Fanuc g коды: Подробное описание G и M кодов для программирования чпу CNC станков. Примеры готовых G кодов для фрезерного оборудования.
Содержание
Коды G98 Fanuc и G99 Fanuc для изменения стандартного цикла
чпу
программирование
Заказать оборудование Fanuc
Перейти в каталог Fanuc
Купить g99 Fanuc в компании Олниса можно оптом или в розницу. Доставим g99 Fanuc в любой регион России. Можем предложить точный аналог. Работаем напрямую с производителем, не используя посредников.
Компания Fanuc выпускает различное оборудование с числовым программным управлением (ЧПУ), а также дополнительное программное обеспечение. В процессе запуска устройств в эксплуатацию используют специальные «G-коды», которые значительно упрощают ручное написание программ. Ведь японские инженеры позаботились о том, чтобы оператор не тратил лишнего времени на прописывание одних и тех же траекторий.
Основные циклы для токарных и фрезерных станков с ЧПУ.
В условиях многих производственных объектов устанавливают именно стойки от компании Fanuc. Поэтому для того, чтобы работать на токарном или фрезерном станке, потребуется использовать специальные коды.
Цикл нарезания резьбы G92 Fanuc.
С помощью этого цикла получится сделать проходы резцом по глубине, при этом в оборудовании имеется функция повторения, которая позволяет попадать в тот же участок. Кроме того, учитывается определенная длина нарезки на протяжении всего цикла.
Этот цикл имеет следующие достоинства:
- позволяет выполнить проточку проходов резьбы на определенную глубину;
- для каждого прохода можно самостоятельно настраивать режим резки и глубину.
Цикл торцевой обработки G94 Fanuc.
Этот цикл поперечной первичной обработки чаще всего используется в случае проточки небольших участков конструкций в виде цилиндра с разницей в диаметрах. Если сказать иначе – это обработка торцов. При необходимости оператор может использовать функцию конического торцевания.
Этот цикл имеет следующие достоинства:
- за несколько проходов нарезает торец;
- цикл записывается лаконично, поэтому исключаются ошибки;
- возможна регулировка подачи и скорости вала в каждом отдельном случае.
Цикл постоянного вращения шпинделя G97 Fanuc.
Эта функция, которая действует в системе по умолчанию, поэтому если в программе указывается скорость резки в об/мин, то этот код можно не указывать. При необходимости обработки заготовок с большим изменением диаметров в м/мин уже используют цикл G96. Тем не менее, после программирования функции G96, ее отменяют функцией G97.
Коды G98 Fanuc и G99 Fanuc для изменения стандартного цикла
Эти коды предназначаются для изменения способа выполнения стандартного цикла. Так, при использовании кода G98, после сверления каждого отверстия ось Z будет возвращаться в исходное положение. С помощью такой процедуры получится перемещать зажимы и прихваты по конструкции.
При использовании кода G99 будет наблюдаться возвращение оси Z в ускоренный отвод после сверления отверстий. Таким образом, обеспечивается зазор для перемещения к новой точке.
Условия покупки.
Приобрести любое оборудование для автоматизации производства, а также дополнительное программное обеспечение можно в компании «Олниса». Мы поставляем технику и компоненты только от ведущих импортных производителей, отправляем товары во все города России и страны СНГ. Кроме того, на продукцию предоставляется долгосрочная гарантия.
Fanuc блок питания
Блоки питания работают по простому принципу. Стандартная схема обязательно
Fanuc oi программирование
Для прописывания определенных траекторий используют основные (G)
Fanuc постпроцессор powermill
Для фрезерной обработки в 2-5 осях на станках с ЧПУ Fanuc требуется пакет
Fanuc 15
Fanuc 15 – это стойка для станка с ЧПУ, с помощью которой можно запрограммировать
Fanuc series 0i model f
Fanuc Series 0i-Model F – это серия для ЧПУ системы с максимально широким
A98L-0031-0026 Литиевая батарея Fanuc
В целях обеспечения работы устройств, как на предприятиях, так и в быту, используются разнообразные виды электрических
Сварочный робот Fanuc
Линейка роботов для автоматизации сварочных работ Fanuc
Fanuc Arc Mate
Роботы этой серии были специально разработаны для упрощения сварочных процессов
Fanuc drive
Вместе с сервоприводами устанавливают усилители такой же серии
Контроллер Fanuc
Фирма Fanuc стала известна с 1956 года как производитель металлообрабатывающего оборудования с ЧПУ. За это время достигла отличных результатов в этой сфере. Предлагает прекрасное оборудование
За это время достигла отличных результатов в этой сфере. Предлагает прекрасное оборудование
G-коды для системы чпу fanuc – 0i model d — Энциклопедия современных знаний
Введение в программирование
Программирование системы ЧПУ Fanuc включает в себя последовательное изучение операций, необходимых для производства детали при помощи установленной технологии.
