Fdm 3d принтеров: Технология 3D‑печати FDM
Содержание
Технология 3D‑печати FDM
Поставщик 3D-оборудования с 2010 года
+7 495 646-15-338 800 333-12-82
3D-сканеры3D-принтерыПрограммное обеспечениеУслуги
О компанииКлиенты и проектыДемозалГосзакупкиДоставкаСервисЭнциклопедия 3D
Блог
Контакты
FDM (Fused Deposition Modeling) — самая распространенная технология 3D‑печати в мире. С ее помощью выращивают изделия как дешевые домашние принтеры, так и промышленные системы высокоточной 3D‑печати. Принцип построения по технологии FDM заключается в послойном выращивании изделия из предварительно расплавленной пластиковой нити.
- Принцип работы
- Примеры печати
- Точность построения
- Выбор 3D‑принтера
- Принцип работы
- Примеры печати
- Точность построения
- Выбор 3D‑принтера
Что лучше печатать: крупные изделия, которые должны обладать надежными механическими свойствами (прочность, износостойкость, гибкость).
Преимущества: прочные износостойкие изделия, низкая стоимость материалов, широкие возможности пост-обработки.
Альтернатива: технологии MJM и PolyJet, которые с помощью специальных материалов (имитация ABS) обеспечивают более высокую точность построения и качество поверхностей готовых изделий (при более высокой себестоимости печати).
Что лучше печатать: крупные изделия, которые должны обладать надежными механическими свойствами (прочность, износостойкость, гибкость).
Преимущества: прочные износостойкие изделия, низкая стоимость материалов, широкие возможности пост-обработки.
Альтернатива: технологии MJM и PolyJet, которые с помощью специальных материалов (имитация ABS) обеспечивают более высокую точность построения и качество поверхностей готовых изделий (при более высокой себестоимости печати).
Как работает
3D‑модель в формате STL передается в программное обеспечение 3D‑принтера. Программа автоматически (или оператор вручную) располагает модель в виртуальном пространстве рабочей камеры. Затем программа автоматически генерирует элементы вспомогательных конструкций (из специального материала поддержки) и проводит расчет количества расходных материалов, а↓также времени выращивания прототипа. Перед запуском процесса печати модель автоматически разделяется на горизонтальные слои и производится расчет путей перемещения печатающей головки.
Программа автоматически (или оператор вручную) располагает модель в виртуальном пространстве рабочей камеры. Затем программа автоматически генерирует элементы вспомогательных конструкций (из специального материала поддержки) и проводит расчет количества расходных материалов, а↓также времени выращивания прототипа. Перед запуском процесса печати модель автоматически разделяется на горизонтальные слои и производится расчет путей перемещения печатающей головки.
Затем запускается процесс непосредственной 3D‑печати: нагревающая головка с фильерами (экструдер) расплавляет тонкую пластиковую нить (леску) и послойно укладывает ее согласно данным математической 3D‑модели.
После завершения процесса построения изделия вспомогательные конструкции удаляются (вручную или растворяются в специальном растворе). Готовое изделие может быть использовано в напечатанном виде или подвергнуто любому способу пост-обработки.
Как работает
3D‑модель в формате STL передается в программное обеспечение 3D‑принтера. Программа автоматически (или оператор вручную) располагает модель в виртуальном пространстве рабочей камеры. Затем программа автоматически генерирует элементы вспомогательных конструкций (из специального материала поддержки) и проводит расчет количества расходных материалов, а↓также времени выращивания прототипа. Перед запуском процесса печати модель автоматически разделяется на горизонтальные слои и производится расчет путей перемещения печатающей головки.
Программа автоматически (или оператор вручную) располагает модель в виртуальном пространстве рабочей камеры. Затем программа автоматически генерирует элементы вспомогательных конструкций (из специального материала поддержки) и проводит расчет количества расходных материалов, а↓также времени выращивания прототипа. Перед запуском процесса печати модель автоматически разделяется на горизонтальные слои и производится расчет путей перемещения печатающей головки.
Затем запускается процесс непосредственной 3D‑печати: нагревающая головка с фильерами (экструдер) расплавляет тонкую пластиковую нить (леску) и послойно укладывает ее согласно данным математической 3D‑модели.
После завершения процесса построения изделия вспомогательные конструкции удаляются (вручную или растворяются в специальном растворе). Готовое изделие может быть использовано в напечатанном виде или подвергнуто любому способу пост-обработки.
Примеры изделий, созданных по технологии FDM
Прототип воздухозаборника, ABS
Часть кожуха двигателя
Мастер-модель динамика, PLA
Прототип для тестов, ULTEM 9085
Копия колпака для реверс-инжиниринга, ABS
Часть корпуса с поддержкой, ABS
Прототип воздухозаборника, ABS
Часть кожуха двигателя
Мастер-модель динамика, PLA
Прототип для тестов, ULTEM 9085
Копия колпака для реверс-инжиниринга, ABS
Часть корпуса с поддержкой, ABS
Точность построения
Точность построения моделей по технологии FDM во многом зависит от толщины печатного слоя. Эта величина может составлять от 0,127 до 1 мм. Поверхность готовых объектов обычно слегка ребристая (ступенчатая — в пределах 0,1-1 мм). Ребристость обусловлена тем, что расплавленная нить имеет округлую форму. Придать дополнительную гладкость поверхности можно с помощью пост-обработки.
Эта величина может составлять от 0,127 до 1 мм. Поверхность готовых объектов обычно слегка ребристая (ступенчатая — в пределах 0,1-1 мм). Ребристость обусловлена тем, что расплавленная нить имеет округлую форму. Придать дополнительную гладкость поверхности можно с помощью пост-обработки.
Точность построения
Точность построения моделей по технологии FDM во многом зависит от толщины печатного слоя. Эта величина может составлять от 0,127 до 1 мм. Поверхность готовых объектов обычно слегка ребристая (ступенчатая — в пределах 0,1-1 мм). Ребристость обусловлена тем, что расплавленная нить имеет округлую форму. Придать дополнительную гладкость поверхности можно с помощью пост-обработки.
3D‑принтеры, работающие по технологии FDM
Stratasys F370
Total-Z AnyForm 650 PRO
Stratasys F370
Total-Z AnyForm 650 PRO
- +7 495 646-15-338 800 333-12-82
2010–2022, АО «Глобатэк» (Globatek JSC). Все права защищены.
Все права защищены.
Политика конфиденциальности и обработки персональных данныхЦены на сайте указаны для ознакомления. Не является офертой.
FDM технология. Как это работает.
Всем привет, с Вами 3DTool!
В этой статье о 3D-печати мы рассмотрим основные принципы технологии FDM (Fused Deposition Modelling). Разберёмся с основной механикой этого процесса. Его преимуществами и ограничениями.
FDM технология
Печать методом послойного наложения (FDM) представляет собой процесс аддитивного производства, который реализовывается благодаря экструзии материалов. В FDM, объект строится путем нанесения расплавленного материала по заранее установленному алгоритму, слой за слоем. Используемые материалы представляют собой термопластичные полимеры и имеют форму нити.
FDM – это наиболее широко используемая технология 3D-печати. FDM принтеры в большом многообразии представлены на рынке.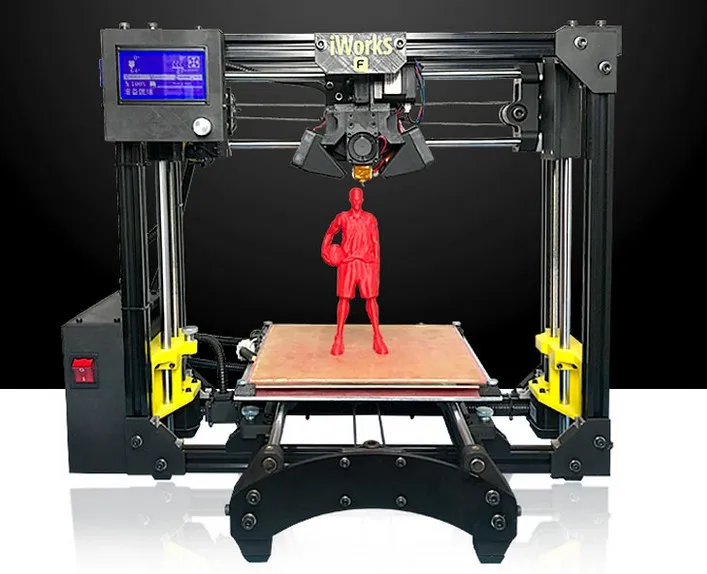 В основном это первая технология, с которой сталкиваются люди, когда начинают работать с 3D. Далее будут представлены основные принципы и ключевые аспекты этого способа печати.
