Fdm 3d принтеров: Технология 3D‑печати FDM
Содержание
Технология 3D‑печати FDM
FDM (Fused Deposition Modeling) — самая распространенная технология 3D‑печати в мире. С ее помощью выращивают изделия как дешевые домашние принтеры, так и промышленные системы высокоточной 3D‑печати. Принцип построения по технологии FDM заключается в послойном выращивании изделия из предварительно расплавленной пластиковой нити.
- Принцип работы
- Примеры печати
- Точность построения
- Выбор 3D‑принтера
- Принцип работы
- Примеры печати
- Точность построения
- Выбор 3D‑принтера
Что лучше печатать: крупные изделия, которые должны обладать надежными механическими свойствами (прочность, износостойкость, гибкость).
Преимущества: прочные износостойкие изделия, низкая стоимость материалов, широкие возможности пост-обработки.
Альтернатива: технологии MJM и PolyJet, которые с помощью специальных материалов (имитация ABS) обеспечивают более высокую точность построения и качество поверхностей готовых изделий (при более высокой себестоимости печати).
Что лучше печатать: крупные изделия, которые должны обладать надежными механическими свойствами (прочность, износостойкость, гибкость).
Преимущества: прочные износостойкие изделия, низкая стоимость материалов, широкие возможности пост-обработки.
Альтернатива: технологии MJM и PolyJet, которые с помощью специальных материалов (имитация ABS) обеспечивают более высокую точность построения и качество поверхностей готовых изделий (при более высокой себестоимости печати).
Как работает
3D‑модель в формате STL передается в программное обеспечение 3D‑принтера. Программа автоматически (или оператор вручную) располагает модель в виртуальном пространстве рабочей камеры. Затем программа автоматически генерирует элементы вспомогательных конструкций (из специального материала поддержки) и проводит расчет количества расходных материалов, а↓также времени выращивания прототипа. Перед запуском процесса печати модель автоматически разделяется на горизонтальные слои и производится расчет путей перемещения печатающей головки.
Затем запускается процесс непосредственной 3D‑печати: нагревающая головка с фильерами (экструдер) расплавляет тонкую пластиковую нить (леску) и послойно укладывает ее согласно данным математической 3D‑модели.
После завершения процесса построения изделия вспомогательные конструкции удаляются (вручную или растворяются в специальном растворе). Готовое изделие может быть использовано в напечатанном виде или подвергнуто любому способу пост-обработки.
Как работает
3D‑модель в формате STL передается в программное обеспечение 3D‑принтера. Программа автоматически (или оператор вручную) располагает модель в виртуальном пространстве рабочей камеры. Затем программа автоматически генерирует элементы вспомогательных конструкций (из специального материала поддержки) и проводит расчет количества расходных материалов, а↓также времени выращивания прототипа. Перед запуском процесса печати модель автоматически разделяется на горизонтальные слои и производится расчет путей перемещения печатающей головки.
Затем запускается процесс непосредственной 3D‑печати: нагревающая головка с фильерами (экструдер) расплавляет тонкую пластиковую нить (леску) и послойно укладывает ее согласно данным математической 3D‑модели.
После завершения процесса построения изделия вспомогательные конструкции удаляются (вручную или растворяются в специальном растворе). Готовое изделие может быть использовано в напечатанном виде или подвергнуто любому способу пост-обработки.
Примеры изделий, созданных по технологии FDM
Прототип воздухозаборника, ABS
Часть кожуха двигателя
Мастер-модель динамика, PLA
Прототип для тестов, ULTEM 9085
Прототип воздухозаборника, ABS
Часть кожуха двигателя
Мастер-модель динамика, PLA
Прототип для тестов, ULTEM 9085
Точность построения
Точность построения моделей по технологии FDM во многом зависит от толщины печатного слоя. Эта величина может составлять от 0,127 до 1 мм. Поверхность готовых объектов обычно слегка ребристая (ступенчатая — в пределах 0,1-1 мм). Ребристость обусловлена тем, что расплавленная нить имеет округлую форму. Придать дополнительную гладкость поверхности можно с помощью пост-обработки.
Ребристость обусловлена тем, что расплавленная нить имеет округлую форму. Придать дополнительную гладкость поверхности можно с помощью пост-обработки.
Точность построения
Точность построения моделей по технологии FDM во многом зависит от толщины печатного слоя. Эта величина может составлять от 0,127 до 1 мм. Поверхность готовых объектов обычно слегка ребристая (ступенчатая — в пределах 0,1-1 мм). Ребристость обусловлена тем, что расплавленная нить имеет округлую форму. Придать дополнительную гладкость поверхности можно с помощью пост-обработки.
3D‑принтеры, работающие по технологии FDM
Stratasys F370
Total-Z AnyForm 650 PRO
Stratasys F370
Total-Z AnyForm 650 PRO
3D-принтер FDM
- 1 Описание
- 2 Общий процесс
- 3 Конструктивные элементы
- 3.1 Корпус
- 3.2 Экструдер
- 3.3 Рабочая платформа
- 4 Подготовка цифровой модели
- 5 Печать
- 6 Применение
Описание
Технология печати методом послойного наплавления (FDM) получила широкое распространение среди индивидуальных пользователей и небольших компаний благодаря широким возможностям, относительной простоте и хорошей ценовой доступности. Популярность этого метода заслуживает более подробного описания процесса и используемых принтеров. В этом разделе мы рассмотрим нюансы конструкции принтеров и применение технологии на практике.
Популярность этого метода заслуживает более подробного описания процесса и используемых принтеров. В этом разделе мы рассмотрим нюансы конструкции принтеров и применение технологии на практике.
Общий процесс
Как и все методы 3D-печати, FDM относится к технологиям аддитивного производства. Термин «аддитивный» является англицизмом от слова «additive», означающим «добавка» или «за счет добавления». Термин предназначен для обособления технологий производства сложных трехмерных изделий, отличающихся от привычных «субтрактивных» («subtractive» — «за счет отделения») методов – фрезеровки, сверления, шлифовки и пр.
FDM можно считать одним из наиболее технологически простых методов 3D-печати. В основе процесса лежит последовательное наслоение тонкой нити расплавленного пластика вплоть до создания цельного трехмерного объекта. В качестве расходного материала используется пластиковая нить, намотанная на катушку. Изредка используются отдельные прутки пластика. Стандартный диаметр нити составляет 1,75мм или 3мм.
Стандартный диаметр нити составляет 1,75мм или 3мм.
Процесс печати состоит из ряда этапов:
- Создания или импорта цифровой трехмерной модели
- Обработки цифровой модели для печати с добавлением поддерживающих структур
- Расположения и ориентировки цифровой модели на рабочем столе
- Слайсинга – нарезки цифровой модели на отдельные слои с преобразованием данных в инструкции для работы принтера, называемые G-кодом
- Непосредственно печати
- При необходимости, физической или химической обработки готовой модели
Конструктивные элементы
Корпус
3D-принтер Ultimaker с открытым деревянным корпусом
В конструкции FDM 3D-принтера важны многие элементы, не всегда очевидные неискушенному человеку. Так, имеет значение материал корпуса в том случае, если он несет нагрузку. Многие FDM принтеры выпускаются с деревянными корпусами – такое решение кажется дешевым и неказистым, но на самом деле помогает поглощать вибрации при печати, что положительно сказывается на качестве изготовляемых моделей. С другой стороны, стальная или алюминиевая рама обеспечивает долговечность и ударостойкость устройства.