Приоритет операций (определенный или программистом, или технологом) затем записывается в формате, который может быть воспринят устройством ЧПУ. Такой формат программирования называется адрес параметра’
Каждый параметр представляет собой законченную команду, которая определяет выполнение системой ЧПУ определенной операции, например, команда S1000 М4 устанавливает вращение шпинделя по часовой стрелке (М4) со скоростью 1000 об/мин (S1000).
В одной строке можно задавать несколько параметров, что уменьшает количество шагов программы, необходимых для выполнения операций по обработке.
Каждый параметр имеет свой собственный буквенный адрес, за которым следует его значение, например, S1000. Значение должно лежать в пределах программируемого диапазона. Эти »параметры, расположенные в одной строке, составляют программный блок (строку программы).
Значение должно лежать в пределах программируемого диапазона. Эти »параметры, расположенные в одной строке, составляют программный блок (строку программы).
Последовательный список программных блоков образует «УП».
КомандыУП станка контролируют все функции обработки, включая: Позиционирование подвижных органов станка.
Выбор скорости подачи.
Установка направления и частоты вращения шпинделя.
Индексация револьверной головки.
Контроль вспомогательного оборудования.
Деталь обрабатывается посредством последовательного выполнения строк программы. Использование автоматического цикла позволяет с помощью одного блока выполнять несколько операций, что уменьшает затраченные на программирование усилия.
Подготовка к написанию УП
До написания УП нужно изучить чертеж детали для установления следующего:
Требуемая заготовка.
Операции и метод изготовления, включая метод фиксации (кулачки / планшайба / оправка) и метод поддержки, если это необходимо (задняя бабка / люнет).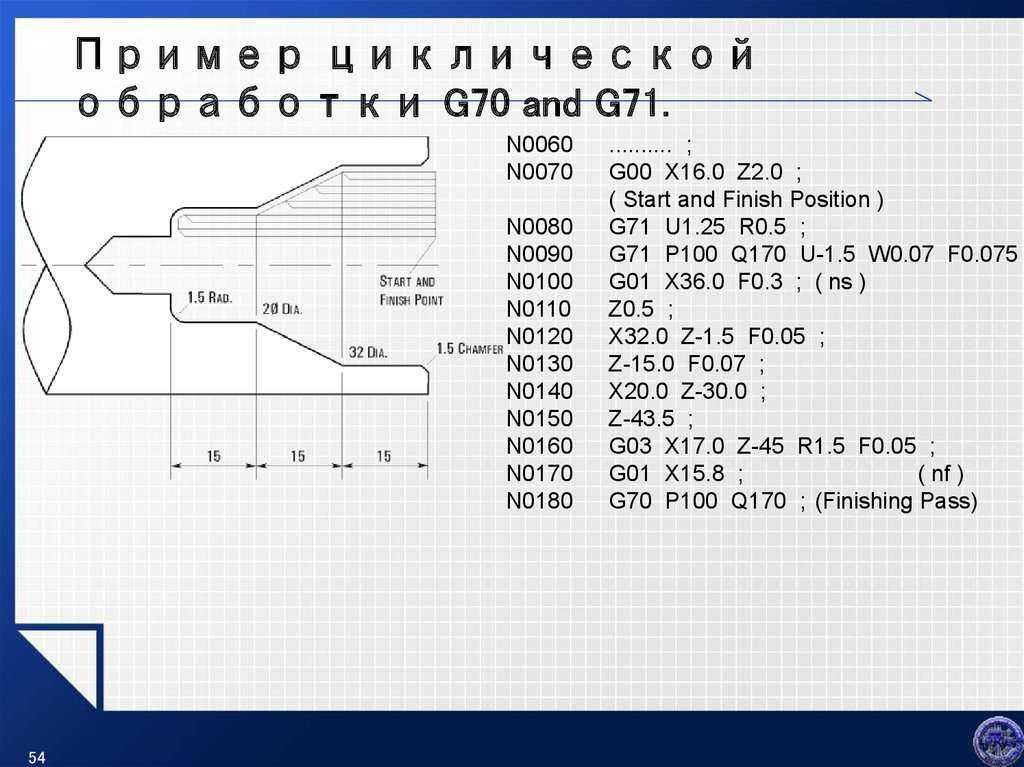
Требуемый инструмент
После определения необходимых операций, метода изготовления и требуемого инструмента, нужно наложить систему координат программы на чертеж детали, как показано ниже:
После установки на чертеже программного нуля можно начинать писать УП обработки деталей. До начала ее выполнения все соответствующие инструменты должны быть загружены и коррекции на инструмент должны быть введены. Далее нужно наложить систему координат обрабатываемой детали на станок, как показано ниже:
G и М коды.