В основном это первая технология, с которой сталкиваются люди, когда начинают работать с 3D. Далее будут представлены основные принципы и ключевые аспекты этого способа печати.
Инженер, который занимается проектированием 3D модели должен учитывать возможности технологии при изготовлении детали с FDM, эти знания помогут ему достичь наилучшего результата.
Процесс FDM печати
Вот как работает процесс FDM:
Катушка из термопластичной нити загружается в принтер. Как только сопло достигнет необходимой температуры, нить подается в экструдер и в сопло, где она плавится.
Экструдер прикреплен к 3-осевой системе, которая позволяет ему перемещаться в направлениях X, Y и Z. Расплавленный материал выдавливается в виде тонких нитей и наплавляется послойно в заранее определенных местах, где затем охлаждается и затвердевает. Иногда охлаждение материала ускоряется благодаря использованию вентиляторов, прикрепленных к экструдеру.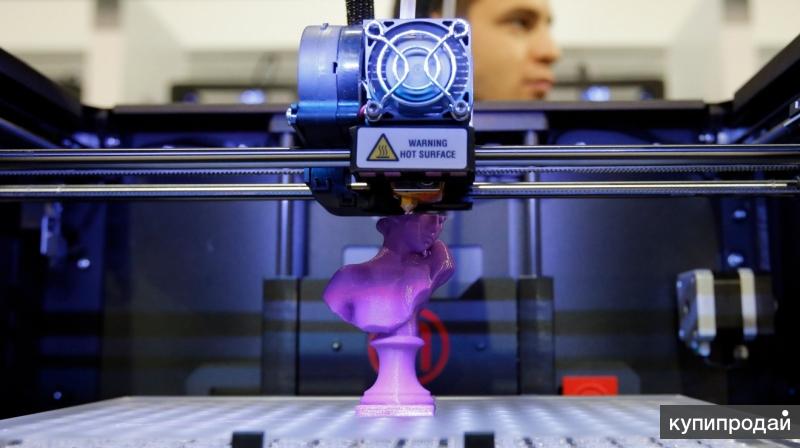
Для заполнения печатной области, экструдеру требуется несколько проходов. Когда слой закончен, платформа перемещается вниз (или, как в некоторых моделях принтеров — экструдер перемещается вверх), и новый слой наплавляется на уже схватившийся. Этот процесс повторяется, пока модель не будет напечатана целиком.
Характеристики FDM принтеров
Большинство систем FDM позволяют регулировать несколько параметров процесса печати. Такие как температура сопла, платформы, скорость печати, высоту слоя и скорость вентиляторов охлаждения. Они обычно устанавливаются оператором принтера, и не беспокоят моделлера.
Что важно с точки зрения моделирования, так это учитывать размер стола и высоту слоя самой детали:
Стандартный размер печатной области настольного 3D-принтера обычно составляет 200 x 200 x 200 мм, в то время как для промышленных машин он может достигать 1000 x 1000 x 1000 мм. Если настольный 3D принтер предпочтительнее (например, из соображений экономии), большУю модель можно разбить на более мелкие части и затем собрать/склеить.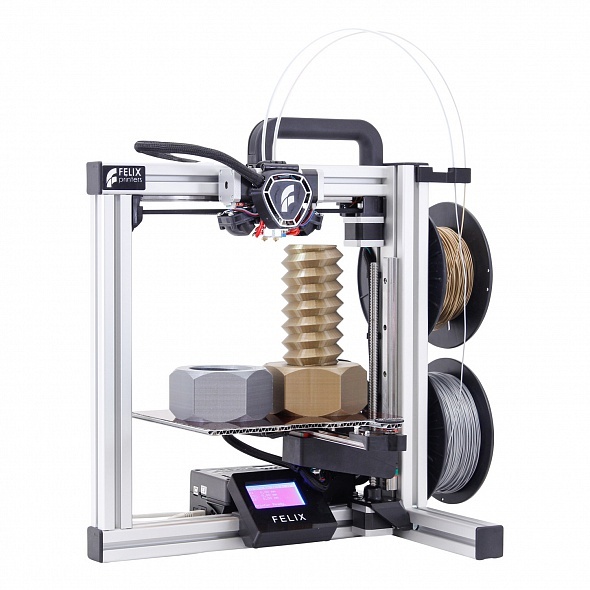
Типичная высота слоя, используемая в FDM, варьируется от 50 до 400 микрон и может быть определена на этапе программного слайсинга. Меньшая высота слоя обеспечит более гладкую деталь и более точно отразит сложную геометрию, в то время как большая высота слоя, дает детали распечататься быстрее и с меньшими затратами. Высота слоя 150-200 микрон является оптимальной по соотношению времени печати и её качеству.
Деформация детали
Деформация является одним из наиболее распространенных дефектов в процессе FDM печати. У некоторых видов пластика во время охлаждения после экструзии, происходит усадка. Поскольку разные участки охлаждаются с разной скоростью, их размеры также могут меняться с разной скоростью. Дифференциальное охлаждение вызывает накопление внутренних напряжений, которые вытягивают слой, тот, что снизу – наверх, деформируя его, как показано на рисунке ниже. С технической точки зрения, деформацию можно предотвратить путем более тщательного контроля температуры платформы и камеры в целом.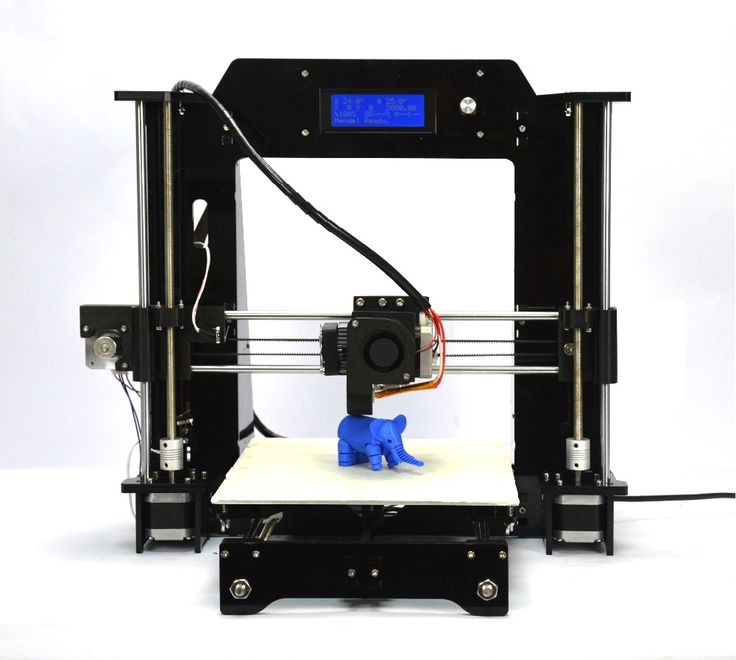 За счет увеличения адгезии между деталью и платформой.
За счет увеличения адгезии между деталью и платформой.
Моделлер также может снизить вероятность отклеивания и других дефектов, связанных с деформацией:
Большие плоские области (например, прямоугольная коробка) более склонны к деформации, и следует избегать такого рельефа, если это возможно.
Тонкие выступающие элементы (например — зубцы, шпили) также склонны к деформации. В этом случае можно избежать её, добавив немного материала поддержки по краю тонкого элемента (например, прямоугольник толщиной 200 микрон), чтобы увеличить площадь контакта.
