Fanuc g коды: Подробное описание G и M кодов для программирования чпу CNC станков. Примеры готовых G кодов для фрезерного оборудования.
Содержание
Коды G98 Fanuc и G99 Fanuc для изменения стандартного цикла
чпу
программирование
Заказать оборудование Fanuc
Перейти в каталог Fanuc
Купить g99 Fanuc в компании Олниса можно оптом или в розницу. Доставим g99 Fanuc в любой регион России. Можем предложить точный аналог. Работаем напрямую с производителем, не используя посредников.
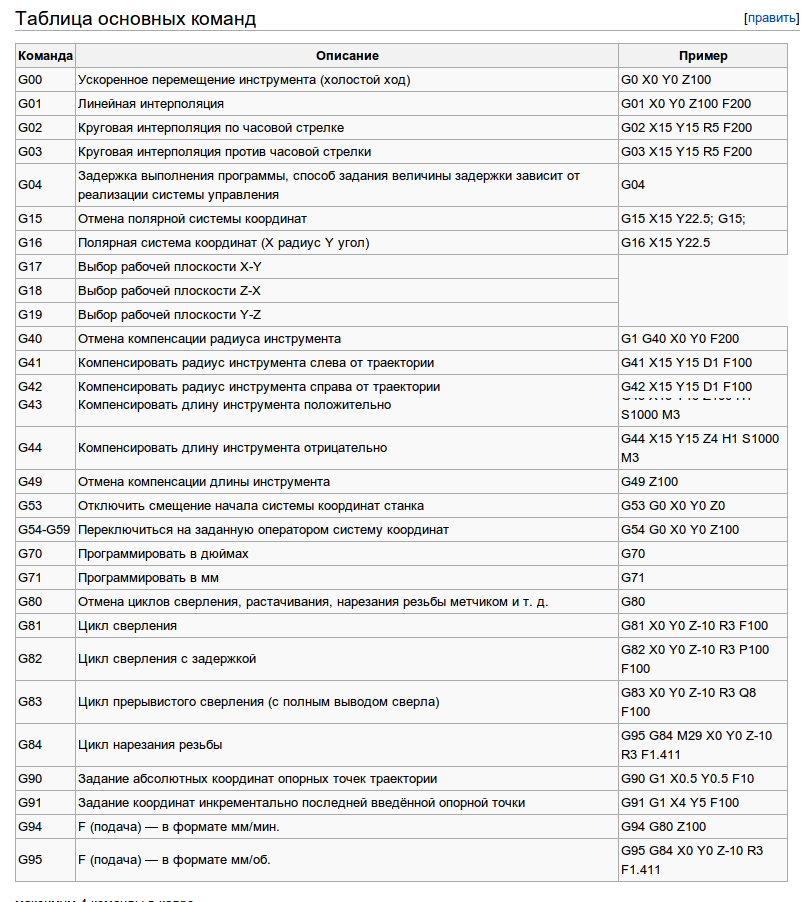
Компания Fanuc выпускает различное оборудование с числовым программным управлением (ЧПУ), а также дополнительное программное обеспечение. В процессе запуска устройств в эксплуатацию используют специальные «G-коды», которые значительно упрощают ручное написание программ. Ведь японские инженеры позаботились о том, чтобы оператор не тратил лишнего времени на прописывание одних и тех же траекторий.
Основные циклы для токарных и фрезерных станков с ЧПУ.
В условиях многих производственных объектов устанавливают именно стойки от компании Fanuc. Поэтому для того, чтобы работать на токарном или фрезерном станке, потребуется использовать специальные коды.
Цикл нарезания резьбы G92 Fanuc.
С помощью этого цикла получится сделать проходы резцом по глубине, при этом в оборудовании имеется функция повторения, которая позволяет попадать в тот же участок. Кроме того, учитывается определенная длина нарезки на протяжении всего цикла.
Этот цикл имеет следующие достоинства:
- позволяет выполнить проточку проходов резьбы на определенную глубину;
- для каждого прохода можно самостоятельно настраивать режим резки и глубину.
Цикл торцевой обработки G94 Fanuc.
Этот цикл поперечной первичной обработки чаще всего используется в случае проточки небольших участков конструкций в виде цилиндра с разницей в диаметрах. Если сказать иначе – это обработка торцов. При необходимости оператор может использовать функцию конического торцевания.
