты, вы обнаружите, что обработка алюминия на фрезерном станке с ЧПУ не только проста, но и очень продуктивна. Использование фрезерного станка с ЧПУ для алюминиевых деталей может быть очень успешным занятием при небольшой осторожности и подготовке. Это не значит, что фрезерный станок с ЧПУ не подойдет для вашей задачи, поэтому обязательно прочитайте нашу статью «Фрезерный станок с ЧПУ и фрезерный станок», чтобы узнать больше.
Резка алюминия с помощью фрезерного станка Основы
Следует помнить несколько моментов о том, чем алюминий (и другие металлы) отличается от дерева или пластика. Во-первых, они имеют гораздо меньшую «золотую середину» для оптимальных подач и скоростей. Если вы выходите из зоны наилучшего качества, фрезы начинают ломаться, они изнашиваются намного быстрее, а чистота поверхности в лучшем случае оставляет желать лучшего. На самом деле, есть несколько «золотых сережек» в зависимости от того, чего вы хотите достичь:
На самом деле, есть несколько «золотых сережек» в зависимости от того, чего вы хотите достичь:
У металлов гораздо меньшие «сладкие точки» (более узкий диапазон допустимых подач и скоростей), чем у дерева или пластика…
Во-вторых, для алюминия (и некоторых других металлов) существует фактор «липкости». Алюминий хочет прилипнуть к инструменту. На самом деле, он будет делать это до такой степени, что приварится к инструменту. Как только на режущих кромках появятся клейкие алюминиевые отложения, этот инструмент недолго прослужит, особенно при скорости вращения 20 000 об/мин и выше.
Лучший фрезерный станок с ЧПУ для алюминия
Итак, учитывая, что мы можем резать алюминий практически на любом фрезерном станке с ЧПУ, какой фрезерный станок с ЧПУ лучше всего подходит для алюминия?
Есть два особенно важных качества. Во-первых, это жесткость. Любой изгиб станка приведет к тому, что инструмент будет резаться с отклонением, что радикально увеличит износ инструмента. Кстати, наше программное обеспечение G-WIzard Calculator имеет как снижение мощности, чтобы компенсировать недостаточную жесткость станка, так и расчеты и оптимизацию отклонения инструмента, чтобы свести к минимуму эту проблему. Во-вторых, как уже упоминалось, алюминий липкий. Вам понадобится какая-то смазка. Так что возьмите любой фрезерный станок с ЧПУ, который у вас есть, и наденьте на него масло, которое поможет нанести эту смазку. Вы обнаружите, что это значительно повышает ваши шансы на успех в алюминии.
Кстати, наше программное обеспечение G-WIzard Calculator имеет как снижение мощности, чтобы компенсировать недостаточную жесткость станка, так и расчеты и оптимизацию отклонения инструмента, чтобы свести к минимуму эту проблему. Во-вторых, как уже упоминалось, алюминий липкий. Вам понадобится какая-то смазка. Так что возьмите любой фрезерный станок с ЧПУ, который у вас есть, и наденьте на него масло, которое поможет нанести эту смазку. Вы обнаружите, что это значительно повышает ваши шансы на успех в алюминии.
11 советов по резке алюминия на фрезерном станке с ЧПУ
Несмотря на эти трудности, вы можете успешно резать алюминий практически на любом фрезерном станке. Вот 11 советов по успешной резке алюминия на фрезерном станке с ЧПУ:
1. Не спешите
Фрезерный станок с ЧПУ может резать алюминий, но он не является идеальным инструментом для вырезания крупных аэрокосмических деталей, таких как лонжероны крыльев. Цена, которую вы заплатите за успех, — замедление процесса. Обратите внимание, что я не имею в виду буквальное замедление ваших подач и скоростей, но ваша общая скорость съема материала будет меньше, чем то, что может быть достигнуто на специально созданном фрезерном станке с ЧПУ. Так что расслабьтесь и позвольте машине делать свое дело. По крайней мере, фрезерный станок с ЧПУ хорошего размера может разместить на своем столе гораздо больше материала, чем любой другой фрезерный станок с ЧПУ. Загрузите его, нажмите зеленую кнопку и уходите.
Обратите внимание, что я не имею в виду буквальное замедление ваших подач и скоростей, но ваша общая скорость съема материала будет меньше, чем то, что может быть достигнуто на специально созданном фрезерном станке с ЧПУ. Так что расслабьтесь и позвольте машине делать свое дело. По крайней мере, фрезерный станок с ЧПУ хорошего размера может разместить на своем столе гораздо больше материала, чем любой другой фрезерный станок с ЧПУ. Загрузите его, нажмите зеленую кнопку и уходите.
2. Подачи и скорости фрезерного станка с ЧПУ по алюминию
Послушайте, вы, по всей вероятности, приблизитесь к пределу возможностей вашего станка. Резать алюминий на фрезерном станке с ЧПУ не так уж и легко, поэтому давайте сделаем это правильно. Ни о какой «нарезке на слух», о которой так любят говорить старожилы. Ухо не успевает за вами достаточно быстро, когда ваша машина скользит по углам и сквозь карманы. В одну минуту все в порядке, а в следующую вы уворачиваетесь от кончика резака, который отломился и разлетелся по магазину. Все пользователи ЧПУ могут извлечь выгоду из калькулятора подачи и скорости, но когда вы приближаетесь к границе диапазона производительности, вы должны быть особенно осторожны. Конечно, мы рекомендуем наш собственный калькулятор G-Wizard Feeds and Speed Calculator. Конечно, есть и другие, но наш — это первый в мире калькулятор подачи и скорости, специально разработанный для нужд пользователей фрезерных станков с ЧПУ (щелкните эту ссылку, чтобы понять, почему).
Все пользователи ЧПУ могут извлечь выгоду из калькулятора подачи и скорости, но когда вы приближаетесь к границе диапазона производительности, вы должны быть особенно осторожны. Конечно, мы рекомендуем наш собственный калькулятор G-Wizard Feeds and Speed Calculator. Конечно, есть и другие, но наш — это первый в мире калькулятор подачи и скорости, специально разработанный для нужд пользователей фрезерных станков с ЧПУ (щелкните эту ссылку, чтобы понять, почему).
Убедитесь, что тот, который вы получаете, имеет необходимые функции для фрезерных станков с ЧПУ. Очень важные функции для фрезерных станков с ЧПУ, которые мы включаем в калькулятор G-Wizard, включают:
— установка минимальной скорости вращения. Калькулятор не поможет, если он постоянно говорит вам двигаться медленнее, чем вы можете.