Острые углы деформируются чаще, чем закругленные формы, поэтому слегка сгладив углы, можно добиться хорошего результата.
Разные пластики более восприимчивы к деформации: ABS, как правило, более чувствителен к данному фактору, чем PLA или PETG, из-за более высокой температуры стеклования и относительно высокого коэффициента теплового расширения.
Адгезия между слоями
Хорошая адгезия между слоями очень важна для детали, напечатанной по технологии FDM.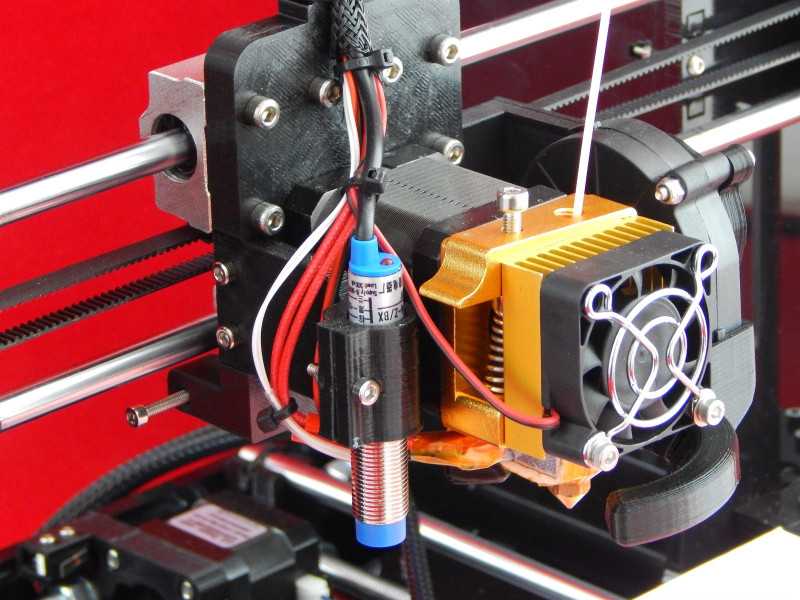 Когда расплавленный пластик выдавливается через сопло, он прижимается к предыдущему слою. Высокая температура и давление вновь расплавляют поверхность предыдущего слоя и позволяют связать новый слой со старым.
Когда расплавленный пластик выдавливается через сопло, он прижимается к предыдущему слою. Высокая температура и давление вновь расплавляют поверхность предыдущего слоя и позволяют связать новый слой со старым.
Прочность связи между различными слоями всегда ниже, чем базовая прочность материала.
Это означает, что детали произведённые по технологии FDM, по своей природе анизотропны: их прочность по оси Z всегда меньше их прочности в плоскостях X/Y. По этой причине важно помнить об ориентации деталей при проектировании.
Например, образцы для испытаний на растяжение, напечатанные горизонтально пластиком АБС с заполнением 50%, сравнивали с образцами для испытаний, напечатанными вертикально, и обнаружили, что их прочность на растяжение почти в 4 раза выше в осям X, Y по сравнению с осью Z (17,0 МПа по сравнению с 4,4 МПа). Растягивается такая деталь до разрушения, почти в 10 раз больше (4,8% по сравнению с 0,5%).
Более того, поскольку расплавленный материал прижимается к предыдущему слою, его форма деформируется до овала. Это означает, что детали всегда будут иметь волнистую поверхность, даже при небольшой высоте слоя, и что мелкие элементы, такие как небольшие отверстия, могут нуждаться в последующей обработке после печати.
Это означает, что детали всегда будут иметь волнистую поверхность, даже при небольшой высоте слоя, и что мелкие элементы, такие как небольшие отверстия, могут нуждаться в последующей обработке после печати.
Поддержки
Структура поддержки имеет важное значение для создания геометрий с выступами. Поскольку пластик не может быть нанесён на воздух, для некоторых геометрий требуется опорная конструкция.
Поверхности, напечатанные с поддержками, обычно имеют более низкое качество, чем остальная часть детали. По этой причине рекомендуется, чтобы деталь была смоделирована таким образом, чтобы минимизировать потребность в поддержке.
Опоры обычно печатаются из того же материала, что и деталь. Существуют также специальные материалы, которые растворяются в жидкости, но в основном они используются в настольных или промышленных 3D-принтерах высокого класса. Печать на растворимых поддержках значительно улучшает качество поверхности детали, но увеличивает общую стоимость печати, так как требуется специальный принтер с двумя печатающими головками и потому что стоимость растворимого материала относительно высока.
Заполнение и толщина оболочки
Детали по технологии FDM обычно не печатаются заполненными, чтобы сократить время печати и сэкономить материал. Вместо этого внешний периметр делается с помощью нескольких проходов, он называется оболочкой, а внутренняя часть заполняется структурой низкой плотности, называемой заполнением.
Заполнение и толщина корпуса сильно влияют на прочность детали. Для настольных FDM-принтеров в основном подходит плотность заполнения 25% и толщина корпуса 1 мм. Обычно, это стандартные настройки для быстрой печати и хороший компромисс между прочностью и скоростью.
Выше вы видите внутреннюю геометрию деталей с различной степенью заполнения
Основные расходные материалы FDM
Одной из сильных сторон FDM печати является широкий ассортимент доступных материалов. Они могут варьироваться от обычных пластиков (таких как PLA и ABS) до инженерных (таких как, TPU и PETG) и высокопрочных материалов (таких как PEEK).
Ниже изображена пирамида материалов, наиболее доступных в FDM печати.
Используемый материал напрямую влияет на механические свойства и точность печати, а также на ее цену. Наиболее распространенные материалы FDM-печати приведены ниже. Так же рассмотрим плюсы и минусы тех или иных пластиков. Обзор основных отличий PLA и ABS, и подробное сравнение всех распространенных видов филамента – тема очень обширная и с ней можно ознакомиться в специальных статьях в интернете и на тематических форумах.
ABS
Плюсы
· Прочность
· Хорошая термостойкость
Минусы
· Даёт усадку при печати
PLA
Плюсы
· Отличное визуальное качество
· Легко печатать
· Не вредный. Может контактировать с пищевыми продуктами
Минусы
· Низкая ударная прочность
· Недолговечность
Нейлон
Плюсы
· Очень высокая прочность
· Отличная износостойкость и химическая резистентность
Минусы
· Активно впитывает воду
PET-G
Плюсы
· Не вредный. Может контактировать с пищевыми продуктами
Может контактировать с пищевыми продуктами
· Достаточно крепкий
Минусы
· Прихотлив к точным температурным настройкам печати
TPU
Плюсы
· Очень гибкий
Минусы
· Добиться точности печати весьма тяжело
PEEK
Плюсы
· Очень прочный и лёгкий
· Отличная огнестойкость и химическая резистентность
Минус
· Высокая цена
· Нужен специализированный 3D принтер, чей экструдер способен достичь температур выше 300С
Постобработка
Детали, полученные по технологии FDM могут быть обработаны в соответствии с высокими стандартами. При использовании различных методов, таких как: шлифовка, полировка, грунтовка, окраска, холодная сварка, ацетоновая баня (для сглаживания поверхности и создания глянцевой поверхности), эпоксидное покрытие и металлизация.
Преимущества и недостатки в FDM печати
+
· FDM-печать, является наиболее экономичным способом производства нестандартных термопластичных деталей и прототипов.
· Время выполнения FDM-печати приемлемое. Технология в наше время достаточно доступна.
· Широкий ассортимент материалов, подходящих как для прототипирования, так и для некоторых некоммерческих функциональных применений.
—
· FDM-печать имеет самую низкую размерную точность и разрешение по сравнению с другими технологиями 3D-печати, поэтому она не подходит для моделей со сложной геометрией и мелкими деталями
· Конечный продукт будет иметь видимые линии слоев, поэтому для лучшего вида, требуется постобработка
· Механизм адгезии слоя делает детали полученные при помощи FDM-печати анизотропными
Основные моменты
· При помощи FDM-печати, можно производить прототипы и функциональные детали, достаточно быстро и по низкой цене. На рынке имеется широкий спектр филаментов с различными физическими свойствами.