Любой программный блок (строка программы) может содержать G – коды, принадлежащие к различным группам. Если G – коды из одной группы специфицированы в одной строке программы, выполняется последний по порядку G – код. Если G – код группы 01 запрограммирован в одной строке с фиксированным циклом обработки деталей, этот цикл отменяется. Строка программы также может содержать несколько совместимых М – кодов. Все G – коды, за исключением однократных, являются модальными.
Модальные коды
Модальные коды действуют до тех пор, пока не будет введен другой код из той же группы, например, G0 (перемещение на холостом ходу).
Однократные G – коды
Однократные G – коды действуют только в том программном блоке, в котором они запрограммированы, например, G4 (выдержка времени).
Начало кадра
Некоторые М – коды активируются до начала перемещения по любой координате, например, M8 (включение подачи СОЖ).
Конец кадра
Некоторые М – коды активируются после прекращения перемещения по любой координате, например, М5 (остановка вращения шпинделя, прекращение подачи СОЖ)
G-коды для системы ЧПУ FANUC – 0i Model D
(Т серия) двухкоординатный станок.
| Группа | G-код | Функция | Наличие | |
| G00 | позиционирование | стандартно | ||
| G01 | линейная интерполяция | стандартно | ||
| G02 | круговая интерполяция (по часовой стрелке) | стандартно | ||
| G03 | круговая интерполяция (против часовой стрелки) | стандартно | ||
| G04 | выдержка времени | стандартно | ||
| G09 | точный останов | стандартно | ||
| G10 | настройка данных | опция | ||
| G11 | отмена режима настройки данных | опция | ||
| G20 | ввод данных в дюймовой системе | стандартно | ||
| G21 | ввод данных в метрической системе | стандартно | ||
| G22 | включение функции проверки запрограммированного хода | опция | ||
| G23 | отключение функции проверки запрограммированного хода | опция | ||
| G27 | проверка возврата на ноль | стандартно | ||
| G28 | возврат на ноль | стандартно | ||
| G30 | возврат ко второй исходной точке | стандартно | ||
| G31 | функция пропуска фрагмента | стандартно | ||
| G32 | нарезание резьбы | стандартно | ||
| G34 | нарезание резьбы переменного шага | опция | ||
| G37 | автоматическая коррекция на инструмент ось Z | опция | ||
| G40 | отмена коррекции на радиус инструмента | стандартно | ||
| G41 | левосторонняя компенсация радиуса инструмента | стандартно | ||
| G42 | правосторонняя компенсация радиуса инструмента | стандартно | ||
| G50 | установка координат/ настройка максимальной скорости шпинделя | стандартно | ||
| G54 | Система координат заготовки 1 | стандартно | ||
| G55 | Система координат заготовки 2 | стандартно | ||
| G56 | Система координат заготовки 3 | стандартно | ||
| G57 | Система координат заготовки 4 | стандартно | ||
| G58 | Система координат заготовки 5 | стандартно | ||
| G59 | Система координат заготовки 6 | стандартно | ||
| G65 | макрокоманда | опция | ||
| G66 | вызов макромодели А | опция | ||
| G67 | отмена вызова макромодели А | опция | ||
| G68 | зеркальное отображение для сброса настроек двойной револьверной головки | опция | ||
| G69 | зеркальное отображение для сброса настроек двойной револьверной головки | опция | ||
| G70 | цикл финишной обработки | стандартно | ||
| G71 | цикл черновой обработки внешнего/ внутреннего диаметра | стандартно | ||
| G72 | цикл черновой обработки торцовой поверхности | стандартно | ||
| G73 | замкнутый цикл обработки | стандартно | ||
| G74 | цикл подрезания торцов | стандартно | ||
| G75 | цикл подрезания внешнего/ внутреннего диаметра | стандартно | ||
| G76 | цикл нарезания многозаходной резьбы | стандартно | ||
| G90 | цикл обработки внешнего/ внутреннего диаметра | стандартно | ||
| G92 | цикл нарезания резьбы | стандартно | ||
| G94 | цикл обработки торцевой поверхности | стандартно | ||
| G96 | поддержание постоянной скорости резания | стандартно | ||
| G97 | скорость шпинделя | стандартно | ||
| G98 | подача в минуту | стандартно | ||
| G99 | подача на оборот | стандартно | ||
М-коды
Fanuc программирование — система координат
Похожие статьи.
Операционные системы для компьютеров типа ibm pc
Система упражнений для обучения иностранным языкам
Кормовые системы для домашней птицы
Кормовые системы для свиней
Fanuc Список G-кодов — Helman CNC
Станки с ЧПУ работают, следуя командам или инструкциям (G-коды / M-коды), которые приведены в программе обработки деталей. Вот G-коды для управления ЧПУ Fanuc, которые необходимы станочникам с ЧПУ, чтобы научиться понимать программирование ЧПУ.