Этот цикл имеет следующие достоинства:
- за несколько проходов нарезает торец;
- цикл записывается лаконично, поэтому исключаются ошибки;
- возможна регулировка подачи и скорости вала в каждом отдельном случае.
Цикл постоянного вращения шпинделя G97 Fanuc.
Эта функция, которая действует в системе по умолчанию, поэтому если в программе указывается скорость резки в об/мин, то этот код можно не указывать. При необходимости обработки заготовок с большим изменением диаметров в м/мин уже используют цикл G96. Тем не менее, после программирования функции G96, ее отменяют функцией G97.
Коды G98 Fanuc и G99 Fanuc для изменения стандартного цикла
Эти коды предназначаются для изменения способа выполнения стандартного цикла. Так, при использовании кода G98, после сверления каждого отверстия ось Z будет возвращаться в исходное положение. С помощью такой процедуры получится перемещать зажимы и прихваты по конструкции.
При использовании кода G99 будет наблюдаться возвращение оси Z в ускоренный отвод после сверления отверстий. Таким образом, обеспечивается зазор для перемещения к новой точке.
Условия покупки.
Приобрести любое оборудование для автоматизации производства, а также дополнительное программное обеспечение можно в компании «Олниса». Мы поставляем технику и компоненты только от ведущих импортных производителей, отправляем товары во все города России и страны СНГ. Кроме того, на продукцию предоставляется долгосрочная гарантия.
Привод оси Fanuc A06B-6240-h204
Контроллеры серводвигателей, сервоприводы и серводвигатели часто используются как взаимозаменяемые определения
Fanuc 10
Модель робота для быстрой погрузки и разгрузки Fanuc M-10iD отличается от предшествующих
Fanuc цена
Что касается покупки оборудования FANUC – цена за ЧПУ и промышленных
Плата GE Fanuc
GE Fanuc была основана в 1972 году в результат отделения от концерна FUJITSU в Японии
Двигатель Fanuc
Для работы любого устройства необходим какой-либо тип энергии, который запустит механизм в работу
Плата Fanuc
Печатной платой называют пластину, изготовленную из электроизоляционного материала
Карта памяти Fanuc
Fanuc Corporation представляют собой карты памяти промышленного стандарта
Модуль GE Fanuc
Модули ввода и вывода предназначены для операторских панелей
GE Fanuc series 90 30
Программируемый логический контроллер – это устройство на основе микропроцессора
Робот Fanuc
Подразделение Fanuc Robotics производит более 1000 разновидностей роботов
|
КАТЕГОРИИ: Археология
ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрации Техника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы.
|
⇐ ПредыдущаяСтр 2 из 16Следующая ⇒ (М серия) фрезерный обрабатывающий центр.
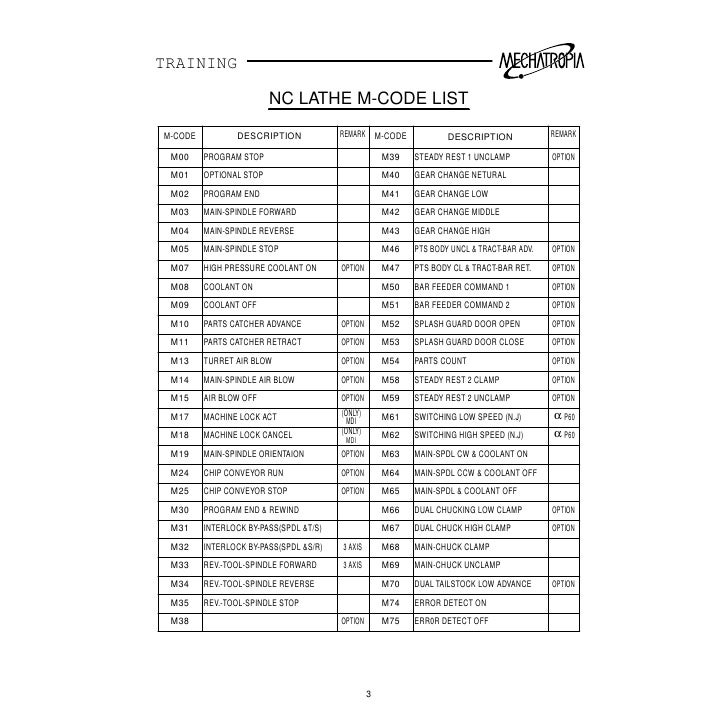
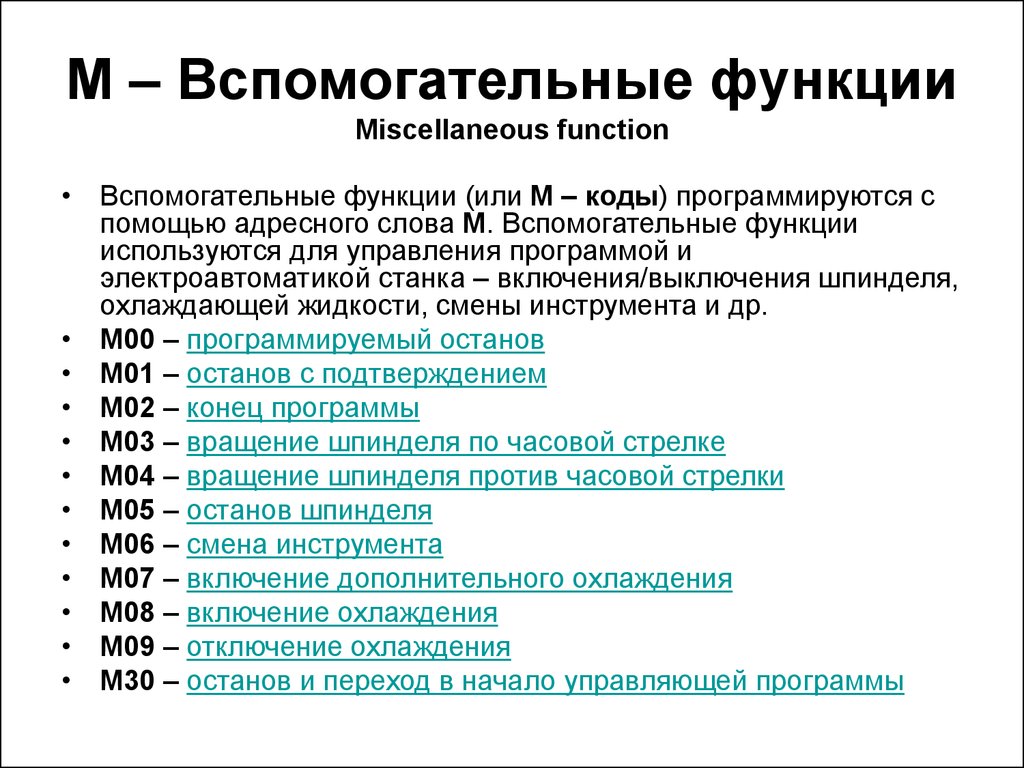
М-коды
Описание кодов G и М. Любой программный блок (строка программы) может содержать G – коды, принадлежащие к различным группам. Если G – коды из одной группы специфицированы в одной строке программы, выполняется последний по порядку G – код. Если G – код группы 01 запрограммирован в одной строке с фиксированным циклом обработки деталей, этот цикл отменяется. Строка программы также может содержать несколько совместимых М – кодов. Все G – коды, за исключением однократных, являются модальными. Модальные коды Модальные коды действуют до тех пор, пока не будет введен другой код из той же группы, например, G0 (перемещение на холостом ходу). Однократные G – коды Однократные G – коды действуют только в том программном блоке, в котором они запрограммированы, например, G4 (выдержка времени). Начало кадра Некоторые М – коды активируются до начала перемещения по любой координате, например, M8 (включение подачи СОЖ). Конец кадра Некоторые М – коды активируются после прекращения перемещения по любой координате, например, М5 (остановка вращения шпинделя, прекращение подачи СОЖ) ⇐ Предыдущая12345678910Следующая ⇒ Читайте также: Формы дистанционного обучения Передача мяча двумя руками снизу Значение правильной осанки для жизнедеятельности человека Основные ошибки при выполнении передач мяча на месте | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-08; просмотров: 17815; Нарушение авторского права страницы; Мы поможем в написании вашей работы!
infopedia.
|

 Определение реакций опор и моментов защемления
Определение реакций опор и моментов защемления
 su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 38.242.236.216 (0.003 с.)
su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 38.242.236.216 (0.003 с.)Список M-кодов/G-кодов — Информационный центр TIE
Список M-кодов/G-кодов
Ниже вы найдете список общих кодов, которые используют многие строители. Помните, что все машины могут быть настроены по-разному, и приведенный ниже список может не полностью соответствовать вашей машине. На самом деле, практически все M-коды выше M79 будут варьироваться от сборщика к сборщику. Пожалуйста, не забудьте связаться с производителем вашего станка, чтобы убедиться в этом.