На рынке имеется широкий спектр филаментов с различными физическими свойствами.
· Типичный размер платформы настольного FDM 3D-принтера составляет 200 х 200 х 200 мм. Промышленные машины имеют значительно больший размер. От 1000 х 1000 х 1000 мм
· Для предотвращения деформации детали, загибания углов и т.д., на пластиках, имеющих процент усадки, избегайте больших плоских участков и добавляйте поддержки в острые углы, больше 45 градусов.
· Деталь, полученная при помощи FDM-печати по своей природе своей анизотропна, поэтому не рекомендуется использование таких деталей для механически важных компонентов.
Что ж!, А на этом у нас все! С вами был 3DTool, увидимся в следующих статьях!
Познакомиться с 3D-принтерами работающими по технологии FDM, можно здесь
Совершить покупку, задать вопрос, или отследить ваш заказ вы можете на нашем сайте,
По почте: [email protected]
Или по телефону: 8(800) 775-86-69
Не забывайте подписываться на наш YouTube канал:
И на наши группы в соц.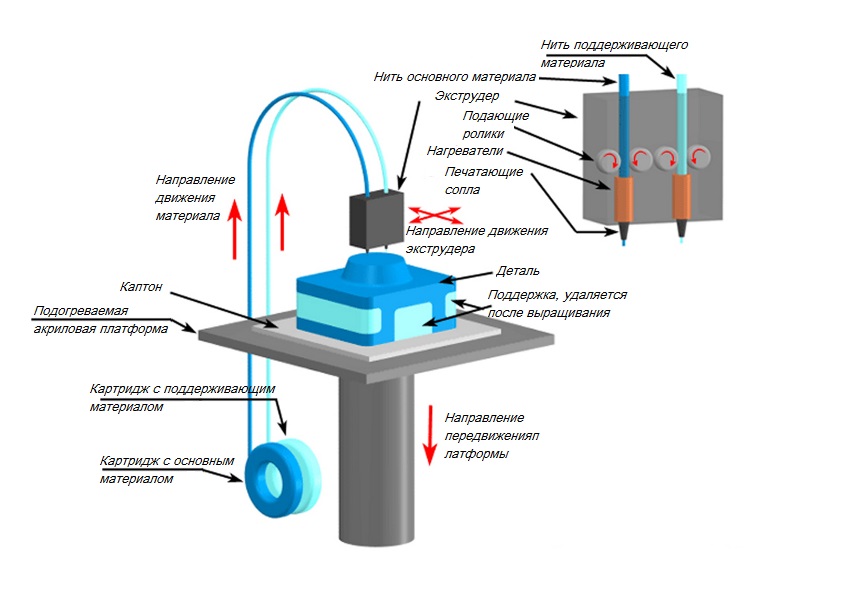 сетях:
сетях:
ВКонтакте
Выбор правильного 3D-принтера: FDM или SLA
ПОКРЫТИЕ ПОВЕРХНОСТИ — ВЫБОР ПРАВИЛЬНОГО 3D ПРИНТЕРА
SLA способен воспроизводить детали на уровне ювелирных изделий / Предоставлено: 3DPrintersShop
FDM: Поверхность, полученная с помощью принтеров FDM, грубая, а линии слоев четко видны из-за минимальной высоты слоя. Толщина линии, если смотреть сверху, обычно составляет около 400 микрон (валик, определяемый диаметром сопла). Толщина линии, если смотреть сбоку, обычно регулируется в пределах 50–400 микрон — это называется разрешением или высотой слоя.
SLA: Поскольку в принтерах SLA используется лазер для «рисования» каждой линии детали, полученные линии могут быть намного меньше и точнее, что обеспечивает гладкую поверхность. Приблизительная ширина лазера и вылеченных линий составляет 20 микрон.
ТОЧНОСТЬ — ВЫБОР ПРАВИЛЬНОГО 3D ПРИНТЕРА
FDM: 3D-печать FDM обеспечивает хорошую точность размеров для крупных элементов. Для более мелких элементов точность размеров затруднена и иногда непостоянна. Это также может быть затруднено в зависимости от типа 3D-принтера (сделай сам, настольный, профессиональный или промышленный FDM-принтер). Выбор правильного 3D-принтера становится сложной задачей, поскольку точность также зависит от других факторов, таких как калибровка и настройки слайсера. Материалы также играют роль в точности благодаря своим свойствам усадки. В одном из примеров точного 3D-принтера — MakerBot METHOD — используется уникальная подогреваемая рабочая камера, обеспечивающая высокий уровень точности размеров.
Для более мелких элементов точность размеров затруднена и иногда непостоянна. Это также может быть затруднено в зависимости от типа 3D-принтера (сделай сам, настольный, профессиональный или промышленный FDM-принтер). Выбор правильного 3D-принтера становится сложной задачей, поскольку точность также зависит от других факторов, таких как калибровка и настройки слайсера. Материалы также играют роль в точности благодаря своим свойствам усадки. В одном из примеров точного 3D-принтера — MakerBot METHOD — используется уникальная подогреваемая рабочая камера, обеспечивающая высокий уровень точности размеров.
SLA: Поскольку SLA-принтер может достигать очень высокого разрешения, точность размеров не имеет себе равных в большинстве других технологий 3D-печати. Если основной целью является чистота поверхности и точность мелких деталей (например, в ювелирном деле или в стоматологии), SLA — отличный выбор.
СИЛЬНАЯ ЧАСТЬ – ВЫБОР ПРАВИЛЬНОГО 3D ПРИНТЕРА
Кронштейн, напечатанный на 3D-принтере / Предоставлено: 3DHubs
FDM: Принтеры FDM, как правило, имеют преимущество, когда речь идет о производстве прочных, пригодных для использования и долговечных деталей благодаря их способности печатать из известных полимеров и композитов.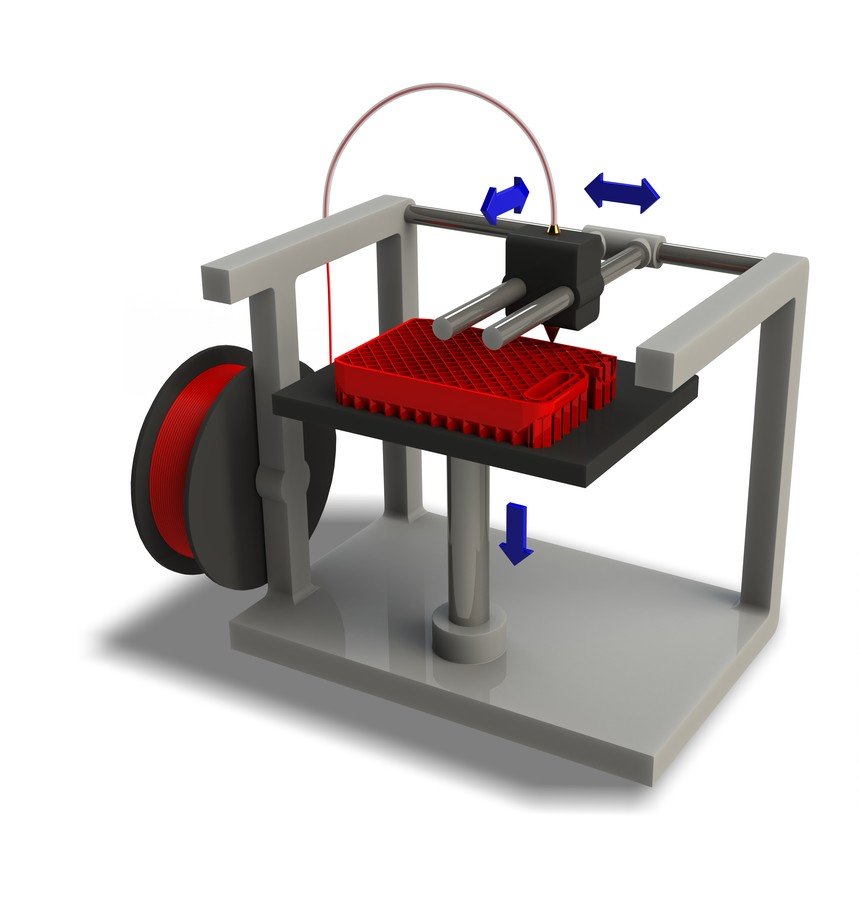 Печать нейлоновым углеродным волокном, например, позволит сделать легкую и невероятно прочную деталь.