— Типы фрезерных станков с ЧПУ: биты V, компрессионные и понижающие биты важны для пользователей фрезерных станков с ЧПУ. Убедитесь, что ваш новый калькулятор обрабатывает их так же, как G-Wizard.
— Отклонение: Отклонение инструмента является фактом жизни и является причиной многих поломок инструментов. Убедитесь, что ваш калькулятор вычисляет отклонение и что у него есть такие возможности, как оптимизатор резки и мастера CADCAM, помогающие найти решения, позволяющие избежать чрезмерного отклонения.
– Предупреждение о трении: Если вы слишком сильно замедлите скорость подачи, фреза перестанет срезать хорошую чистую стружку и начнет пахать по поверхности. Это называется «трением» и действительно сокращает срок службы инструмента из-за выделяемого тепла. Получите калькулятор с предупреждением о натирании.
– Утончение стружки: Когда вы делаете легкие пропилы, ширина которых меньше половины диаметра фрезы, вы получаете утончение стружки. Ваш калькулятор должен компенсировать это, иначе вы преждевременно изнашиваете инструменты.
— Возможность снижать мощность для менее жестких машин: см. № 10 ниже, чтобы узнать больше. Также хорошо, если калькулятор имеет несколько профилей машины, чтобы вы могли легко переключаться между профилями с полной оценкой и профилями со сниженной номинальной стоимостью по мере необходимости.
Как только у вас появится калькулятор, вашей первой проблемой будет слишком низкая рекомендуемая частота вращения. Одна из проблем для большинства фрезерных станков с ЧПУ заключается в том, что шпиндель работает быстрее, чем на многих фрезерных станках с ЧПУ. Ваш средний новый фрезерный станок с ЧПУ максимально достигает при 10 000 об/мин, а многие фрезерные станки с ЧПУ не могут работать с такой скоростью медленный . Жизнь для них начинается примерно при 20 000 об/мин. Следующие несколько советов посвящены решениям этой проблемы.
3. Используйте алюминиевые фрезы для резки алюминия (карбидные концевые фрезы)
В фрезерных станках с ЧПУ используются различные специальные фрезы, которые не следует использовать с алюминием. Спирали с продольной резкой, компрессионные фрезы и тому подобное не подходят для работы с алюминием.
Вам нужны алюминиевые фрезы, специально предназначенные для алюминия. В большинстве станков с ЧПУ для этой цели используются концевые фрезы с 2 или 3 канавками. Вы также можете использовать концевые фрезы с одной канавкой, но ни при каких обстоятельствах не используйте более 3 канавок.
Вы также можете использовать концевые фрезы с одной канавкой, но ни при каких обстоятельствах не используйте более 3 канавок.
Это помогает увеличить рекомендуемую скорость вращения, чтобы убедиться, что ваши фрезы работают на высоких оборотах, на которых работают шпиндели фрезерного станка с ЧПУ. Измерение, которое определяет это, называется поверхностной скоростью (для получения дополнительной информации об этом и многих других подсказках и советах по каналам и скоростям ознакомьтесь с нашей кулинарной книгой по каналам и скоростям). Твердосплавные фрезы могут работать намного быстрее, чем фрезы из быстрорежущей стали. Забудьте о фрезах из быстрорежущей стали и кобальта для алюминия.
Например, мне нужно вырезать паз с помощью концевой фрезы 1/4″. Если я выберу концевую фрезу из быстрорежущей стали, G-Wizard скажет мне, что она хочет работать со скоростью 5877 об/мин, и мой фрезерный шпиндель со скоростью 20 000 об/мин не будет работать так медленно. Поэтому я перешел на твердосплавную концевую фрезу. Сейчас рекомендация 17419об/мин – мы намного ближе. Это с поверхностной скоростью 1140 SFM. Возможно, вы сможете найти более агрессивные рекомендации SFM для инструментов вашего производителя.
Сейчас рекомендация 17419об/мин – мы намного ближе. Это с поверхностной скоростью 1140 SFM. Возможно, вы сможете найти более агрессивные рекомендации SFM для инструментов вашего производителя.
Алюминиевые фрезы?
Вы начали задаваться вопросом, почему большая часть мира называет «алюминий» «алюминием»? Если вы думаете, что это просто странный маленький британизм в английском языке, то на самом деле это не так. Долгое время все, включая американцев, называли его «алюминий». Затем американская алюминиевая компания ALCOA допустила опечатку во многих своих печатных материалах. Они отказались от «i» и назвали его алюминием. И они были настолько влиятельны, что это закрепилось, по крайней мере, в США.
4. Используйте фрезы меньшего диаметра
Другой способ увеличить число оборотов – использовать фрезы меньшего диаметра. Забудьте о концевых фрезах 1/2″. Опустите до 1/4″ максимум и, как правило, меньше. Поскольку вы собираетесь использовать меньшие диаметры, вам нужны более жесткие фрезы, чтобы отклонение инструмента не стало проблемой — помните, вам нужен калькулятор подачи и скорости, который учитывает отклонение инструмента. Твердый сплав намного более жесткий, чем быстрорежущая сталь, так что это еще одна причина отдать предпочтение карбиду.
Твердый сплав намного более жесткий, чем быстрорежущая сталь, так что это еще одна причина отдать предпочтение карбиду.
Глядя на наш пример №3 с твердосплавными фрезами, предположим, что вместо концевой фрезы 1/4″ мы используем фрезу 3/16″. Это, казалось бы, небольшое изменение теперь увеличило рекомендуемую скорость вращения до 23226 об/мин — основная территория шпинделя фрезерного станка. Нам легко снизить скорость до 20 000 об/мин и немного увеличить срок службы инструмента.
Мораль этой истории заключается в том, чтобы тщательно подбирать инструменты к возможностям вашей машины.
5. Будьте параноиком в отношении очистки стружки
Я не могу не подчеркнуть этого, особенно когда материал имеет свойство связываться с резаком.
Повторная нарезка стружки ломает больше фрез, чем любая другая вещь, которую я вижу. Будьте параноиком по поводу очистки фишек. Не рассчитывайте на близлежащую вакуумную систему сбора пыли, если вы лично не убедились, что она высасывает стружку даже из самых глубоких порезов. Более надежным является воздушный поток, закрепленный на шпинделе и направленный точно туда, где фреза соприкасается с разрезаемым материалом. Если вы стоите там с насадкой в руке (или, что еще хуже, с щеткой), думая, что можете сохранить чистоту, вы недостаточно параноидально относитесь к очистке стружки.
Более надежным является воздушный поток, закрепленный на шпинделе и направленный точно туда, где фреза соприкасается с разрезаемым материалом. Если вы стоите там с насадкой в руке (или, что еще хуже, с щеткой), думая, что можете сохранить чистоту, вы недостаточно параноидально относитесь к очистке стружки.