Типичная команда G для обрабатывающего центра
- (G — коды написаны FANUC)
- G00 Перемещает инструмент ускоренным ходом (не обязательно по прямой)
- G01 Перемещает инструмент с заданной скоростью подачи
- G02 Перемещает инструмент по дуге по часовой стрелке
- G03 Перемещает инструмент по траектории против часовой стрелки
- G04 Устанавливает время задержки в секундах или оборотах шпинделя
- G10 Установка данных
- G11 Отмена режима установки данных
- G17 Устанавливает движение оси в плоскостях осей X и Y
- G18 Устанавливает движение оси по осям X и Z самолеты
- G19 Устанавливает перемещение осей в плоскостях осей Y и Z
- G20 Значения в дюймах
- G21 Значения в миллиметрах
- G28 Возврат в референтную позицию
- G30 Вторая референтная позиция
- G304 Нарезание резьбы компенсация
- G41 Компенсация на режущий инструмент слева
- G42 Компенсация на режущий инструмент справа
- G43 Компенсация на длину инструмента положительная
- G44 Компенсация на длину инструмента отрицательная
- G49 Отмена коррекции на длину инструмента
- G53 Перемещение координат станка
- G54 Использовать коррекцию рабочей смены #1
- G55 Использовать коррекцию рабочей смены #2
- G56 Использовать коррекцию рабочей смены #3
- G57 Использовать коррекцию рабочей смены 1 #4 0 8009 G95 Использовать коррекцию рабочей смены 1 #4 0 8009 G95 Использовать коррекцию рабочей смены 1 смещение #5
- G59 Использовать смещение рабочей смены #6
- G60 Позиционирование в одном направлении
- G65 Вызов макроса
- G66 Модальный вызов макроса
- G67 Отмена модального вызова макроса
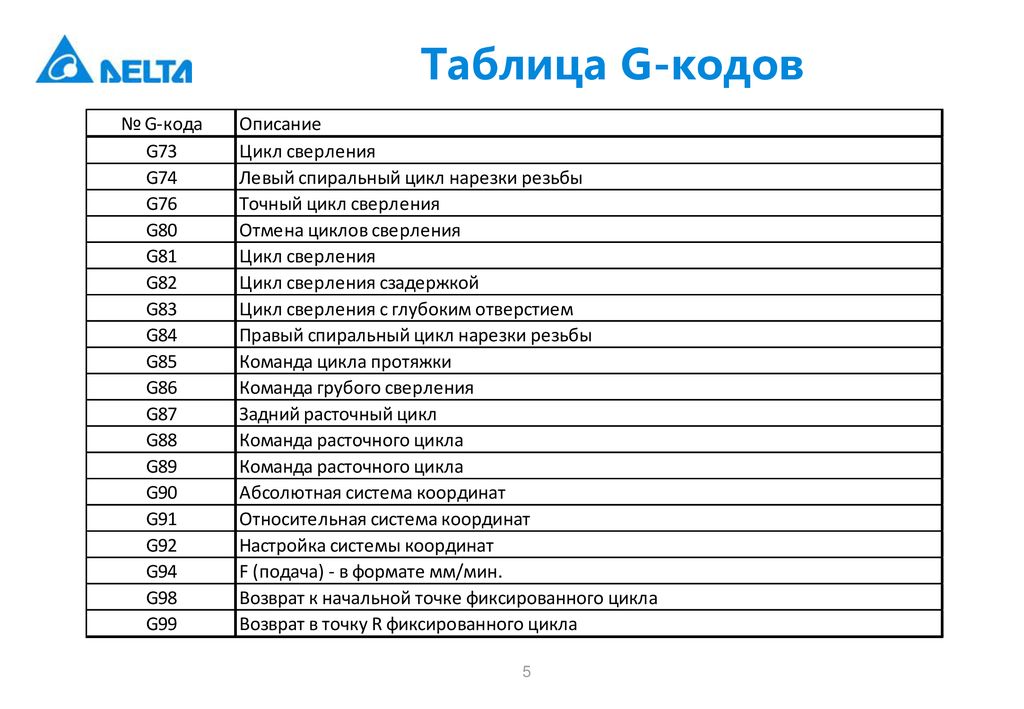
- G73 Цикл сверления Peck
- G76 Fine boring cycle
- G80 Canned cycle cancel
- G81 Drilling cycle or spot boring cycle
- G82 Drilling cycle or counter boring cycle
- G83 Peck drilling cycle
- G84 Tapping cycle
- G85 Boring cycle
- G86 Boring цикл
- G87 Цикл обратного растачивания
- G88 Цикл растачивания
- G89 Цикл растачивания
- G90 Абсолютные измерения
- G91 Инкрементальные измерения
- G94 Подача в минуту
- G95 Подача на оборот шпинделя
- G96 Управление постоянной скоростью резания
- G97 Отмена управления постоянной скоростью резания
- G98 Возврат в исходную точку в постоянном цикле
- G99 Возврат к точке R в постоянном цикле
M-команда для обрабатывающего центра