Печать нейлоновым углеродным волокном, например, позволит сделать легкую и невероятно прочную деталь.
SLA: Как правило, принтеры SLA больше известны тем, что они создают тонкие и детализированные детали, а не прочные детали. Это связано с сочетанием факторов. Во-первых, отвержденные смолы имеют тенденцию быть довольно хрупкими. Другая причина заключается в том, что, в отличие от FDM-отпечатков, SLA-отпечатки нельзя печатать сплошными, так как такие детали могут привести к трещинам, деформации и частому сбою печати. Было разработано несколько новых более прочных смол, но они далеки от совершенства и часто не были испытаны в полевых условиях, как многие из известных полимеров и композитов на стороне FDM.
ПРОСТОТА ИСПОЛЬЗОВАНИЯ – ВЫБОР ПРАВИЛЬНОГО 3D ПРИНТЕРА
Принтеры SLA используют токсичную смолу и требуют дополнительных мер предосторожности при обращении.
FDM: Принтеры FDM довольно просты — вставьте пластиковую нить в один конец и выдавите другой конец. Эта простота и относительная чистота сделали принтеры FDM выбором для тех, кто хочет использовать их в открытом офисе или в образовательной среде. Детали выходят сухими и чистыми, и часто бывает просто единственная постобработка удаления опор путем их отламывания. Оставшийся материал легко сохраняется в виде жесткой пластиковой нити для следующего отпечатка.
Эта простота и относительная чистота сделали принтеры FDM выбором для тех, кто хочет использовать их в открытом офисе или в образовательной среде. Детали выходят сухими и чистыми, и часто бывает просто единственная постобработка удаления опор путем их отламывания. Оставшийся материал легко сохраняется в виде жесткой пластиковой нити для следующего отпечатка.
SLA: Несмотря на то, что детали, напечатанные по SLA, могут выглядеть красиво, процесс требует дополнительной работы. Природа печати деталей в жидкой смоле может быть слишком сложной для некоторых из-за возникающего беспорядка — детали получаются липкими, и смола может попасть в большее рабочее пространство. Кроме того, смола может быть очень токсичной, что требует использования защитных очков, перчаток и других средств защиты.
Постобработка включает несколько этапов: сначала промывка отпечатка для удаления излишков смолы, а затем обрезка опор, для чего требуются кусачки (будьте осторожны, чтобы не удалить элементы, которые на самом деле являются отпечатком!). Наконец, для окончательной обработки детали рекомендуется дальнейший процесс отверждения с использованием УФ-лампы. Оставшийся материал жидкой смолы должен храниться в лотке вдали от света и имеет короткий срок годности после помещения в лоток.
Наконец, для окончательной обработки детали рекомендуется дальнейший процесс отверждения с использованием УФ-лампы. Оставшийся материал жидкой смолы должен храниться в лотке вдали от света и имеет короткий срок годности после помещения в лоток.
Этот химический процесс означает, что принтеры SLA чаще всего используются в закрытых лабораториях.
СТОИМОСТЬ 3D-ПЕЧАТИ – ВЫБОР ПРАВИЛЬНОГО 3D-ПРИНТЕРА
FDM: FDM — самая доступная технология во всем мире. Это не только недорого с точки зрения самой машины, но и с точки зрения ее работы, поскольку материалы сравнительно дешевле, чем материалы для других технологий. В результате продукты, изготовленные с помощью 3D-печати FDM, как правило, дешевле, чем аналогичные продукты.
SLA: Принтер SLA — дорогостоящее оборудование. Это связано с использованием дорогих деталей, таких как лазерный источник и сканирующие зеркала. Материалы тоже дорогие. Кроме того, почти все модели требуют некоторого количества поддерживающих конструкций, поэтому 3D-печать также становится дорогой.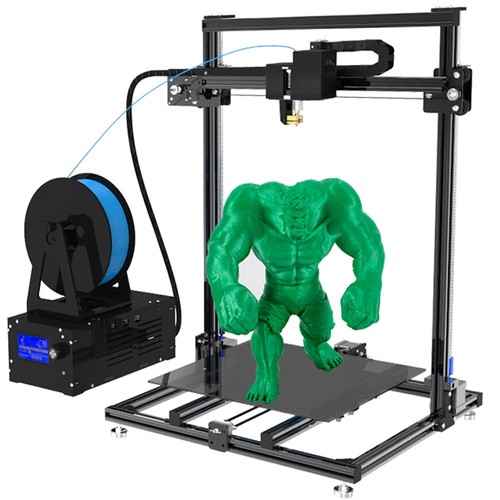
РАЗМЕР – ВЫБОР ПРАВИЛЬНОГО 3D ПРИНТЕРА
Stratasys Fortus 900mc / Предоставлено: Stratasys
FDM: Принтеры FDM доступны в широком диапазоне объемов сборки. От небольших настольных версий до крупноформатных промышленных версий, объемы сборки могут быть изготовлены в соответствии с потребностями пользователя. Самый большой принтер FDM имеет объем примерно 2475 литров.
SLA: принтеры SLA имеют ограничение на объемы сборки. Как правило, они не очень большие. Самый большой принтер SLA имеет объем примерно 618 литров.
РЕЗЮМЕ
Jamco America использует 3D-принтер MakerBot METHOD, чтобы быстрее выводить на рынок сложные детали самолетов.
Принтеры FDM и принтеры SLA доказали свою популярность во многих отраслях, и их использование продолжает расти. В то время как некоторые могут предпочесть одну технологию другой, многие видят преимущества использования обеих технологий одновременно и получения выгоды от сильных сторон каждой технологии. Например, дизайнер в компании может использовать SLA для подробного изучения конечной детали, а инженер может использовать FDM для изготовления детали из производственного материала, такого как ABS, для тестирования прототипа.
Например, дизайнер в компании может использовать SLA для подробного изучения конечной детали, а инженер может использовать FDM для изготовления детали из производственного материала, такого как ABS, для тестирования прототипа.
Если вам нужно выбрать одно или другое, спросите себя, нужна ли вам более надежная деталь, напечатанная из более распространенных материалов, или вам нужна хорошо детализированная деталь, которая выглядит красиво. Если вам нужна более прочная и полезная деталь, возможно, подойдет FDM-принтер, но если вам просто нужна красивая детализированная деталь, вам может подойти SLA-принтер. В любом случае, 3D-печать — отличный способ быстро превратить цифровой дизайн в физическую реальность!
Хотите узнать, что лучше всего подходит для вас и вашей организации? Поговорите со специалистом по 3D-печати MakerBot уже сегодня!
Сравнить 3D-принтеры на основе нити и смолы
Рынок 3D-печати и аддитивного производства в последние годы претерпел быстрые изменения. Высокопроизводительные настольные компьютеры больше не являются прерогативой любителей, они превратились в необходимые инструменты для бизнеса. После того, как 3D-печать стала популярным инструментом для прототипирования и разработки продуктов, ее использование расширилось на производство, стоматологию, ювелирные изделия и многое другое.
Высокопроизводительные настольные компьютеры больше не являются прерогативой любителей, они превратились в необходимые инструменты для бизнеса. После того, как 3D-печать стала популярным инструментом для прототипирования и разработки продуктов, ее использование расширилось на производство, стоматологию, ювелирные изделия и многое другое.
Моделирование методом наплавления (FDM) и стереолитография (SLA) — два самых популярных типа 3D-принтеров на рынке. Обе технологии 3D-печати были адаптированы и усовершенствованы для настольных компьютеров, что сделало их более доступными, простыми в использовании и более функциональными.