С другой стороны, стальная или алюминиевая рама обеспечивает долговечность и ударостойкость устройства.
Имеет значение и открытая или закрытая конструкция принтера. Хорошо вентилируемая рабочая камера полезна при печати полилактидом (он же PLA-пластик), так как этот материал долго стеклуется. Если напечатанные слои не будут успевать застывать и схватываться, возможно их растекание, либо деформация нижележащих слоев под давлением верхних.
С другой стороны, многие популярные материалы (например, ABS-пластик и нейлон) имеют высокую степень усадки. Под «усадкой» подразумевается сокращения объема материала при остывании. В случае с тем же ABS-пластиком чрезмерно быстрое и неравномерное охлаждение нанесенных слоев может привести к их закручиванию, либо деформации и растрескиванию модели в целом.
3D-принтер PICASO Designer с закрытым пластиковым корпусом
В этом случае корпус с закрытой облицовкой приходится кстати, позволяя добиваться медленного, равномерного охлаждения материала.
Наконец, форма FDM принтера может быть связана и с используемой системой координат.
Так, наиболее популярным вариантом является Декартова или, что точнее в большинстве случаев, прямоугольная система координат.
В последнее время набирает популярность дельтаобразная системы координат – такие устройства именуются «дельта-роботами» и предлагают определенную выгоду в плане точности печати и легкости расширения вертикального размера области построения.
Несущие элементы конструкции и направляющие обычно выполняются из алюминия или стали. Привод экструдера и платформы осуществляется с помощью ремней или винтов.
Экструдер принтера 3DPrintBox в частично разобранном состоянии. Хорошо видна розовая пластиковая нить и протягивающий механизм – две шестерни с проточками в зубьях
Экструдер
Следующим важным элементом является экструдер, то есть печатающая головка принтера. Эти устройства могут варьироваться конструктивно, но в целом содержат одинаковые основные компоненты:
- Протягивающий механизм для подачи нити в сопло
- Сопло, служащее для плавки нити и экструзии расплавленного материала
- Нагревательный элемент для подогрева сопла
- Вентилятор
Как правило, протягивающий механизм состоит из шестерней или винтов, приводимых в действие электромотором.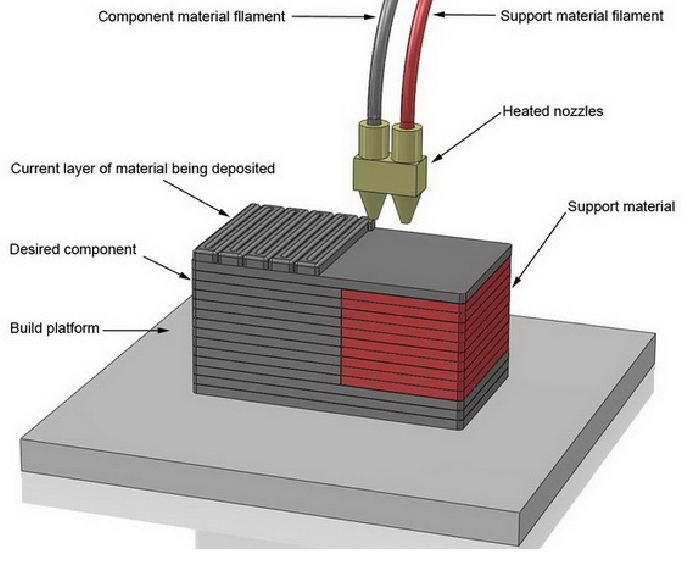
Как очевидно, электромотор приводит в движение шестерни, осуществляя подачу пластиковой нити в сопло. В сопле происходит плавка нити с последующей экструзией вязкого материала.
Исключительно важным моментом является резкий градиент температур между нижней и верхней частью сопла – именно для этой цели и устанавливается вентилятор.
При переходе порога температуры стеклования пластик становится мягким, но еще не вязким, расширяясь в объеме.
Экструдер принтера 3DPrintBox в собранном состоянии. Виден электромотор протягивающего механизма (сверху), двойной вентилятор (в середине) и сопло с присоединенным электронагревательным элементом (внизу)
В этом состоянии возрастает трение материала с внутренними стенками сопла.
Если длина (и, как следствие, площадь) этого участка слишком велика, то суммарный коэффициент трения может стать непосильным для протягивающего механизма.
Таким образом, длина участка сопла с нерасплавленной нитью и длина участка с расплавленным материалом не имеют особого значения, а вот длина участка с пластиком при температуре стеклования должна быть как можно короче.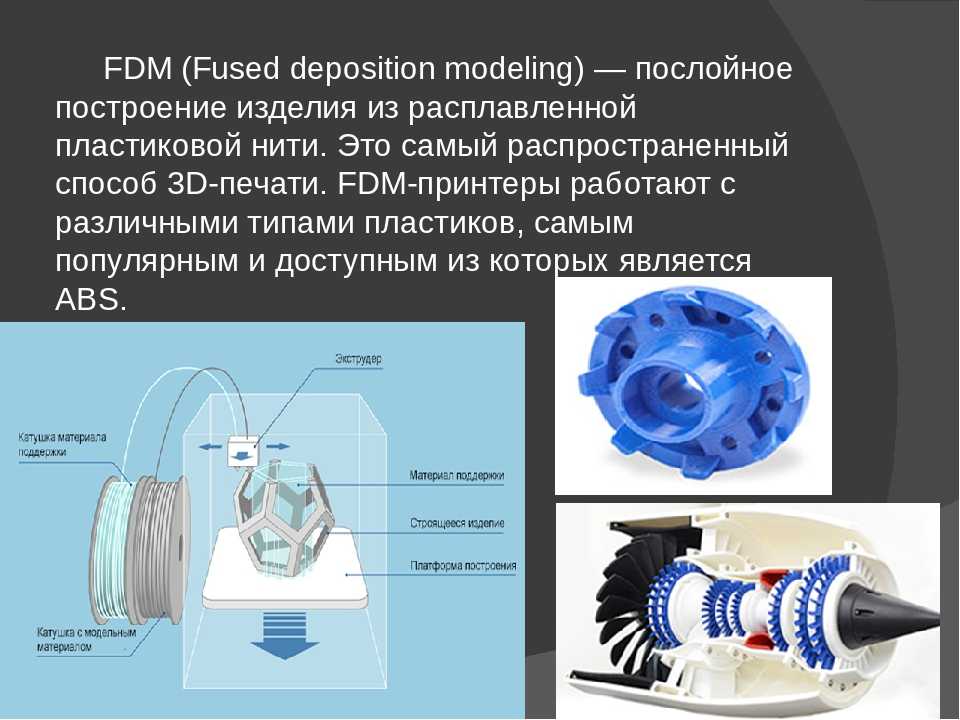
Самым эффективным решением этой проблемы является применение радиаторов и вентиляторов, охлаждающих нить и верхнюю часть сопла.
Справедливости ради отметим, что время пребывания пластика в расплавленном состоянии тоже следует минимизировать, ибо многие термопластики теряют пластичность после длительного пребывания при высоких температурах, а образующиеся твердые частицы могут забить сопло.