6. Следите за глубиной резания и прорезями — они затрудняют удаление стружки =”text-align:>
Чем глубже вы режете и чем ближе к прорези проходит фреза, тем труднее удалить стружку дна отверстия. Сделайте больше проходов, чтобы вырезать до необходимой глубины и открыть меньшие глубины для лучшего доступа.
Вот совет. При работе с материалом, к которому приклеен тонкий лист алюминия, устанавливайте лист алюминиевой стороной вверх. Это позволяет как можно быстрее убрать алюминий с резака.
7. Смазать туманом
Предполагая, что вы достаточно параноидально относитесь к этой стружке, следующая проблема заключается в том, чтобы обеспечить смазку, чтобы уменьшить склонность стружки прилипать к режущим кромкам.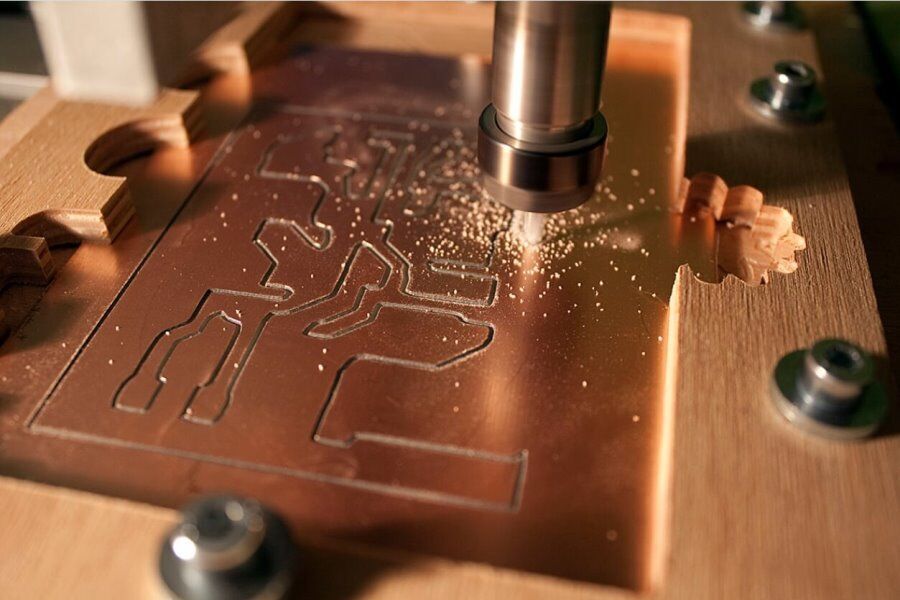
Многие пользователи фрезерных станков с ЧПУ ненавидят возиться с охлаждающей жидкостью любого типа, но для надежной резки чего-либо, кроме самого тонкого алюминия, вам в значительной степени необходимо использовать какую-либо смазку. Поскольку вы, по-видимому, уже соорудили подачу сжатого воздуха, вы можете также запустить туман охлаждающей жидкости через тот же механизм. На самом деле, купите господина, чтобы обеспечить воздушный поток и туман охлаждающей жидкости. Это просто и недорого.
Можно настроить распыление так, чтобы оседало очень мало жидкости, чтобы уменьшить беспорядок, и это нормально, пока то, что распыляется, попадает на резак.
Иногда просто невозможно использовать туман, но вам все равно нужно вырезать алюминий. Если вы режете очень тонкий алюминий или делаете очень мелкие проходы, вы можете обойтись без смазки. Сделайте несколько тестов и посмотрите.
8. Не замедляйте скорость подачи слишком сильно!
Если вы уменьшите скорость подачи, вы рискуете заставить инструмент тереться, а не резать.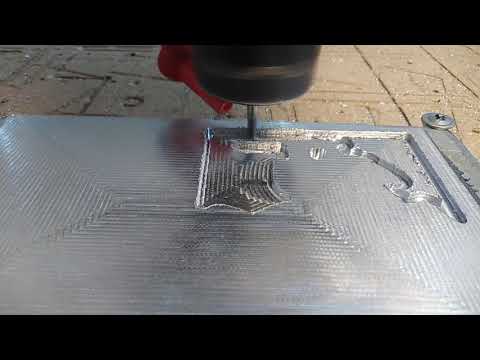 Это гораздо больший риск для пользователей фрезерных станков с ЧПУ, чем для пользователей фрезерных станков, просто потому, что шпиндель вращается очень быстро. Чтобы поддерживать рекомендованную нагрузку на стружку при таких высоких оборотах, фрезу необходимо перемещать с умом.
Это гораздо больший риск для пользователей фрезерных станков с ЧПУ, чем для пользователей фрезерных станков, просто потому, что шпиндель вращается очень быстро. Чтобы поддерживать рекомендованную нагрузку на стружку при таких высоких оборотах, фрезу необходимо перемещать с умом.
Наша фреза 3/16″ со скоростью 21 тыс. об/мин, например, хочет подавать со скоростью 91 дюйм/мин. Если вы слишком сильно замедлитесь, скажем, на 1/4 от этого, многие подумают, что они нянчатся с машиной и инструментом. Нет ничего более далекого от правды. Если вы начнете работать настолько медленно, что фреза начнет тереться при 20 000 об/мин, вы нагреете все детали и резко сократите срок службы инструмента. Подробнее об этом явлении трения см. в нашей статье о нагрузке на стружку и скорости резания.
Быть в курсе проблем с трением легко, если вы используете калькулятор подачи и скорости, такой как G-Wizard, который предупреждает вас о трении.
9. Если ваша машина не может подавать достаточно быстро, используйте меньше зубьев и увеличьте ширину резания
Концевая фреза с одним зубом…
Обычно мы все равно используем 3 или меньше зубьев с алюминием – просто не пытайтесь использовать четыре или более фреза из алюминия!
Причина в том, что алюминий дает особенно крупную стружку. Чем меньше канавок, тем больше пространство между режущими кромками и тем больше места для выхода и сдувания крупной стружки. При слишком большом количестве канавок стружка возвращается слишком плотно, заклинивает канавки, и довольно скоро у вас сломается фреза.
Чем меньше канавок, тем больше пространство между режущими кромками и тем больше места для выхода и сдувания крупной стружки. При слишком большом количестве канавок стружка возвращается слишком плотно, заклинивает канавки, и довольно скоро у вас сломается фреза.