Содержание
- Список G-кодов Fanuc (токарный станок)
- Список Fanuc G-кодов (фрезерный станок)
Список G-кодов Fanuc (токарный станок)
| 0018 | |
|---|---|
| G00 | Rapid traverse |
| G01 | Linear interpolation |
| G02 | Circular interpolation CW |
| G03 | Circular interpolation CCW |
| G04 | Dwell |
| G09 | Точный останов |
| G10 | Программируемый ввод данных |
| G20 | Ввод в дюймах |
| G21 | Input in mm |
| G22 | Stored stroke check function on |
| G23 | Stored stroke check function off |
| G27 | Reference position return check |
| G28 | Возврат в исходное положение |
| G32 | Нарезание резьбы |
| G40 | Отмена компенсации радиуса вершины инструмента |
| G41 | Tool nose radius compensation left |
| G42 | Tool nose radius compensation right |
| G70 | Finish machining cycle |
| G71 | Turning cycle |
| G72 | Facing cycle |
| G73 | Цикл повторения шаблона |
| G74 | Цикл сверления |
| G75 | |
| G76 | Цикл нарезания резьбы |
| G92 | Настройка системы координат или макс. spindle speed setting spindle speed setting |
| G94 | Feed Per Minute |
| G95 | Feed Per Revolution |
| G96 | Constant surface speed control |
| G97 | Constant surface speed control cancel |
Список G-кодов Fanuc (Mill)
| G code | Description |
|---|---|
| G00 | Rapid traverse |
| G01 | Linear interpolation |
| G02 | Circular interpolation CW |
| G03 | Circular interpolation CCW |
| G04 | Выдержка |
| G17 | Выбор плоскости X Y |
| G18 | Выбор плоскости Z X |
| G19 | Y Z plane selection |
| G28 | Return to reference position |
| G30 | 2nd, 3rd and 4th reference position return |
| G40 | Cutter compensation cancel |
| G41 | Коррекция на режущий инструмент слева |
| G42 | Коррекция на режущий инструмент справа |
| G43 | Коррекция на длину инструмента + направление |
| G44 | Tool length compensation – direction |
| G49 | Tool length compensation cancel |
| G53 | Machine coordinate system selection |
| G54 | Workpiece coordinate system 1 selection |
| G55 | Выбор системы координат заготовки 2 |
| G56 | Выбор системы координат заготовки 3 |
| G57 | Workpiece coordinate system 4 selection |
| G58 | Workpiece coordinate system 5 selection |
| G59 | Workpiece coordinate system 6 selection |
| G68 | Coordinate rotation |
| G69 | Отмена вращения координат |
| G73 | Цикл сверления с периодическим сверлением |
| G74 | Лево-спиральная окружность |
| G76 | Fine boring cycle |
| G80 | Canned cycle cancel |
| G81 | Drilling cycle, spot boring cycle |
| G82 | Drilling cycle or counter boring cycle |
| G83 | Цикл сверления |
| G84 | Цикл нарезания резьбы |
| G85 | Цикл растачивания |
| G87 | Back boring cycle |
| G88 | Boring cycle |
| G89 | Boring cycle |
| G90 | Absolute command |
| G91 | Increment command |
| G92 | Настройка рабочей системы координат или зажима на максимальной скорости шпинделя |
| G98 | Возврат в исходную точку в постоянном цикле |
| G99 | Возврат к точке R в постоянном цикле |
Списки G-кодов | MS-Tech
Перейти к содержимому
Загрузка.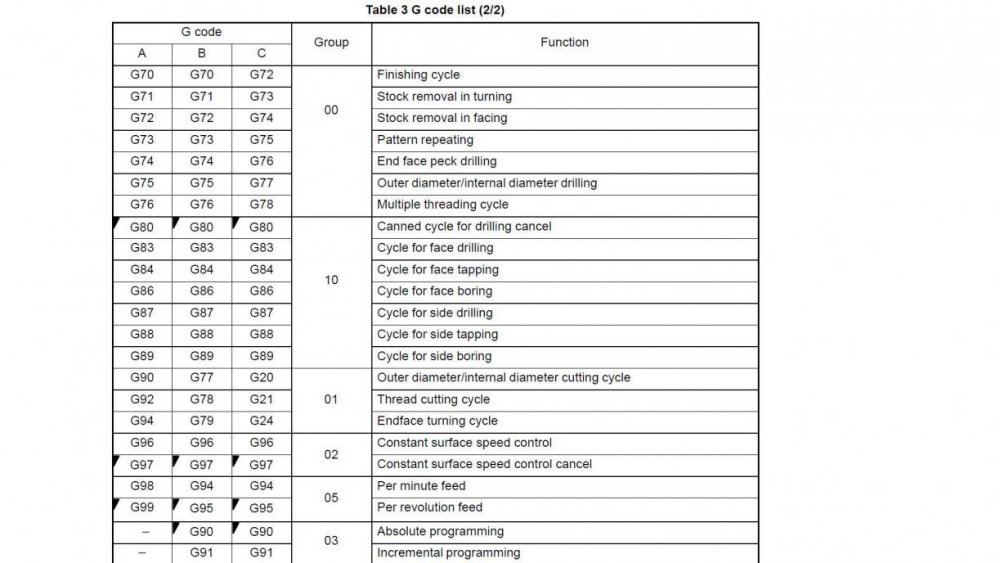 ..