В этом всеобъемлющем руководстве покупателя мы подробно рассмотрим 3D-принтеры FDM и SLA (также известные как 3D-принтеры с нитью и полимером) и их сравнение с точки зрения качества печати, материалов, приложений, рабочего процесса, скорости, затрат, и многое другое, чтобы помочь вам решить, какая техника идеально подходит для вашего бизнеса.
Видеоруководство
Не можете найти лучшую технологию 3D-печати для ваших нужд? В этом видеоруководстве мы сравниваем технологии FDM, SLA и SLS с учетом популярных соображений покупателей.
Смотреть видео
Моделирование методом наплавления (FDM), также известное как изготовление плавленых нитей (FFF), является наиболее широко используемым типом 3D-печати на потребительском уровне. 3D-принтеры FDM работают путем экструзии термопластичных нитей, таких как ABS (акрилонитрилбутадиенстирол), PLA (полимолочная кислота), через нагретое сопло, расплавляя материал и нанося пластик слой за слоем на платформу сборки. Каждый слой укладывается по одному, пока деталь не будет завершена.
Посмотрите, как работает 3D-печать FDM.
3D-принтеры FDM хорошо подходят для базовых экспериментальных моделей, а также для быстрого и недорогого прототипирования простых деталей, таких как детали, которые обычно подвергаются механической обработке.
Стереолитография была первой в мире технологией 3D-печати, изобретенной в 1980-х годах, и до сих пор остается одной из самых популярных технологий среди профессионалов. В 3D-принтерах SLA используется лазер для отверждения жидкой смолы в затвердевший пластик в процессе, называемом фотополимеризацией.
Узнайте, как работает SLA 3D-печать.
3D-принтеры из смолы SLA стали чрезвычайно популярными благодаря своей способности производить высокоточные, изотропные и водонепроницаемые прототипы и детали из ряда современных материалов с прекрасными характеристиками и гладкой поверхностью. Составы смол SLA обладают широким спектром оптических, механических и термических свойств, соответствующих свойствам стандартных, инженерных и промышленных термопластов.
3D-печать смолой — отличный вариант для высокодетализированных прототипов, требующих жестких допусков и гладких поверхностей, таких как формы, модели и функциональные детали. 3D-принтеры SLA широко используются в различных отраслях: от машиностроения и дизайна продуктов до производства, стоматологии, ювелирных изделий, моделирования и образования.
Технический документ
Ищете 3D-принтер для печати ваших 3D-моделей в высоком разрешении? Загрузите наш технический документ, чтобы узнать, как работает SLA-печать и почему это самый популярный процесс 3D-печати для создания моделей с невероятной детализацией.
Загрузить информационный документ
Когда в процессе аддитивного производства детали производятся слой за слоем, каждый слой также создает возможность неточности. Процесс формирования слоев влияет на качество поверхности, уровень точности и точность каждого слоя и, следовательно, на общее качество печати.
3D-принтеры FDM формируют слои, нанося линии расплавленного материала. В этом процессе разрешение детали определяется размером экструзионного сопла, и между закругленными линиями остаются пустоты, когда сопло их наносит. В результате слои могут не полностью сцепляться друг с другом, слои, как правило, хорошо видны на поверхности, а процесс не позволяет воспроизвести сложные детали, которые могут предложить другие технологии.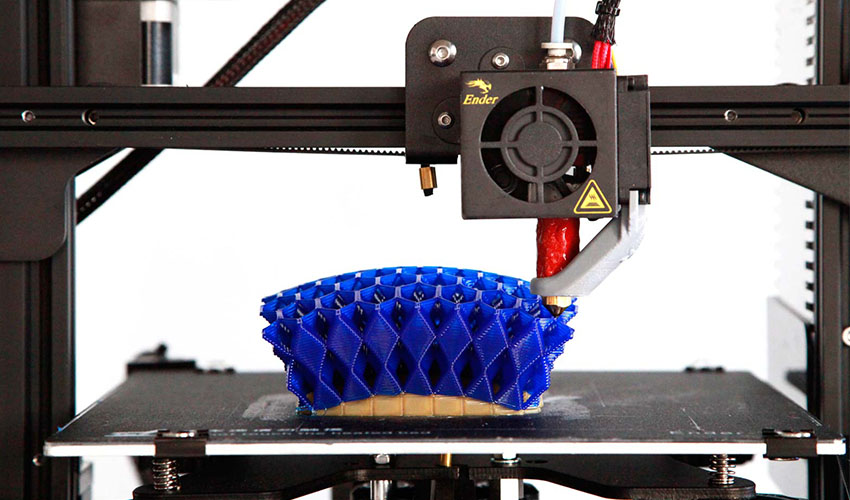
В 3D-печати SLA жидкая смола отверждается высокоточным лазером для формирования каждого слоя, что позволяет получать гораздо более мелкие детали и является более надежным для многократного достижения высококачественных результатов. В результате 3D-печать SLA известна своими прекрасными характеристиками, гладкой поверхностью, высочайшей точностью и точностью деталей.
Точность, прецизионность и допуск в 3D-печати — сложные термины, которые часто понимают неправильно. Узнайте больше об их значении, чтобы лучше понять производительность 3D-печати.
Детали SLA имеют острые края, гладкие поверхности и минимально видимые линии слоев. Этот образец детали был напечатан на настольном 3D-принтере Formlabs Form 3 SLA.
Использование света вместо тепла для печати — еще один способ, которым SLA-принтеры гарантируют надежность. Благодаря 3D-печати деталей при температуре, близкой к комнатной, они не страдают от артефактов теплового расширения и сжатия, которые могут возникнуть в процессе печати FDM.
Благодаря высокоточному лазеру 3D-принтеры SLA лучше подходят для изготовления сложных деталей (деталь FDM слева, деталь SLA справа).
В то время как принтеры FDM создают механическую связь между слоями, 3D-принтеры SLA создают химические связи путем перекрестного связывания фотополимеров между слоями, в результате чего детали становятся полностью плотными, водо- и воздухонепроницаемыми. Эти соединения обеспечивают высокую поперечную прочность, в результате чего получаются изотропных деталей, а это означает, что прочность деталей не меняется при ориентации. Это делает SLA 3D-печать особенно идеальной для инженерных и производственных приложений, где важны свойства материала.
На относительно простых деталях разница в качестве менее заметна. Однако детали SLA плотные и изотропные, что делает их более подходящими для многих инженерных и производственных приложений (деталь FDM слева, деталь SLA справа).
Образец детали
Убедитесь сами и убедитесь в качестве Formlabs.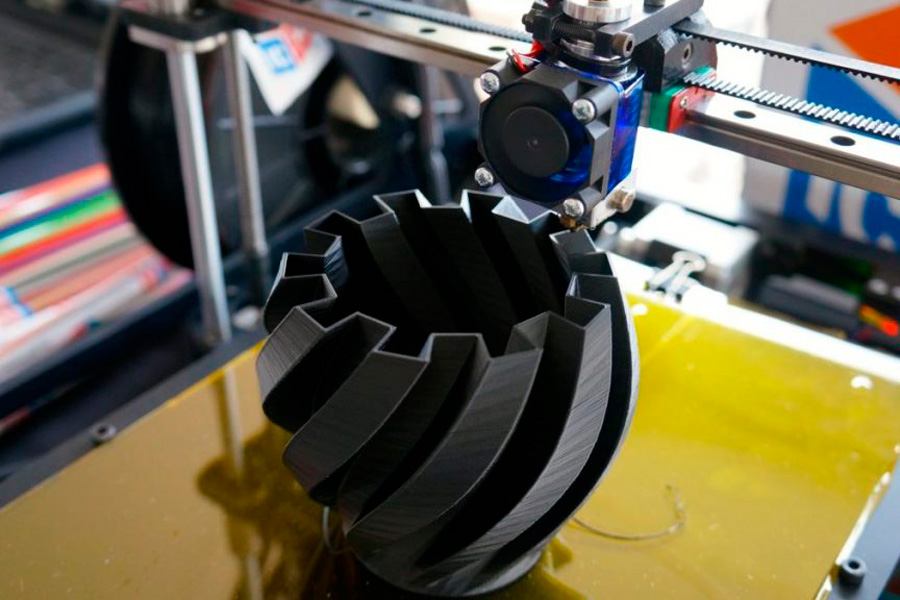 Мы отправим бесплатный образец детали в ваш офис.