Предположим, вы используете калькулятор подачи и скорости и столкнулись с ситуацией, когда ваш станок просто не может перемещать фрезу достаточно быстро. Например, возьмем наш пример 3/16″ при 21 тыс. об/мин, предположим, что мы вырезаем пропил шириной 0,040″. G-Wizard предлагает подавать на концевую фрезу с 3 зубьями со скоростью 166 дюймов в минуту, но ваш фрезерный станок с ЧПУ может выполнять точную и надежную резку только со скоростью 100 дюймов в минуту. Что делать?
Ответ: попробуйте меньше флейт. Фрезу с 2 зубьями требуется только скорость подачи 110 дюймов в минуту. Замедление до 100 IPM не приведет к риску трения — это всего на 10% медленнее.
Кстати, мы говорили о резке алюминия, но с древесиной эта проблема усугубляется, потому что более мягкий материал можно резать гораздо быстрее. Подставьте эти значения и выберите Hardwood в G-Wizard, и он хочет работать со скоростью 883 IPM при 20 000 об/мин!
Подставьте эти значения и выберите Hardwood в G-Wizard, и он хочет работать со скоростью 883 IPM при 20 000 об/мин!
Вот подсказка: именно по этой причине делают фрезы с 1 канавкой. Datron — одна из компаний, которая продает концевые фрезы с одной канавкой.
Если мы рассмотрим сценарий с одной канавкой при 20000 об/мин, GW теперь рекомендует 294 дюйма в минуту. Если вы сжигаете дрова, это, вероятно, потому, что вы подаете слишком медленно, и фреза трется. Кстати, я люблю смотреть, как быстро движущийся промышленный фрезерный станок с ЧПУ пробивает дерево и поднимает метель из стружки и пыли. Холодные бобы!
Еще одна вещь, о которой следует знать, это то, что называется «Радиальное утончение стружки». Если ширина резания меньше 1/2 диаметра фрезы, вам необходимо увеличить скорость подачи, поскольку ваш станок производит неестественно тонкую стружку из-за радиального утончения стружки. И здесь вы снова думаете об этом, делая сверхтонкие резы и резко снижая скорость подачи. Вместо этого из-за радиального утончения и истирания стружки вы резко сокращаете срок службы фрезы. Калькулятор подачи и скорости G-Wizard автоматически учитывает радиальное утончение стружки в своих расчетах.
Вместо этого из-за радиального утончения и истирания стружки вы резко сокращаете срок службы фрезы. Калькулятор подачи и скорости G-Wizard автоматически учитывает радиальное утончение стружки в своих расчетах.
10. Используйте предел мощности для уменьшения жесткости
Хорошо, вы освоили остальные 9 советов, и все идет хорошо, но теперь вы столкнулись с ограничениями жесткости вашей машины. Если пахать на полную мощность, случаются плохие вещи. Станок вибрирует и разрушает фрезу, чистота поверхности оставляет желать лучшего, или станок отклоняется и режет очень неточно.
Силы резания для металла, вероятно, будут намного выше, чем для дерева, а фрезерные станки с ЧПУ (иногда называемые портальными фрезерными станками) значительно менее жесткие, чем аналогичные фрезерные станки с ЧПУ. Это просто факт жизни. По крайней мере, сравните рабочую зону фрезерного станка (намного меньше, чем у фрезера) и его вес (намного выше, чем у фрезера) с фрезерным станком с ЧПУ. За исключением самых больших промышленных портальных мельниц, нет никакого сравнения. И из-за этого этот станок никак не может быть таким же жестким, как фрезерный станок с ЧПУ. Итак, мы должны компенсировать.
И из-за этого этот станок никак не может быть таким же жестким, как фрезерный станок с ЧПУ. Итак, мы должны компенсировать.
Мы не знаем точную жесткость данной машины. Нет опубликованной спецификации, которую мы могли бы использовать для сравнения или расчета. Но мы можем использовать мощность шпинделя в качестве прокси. Именно с этой силой, «давящей» на заготовку при резке, должна бороться жесткость. G-Wizard имеет возможность рассчитать мощность шпинделя со сниженной номинальной мощностью, которая соответствует рабочему диапазону и весу вашего станка до мощности шпинделя, подходящей для этого уровня жесткости. Результаты могут вас удивить, но они основаны на реальных эмпирических измерениях.
Например, предположим, что у вас есть фрезерный станок размером 4 х 8 футов с ходом по оси Z 20 дюймов, который весит 1000 фунтов. Обратите внимание, что даже довольно легкий коммерческий фрезерный станок с ЧПУ, такой как Haas TM-1, будет иметь ход 30 ″ x 12 ″ x 16 ″ и общий вес 3240 фунтов — гораздо меньший корпус и намного больший вес. Для работы на таком уровне жесткости (а ТМ-1 тоже не является вершиной жесткости) требуется снижение мощности до 0,17 л.с.
Для работы на таком уровне жесткости (а ТМ-1 тоже не является вершиной жесткости) требуется снижение мощности до 0,17 л.с.
Снижение номинальных характеристик значительно снизит наши цифры — 22 тыс. об/мин и 79IPM для полного паза с 3/16″ дюйма и 2 канавками. Но мы выполним работу с лучшим качеством поверхности, точностью и меньшей склонностью к отклонению рамы машины или вибрации.
Не запускайте все время с пониженными характеристиками, сохраняйте профиль машины со сниженными характеристиками, а другой — без. Используйте заниженный для более тонкой обработки поверхности или в случаях, когда фреза продолжает ломаться.
11. Фрезерный станок с ЧПУ обрабатывает алюминиевый лист иначе, чем фрезерный станок с ЧПУ, разрезающий алюминиевый лист
Существует огромная разница между фрезерным станком с ЧПУ, который режет тонкий алюминиевый лист, и фрезерным станком с ЧПУ, который режет более толстый алюминиевый лист. Чем толще материал и чем больше глубина реза, тем важнее следовать этим советам.
Заключение
Обработка алюминия на фрезерном станке с ЧПУ абсолютно выполнима практически на любом фрезерном станке. Это всего лишь вопрос согласования возможностей вашего станка с требованиями к подаче и скорости материала «наилучшего результата» за счет разумного выбора инструментов и параметров резки. Хороший калькулятор подачи и скорости, такой как наш G-Wizard, может помочь вам в этом. Добавьте к этому потребность в смазке и паранойю по поводу скопления стружки, и вы готовы заняться алюминиевым проектом.
Часто задаваемые вопросы по резке алюминия на фрезерном станке с ЧПУ
Может ли фрезерный станок с ЧПУ резать алюминий?
Абсолютно! Это вопрос использования правильной фрезы или долота, правильной подачи и скорости, а также избегания различных других ошибок, описанных в этой статье.
По какой причине фрезерные станки с ЧПУ не режут алюминий?