..
G-коды MS-Tech совместимы с G-кодом Fanuc, поэтому нет необходимости в специальном посте. Наш контроль включает в себя встроенные списки G-кодов с каждой покупкой, которые не только указывают формат и структуру указанных G-кодов, но также функцию, описание и использование всего одним щелчком мыши.
| Code | Description | Group No. | ||
|---|---|---|---|---|
| G00* | Rapid positioning | 01 | ||
| G01 | Linear interpolation | 01 | ||
| G02 | Circular interpolation CW | 01 | ||
| G03 | Круговая интерполяция против часовой стрелки | 01 | ||
| G04 | Выдержка, Точный останов | 1 0023 G09 | Exact stop | 00 |
| G10 | Programmable data input | 00 | ||
| G11* | Programmable data input cancel | 00 | ||
| G17* | Выбор плоскости XY | 02 | ||
| G18 | Выбор плоскости ZX | 02 | ||
| G19 | Выбор плоскости YZ | 4 2 20 990 | ||
| G20 | Select inch unit | 06 | ||
| G21 | Select metric unit in mm | 06 | ||
| G27 | Reference point return check | 00 | ||
| G28 | Возврат к опорной точке | 00 | ||
| G29 | Возврат от опорной точки | 00 | ||
| G30 | 4 9 000234 | 00 | ||
| G33 | Thread Cutting | 01 | ||
| G40* | Cutter compensation cancel | 07 | ||
| G41 | Cutter compensation left | 07 | ||
| G42 | Коррекция на режущий инструмент справа | 07 | ||
| G43 | Коррекция длины инструмента в +Z | 08 | ||
| Tool length compensation in -Z | 08 | |||
| G49* | Tool length compensation cancel | 08 | ||
G50.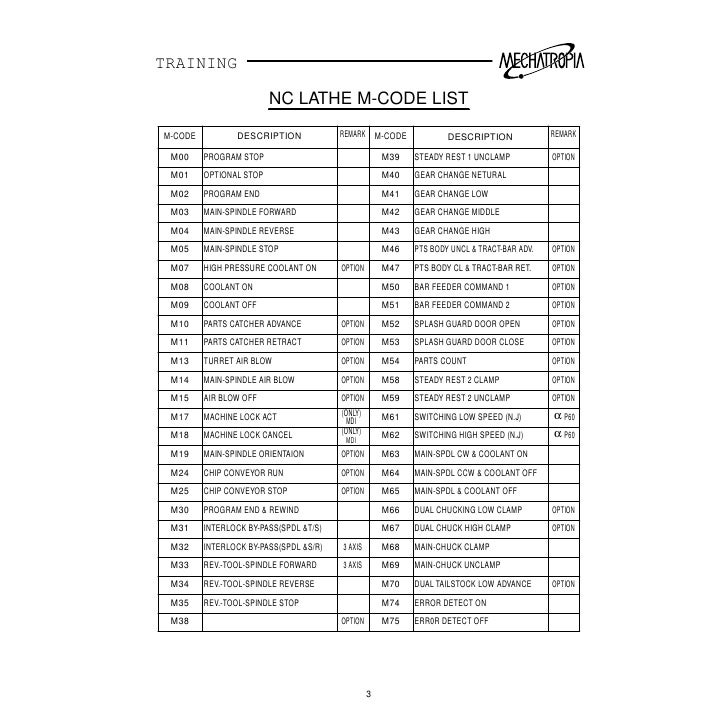 1 1 | Mirror image cancel | 18 | ||
| G51.1 | Зеркальное отображение на | 18 | ||
| G52 | Настройка локальной системы координат | 00 | ||
| G53 | 40024 | 00 | ||
| G54* | Work coordinate system 1 select | 14 | ||
| G55 | Work coordinate system 2 select | 14 | ||
| G56 | Work coordinate system 3 выберите | 14 | ||
| G57 | Рабочая система координат 4 выберите | 14 | ||
| G58 | Рабочая система координат 5 выберите | |||
| G59 | Work coordinate system 6 select | 14 | ||
| G61 | Exact stop mode | 15 | ||
| G64* | Cutting mode | 15 | ||
| G65 | Macro Call | 00 | ||
| G66 | Macro Modal Call | 12 | ||
| G67 | Modal Calck | |||
| G67 | Modal Calcel | |||
| G67 | Modal. 0024 0024 | 12 | ||
| G73 | High speed peck drilling cycle | 09 | ||
| G74 | Counter tapping cycle | 09 | ||
| G76 | Fine boring cycle | 09 | ||
| G80* | Отмена постоянного цикла | 09 | ||
| G81 | Цикл сверления, точечный4 | |||
| G82 | Drilling cycle, counter boring | 09 | ||
| G83 | Peck drilling cycle | 09 | ||
| G84 | Tapping cycle | 09 | ||
| G84.2 | Rigid Цикл постукивания | 09 | ||
| G85 | Скурный цикл | 09 | ||
| G86 | Цикл борьбы | 09 | ||
| 0023 G87 | Back boring cycle | 09 | ||
| G88 | Boring cycle | 09 | ||
| G89 | Boring cycle | 09 | ||
| G90* | Select absolute command | 03 | ||
| G91 | Выбор инкрементальной команды | 03 | ||
| G92 | Программирование точки абсолютного нуля0024 | |||
| G93 | Inverse time feed | 05 | ||
| G94* | Per minute feed | 05 | ||
| G95 | Per revolution feed | 05 | ||
| G96 | Constant surface speed управление | 13 | ||
| G97* | Отмена управления постоянной скоростью у поверхности | 13 | ||
| G98* | Возврат в исходную точку в постоянном цикле | 10 | ||
| G99 | Возврат к точке R в постоянном цикле | 10 |
Примечания:
1. Для всех фрезерных станков по умолчанию используется G17.
Для всех фрезерных станков по умолчанию используется G17.