- M00 Останов программы
- M01 Дополнительный останов
- M02 Конец программы
- M03 Шпиндель по часовой стрелке
- M04 Шпиндель против часовой стрелки
- M05 Spindle stop
- M06 Tool change
- M08 Coolant on
- M09 Coolant off
- M10 Clamp
- M11 Unclamp
- M30 End of program and rewind to beginning of program
- M98 Call subprogram
- M99 End subprogram
Типичные команды MDI
M06 T12; Выполняет замену инструмента на инструмент номер 12
S1000 M03; Вращает шпиндель по часовой стрелке до 1000 об/мин.
G01 X10.5 F10.0: перемещает ось X в положение 10,5 со скоростью подачи 10,0
G00 Х……. Y…….. Z…….. ;
G00 Ускоренное перемещение
X….. Адрес оси X
Y….. Адрес оси Y
Z….. Адрес оси Z
G01 X……. Y…….. Z…….. F……. ;
G01 Движение по прямой
X….. Адрес оси X
Y….. Адрес оси Y
Z….. Адрес оси Z
F….. Скорость подачи
G02 X……. Ю…….. З…….. Я……. Дж…….. К…….. Ф……. ;
G02 Движение по круговой траектории по часовой стрелке
X….. Адрес оси X
Y….. Адрес оси Y
Z….. Адрес оси Z
I ….. Адрес оси I
J….. Адрес оси J
K….. Адрес оси K
F….. Скорость подачи
G03 X……. Ю…….. З…….. Я……. Дж…….. К…….. Ф……. ;
G03 Движение по круговой траектории против часовой стрелки
X….. Адрес оси X
Y….. Адрес оси Y
Z….. Адрес оси Z
I ….. Адрес оси I
J….. Адрес оси JK ….. Адрес оси K
F….. Скорость подачи
G04 X….… ;
G04 Пауза в работе станка
X…. … (Укажите время/скорость шпинделя с десятичной точкой)
… (Укажите время/скорость шпинделя с десятичной точкой)
G04 П….… ; (Укажите время без десятичной точки)
G04 Приостановка работы станка
P….… (Укажите время/скорость шпинделя без десятичной точки)
G28 G90 X10.0 Y3.0 ;
G28 Возврат в референтную точку
G90 Абсолютное позиционирование
X10.0 Положение по оси X
Y3.0 Положение по оси Y
Эта последовательность команд может использоваться для перемещения инструмента из точки A в
АБСОЛЮТНУЮ координату, а затем инструмент в нулевую точку отсчета.
G28 G91 Х-4.0 Y-3.0 ;
G28 Возврат к референтной точке
G91 Инкрементальное позиционирование
X-4.0 Местоположение оси X
Y-3.0 Местоположение оси Y
Эта последовательность команд может использоваться для выполнения инкрементного перемещения из точки A
, а затем перемещения инструмента в референтную точку ноль
G28 G91 X0.0 Y0.0 ;
Эта линия вернет инструмент обратно в референтную позицию прямо из текущего местоположения
.