Отсутствие смазки – причина №1, по которой фрезерные станки с ЧПУ не могут резать алюминий. Алюминий имеет химическое сродство к лезвию, что приводит к налипанию стружки на лезвие, если нет смазки. Подробнее читайте в этой статье.
Алюминий имеет химическое сродство к лезвию, что приводит к налипанию стружки на лезвие, если нет смазки. Подробнее читайте в этой статье.
Как получить хорошую скорость и подачу фрезерного станка с ЧПУ для алюминия?
Используйте высококачественный калькулятор подачи и скорости, созданный для фрезерных станков с ЧПУ. Есть много проблем, характерных для фрезерных станков с ЧПУ, которые необходимо учитывать для правильной подачи и скорости.
Какие фрезы с ЧПУ лучше всего подходят для алюминия?
Используйте качественные твердосплавные концевые фрезы с числом канавок не более 3.
Резка алюминия на фрезерном станке с ЧПУ: Руководство для экспертов
Можно ли эффективно резать алюминий на фрезерном станке с ЧПУ?
Хотя фрезерные станки с ЧПУ чаще всего используются для резки неметаллов, фрезерование алюминия стало довольно популярным из-за повышенной жесткости, обеспечиваемой бюджетными фрезерными станками с ЧПУ.
Хотя резка алюминия на фрезерном станке с ЧПУ может оказаться сложной задачей, существует несколько стратегий, позволяющих получить хорошие результаты даже на небольших станках с ЧПУ.
В этой статье обсуждаются все проблемы, которые могут возникнуть при резке алюминия на фрезерном станке с ЧПУ. Несколько важных советов и стратегий обсуждаются в следующих разделах.
Что в этом обзоре ?
- Как обрабатывать алюминий с ЧПУ?
- Алюминий и его сплавы
- Заключительные мысли
- Часто задаваемые вопросы (FAQ)
Как резать алюминий на фрезерном станке с ЧПУ
Фрезерование алюминия на станке с ЧПУ
температура, которая может вызвать некоторые проблемы при обработке на фрезерном станке с ЧПУ. Как правило, для преодоления трудностей и получения резания с хорошим качеством поверхности рекомендуется использовать концевую фрезу с 3 зубьями, большим углом подъема винтовой линии (35°–40°) и адаптивной траекторией движения инструмента.
Будучи мягким металлом, он требует сравнительно меньшего усилия резания, чем другие твердые металлы, такие как сталь, титан и т. д. алюминий.
Оптимальные скорости и подачи для фрезерования алюминия
| Инструментальный материал | Тип резания | Скорость (об/мин) | Скорость подачи (дюйм/мин) глубина резания | чес) |
|---|---|---|---|---|
| HSS | Черновая обработка | 2500 | 30 | 0,06 | 8 | HSS 247 | 3500 | 10 | 0,015 |
| Твердый сплав | Черновая обработка | 12000 | 50 | 0,06 |
| Карбид | Финишная обработка | 20000 | 35 | 0,015 |
Параметры s для обработки алюминия концевыми фрезами 1/4″ с 3 зубьями
Хорошее соотношение между скоростью режущего инструмента и скоростью подачи известно как «зона наилучшего восприятия».
Металлы имеют меньшие точки наилучшего восприятия, чем дерево и пластмассы, что означает меньше возможностей для ошибки при настройке параметров для обработки металлов с ЧПУ.
Обработка алюминия с подачей ниже оптимальной может привести к повышению температуры поверхности, что приведет к расплавлению алюминия и повреждению инструмента.
Установка скорости подачи выше оптимальной приведет к сильным вибрациям и плохому качеству поверхности.
Кроме того, оптимальные параметры обработки материала варьируются от одного ЧПУ к другому.
Крупногабаритный промышленный ЧПУ создает более высокий крутящий момент и обеспечивает большую жесткость по сравнению с настольным ЧПУ небольшого размера.
Это позволяет промышленному ЧПУ работать с более высокими скоростями и подачами и удалять больший объем материала, чем настольное ЧПУ.
Таким образом, в зависимости от типа используемого ЧПУ идеальный баланс скорости и скорости подачи режущего инструмента чрезвычайно необходим для поддержания хорошего управления процессом.
Скорость фрезерования алюминия
Скорость режущего инструмента зависит от различных факторов, таких как тип материала, режущий инструмент, станок с ЧПУ и т. д.
Концевые фрезы со специальным покрытием необходимо вращать в определенном диапазоне оборотов для активации покрытие.
Различные концевые фрезы могут выполнять определенный процесс обработки на разных скоростях.
Например, оптимальная скорость для сверления алюминия 1/4-дюймовой концевой фрезой из быстрорежущей стали с 3 зубьями составляет 2139–4584 об/мин.
Расчет подачи и скорости концевой фрезы из быстрорежущей стали с использованием онлайн-калькулятора
С другой стороны, концевые фрезы из твердого сплава более жесткие, чем концевые фрезы из быстрорежущей стали, и способны выдерживать большее усилие резания без защелкивания.
Таким образом, рекомендуемая скорость возрастает примерно до 9 000–19 000 об/мин при использовании твердосплавной концевой фрезы с такими же характеристиками.
Эта высокая скорость позволяет концевым фрезам из твердого сплава быстрее резать алюминий и обеспечивает более высокую скорость подачи, чем концевые фрезы из быстрорежущей стали.
Расчет подачи и скорости для концевой фрезы из твердого сплава с помощью онлайн-калькулятора
Кроме того, жесткость твердого сплава позволяет использовать концевые фрезы малого диаметра для выполнения сложных резов.
По мере уменьшения диаметра концевой фрезы рекомендуемое число оборотов увеличивается.
Одним из больших преимуществ выбора твердосплавных концевых фрез является их жесткость. Следовательно, вы можете выбрать концевые фрезы малого диаметра.
Например, вместо 1/4 дюйма, если вы выберете твердосплавную концевую фрезу 3/16 дюйма, рекомендуемое число оборотов подскочит с 17 420 до 23 230. Вы можете оставить его на уровне около 20 000 оборотов в минуту, чтобы оно работало хорошо и сохраняло длительный срок службы инструмента.