2. Подробное описание см. в описании использования G-кода.
| Set-A | Set-B | Set-C | Description | Group No. | ||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| G00* | G00* | G00* | Rapid positioning | 01 | ||||||||||||||||||||||||||||||||||||||||
| G01 | G01 | G01 | Linear interpolation | 01 | ||||||||||||||||||||||||||||||||||||||||
| G02 | G02 | G02 | Circular interpolation CW | 01 | ||||||||||||||||||||||||||||||||||||||||
| G03 | G03 | G03 | Круговая интерполяция против часовой стрелки | 01 | ||||||||||||||||||||||||||||||||||||||||
| G04 | G04 | G04 | Выдержка, Точный останов | |||||||||||||||||||||||||||||||||||||||||
| G09 | G09 | Exact stop | 00 | |||||||||||||||||||||||||||||||||||||||||
| G10 | G10* | G10* | Programmable data input | 00 | ||||||||||||||||||||||||||||||||||||||||
| G11* | G11* | G11* | Programmable data input cancel | 00 | ||||||||||||||||||||||||||||||||||||||||
| G17 | G17 | G17 | XY plane selection if applicable | 02 | ||||||||||||||||||||||||||||||||||||||||
| G18* | G18* | G18* | ZX plane selection | 02 | ||||||||||||||||||||||||||||||||||||||||
| G19 | G19 | G19 | YZ plane selection if applicable | 02 | ||||||||||||||||||||||||||||||||||||||||
| G20 | G20 | G70 | Выбрать дюйм | 06 | ||||||||||||||||||||||||||||||||||||||||
| G21 | G21 | G711999999. MING MING | .0024 | 06 | ||||||||||||||||||||||||||||||||||||||||
| G27 | G27 | G27 | Reference point return check | 00 | ||||||||||||||||||||||||||||||||||||||||
| G28 | G28 | G28 | Return to reference point | 00 | ||||||||||||||||||||||||||||||||||||||||
| G29 | G29 | G29 | Возврат из референтной точки | 00 | ||||||||||||||||||||||||||||||||||||||||
| G30 | G30 | G30 | Возврат к 2-й референтной точке 90 90 | |||||||||||||||||||||||||||||||||||||||||
| G32 | G33 | G33 | Thread Cutting | 01 | ||||||||||||||||||||||||||||||||||||||||
| G40* | G40* | G40* | Cutter compensation cancel | 07 | ||||||||||||||||||||||||||||||||||||||||
| G41 | G41 | G41 | Компенсация на режущий инструмент слева | 07 | ||||||||||||||||||||||||||||||||||||||||
| G42 | G42 | 07 | ||||||||||||||||||||||||||||||||||||||||||
G50. 1 1 | G50.1 | G50.1 | Mirror image cancel | 18 | ||||||||||||||||||||||||||||||||||||||||
| G51.1 | G51.1 | G51 .1 | Mirror image on | 18 | ||||||||||||||||||||||||||||||||||||||||
| G52 | G52 | G52 | Local coordinate system setting | 00 | ||||||||||||||||||||||||||||||||||||||||
| G53 | G53 | G53 | Positioning in machine coordinate | 00 | ||||||||||||||||||||||||||||||||||||||||
| G54* | G54* | G54* | Work coordinate system 1 select | 14 | ||||||||||||||||||||||||||||||||||||||||
| G55 | G55 | G55 | Work coordinate system 2 Выберите | 14 | ||||||||||||||||||||||||||||||||||||||||
| G56 | G56 | G56 | Система координат работы 3 Select | 14 | ||||||||||||||||||||||||||||||||||||||||
| G57 | ||||||||||||||||||||||||||||||||||||||||||||
| G57 | ||||||||||||||||||||||||||||||||||||||||||||
| G57 | ||||||||||||||||||||||||||||||||||||||||||||
| G57 | ||||||||||||||||||||||||||||||||||||||||||||
| G57 | ||||||||||||||||||||||||||||||||||||||||||||
| G57 | ||||||||||||||||||||||||||||||||||||||||||||
| G57 | ||||||||||||||||||||||||||||||||||||||||||||
| Work coordinate system 4 select | 14 | |||||||||||||||||||||||||||||||||||||||||||
| G58 | G58 | G58 | Work coordinate system 5 select | 14 | ||||||||||||||||||||||||||||||||||||||||