Г41 Д…. ИКС …… ;
G41 Коррекция резца влево
D….. Назначает смещение радиуса номер
Х…. перемещение по оси X
G42 D….… X …… ;
Корректировка резца G42 справа
D….. Назначает номер смещения радиуса
X…. перемещение по оси X
G40 X….. ;
G40 Cancel Cutter Comp
X….. Отменяет Comp на пути сюда
G43 H…. З …… ;
G43 Добавить сумму коррекции
H….. Номер коррекции
Z…. перемещение оси Z
G44 H… Z …… ;
G44 Вычесть величину смещения
H….. Номер смещения
Z…. Перемещение по оси Z
G49Х….. З…… ;
G49 Отмена смещения
h23 Назначает номер смещения 13
Z0.0 Перемещение оси Z к нулю
G65 P……. Л…….. ;
G65 Вызов макроса (модальный)
P….. Номер макропрограммы
L….. Количество повторений
G66 P……. ;
G66 Вызов макроса (немодальный)
P….. Номер макропрограммы
G73 X……. Ю…….. З…….. Р……. В……..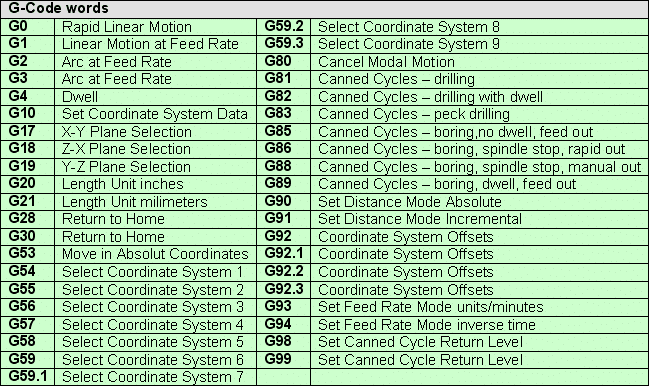 Ф…….. К……. ;
Ф…….. К……. ;
G73 Цикл высокоскоростного сверления
X….. Адрес оси X
Y….. Адрес оси Y
Z….. Адрес Z расположение дна отверстия
R ….. Плоскость отвода
Q….. Расстояние для каждого шага отвода
F….. Скорость подачи
K….. Количество повторений
G74 X……. Ю…….. З…….. Р……. П…….. Ф…….. К……. ;
G74 Цикл левостороннего нарезания резьбы
X….. Адрес оси X
Y….. Адрес оси Y
Z….. Адрес Z положение дна отверстия
R …. Плоскость отвода
F….. Скорость подачи
K….. Количество повторов
G76 X……. Ю…….. З…….. Р……. В…….. П…….. Ф…….. К……. ;
G76 Цикл чистового растачивания
X….. Адрес оси X
Y….. Адрес оси Y
Z….. Адрес Z расположение дна отверстия
R ….. Плоскость отвода
Q….. Расстояние для каждого шага
P….. Время пребывания на дне отверстия
F ….. Скорость подачи
K….. Количество повторов
G81 X……. Ю…….. З…….. Р……. Ф…….. К……. ;
G81 Цикл точечного сверления
X…. . Адрес оси X
. Адрес оси X
Y….. Адрес оси Y
Z….. Адрес Z положение дна отверстия
R ….. Плоскость отвода
F….. Скорость подачи
K…. , Количество повторов
G82 Х……. Ю…….. З…….. Р……. П…….. Ф…….. К……. ;
G82 Цикл сверления Цикл встречного растачивания
X….. Адрес оси X
Y….. Адрес оси Y
Z….. Адрес Z положение дна отверстия
R ….. Плоскость отвода
P….. Время ожидания в дно отверстия
F….. Скорость подачи
K….. Количество повторов
G83 X……. Ю…….. З…….. Р……. В…….. Ф…….. К……. ;
G83 Цикл сверления с периодическим сверлением
X….. Адрес оси X
Y….. Адрес оси Y
Z….. Адрес Z расположение дна отверстия
R ….. Плоскость отвода
Q….. Расстояние для каждого шага шага
F….. Скорость подачи
K….. Количество повторов
Верните свою машину в рабочее состояние.