Диаграмма перехода пластиковой нити из твердого состояния в вязкое. Длина среднего участка должна быть как можно короче для предотвращения проблем с проталкиванием материала
Как правило, такого рода проблемы не возникают при нормальной, стабильной экструзии, ибо длина сопла слишком мала.
Забивание сопла может произойти при наличии внутренних неровностей, либо при погрешностях в изготовлении нити: возникающие застои приводят к постепенному образованию крупинок, которые затем увлекаются потоком расплавленного пластика и забивают выходное отверстие.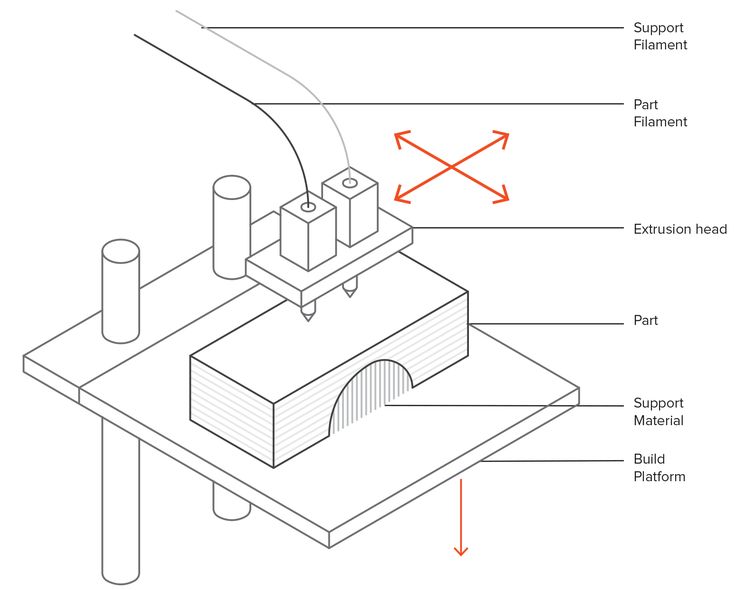
Наиболее популярные материалы для изготовления сопел – алюминий и латунь.
Диаметр отверстия может варьироваться, но средняя величина составляет 0,3мм.
Отверстия меньшего диаметра позволяют добиваться более высокого разрешения, в то время как увеличение диаметра повышает скорость построения и снижает риск забивания сопла.
Рабочая платформа
Платформа 3D принтера 3D Systems Cube передвигается по осям X и Z, а экструдер – по оси Y
Рабочая платформа служит в качестве поверхности для построения моделей.
В зависимости от используемой системы координат, платформа может быть подвижной или статической.
Как правило, в принтерах, использующих Декартову систему координат, движение платформы в вертикальной плоскости отвечает за вертикальное позиционирование экструдера относительно самой платформы.
Некоторые модели добавляют и движение платформы по одной из осей в горизонтальной плоскости, что позволяет несколько уменьшить габариты устройства при условии наличия открытого корпуса.
Примером таких принтеров служит популярный 3D Systems Cube.
Рабочая платформа дельта-роботов остается на месте. Позиционирование экструдера в трех плоскостях осуществляется исключительно за счет движения трех манипуляторов
Принтеры дельтаобразной конфигурации («дельта-роботы») используют статические платформы.
Позиционирование печатной головки во всех трех измерениях осуществляется исключительно за счет передвижения самого экструдера.
Как правило, экструдер подвешивается на трех манипуляторах, чье скоординированное движение по вертикальным направляющим и перемещает головку.
Ассиметричное движение регулирует позиционирование экструдера по горизонтали за счет изменения угла наклона манипуляторов, а симметричное – по вертикали.
Альтернативно, возможно использование подвижной платформы и стационарного экструдера, но такие дизайны пока не получили широкого применения.
Экспериментальный принтер Quantum Delta использует «перевернутый» дизайн с подвижной платформой и стационарным экструдером
Отличительной особенностью всех дельта-принтеров является цилиндрическая форма области построения.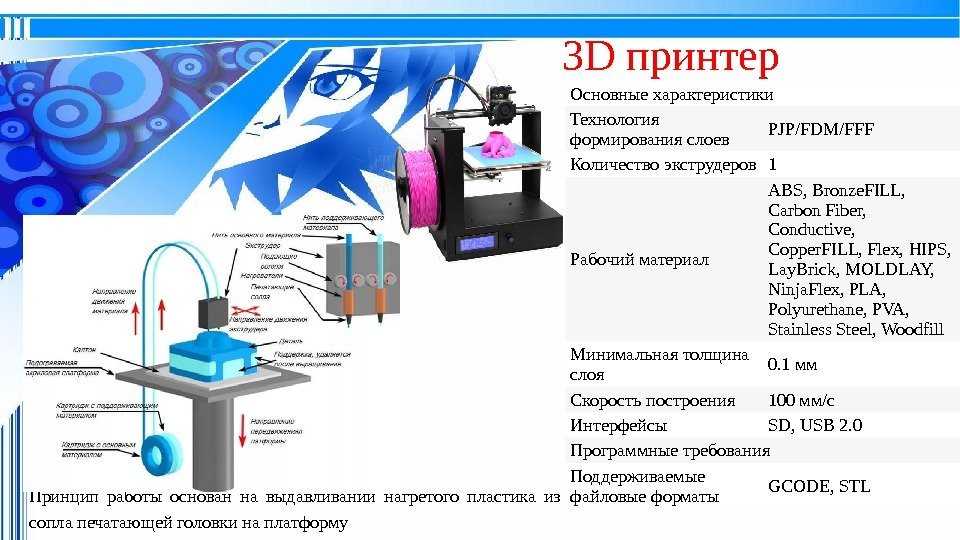 Одним из достоинств подобных дизайнов является легкость наращивания рабочей зоны. Так, для увеличения высоты построения требуется лишь установить направляющие и кабели увеличенной длины.
Одним из достоинств подобных дизайнов является легкость наращивания рабочей зоны. Так, для увеличения высоты построения требуется лишь установить направляющие и кабели увеличенной длины.
Тем не менее, даже статические платформы нельзя назвать полностью неподвижными. Перед началом печати требуется калибровка платформы, то есть устранение возможного наклона. Механизмы калибровки могут быть как ручными, так и автоматическими, в зависимости от модели принтера.
В случае ручной калибровки от пользователя потребуется последовательное позиционирование сопла в различных точках платформы.
Для измерения дистанции используются специальные шаблоны, а в случаях наиболее простых или самодельных конструкций – просто листы офисной бумаги, чья толщина примерно соответствует 100 микронам.
Более продвинутые устройства вроде MakerBot Replicator используют специальные сенсоры для точного измерения дистанции. Регулировка наклона производится за счет вращения подпружиненных винтов, на которые опирается платформа.
Калибровка платформы зачастую осуществляется с помощью регулировочных винтов, хотя большинство принтеров помогают в этой задаче, последовательно перемещая экструдер в разные точки платформы
Важность калибровки невозможно переоценить, ибо от нее зависит успех нанесения первого слоя пластика и успех печати в целом.
Если высота сопла будет слишком мала, то экструзия просто не произойдет.
Если слишком велика, то пластик не схватится с поверхностью, и принтер будет печатать «по воздуху», создавая хитросплетения пластиковой нити, не имеющие ничего общего с заданной моделью.