| G59 | G59 | G59 | Work coordinate system 6 select | 14 | ||||||||||||||||||||||||||||||||||||||||
| G61 | G61 | G61 | Exact stop mode | 15 | ||||||||||||||||||||||||||||||||||||||||
| G64* | G64* | G64* | Cutting mode | 15 | ||||||||||||||||||||||||||||||||||||||||
| G65 | G65 | G65 | Macro call | 00 | ||||||||||||||||||||||||||||||||||||||||
| G66 | G66 | G66 | Macro modal call | 12 | ||||||||||||||||||||||||||||||||||||||||
| G67* | G67* | G67* | Macro modal call cancel | 12 | ||||||||||||||||||||||||||||||||||||||||
| G68 | G68 | G68 | Turret image on | 04 | ||||||||||||||||||||||||||||||||||||||||
| G69* | G69* | G69* | Turret image off | 04 | ||||||||||||||||||||||||||||||||||||||||
| G70 | G70 | G72 | Finishing cutting cycles | 00 | ||||||||||||||||||||||||||||||||||||||||
| G71 | G71 | G73 | Stock removal in turning | 00 | ||||||||||||||||||||||||||||||||||||||||
| G72 | G72 | G74 | Stock removal in facing | 00 | ||||||||||||||||||||||||||||||||||||||||
| G73 | G73 | G75 | Pattern repeating cycle | 00 | ||||||||||||||||||||||||||||||||||||||||
| G74 | G74 | G76 | End face peck drilling | 00 | ||||||||||||||||||||||||||||||||||||||||
| G75 | G75 | G77 | Сверление наружного/внутреннего диаметра | 00 | ||||||||||||||||||||||||||||||||||||||||
| G76 | G76 | G78 | Многократный цикл нарезания резьбы 021 | |||||||||||||||||||||||||||||||||||||||||
| G90 | G77 | G20 | Internal/External cutting cycle | 01 | ||||||||||||||||||||||||||||||||||||||||
| G92 | G78 | G21 | Thread cutting cycle | 01 | ||||||||||||||||||||||||||||||||||||||||
| G94 | G79 | G24 | Face cutting cycle | 01 | ||||||||||||||||||||||||||||||||||||||||
| G80* | G80* | G80* | Canned cycle cancel | 09 | ||||||||||||||||||||||||||||||||||||||||
| G83 | G83 | G83 | Face drilling cycle | 09 | ||||||||||||||||||||||||||||||||||||||||
| G84 | G84 | G84 | Face tapping cycle | 09 | ||||||||||||||||||||||||||||||||||||||||
| G85 | G85 | G85 | Face boring cycle | 09 | ||||||||||||||||||||||||||||||||||||||||
| G87 | G87 | G87 | Side drilling cycle | 09 | ||||||||||||||||||||||||||||||||||||||||
| G88 | G88 | G88 | Side tapping cycle | 09 | ||||||||||||||||||||||||||||||||||||||||
| G89 | G89 | G89 | Side boring cycle | 09 | ||||||||||||||||||||||||||||||||||||||||
| —- | G90* | G90* | Выберите Absolute Command | 03 | ||||||||||||||||||||||||||||||||||||||||
| — | G91 | G91 | 03 | |||||||||||||||||||||||||||||||||||||||||
| G50 | G92 | G92 | Programming of absolute zero point | 00 | ||||||||||||||||||||||||||||||||||||||||
| G98 | G94 | G94 | Per minute feed | 05 | ||||||||||||||||||||||||||||||||||||||||
| G99 | G95* | G95* | Per revolution feed | 05 | ||||||||||||||||||||||||||||||||||||||||
| G96 | G96 G96 | G96 | Constant surface speed control on | 13 | ||||||||||||||||||||||||||||||||||||||||
| G97* | G97* | G97* | Constant surface speed control off | 13 | ||||||||||||||||||||||||||||||||||||||||
| — | G98* | G98* | Return to initial point in canned Цикл | 10 | ||||||||||||||||||||||||||||||||||||||||
| —- | G99 | G99 | Возврат в точку R в консервированном цикле | 10 |
 0023 G57
0023 G57 0024
0024 Примечания:
1. Три. и устанавливается системными интеграторами. По умолчанию установлен G-код B, но на вашей машине он может быть настроен иначе.