Подача для фрезерования алюминия
Скорость, с которой режущий инструмент входит в материал
Скорость подачи зависит от скорости шпинделя, количества канавок, количества стружки и типа обрабатываемого материала.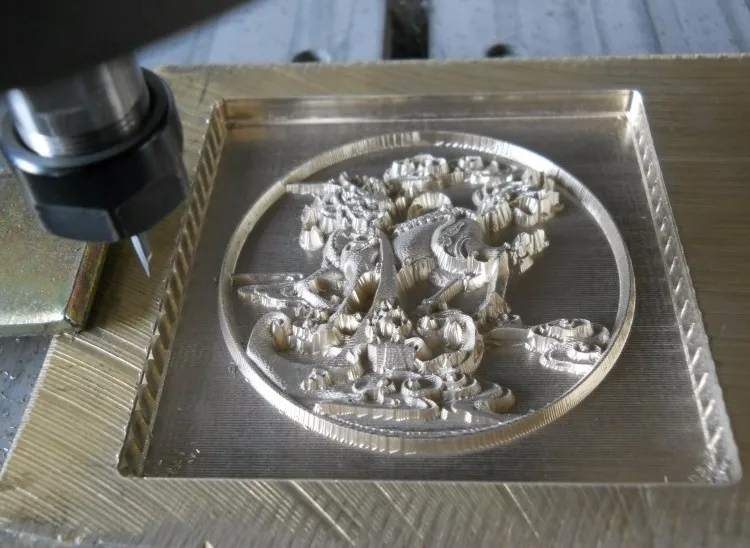
Например, 0,5-дюймовая концевая фреза из быстрорежущей стали с 2 зубьями и средней толщиной стружки 0,004 дюйма может иметь оптимальную скорость подачи около 47 дюймов в минуту при скорости вращения шпинделя 6000 об/мин.
Слишком низкая скорость подачи может привести к трение, явление, при котором инструмент начинает врезаться в поверхность материала, выделяя избыточное тепло и сокращая срок службы инструмента. 10 000 об/мин и скорость подачи около 40 дюймов в минуту при сохранении малой глубины резания.
Алюминий — пластичный металл с низкой температурой плавления, который иногда может образовывать клейкую массу при резке на станке с ЧПУ.
Пластичная природа приводит к образованию наростов на кромках, которые подвергаются наклепу и сокращают срок службы инструмента.
Кроме того, сильное тепло, выделяющееся при резке алюминия, может привести к привариванию стружки к инструменту, что приведет к ухудшению чистоты поверхности заготовки и даже к поломке инструмента.
Поэтому необходимо задать оптимальные параметры и поддерживать хороший контроль процесса при обработке алюминия на ЧПУ.
Стружкообразование
Прерывистое стружкообразование наиболее желательно при обработке металлов на ЧПУ.
Эта прерывистая стружка отрывается от основного металла, забирая часть тепла, образующегося в процессе.
Защищает инструмент от перегрева и исключает возможность приваривания стружки к инструменту.
Однако чрезвычайно прерывистое образование стружки может испортить чистоту поверхности, вызывая следы вибрации на обработанной поверхности.
При обработке алюминия образование стружки зависит от скорости и подачи процесса.
Установлено, что наилучшее стружкообразование для алюминия с хорошим качеством поверхности достигается при обработке на высокой скорости и низкой подаче.
Обработка поверхности
Обработка поверхности алюминия, обработанного на станках с ЧПУ (Источник: E3journals)
Резка алюминия на станках с ЧПУ с высокой скоростью и низкой скоростью подачи обеспечивает гладкий рез с хорошим качеством поверхности.
Для улучшения чистоты поверхности алюминия рекомендуется использовать многопроходную технику с малой глубиной резания.
Кроме того, использование подъемного пропила вместо обычного пропила также улучшает чистоту поверхности пропила, выполняемого на алюминии.
Однако, если требуется хорошо отполированная поверхность, могут потребоваться дополнительные процессы механической обработки, такие как пескоструйная обработка, шлифовка и т. д.
Выбор инструмента
Когда дело доходит до выбора правильной концевой фрезы для процесса, фрезерные станки с ЧПУ предлагают различные варианты.
Правильный выбор инструмента для обработки улучшает качество поверхности и сокращает время цикла процесса.
Выбор подходящей концевой фрезы для резки алюминия на станке с ЧПУ зависит от различных факторов.
В зависимости от материала инструмента
Материал, используемый для изготовления инструмента, определяет его способность выдерживать экстремальные условия обработки без потери остроты.
Концевые фрезы с порошковым покрытием и твердосплавные концевые фрезы являются двумя наиболее популярными типами концевых фрез, используемых для обработки алюминия.
Мягкость алюминия приводит к забиванию стружкой канавок концевой фрезы. 9№ 0005
Порошковое покрытие концевой фрезы помогает уменьшить количество липкой стружки, образующейся при резке алюминия.
Концевые фрезы с покрытием из нитрида титана-алюминия (TiAlN) или карбонитрида титана (TiCN) используются для фрезерования алюминия, так как это делает канавки скользкими, что препятствует перемещению стружки.
2-зубая концевая фреза с покрытием TiAiN
Фрезы с твердосплавным покрытием могут работать на высоких оборотах и поэтому рекомендуются для обработки алюминия.
Эти концевые фрезы, как правило, дороже, чем концевые фрезы из быстрорежущей стали, но они обеспечивают большую жесткость при длительном сроке службы и могут резать алюминий, как масло.
Концевые фрезы с твердосплавным покрытием рекомендуются для малых предприятий, поскольку они обеспечивают высокую прочность твердого сплава по разумной цене.
Для крупных производств рекомендуется использовать цельные твердосплавные концевые фрезы, поскольку они сравнительно более жесткие, способны обеспечивать более высокое усилие резания и обеспечивают длительный срок службы инструмента при минимальном техническом обслуживании.
Твердосплавная концевая фреза с тремя зубьями
Тем не менее, концевая фреза из быстрорежущей стали иногда также может использоваться для резки алюминия, и поэтому она рекомендуется для любителей и мастеров-любителей.
В зависимости от количества канавок
Режущая кромка концевой фрезы известна как канавка, и чем больше число канавок, тем больше материала удаляется за один оборот.
Однако по мере увеличения количества канавок способность стружки соскальзывать с инструмента снижается.
Это приводит к накоплению стружки в концевой фрезе, что приводит к износу инструмента и даже к его поломке.
С другой стороны, меньшее количество канавок обеспечивает хороший отвод стружки и позволяет ей легко соскальзывать с зоны резания.
Поэтому при обработке пластичных материалов с низкой температурой плавления, таких как алюминий, рекомендуется использовать концевые фрезы с 2 или 3 зубьями, которые облегчают удаление стружки.
На основе угла подъема
Угол подъема — это угол между центральной осью и касательной к режущей кромке инструмента.
Для облегчения удаления стружки рекомендуется использовать больший угол наклона спирали, поскольку он позволяет струже скользить по ней и удаляться из зоны резания.
Однако большой угол наклона спирали увеличивает трение стружки, скользящей по инструменту, что приводит к повышению температуры и может привести к привариванию стружки к поверхности инструмента.