Результатом же наклона платформы может стать сочетание этих двух эффектов. Как бы ни была совершенна конструкция принтера, пользователям рекомендуется прослеживать хотя бы построение первых нескольких слоев модели.
Перфорированный рабочий столик принтера Up! Plus 2 обеспечивает хорошее сцепление пластика с поверхностью, но требует тщательного ухода, так как отверстия легко забиваются
В зависимости от конструкции, рабочая платформа может быть оснащена съемным столиком.
Такое решение зачастую применяется в принтерах с закрытыми корпусами, затрудняющими снятие моделей с платформы или чистку поверхности.
В случае применения перфорированных столиков такое решение просто необходимо, так как чистка поверхности производится вымачиванием в растворителях.
Минусом съемных столиков является возможность возникновения люфта при достаточной слабости креплений или зажимов.
Подогреваемая алюминиевая платформа со съемным стеклянным рабочим столиком принтера PICASO Designer
При печати определенными видами материалов, такими как ABS-пластик или нейлон, платформа оснащается нагревательным элементом. Целью нагрева является замедление остывания нижних слоев ради предотвращения их закрутки, вызываемой усадкой термопластика. Подробнее об этом явлении и методах борьбы можно прочитать в разделе «Как избежать деформации моделей при 3D-печати».
Материалы, применяемые для изготовления рабочих столиков весьма разнообразны.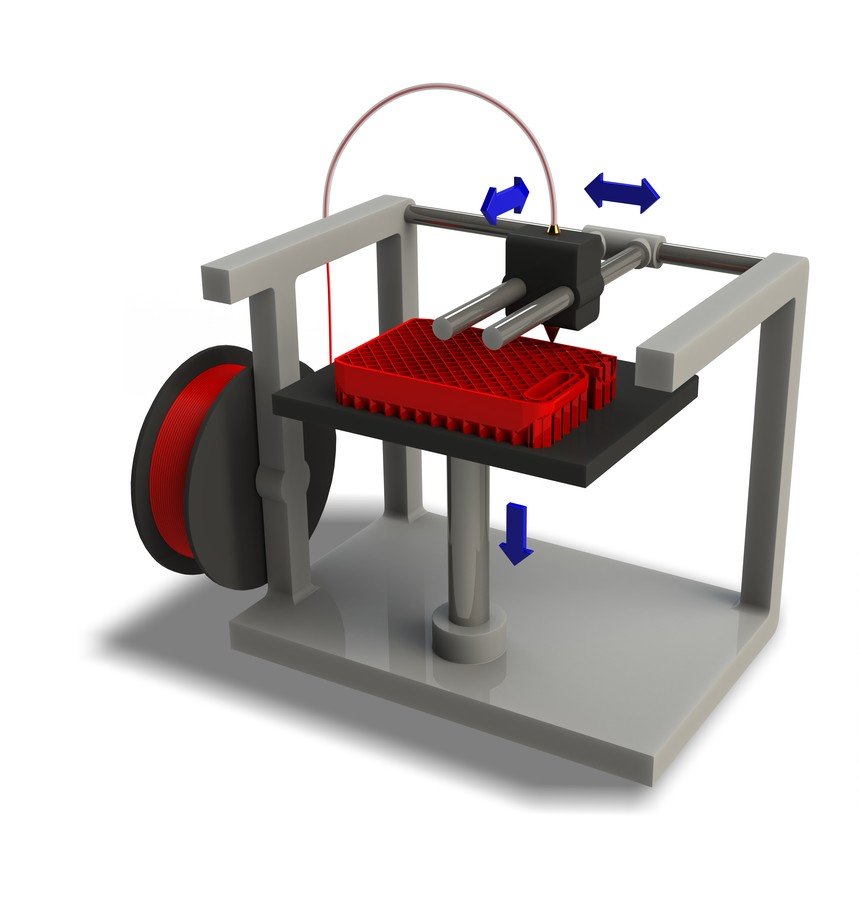 Среди них можно упомянуть алюминий, сталь, акрил – наличие подогрева, само собой, сужает выбор материалов. Популярным выбором в последнее время стало стекло, что обуславливается высокой стойкостью к деформациям и легкости достижения идеально ровной поверхности при производстве. Некоторые производители даже используют вулканическое стекло из-за низкой теплопроводности, позволяющей замедлять охлаждение начальных слоев модели.
Среди них можно упомянуть алюминий, сталь, акрил – наличие подогрева, само собой, сужает выбор материалов. Популярным выбором в последнее время стало стекло, что обуславливается высокой стойкостью к деформациям и легкости достижения идеально ровной поверхности при производстве. Некоторые производители даже используют вулканическое стекло из-за низкой теплопроводности, позволяющей замедлять охлаждение начальных слоев модели.
Подготовка цифровой модели
Популярный слайсер с открытым исходным кодом ReplicatorG
Само создание цифровых трехмерных моделей не входит в процесс 3D-печати. Для создания моделей используются обычные системы автоматизированного проектирования («САПР» или «CAD» в англоязычной терминологии), включая такие 3D-редакторы, как SolidWorks, AutoCad и LightWave среди многих.
Процесс подготовки модели к печати начинается с импорта трехмерной модели в формате .STL в специальную программу, называемую «слайсер». Такие программы выполняют функции графических редакторов, позволяя добавлять опорные элементы, необходимые для поддержки навесных элементов моделей. Многие слайсеры позволяют добавлять опорные структуры автоматически, не требуя усилий со стороны пользователя. Кроме того, слайсеры позволяют размещать модели на рабочем столе и менять их пространственную ориентацию.
Такие программы выполняют функции графических редакторов, позволяя добавлять опорные элементы, необходимые для поддержки навесных элементов моделей. Многие слайсеры позволяют добавлять опорные структуры автоматически, не требуя усилий со стороны пользователя. Кроме того, слайсеры позволяют размещать модели на рабочем столе и менять их пространственную ориентацию.
Продвинутые программы позволяют изменять и тонкие настройки печати – толщину наносимого слоя, температуру сопла, учитывать используемый расходный материал.
Возможности слайсеров тесно связаны и с возможностями самих принтеров. Некоторые модели имеют «закрытый код», требующий использования фирменных слайсеров. Среди наиболее популярных слайсеров с открытым исходным кодом такие программы, как Repetier-Host, ReplicatorG и Skeinforge.
Построение опорных структур модели в слайсере Repetier-Host
После того, как цифровая модель размещена на виртуальном рабочем столе, созданы необходимые опоры и выполнены настройки, производится непосредственно слайсинг – нарезание трехмерной модели на виртуальные слои с толщиной, соответствующей толщине слоев наносимого пластика. Каждое такое сечение будет служить в качестве шаблона для построения конкретного слоя физической модели. Конечный результат предоставляется в виде G-кода – набора команд для 3D-принтера, определяющих движение экструдера и платформы в процессе печати. G-код может быть передан непосредственно с компьютера с помощью прямого соединения, либо записан на карту памяти или USB-накопитель для автономной печати при условии, что принтер оснащен необходимым интерфейсом и контрольным модулем.
Каждое такое сечение будет служить в качестве шаблона для построения конкретного слоя физической модели. Конечный результат предоставляется в виде G-кода – набора команд для 3D-принтера, определяющих движение экструдера и платформы в процессе печати. G-код может быть передан непосредственно с компьютера с помощью прямого соединения, либо записан на карту памяти или USB-накопитель для автономной печати при условии, что принтер оснащен необходимым интерфейсом и контрольным модулем.