TIE предлагает доставку в тот же день более 100 000 запасных частей FANUC, имеющихся на складе. На все детали и ремонт мы даем гарантию 1 год.
Магазин запчастей
Было ли это полезно?
21 / 15
Список G-кодов Fanuc — ЧПУ Helman
Станки с ЧПУ работают, следуя командам или инструкциям (G-коды / M-коды), которые приведены в программе обработки деталей. Вот G-коды для управления ЧПУ Fanuc, которые необходимы станочникам с ЧПУ, чтобы научиться понимать программирование ЧПУ.
Содержание
- Список Fanuc G-Code (токар)
- Список Fanuc G-Code (Mill)
Список G-кода Fanuc (точка)
| G код | . | Rapid traverse |
|---|---|---|
| G01 | Linear interpolation | |
| G02 | Circular interpolation CW | |
| G03 | Circular interpolation CCW | |
| G04 | Dwell | |
| G09 | Exact stop | |
| G10 | Programmable data input | |
| G20 | Input in inch | |
| G21 | Input in mm | |
| G22 | Функция проверки сохраненного хода включена | |
| G23 | Функция проверки сохраненного хода отключена | |
| G27 | Проверка возврата в референтную позицию | |
| G28 | Return to reference position | |
| G32 | Thread cutting | |
| G40 | Tool nose radius compensation cancel | |
| G41 | Tool nose radius compensation left | |
| G42 | Коррекция радиуса вершины инструмента справа | |
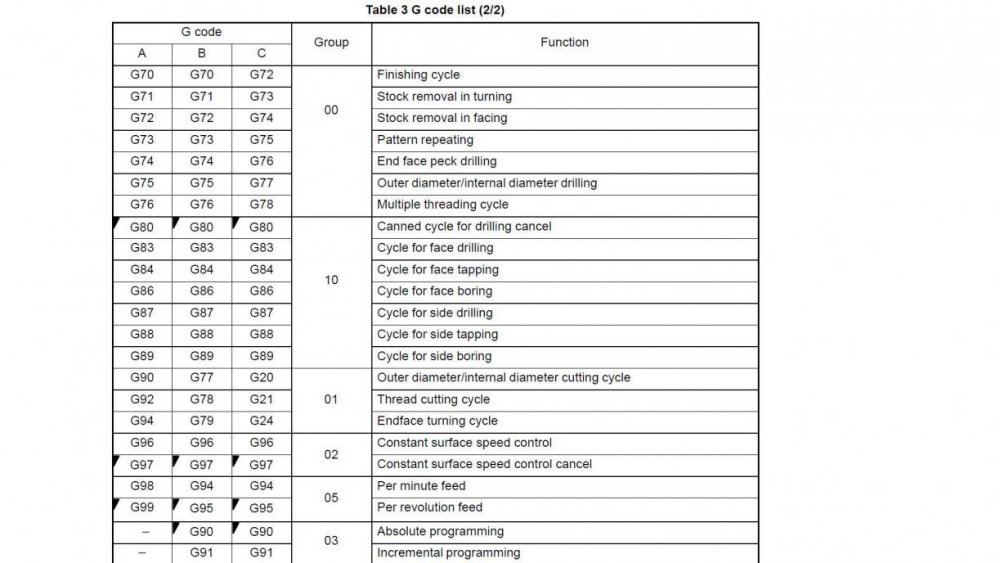
| G70 | Цикл чистовой обработки | |
| G71 | Цикл токарной обработки | |
| G72 | Facing cycle | |
| G73 | Pattern repeating cycle | |
| G74 | Peck drilling cycle | |
| G75 | Grooving cycle | |
| G76 | Threading cycle | |
| G92 | Настройка системы координат или макс. <- Предыдущий пост: Профиль b: Картонная коробка профиль B | Блог фабрики коробок «Ронбел» Следующий пост: Калибровка 3d принтера: как откалибровать и настроить оси, температуру стола, тестовый кораблик -> <- Предыдущий пост: Профиль b: Картонная коробка профиль B | Блог фабрики коробок «Ронбел» Следующий пост: Калибровка 3d принтера: как откалибровать и настроить оси, температуру стола, тестовый кораблик -> |
Всего комментариев: 0