По умолчанию установлен G-код B, но на вашей машине он может быть настроен иначе.
2. Описания G-кодов для токарных станков в данном руководстве основаны на наборе B. Пожалуйста, используйте таблицу в качестве перекрестной ссылки. Например, для описания G70 в наборе C следует прочитать описание G20 в наборе B.
3. Для всех токарных станков по умолчанию используется G18.
4. Для G20 и G21 G-код перед отключением питания сохраняется.
5. Подробное описание каждого G-кода см. в описании использования G-кода.
| Код | Описание | Group No. |
|---|---|---|
| G00* | Rapid positioning | 01 |
| G01 | Linear interpolation | 01 |
| G02 | Circular interpolation CW | 01 |
| G03 | Круговая интерполяция против часовой стрелки | 01 |
| G04 | Задержка, Точный останов | 00 |
| G09 024 | 00 | |
| G10 | Programmable data input | 00 |
| G11* | Programmable data input cancel | 00 |
| G17* | XY plane selection | 02 |
| G18 | ZX plane selection | 02 |
| G19 | YZ plane selection | 02 |
| G20 | Select inch unit | 06 |
| G21 | Select metric unit in mm | 06 |
| G27 | Reference point return check | 00 |
| G28 | Return to референтная точка | 00 |
| G29 | Возврат из референтной точки | 00 |
| G30 | Возврат ко 2-й референтной точке | |
| G33 | Thread Cutting | 01 |
| G40* | Cutter compensation cancel | 07 |
| G41 | Cutter compensation left | 07 |
| G42 | Коррекция на режущий инструмент справа | 07 |
| G43 | Коррекция на длину инструмента в +Z | 08 |
G43. 1 1 | Компенсация длины инструмента для 5-осевого управления точкой поворота NC-программы (см. стр. 59) | 08 |
| G43.4 | Компенсация длины инструмента для 5-осевого управления точкой острия инструмента NC-программы (см. стр. 60) ) | 08 |
| G44 | Tool length compensation in -Z | 08 |
| G49* | Tool length compensation cancel | 08 |
| G50.1 | Mirror image cancel | 22 |
| G51.1 | Mirror image on | 22 |
| G52 | Local coordinate system setting | 00 |
| G53 | Positioning in machine coordinate | 00 |
| G54* | Рабочая система координат 1 выбор | 14 |
| 9 рабочая система координат 9 выбор G55 | 14 | |
| G56 | Work coordinate system 3 select | 14 |
| G57 | Work coordinate system 4 select | 14 |
| G58 | Work coordinate system 5 select | 14 |
| G59 | Рабочая система координат 6 выбор | 14 |
| G61 | 4 2 502034 Режим точного останова0021 | |
| G64* | Cutting mode | 15 |
| G65 | Macro call | 00 |
| G66 | Macro modal call | 12 |
| G67* | Macro modal call cancel | 12 |
| G68 | Вращение координат/преобразование трехмерных координат | 16 |
| G69* | Вращение/преобразование координат отмена | 16 |
| G73 | Peck drilling cycle | 09 |
| G74 | Counter tapping cycle | 09 |
| G76 | Fine boring cycle | 09 |
| G80* | Отмена постоянного цикла | 09 |
| G81 | Цикл сверления, точечное растачивание | 4 0 |
| G82 | Drilling cycle, counter boring | 09 |
| G83 | Peck drilling cycle | 09 |
| G84 | Tapping cycle | 09 |
| G85 | Boring cycle | 09 |
| G86 | Скурный цикл | 09 |
| G87 | Back Boring Cycle | 09 |
| G88 | ||
| G88 | ||
Всего комментариев: 0