Печать
Некоторые энтузиасты 3D-печати создают собственные скребки для снятия готовых моделей с рабочего столика
Печать может занимать достаточно продолжительное время, зачастую исчисляемое часами. Продолжительность зависит от скорости печати и размера изготовляемых моделей. Скорость печати, в свою очередь, зависит от сложности модели, совершенства алгоритмов позиционирования, толщины слоя и диаметра сопла. Прерывание процесса печати может привести к потере модели. Хотя некоторые принтеры и позволяют временно останавливать процесс для замены расходного материала, продолжительная пауза приведет к остыванию верхних слоев. При возобновлении печати последующие слои могут «не схватиться» с уже напечатанными.
Хотя некоторые принтеры и позволяют временно останавливать процесс для замены расходного материала, продолжительная пауза приведет к остыванию верхних слоев. При возобновлении печати последующие слои могут «не схватиться» с уже напечатанными.
Для снятия готовых моделей со столика применяются тонкие скребки. В то же время рекомендуется дождаться хотя бы частичного остывания модели во избежание повреждения еще мягких слоев или ожогов при прикосновении к еще горячему пластику. Кроме того, при наличии достаточного терпения можно дождаться полного охлаждения и усадки, которая в большинстве случаев автоматически проводит к отделению модели от столика.
Демонстрация опорных структур в составе готовой модели
В зависимости от рабочего пластика, может быть возможна механическая или химическая обработка. Так, модели из ABS-пластика поддаются обработке парами ацетона, что приводит к сглаживанию шероховатостей и печатных артефактов, но может привести и к потере наиболее деликатных черт модели. В основном, обработка сводится к удалению поддерживающих структур навесных элементов модели. При печати на принтерах с одним экструдером опоры выполняются из того же материала, что и сама модель, несколько усложняя процесс. При использовании принтеров с двумя или более печатными головками, возможно построение опор с использованием водорастворимого поливинилового спирта (PVA-пластика). Подробнее о пластиках, используемых в FDM 3D-печати можно узнать в разделе «Расходные материалы для моделирования методом послойного наплавления».
В основном, обработка сводится к удалению поддерживающих структур навесных элементов модели. При печати на принтерах с одним экструдером опоры выполняются из того же материала, что и сама модель, несколько усложняя процесс. При использовании принтеров с двумя или более печатными головками, возможно построение опор с использованием водорастворимого поливинилового спирта (PVA-пластика). Подробнее о пластиках, используемых в FDM 3D-печати можно узнать в разделе «Расходные материалы для моделирования методом послойного наплавления».
Применение
3D-печатные прототипы контроллера для игровой приставки Xbox One
Относительная дешевизна FDM принтеров и расходных материалов обуславливает широкую популярность этой технологии. В первую очередь, такие устройства используются для быстрого прототипирования. Различные пластики позволяют создавать функциональные модели всевозможных изделий. Так, популярный в FDM печати ABS-пластик получает широчайшее применение в массовом производстве всевозможных бытовых изделий, автомобильных деталей, инструментов, игрушек, сувениров и пр. Достаточно высокая точность 3D-печати позволяет получать функциональные прототипы, практически не отличающиеся по качеству изготовления от традиционных литых изделий.
Достаточно высокая точность 3D-печати позволяет получать функциональные прототипы, практически не отличающиеся по качеству изготовления от традиционных литых изделий.
3D-принтер MakerBot Mini был создан для применения в быту и общеобразовательных учреждениях
Такое применение технологии позволяет добиться существенной экономии при разработке новых дизайнов. Компания Microsoft использовала 3D-печать для создания порядка двухсот прототипов контроллера для приставки Xbox One, а компания Dell разместила заказ на пять тысяч FDM принтеров M200 производства польской компании Zortrax для использования в филиалах по всему миру.
Хотя производительность FDM 3D-печати достаточно низка, относительная дешевизна позволяет применять FDM принтеры для производства небольших партий готовых изделий – сувениров, игрушек и т.п.
Совершенствование технологии и существенное снижение стоимости устройств позволяет FDM принтерам постепенно внедряться в быт. Выгода от домашнего использования 3D-печати очевидна – даже достаточно простые устройства способны производить бытовые приспособления или сломанные пластиковые детали по мере необходимости. Себестоимость домашнего производства уже делает подобное применение выгодным в сравнении с приобретением готовых изделий. Единственным существенным препятствием на пути к широкому распространению 3D-принтеров в быту можно считать нежелание большинства людей вдаваться в подробности трехмерного цифрового дизайна. Этот барьер постепенно нивелируется за счет таких популярных сервисов, как Thingiverse, Shapeways и Cubify, предлагающих различные готовые к печати 3D-дизайны. Многие из доступных цифровых моделей предоставляются бесплатно.
Себестоимость домашнего производства уже делает подобное применение выгодным в сравнении с приобретением готовых изделий. Единственным существенным препятствием на пути к широкому распространению 3D-принтеров в быту можно считать нежелание большинства людей вдаваться в подробности трехмерного цифрового дизайна. Этот барьер постепенно нивелируется за счет таких популярных сервисов, как Thingiverse, Shapeways и Cubify, предлагающих различные готовые к печати 3D-дизайны. Многие из доступных цифровых моделей предоставляются бесплатно.
3D-печатный пистолет Liberator поставил под сомнение способность государственных органов регулировать оборот огнестрельного оружия
Немало шума наделал пистолет Liberator. Дизайн этого оружия включает в себя один единственный металлический элемент – боек, в качестве которого может использоваться обычный гвоздь. Все остальные элементы конструкции могут быть распечатаны. Дизайн пистолета был выложен в открытый доступ.
Наконец, развитие FDM 3D-печати позволяет развивать целую отрасль 3D-дизайна и печати на заказ. 3D-бутики уже становятся привычным явлением во многих странах. Дальнейшее распространение технологии FDM печати может привести к реструктуризации мировой экономики: по мере роста домашнего производства спрос на готовые изделия будет падать параллельно с ростом спроса на расходные материалы. Химическим производителям, торговым сетям и транспортным компаниям придется подстраиваться под новую бизнес- модель, основанную на локальном производстве.
3D-бутики уже становятся привычным явлением во многих странах. Дальнейшее распространение технологии FDM печати может привести к реструктуризации мировой экономики: по мере роста домашнего производства спрос на готовые изделия будет падать параллельно с ростом спроса на расходные материалы. Химическим производителям, торговым сетям и транспортным компаниям придется подстраиваться под новую бизнес- модель, основанную на локальном производстве.
Перейти на главную страницу Энциклопедии 3D-печати
Выбор правильного 3D-принтера: FDM или SLA
ПОКРЫТИЕ ПОВЕРХНОСТИ — ВЫБОР ПРАВИЛЬНОГО 3D ПРИНТЕРА
SLA способен воспроизводить детали на уровне ювелирных изделий / Предоставлено: 3DPrintersShop
FDM: Поверхность, полученная с помощью принтеров FDM, грубая, а линии слоев четко видны из-за минимальной высоты слоя. Толщина линии, если смотреть сверху, обычно составляет около 400 микрон (валик, определяемый диаметром сопла). Толщина линии, если смотреть сбоку, обычно регулируется в пределах 50–400 микрон — это называется разрешением или высотой слоя.