Поэтому рекомендуется использовать концевую фрезу с углом наклона спирали от 35° до 40° для черновой обработки и концевую фрезу с углом наклона спирали 45° для чистовой обработки.
Управление сроком службы инструмента
При резке алюминия необходимо обеспечить остроту инструмента для достижения наилучших результатов.
Хотя алюминий является пластичным металлом, он существенно влияет на срок службы инструмента и затупляет режущую кромку концевой фрезы.
Это можно минимизировать, следуя оптимизированной траектории движения инструмента.
Вращающий момент обычно рекомендуется для обработки внутренних контуров, таких как отверстия и пазы.
Линейное движение режущего инструмента
В этой технике вместо погружения в заготовку инструмент движется по траектории с постепенно увеличивающейся глубиной.
Это снижает усилие, действующее на режущую кромку, и увеличивает срок службы инструмента.
Кроме того, при выполнении резов по внешним контурам рекомендуется использовать метод адаптивной траектории инструмента.
Адаптивная траектория инструмента использует дуговое движение (криволинейная траектория инструмента) на входе и выходе инструмента из заготовки.
Адаптивная траектория движения инструмента (Источник: Sapience-group)
Это увеличивает срок службы инструмента, поддерживая постоянную нагрузку на концевую фрезу на протяжении всего резания.
Смазка
Тепло, выделяемое в процессе резки, также может повредить режущий инструмент.
Таким образом, хорошая система смазки необходима для сохранения остроты инструмента при длительной обработке алюминия без перегрева.
Периодические мелкие резы и другие кратковременные процессы механической обработки могут выполняться без смазки за счет качества поверхности и срока службы инструмента.
Однако при выполнении операций с высокой производительностью съема материала рекомендуется использовать систему смазки распылением или смазку потоком.
Система смазки струей сравнительно дешевле, чем смазка туманом, но создает больше беспорядка.
Дешевая и эффективная альтернатива дорогостоящей смазке распылением и грязной смазке струей — аэрозольный баллончик WD-40.
Удаление стружки
Фрезерование металла с ЧПУ с подачей воздуха для удаления стружки
Высокая температура, выделяемая при обработке алюминия, может привести к прилипанию стружки к инструменту.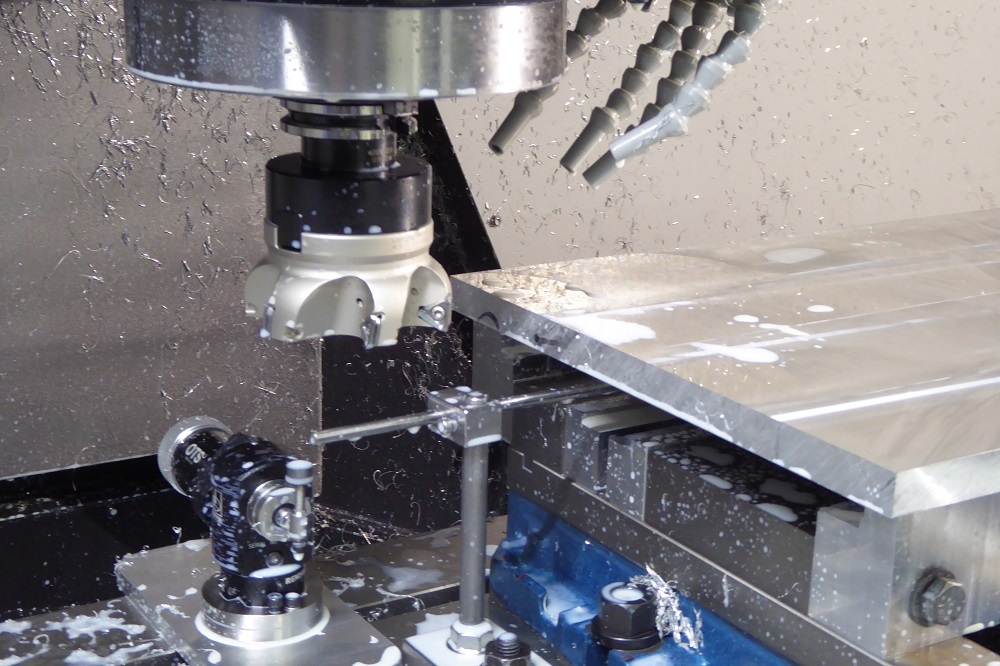
Это влияет на чистоту поверхности выреза в заготовке и резко снижает срок службы инструмента.
Чтобы избежать этих уничижительных условий, необходимо удалять стружку с инструмента и заготовки.
Для этой цели можно использовать магазинный пылесос или воздушный бластер.
Однако при использовании строительного пылесоса стружка, как правило, застревает в пылеулавливающем башмаке и царапает заготовку, когда пылезащитный башмак скользит по поверхности.
С другой стороны, сопло струи воздуха, направленное на головку режущего инструмента, более надежно, поскольку струя сжатого воздуха выталкивает стружку из зоны резания.
Улучшает чистоту поверхности реза и помогает регулировать температуру режущего инструмента.
Жесткость фрезерного станка с ЧПУ
Шарико-винтовой привод в фрезерном станке с ЧПУ Shapeoko HDM
Обработка алюминия требует гораздо большей жесткости, чем резка дерева или пластика.
Хороший фрезерный станок с ЧПУ для фрезерования алюминия должен быть достаточно жестким, чтобы обеспечивать высокое усилие резания без ущерба для качества реза.
Фрезерный станок с ЧПУ с шарико-винтовой передачей или реечной передачей обычно рекомендуется для обработки алюминия.
Это связано с тем, что они обеспечивают лучшую жесткость, чем ходовые винты и ременный привод, и, следовательно, сводят к минимуму проблемы изгиба и вибрации.
При обработке алюминия на малогабаритном настольном ЧПУ с меньшей жесткостью рекомендуется выполнять неглубокие резы и использовать концевые фрезы с укороченной длиной для гашения вибраций.
Зажим
Так как это мягкий металл, зажим алюминия иногда может быть сложным, особенно при работе с тонкостенными алюминиевыми деталями.
Вакуумная присоска обеспечивает равномерное удерживающее усилие по всей поверхности и рекомендуется для удерживания тонких пластин из алюминия.
Вакуумные присоски для удержания работы (Источник: Amastone)
Кроме того, перед зажимом рекомендуется заполнить полости тонкостенной алюминиевой заготовки, так как это обеспечивает дополнительную жесткость.
Лучшие алюминиевые сплавы для механической обработки
Алюминий — пластичный металл с хорошей электро- и теплопроводностью и низкой температурой плавления.