Мы отправим бесплатный образец детали в ваш офис.
Запросить бесплатный образец Деталь
Пластиковые экструзионные 3D-принтеры работают с рядом стандартных термопластичных нитей, таких как ABS, PLA и их различные смеси. Популярность 3D-печати FDM среди любителей привела к появлению множества цветовых вариантов. Также существуют различные экспериментальные смеси пластиковых нитей для создания деталей с поверхностью, подобной дереву или металлу.
Инженерные материалы, такие как нейлон, PETG, PA или TPU, и высокоэффективные термопласты, такие как PEEK или PEI, также доступны, но часто ограничены некоторыми профессиональными FDM-принтерами, которые их поддерживают.
Нити и смеси FDM предлагаются в различных цветовых вариантах. (источник: All3DP.com)
Смоляные материалы SLA имеют преимущество широкого спектра конфигураций составов : они могут быть мягкими или твердыми, сильно наполненными добавками, такими как стекло и керамика, или наделенными механическими свойствами, такими как высокая термостойкость. термостойкость или ударопрочность. Различные составы смол предлагают широкий спектр оптических, механических и термических свойств, соответствующих свойствам стандартных, инженерных и промышленных термопластов.
термостойкость или ударопрочность. Различные составы смол предлагают широкий спектр оптических, механических и термических свойств, соответствующих свойствам стандартных, инженерных и промышленных термопластов.
3D-принтеры SLA предлагают разнообразные материалы для проектирования и производства.
В некоторых случаях именно эта комбинация универсальности и функциональности приводит к тому, что компании изначально внедряют SLA 3D-печать у себя. После обнаружения одного приложения, решенного с помощью определенного функционального материала, обычно вскоре открываются новые возможности, и принтер становится инструментом для использования разнообразных возможностей различных материалов.
Некоторые свойства материалов, уникальные для SLA, включают:
SLA — единственный метод 3D-печати, который позволяет создавать прозрачные детали на рабочем столе. Идеально подходит для визуализации сложных сборок, (микро)гидродинамики, изготовления пресс-форм, оптики, освещения и любых деталей, требующих прозрачности.
Узнать больше
Детали, напечатанные из этого материала, выглядят и ведут себя как литые силиконовые детали и достаточно прочны, чтобы их можно было использовать в течение нескольких циклов.
Узнать больше
Обеспечивает температуру теплового изгиба (HDT) 238 °C при 0,45 МПа, что является самой высокой термостойкостью среди всех материалов для настольной 3D-печати.
Узнать больше
Материал с 20% содержанием воска для литья по выплавляемым моделям и прессования в стоматологии и ювелирном деле.
Узнать больше
Специализированные материалы для стоматологии, такие как биосовместимые хирургические шаблоны, шины, несъемные шаблоны и модели, прозрачные модели элайнеров и полные съемные протезы.
Подробнее
Распечатайте на 3D-принтере детали с отделкой, похожей на камень, и обожгите их, чтобы создать полностью керамическое изделие.
Подробнее
Интерактивный
Нужна помощь в выборе материала для 3D-печати? Наш новый интерактивный помощник по материалам поможет вам принять правильное решение в отношении материалов, исходя из вашего применения и свойств, которые вам больше всего нужны из нашей постоянно растущей библиотеки смол.
Порекомендуйте мне материал
Узнайте, как перейти от проектирования к 3D-печати с помощью 3D-принтера Form 3+ SLA. В этом 5-минутном видео рассказывается об основах использования Form 3, от программного обеспечения и материалов до печати и постобработки.
Рабочий процесс 3D-печати FDM и SLA состоит из трех этапов: проектирование, 3D-печать и постобработка.
Сначала используйте любое программное обеспечение САПР или данные 3D-сканирования для создания модели и экспортируйте ее в формат файла для 3D-печати (STL или OBJ). Затем 3D-принтеры требуют подготовки к печати или программного обеспечения для слайсера, чтобы указать параметры печати и разделить цифровую модель на слои для печати.
Недорогие 3D-принтеры FDM или SLA не очень удобны для пользователя и часто требуют многих часов настройки и экспериментов, чтобы установить правильные параметры печати. Тем не менее, результаты могут меняться с каждым новым дизайном или материалом, и вероятность неудачных отпечатков остается высокой. Это не только задерживает проекты, но также может привести к неприятным сбоям, требующим длительного процесса очистки.
Профессиональные 3D-принтеры SLA, такие как Form 3, и некоторые другие профессиональные FDM-принтеры поставляются со своим собственным программным обеспечением и предопределенными настройками для каждого материала, которые были тщательно протестированы для обеспечения максимальной успешности печати.
Настройка печати с помощью передовых инструментов подготовки к печати, таких как PreForm, выполняется по принципу plug and play. PreForm можно загрузить бесплатно, попробуйте прямо сейчас .
Как только начинается процесс 3D-печати, большинство 3D-принтеров могут работать без присмотра даже ночью, пока печать не будет завершена. Усовершенствованные 3D-принтеры SLA, такие как Форма 3 предлагает систему картриджей, которая автоматически заправляет материал.
Последним этапом рабочего процесса является постобработка. Детали SLA требуют промывки изопропиловым спиртом (IPA) или альтернативными растворителями для удаления неотвержденной смолы с их поверхности. При использовании стандартного рабочего процесса это включает в себя сначала удаление деталей со сборочной платформы, а затем ручное замачивание их в ванне с растворителем для удаления излишков смолы.
Профессиональные решения, такие как Form Wash автоматизировать этот процесс. Детали могут быть перенесены непосредственно из принтера в Form Wash, который перемешивает растворитель вокруг деталей для их очистки и автоматически поднимает детали из спиртовой ванны по завершении процесса.
После высыхания промытых деталей некоторые материалы SLA требуют пост-отверждения , процесса, который помогает деталям достичь максимально возможной прочности и стабильности.
Преимущество процесса FDM в том, что он не требует очистки; неподдерживаемые готовые детали готовы к использованию или дальнейшей постобработке после завершения процесса печати.
И в процессах FDM, и в процессах SLA используются опорные структуры для облегчения 3D-печати более сложных геометрических форм, и их удаление представляет собой последний шаг в постобработке.
Поддержки на деталях FDM необходимо отрывать вручную или растворять в воде, в зависимости от материала подложки.
Поддерживаемые отпечатки FDM требуют дополнительной постобработки для достижения высокого качества отделки (источник: 3D Hubs).
Удаление опоры для деталей SLA требует вырезания опорных конструкций и легкой шлифовки деталей для удаления следов опоры. Формлабс Технология Low Force Stereolithography (LFS) ™ предлагает поддержку с легким касанием, которая позволяет отрывать весь объект от его основания за секунды, оставляя минимальные следы и сокращая время, затрачиваемое на постобработку.
Когда требуется дополнительная постобработка, детали как FDM, так и SLA могут быть обработаны, загрунтованы, окрашены и собраны для конкретного применения или отделки. Однако детали FDM требуют дополнительной шлифовки перед грунтовкой или окраской, а также требуют более высоких уровней заполнения для механической обработки или растачивания.
Веб-семинар
На этом веб-семинаре Мэтт Льюис и Рики Хоппер расскажут вам об улучшенной линейке SLA и продемонстрируют новые продукты.
Посмотреть вебинар прямо сейчас
Сколько стоит 3D-принтер FDM или SLA и сколько времени и средств вы можете реально сэкономить для своего бизнеса? Расчет стоимости на деталь требует учета стоимости владения оборудованием, материалов и рабочей силы. Полезно понимать факторы, влияющие на каждый из этих компонентов затрат, и вопросы, которые необходимо задать, чтобы оценить альтернативные методы производства и выявить скрытые затраты.