Толщина линии, если смотреть сбоку, обычно регулируется в пределах 50–400 микрон — это называется разрешением или высотой слоя.
SLA: Поскольку в принтерах SLA используется лазер для «рисования» каждой линии детали, полученные линии могут быть намного меньше и точнее, что обеспечивает гладкую поверхность. Приблизительная ширина лазера и вылеченных линий составляет 20 микрон.
ТОЧНОСТЬ — ВЫБОР ПРАВИЛЬНОГО 3D ПРИНТЕРА
FDM: 3D-печать FDM обеспечивает хорошую точность размеров для крупных элементов. Для более мелких элементов точность размеров затруднена и иногда непостоянна. Это также может быть затруднено в зависимости от типа 3D-принтера (сделай сам, настольный, профессиональный или промышленный FDM-принтер). Выбор правильного 3D-принтера становится сложной задачей, поскольку точность также зависит от других факторов, таких как калибровка и настройки слайсера. Материалы также играют роль в точности благодаря своим свойствам усадки. В одном из примеров точного 3D-принтера — MakerBot METHOD — используется уникальная подогреваемая рабочая камера, обеспечивающая высокий уровень точности размеров.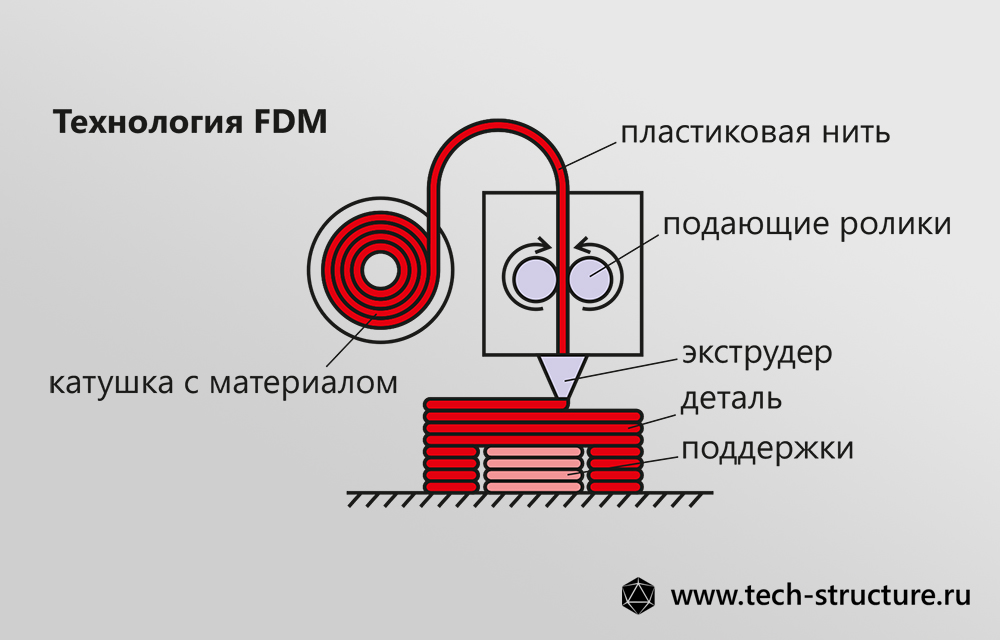
SLA: Поскольку SLA-принтер может достигать очень высокого разрешения, точность размеров не имеет себе равных в большинстве других технологий 3D-печати. Если основной целью является чистота поверхности и точность мелких деталей (например, в ювелирном деле или в стоматологии), SLA — отличный выбор.
СИЛЬНАЯ ЧАСТЬ – ВЫБОР ПРАВИЛЬНОГО 3D ПРИНТЕРА
Кронштейн, напечатанный на 3D-принтере / Предоставлено: 3DHubs
FDM: Принтеры FDM, как правило, имеют преимущество, когда речь идет о производстве прочных, пригодных для использования и долговечных деталей благодаря их способности печатать из известных полимеров и композитов. Печать нейлоновым углеродным волокном, например, позволит сделать легкую и невероятно прочную деталь.
SLA: Как правило, принтеры SLA больше известны тем, что они создают тонкие и детализированные детали, а не прочные детали. Это связано с сочетанием факторов. Во-первых, отвержденные смолы имеют тенденцию быть довольно хрупкими.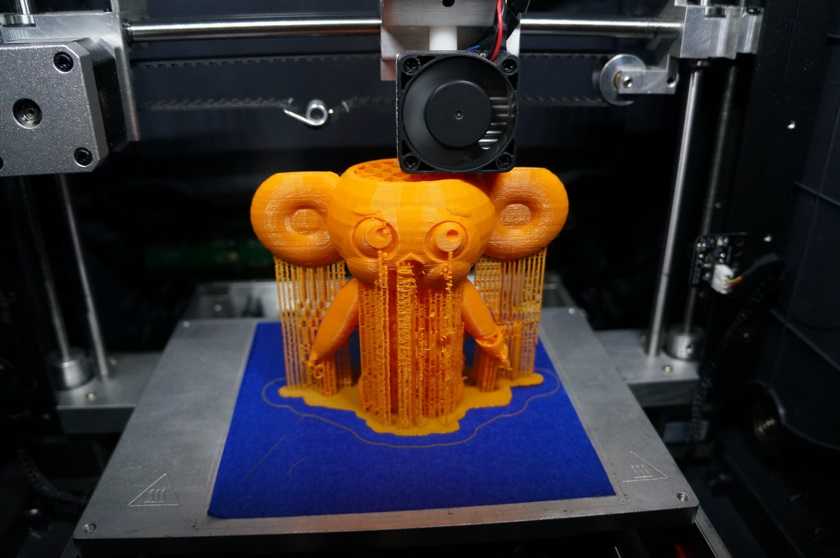 Другая причина заключается в том, что, в отличие от FDM-отпечатков, SLA-отпечатки нельзя печатать сплошными, так как такие детали могут привести к трещинам, деформации и частому сбою печати. Было разработано несколько новых более прочных смол, но они далеки от совершенства и часто не были испытаны в полевых условиях, как многие из известных полимеров и композитов на стороне FDM.
Другая причина заключается в том, что, в отличие от FDM-отпечатков, SLA-отпечатки нельзя печатать сплошными, так как такие детали могут привести к трещинам, деформации и частому сбою печати. Было разработано несколько новых более прочных смол, но они далеки от совершенства и часто не были испытаны в полевых условиях, как многие из известных полимеров и композитов на стороне FDM.
ПРОСТОТА ИСПОЛЬЗОВАНИЯ – ВЫБОР ПРАВИЛЬНОГО 3D ПРИНТЕРА
Принтеры SLA используют токсичную смолу и требуют дополнительных мер предосторожности при обращении.
FDM: Принтеры FDM довольно просты — вставьте пластиковую нить в один конец и выдавите другой конец. Эта простота и относительная чистота сделали принтеры FDM выбором для тех, кто хочет использовать их в открытом офисе или в образовательной среде. Детали выходят сухими и чистыми, и часто бывает просто единственная постобработка удаления опор путем их отламывания. Оставшийся материал легко сохраняется в виде жесткой пластиковой нити для следующего отпечатка.