Чистый алюминий пластичен по своей природе и редко используется в производстве с ЧПУ.
Добавление некоторых легирующих элементов к алюминию приводит к получению различных марок алюминия, которые обладают большей прочностью, сохраняя при этом свойства чистого алюминия.
В зависимости от легирующих элементов, добавляемых в алюминий, существуют различные алюминиевые сплавы, которые используются в различных отраслях промышленности, таких как аэрокосмическая промышленность, транспорт и электроника.
Эти алюминиевые сплавы можно разделить на категории в зависимости от их состава и термической обработки.
Термообрабатываемые алюминиевые сплавы
Эти сплавы производятся путем смешивания материала сплава с чистым алюминием при высоких температурах (900–1050 ℉) для повышения растворимости в твердом состоянии.
Эта высокотемпературная обработка повышает прочность алюминиевого сплава.
Алюминий 6061
Алюминий 6061 обрабатываемая деталь
Это самый популярный алюминиевый сплав для станков с ЧПУ, который обеспечивает превосходное соотношение прочности к весу и естественную коррозионную стойкость.
Это делает алюминий 6061 предпочтительным выбором для аэрокосмической промышленности, товаров народного потребления и общего производства.
Хотя он обладает хорошей устойчивостью к растрескиванию под нагрузкой, он не рекомендуется для применения в условиях высоких нагрузок.
Обладает отличной обрабатываемостью и обрабатываемостью, что делает его идеальным для обработки на станках с ЧПУ.
Алюминий MIC-6
Алюминий MIC-6
MIC-6 является вторым наиболее широко используемым алюминиевым сплавом в проектах обработки с ЧПУ.
Это алюминиевый сплав серии 7000, содержащий цинк в качестве основного легирующего элемента.
MIC-6 выпускается в виде литых пластин, невосприимчивых к изменению температуры и устойчивых к деформации при обработке на станках с ЧПУ.
Если ваш проект требует точного контроля размеров и допусков, например, при изготовлении инструментов, измерительного оборудования и медицинских инструментов, вам следует рассмотреть алюминий MIC-6.
Однако его свариваемость ограничена по сравнению с 6061, поскольку сварные соединения могут растрескиваться из-за коррозии.
Алюминий 6082
Уголки и швеллеры из алюминия 6082
Алюминий 6082 обладает более высокой прочностью на растяжение, чем 6061, при меньшей стоимости, чем серия 7000.
Обладает свойствами, подобными алюминию 6061, и обеспечивает самую высокую прочность на растяжение среди сплавов серии 6000 с исключительной стойкостью к коррозии.
Благодаря своей высокой прочности на растяжение этот сплав обычно используется для изготовления несущих конструкций, таких как опоры, рамы и т. д.
д.
Алюминий 7075
Шасси самолета из алюминия 7075
Этот сплав также известен как алюминий аэрокосмического качества из-за его превосходного отношения прочности к весу.
Это легкий металл, обеспечивающий прочность и твердость, сравнимые со сталью.
Это делает его пригодным для применения в условиях высоких нагрузок в аэрокосмической, военной и транспортной отраслях для изготовления крупных компонентов с минимальным увеличением веса продукта.
Алюминий 7075 хорошо выдерживает усталость и является хорошим выбором для изготовления деталей, подвергающихся повторяющимся циклам нагрузки и разгрузки.
Однако он имеет меньшую обрабатываемость и свариваемость по сравнению с другими сплавами и имеет наименьшую коррозионную стойкость среди алюминиевых сплавов из-за присутствия меди.
Алюминий 2024
Фюзеляж самолета из алюминия 2024
Алюминий 2024 представляет собой алюминий средней и высокой прочности, основным легирующим элементом которого является медь.
Обладает отличным соотношением прочности и веса с хорошей усталостной прочностью, но не такой прочный, как алюминий 7075.
В аэрокосмической отрасли алюминий 2024 используется для изготовления фюзеляжа самолета и натяжных элементов крыла.
Однако он подвержен термическому удару и имеет низкую коррозионную стойкость.
Нетермообрабатываемые алюминиевые сплавы
Эти сплавы производятся путем смешивания чистого алюминия с легирующим материалом посредством холодной обработки, такой как прокатка или растяжение, при которых происходит уменьшение площади.
Это уменьшение стабилизирует свойства алюминиевого сплава и контролирует его прочность.
Алюминий 3003
Алюминий 3003 CNC-обработка
Алюминий 3003 производится путем добавления марганца в качестве основного легирующего элемента.
Это сплав общего назначения с умеренной прочностью и хорошей коррозионной стойкостью.
Кроме того, он обладает хорошей свариваемостью и формуемостью, что делает его подходящим для деталей, требующих изменения формы после механической обработки.
Этот сплав обычно используется в производстве товаров для дома и изделий из листового металла, таких как кухонное оборудование, кровля, водосточные желоба, сайдинг и отделка.
Алюминий 5052
Лодка из алюминия 5052
Алюминий 5052 – это самый прочный нетермообрабатываемый сплав, основными легирующими компонентами которого являются магний и хром.
Исключительно устойчив к коррозии даже под действием морской воды и солевых брызг.
Это делает его пригодным для использования на судах и в кухонном оборудовании, которое регулярно подвергается воздействию соленой воды.
Алюминий 5083
Деталь кузова из алюминия 5083
Алюминий 5083 имеет хорошее соотношение веса и прочности и обладает устойчивостью к коррозии.
Кроме того, сварные соединения алюминия 5083 демонстрируют замечательную прочность, что делает его идеальным для изготовления компонентов тяжелых транспортных средств, таких как грузовики, корабли, железнодорожные вагоны и т. д.
д.
Заключительные мысли
Обработка алюминия на ЧПУ может привести некоторые проблемы, которые можно решить, поддерживая хороший контроль процесса и устанавливая оптимальные параметры.
Хотя резка алюминия на небольшом настольном станке с ЧПУ (например, Shapeoko) может быть немного сложной задачей, это, безусловно, достижимо.
При обработке алюминия на малогабаритных фрезерных станках с ЧПУ всегда рекомендуется начинать с наименьшей рекомендуемой настройки и постепенно увеличивать параметры, чтобы найти оптимальную настройку.
Наконец, оптимальные параметры для резки алюминия варьируются от одной установки к другой, поэтому перед обработкой фактической заготовки рекомендуется выполнить пробные прогоны на обрезках материала.
Часто задаваемые вопросы (FAQ)
Могу ли я использовать цеховой пылесос для удаления стружки при обработке алюминия?
Да, вы можете использовать цеховой пылесос для удаления стружки при обработке алюминия.
Всего комментариев: 0