SLA: Несмотря на то, что детали, напечатанные по SLA, могут выглядеть красиво, процесс требует дополнительной работы. Природа печати деталей в жидкой смоле может быть слишком сложной для некоторых из-за возникающего беспорядка — детали получаются липкими, и смола может попасть в большее рабочее пространство. Кроме того, смола может быть очень токсичной, что требует использования защитных очков, перчаток и других средств защиты.
Постобработка включает несколько этапов: сначала промывка отпечатка для удаления излишков смолы, а затем обрезка опор, для чего требуются кусачки (будьте осторожны, чтобы не удалить элементы, которые на самом деле являются отпечатком!). Наконец, для окончательной обработки детали рекомендуется дальнейший процесс отверждения с использованием УФ-лампы. Оставшийся материал жидкой смолы должен храниться в лотке вдали от света и имеет короткий срок годности после помещения в лоток.
Этот химический процесс означает, что принтеры SLA чаще всего используются в закрытых лабораториях.
СТОИМОСТЬ 3D-ПЕЧАТИ – ВЫБОР ПРАВИЛЬНОГО 3D-ПРИНТЕРА
FDM: FDM — самая доступная технология во всем мире. Это не только недорого с точки зрения самой машины, но и с точки зрения ее работы, поскольку материалы сравнительно дешевле, чем материалы для других технологий. В результате продукты, изготовленные с помощью 3D-печати FDM, как правило, дешевле, чем аналогичные продукты.
SLA: Принтер SLA — дорогостоящее оборудование. Это связано с использованием дорогих деталей, таких как лазерный источник и сканирующие зеркала. Материалы тоже дорогие. Кроме того, почти все модели требуют некоторого количества поддерживающих конструкций, поэтому 3D-печать также становится дорогой.
РАЗМЕР – ВЫБОР ПРАВИЛЬНОГО 3D ПРИНТЕРА
Stratasys Fortus 900mc / Предоставлено: Stratasys
FDM: Принтеры FDM доступны в широком диапазоне объемов печати. От небольших настольных версий до крупноформатных промышленных версий, объемы сборки могут быть изготовлены в соответствии с потребностями пользователя. Самый большой принтер FDM имеет объем примерно 2475 литров.
Самый большой принтер FDM имеет объем примерно 2475 литров.
SLA: принтеры SLA имеют ограничение на объемы сборки. Как правило, они не очень большие. Самый большой принтер SLA имеет объем примерно 618 литров.
КРАТКОЕ СОДЕРЖАНИЕ
Jamco America использует 3D-принтер MakerBot METHOD, чтобы быстрее выводить на рынок сложные детали самолетов.
Принтеры FDM и принтеры SLA доказали свою популярность во многих отраслях, и их использование продолжает расти. В то время как некоторые могут предпочесть одну технологию другой, многие видят преимущества использования обеих технологий одновременно и получения выгоды от сильных сторон каждой технологии. Например, дизайнер в компании может использовать SLA для подробного изучения окончательной детали, а инженер может использовать FDM для изготовления детали из производственного материала, такого как ABS, для тестирования прототипа.
Если вам нужно выбрать одно или другое, спросите себя, нужна ли вам более надежная деталь, напечатанная из более распространенных материалов, или вам нужна хорошо детализированная деталь, которая выглядит красиво. Если вам нужна более прочная и полезная деталь, возможно, подойдет FDM-принтер, но если вам просто нужна красивая детализированная деталь, вам может подойти SLA-принтер. В любом случае, 3D-печать — отличный способ быстро превратить цифровой дизайн в физическую реальность!
Если вам нужна более прочная и полезная деталь, возможно, подойдет FDM-принтер, но если вам просто нужна красивая детализированная деталь, вам может подойти SLA-принтер. В любом случае, 3D-печать — отличный способ быстро превратить цифровой дизайн в физическую реальность!
Хотите узнать, что лучше всего подходит для вас и вашей организации? Поговорите со специалистом по 3D-печати MakerBot уже сегодня!
3D-печать FDM — моделирование наплавлением
3D-печать FDM — моделирование наплавлением
Stratasys расширяет портфолио материалов для аддитивного производства и завершает приобретение подразделения по производству материалов Covestro AM. Читать далее.
США и Канада
Выберите страну и регион
- Америка
- Английский
- испанский (Мексика)
- португальский (Бразилия)
- EMEA
- английский (Великобритания)
- немецкий
- español (Испания, международный алфавит)
- французский
- итальянский
- Азиатско-Тихоокеанский регион
- 中文(简体)
- 日本語 (日本)
- 한국어 (대한민국)
- Английский (Индия)
США и Канада
Stratasys FDM Technology
Являясь лидером в области 3D-печати, компания Stratasys разработала широкий спектр инновационных решений, которые позволяют производителям, инженерам, дизайнерам, изобретателям, преподавателям и мечтателям создавать вещи более эффективно и продуктивно.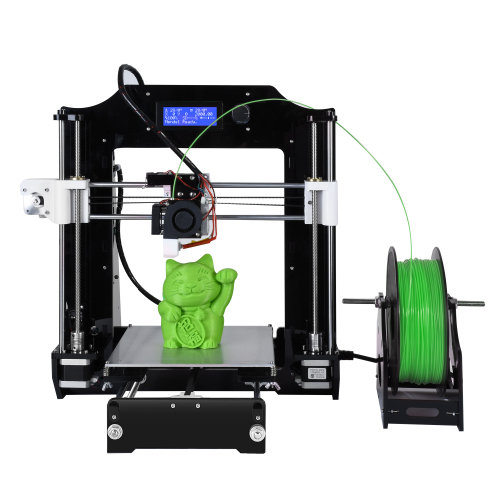
FDM (моделирование плавленым напылением) было первоначально изобретено и запатентовано основателем Stratasys Скоттом Крампом в 1989 году. Перенесемся в настоящее время: FDM в настоящее время является наиболее часто используемым процессом 3D-печати, также известным как FFF (изготовление плавленых нитей).
Что такое технология FDM?
Технология FDM представляет собой процесс создания физических объектов путем наращивания последовательных слоев материала. Термопластичная нить проталкивается через экструдер и укладывается там, где это необходимо, в каждом слое, чтобы завершить желаемый объект.
По своей сути это метод или процесс аддитивного производства (AM), противоположный традиционному производству, который является субтрактивным, включая вырезание блока материала для производства объекта.
3D-печать с использованием технологии FDM является чистой, простой в использовании и удобной для офиса. Благодаря материалам производственного класса, которые механически и экологически стабильны. Они включают многие из тех же проверенных термопластов, которые используются в традиционных производственных процессах, таких как литье под давлением.
Они включают многие из тех же проверенных термопластов, которые используются в традиционных производственных процессах, таких как литье под давлением.
Благодаря технологии Stratasys FDM становится возможным изготовление деталей сложной геометрии и деталей с внутренними полостями. Для приложений, требующих точных допусков, долговечности и стабильности в различных средах, термопласты FDM обеспечивают требуемые свойства.
Преимущества и преимущества FDM?
Существует множество преимуществ и преимуществ, связанных с технологией 3D-печати FDM. Чтобы помочь производителям, заинтересованным в использовании технологии FDM, ознакомьтесь с различными ресурсами здесь. Вы также найдете подтверждение от ведущих мировых брендов , которые сделали шаг вперед в разработке своих продуктов и бизнес-операций с помощью этой технологии.
Преимущества и преимущества FDM
Преимущества FDM
- Технология чистая, простая в использовании и удобна для офиса.

- Сократите производственные расходы с помощью технологии Stratasys FDM.
- Производство с использованием технологии FDM сокращает время выполнения заказов (быстрее выходит на рынок).
- Поддерживаемые промышленные термопласты механически и экологически стабильны.
- Сложная геометрия и полости, которые в противном случае были бы проблематичными, становятся практичными с технологией FDM.
Преимущества FDM
- Точность
Надежная повторяемость и надежность с точностью инженерного уровня. - Прочность
Несколько вариантов высокой производительности для применений, требующих сопротивления элементов. - Большой объем сборки
Просмотрите наш каталог 3D-принтеров, загрузите брошюры, чтобы ознакомиться с техническими характеристиками. - Разнообразие материалов
Лучший в своем классе ассортимент материалов, включая термопласты инженерного качества. - Быстрый оборот
Детали FDM не требуют оснастки, что сокращает время выполнения заказов с недель до дней.
- Производство деталей
Производство деталей для конечного использования по требованию.
3D-принтеры
FDM помогли Sierra Space подготовить «
Dream Chaser» к коммерческому космическому полету.
«3D-печать очень эффективно помогла нам создать автомобиль Dream Chaser. Мы в основном используем Stratasys и их машины для разработки инструментов, особенно для определения местоположения приспособлений». — Bill James
Senior VP & GM
Space Transport Sierra Space
быстро обосновал необходимость использования 3D-печати для изготовления этих патронов. Мы сэкономили десятки тысяч часов». — Боб Джестванг
Ведущий инженер-технолог
Группа тепловой защиты и силовой установки Sierra Space
Что такое 3D-печать FDM? Это процесс аддитивного производства
Еще одна причина выбрать Stratasys
Узнайте о лучших решениях для аддитивного производства для вашего бренда, независимо от отрасли.
3D-принтеры FDM, материалы и услуги
FDM-принтеры
3D-принтеры, работающие по технологии FDM, строят детали слой за слоем снизу вверх путем нагревания и экструзии термопластичных нитей.
Просмотреть все принтеры FDM
FDM-материалы
В технологии FDM используются те же испытанные термопласты, что и в традиционных производственных процессах. Для применений, требующих жестких допусков, ударной вязкости и устойчивости к воздействию окружающей среды — или специальных свойств, таких как рассеяние статического электричества, прозрачность, биосовместимость, воспламеняемость VO или оценки FST — есть термопластик FDM, который может подойти.
Просмотреть все материалы FDM
FDM по требованию
Расширяйте возможности инноваций с помощью производственных услуг и команды экспертов Stratasys Direct Manufacturing.
Узнать больше
Сделано с использованием технологии 3D-печати FDM
Содержимое, связанное с FDM
Если вы ищете информацию о технологии моделирования наплавленных материалов (FDM), наша панель основных моментов может предоставить вам ценную информацию. От технических спецификаций до практических примеров и отзывов клиентов наш контент FDM охватывает широкий круг тем, чтобы помочь вам понять возможности технологии и то, как она используется в различных отраслях.
Вы также найдете информацию о материалах и программном обеспечении, используемых в FDM-печати, а также новости о последних тенденциях и достижениях в отрасли. Наша цель — облегчить вам поиск информации, необходимой для принятия обоснованных решений об использовании технологии FDM, а также узнать, где найти ресурсы для получения дополнительной информации.
Технология Stratasys FDM затрагивает все отрасли.
Технология FDM революционизирует отрасли, предоставляя масштабируемые решения для аддитивного производства. От аэрокосмической до медицинской, FDM помогает компаниям повысить эффективность и улучшить дизайн продукта.
Пример использования Gosiger в производстве FDM Nylon-CF10 и FDM F370CR
Gosiger — ведущий дистрибьютор станков и поставщик производственных систем, разрабатывающий лучшие в своем классе решения для ведущих станков и принадлежностей.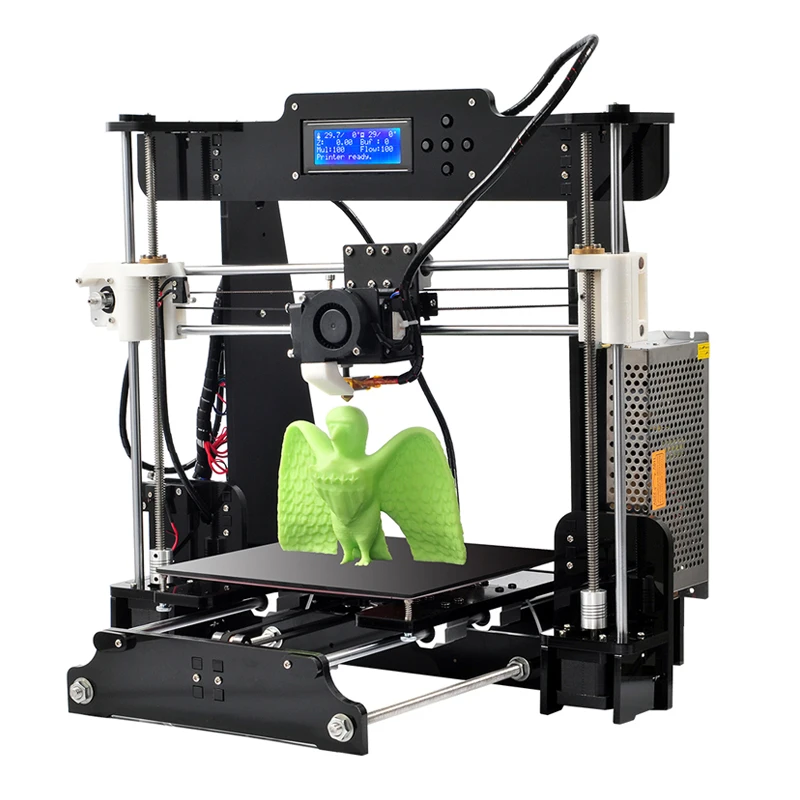
Читать далее
Вариант использования для обработки металлов давлением в Восточной/Западной промышленности
Если вы хотите узнать, как компания East/West решила проблему обработки металлов давлением и улучшила общий производственный процесс, ознакомьтесь с нашим примером использования ниже.
Читать далее
Технология Stratasys FDM помогает Caterpillar поддерживать производство в рабочем состоянии.
Узнайте, как компания Caterpillar, лидер в производстве строительного и горнодобывающего оборудования, использует технологию Stratasys FDM для снижения затрат и сокращения сроков выполнения заказов.
Читать далее
Технология Stratasys FDM затрагивает все отрасли.
Технология FDM революционизирует отрасли, предоставляя масштабируемые решения для аддитивного производства. От аэрокосмической до медицинской, FDM помогает компаниям повысить эффективность и улучшить дизайн продукта.
Пример использования Gosiger в производстве FDM Nylon-CF10 и FDM F370CR
Gosiger — ведущий дистрибьютор станков и поставщик производственных систем, разрабатывающий лучшие в своем классе решения для ведущих станков и принадлежностей.
Читать далее
Вариант использования для обработки металлов давлением в Восточной/Западной промышленности
Если вы хотите узнать, как компания East/West решила проблему обработки металлов давлением и улучшила общий производственный процесс, ознакомьтесь с нашим примером использования ниже.
Всего комментариев: 0