Одним из основных преимуществ 3D-принтеров FDM является низкая стоимость машины. Поскольку принтеры FDM начального уровня доступны всего за несколько сотен долларов, любители и малые предприятия могут попробовать FDM, чтобы увидеть, стоит ли 3D-печать добавить в свой набор инструментов. Для тех, кто не знает, с чего начать, более низкая стоимость машины FDM начального уровня часто является достаточно убедительной, чтобы оправдать покупку. Однако эти недорогие FDM-принтеры могут быть ненадежными, и для их работы в долгосрочной перспективе часто требуется помощь специалиста.
Профессиональные настольные FDM-принтеры проще в использовании и больше подходят для предприятий, а их цена варьируется от 2000 до 8000 долларов. Эти 3D-принтеры обычно обеспечивают лучшую надежность, более высокое качество печати и большие объемы сборки. Хотя эти машины подходят для производства функциональных деталей, конкуренция в этой ценовой категории является жесткой, поскольку машины SLA предлагают более широкий спектр применений и лучшее качество печати.
3D-принтеры SLA стоят около 3750 долларов, а Formlabs предлагает единственные доступные 9Решение для большого 3D-принтера SLA 0101 стоимостью от 11 000 долларов США.
Что касается материалов, нити FDM также относительно недороги по сравнению с материалами для других технологий 3D-печати. Обычные материалы FDM, такие как ABS, PLA и их различные смеси, обычно стоят около 50 долларов США за кг, в то время как специализированные нити FDM для инженерных приложений могут стоить 100–150 долларов США за кг. Растворимые вспомогательные материалы для 3D-принтеров FDM с двойной экструзией продаются по цене 100–200 долларов США за кг. Для сравнения, большинство стандартных и инженерных смол для 3D-принтеров SLA стоят 149 долларов.-$200/л.
Затраты на оплату труда — последняя, о которой часто забывают, часть уравнения. Для простых проектов, не требующих поддержки для печати, FDM почти не требует постобработки. Однако для поддерживаемых FDM-отпечатков и деталей, требующих высококачественной отделки, требуется длительная ручная постобработка.
Детали SLA требуют промывки и, в зависимости от материала, также пост-отверждения, но оба эти процесса могут быть в основном автоматизированы с помощью принадлежностей для минимизации трудозатрат. Поддерживаемые отпечатки SLA требуют лишь небольшой шлифовки, чтобы удалить метки поддержки и получить высококачественную отделку.
Как правило, 3D-принтеры FDM создают самые дешевые детали, если вы печатаете только относительно простые прототипы в ограниченном количестве. 3D-принтеры SLA смолы предлагают более высокое разрешение, лучшее качество и широкий спектр материалов для 3D-печати с небольшой надбавкой, но разница быстро уменьшается, когда вы печатаете сложные конструкции или большие партии из-за менее трудоемкой постобработки.
Интерактивный
Попробуйте наш интерактивный инструмент ROI, чтобы увидеть, сколько времени и средств вы можете сэкономить при 3D-печати на 3D-принтерах Formlabs.
Рассчитайте свою экономию
Draft Resin – это быстродействующий материал SLA , который позволяет создавать детали в 5-10 раз быстрее, чем 3D-принтеры FDM. С толщиной слоя 200 микрон Draft Resin достаточно точен, чтобы удовлетворить потребности в прототипировании, обеспечивая при этом более быстрые итерации дизайна. Более крупные модели, занимающие большую часть рабочего объема SLA-принтера (около 15 см куба), печатаются с помощью Draft Resin всего около девяти часов. Печать той же детали слоем толщиной 200 микрон на FDM-принтере может занять 80-90 часов. Это идеально подходит для таких приложений, как быстрое прототипирование, где пользователи могут быстро оценить успех и перейти к другой печати или проекту.
Скорость печати FDM и SLA становится сопоставимой при печати деталей с одинаковой высотой слоя из других материалов. Но обратите внимание, что деталь, напечатанная слоями толщиной 100 микрон на принтере FDM, сильно отличается от детали, напечатанной слоями толщиной 100 микрон на принтере SLA, из-за способа построения слоев. Для достижения сравнимого качества с деталями FDM потребуется меньшая высота слоев — таким образом, в два-четыре раза больше времени печати — или значительная и трудоемкая постобработка для улучшения качества поверхности.
Вебинар
Хотите узнать больше? Слушайте менеджеров по продуктам, которые помогали разрабатывать материалы Draft Resin, на этом веб-семинаре по запросу.
Посмотреть вебинар сейчас
Одной из областей, где традиционно доминировали FDM-принтеры, раньше были объемы сборки. Из-за различий в технологиях разработка более крупных машин FDM менее сложна. На рынке существует множество более крупных решений FDM для приложений, требующих 3D-печати более крупных деталей.
Перевернутый процесс SLA, применяемый в настольных SLA-принтерах, снижает занимаемую площадь и стоимость, но повышенное усилие отслаивания накладывает ограничения на материалы и объем сборки, а для успешной печати более крупных деталей требуются прочные опорные конструкции.
С введением процесса печати Low Force Stereolithography (LFS), на котором основаны Form 3 и Form 3L, Formlabs полностью переработала свой подход к 3D-печати на основе смолы, чтобы значительно уменьшить силы, воздействующие на детали в процессе печати. . Равномерное линейное освещение и малое усилие от гибкого резервуара означают, что технология стереолитографии с низким усилием может легко масштабироваться до большей области печати, построенной на том же мощном механизме печати.
Первый недорогой широкоформатный полимерный принтер Form 3L быстро печатает большие детали, используя два смещенных блока обработки света (LPU), которые работают одновременно по оптимизированному пути печати. Обеспечивая объем сборки в пять раз больше, чем текущие SLA-принтеры, Form 3L устраняет ограничения по размеру, которые иногда мешают рабочим процессам на небольших настольных устройствах, сохраняя при этом конкурентоспособную цену.
Модель Form 3L предлагает в пять раз больший объем печати, чем современные принтеры SLA, сохраняя при этом конкурентоспособную цену.
Веб-семинар
Хотите узнать больше об экосистеме Form 3L и Form 3BL, а также о новых широкоформатных машинах постобработки?
В этой демонстрации Кайл и Крис объяснят, как перемещаться по сквозному рабочему процессу Form 3L, включая постобработку.
Смотреть сейчас
Каждая технология 3D-печати имеет свои сильные и слабые стороны и требования и подходит для различных приложений и предприятий. В следующей таблице приведены некоторые ключевые характеристики и соображения при сравнении 3D-принтеров на основе смолы и филамента.
| Fused Deposition Modeling (FDM) | Stereolithography (SLA) | |
|---|---|---|
| Resolution | ★★☆☆☆ | ★★★★★ |
| Accuracy | ★★★ ★☆ | ★★★★★ |
| Surface Finish | ★★☆☆☆ | ★★★★★ |
| Throughput | ★★★☆☆ | ★★★★☆ |
| Сложные конструкции | ★★★☆☆ | ★★★★ ☆ |
| Простота использования | ★★★★★ | ★★★★ ★ |
| ПРОМЕСТО | LID-COSTER MACHINES MACHINES MACHINE | Отличная цена Высокая точность Гладкая поверхность Высокая скорость печати Диапазон функциональных применений |
| Минусы | Низкая точность Низкая детализация Ограниченная совместимость дизайна | Чувствительность к длительному воздействию УФ-излучения |
| Applications | Low-cost rapid prototyping Basic proof-of-concept models | Functional prototyping Patterns, molds, and tooling Dental applications Jewelry prototyping and casting Modelmaking |
| Price | Budget printers а комплекты для 3D-принтеров стоят от нескольких сотен долларов. Настольные принтеры среднего класса более высокого качества стоят от 2000 долларов, а промышленные системы — от 15 000 долларов. | Профессиональные настольные принтеры стоят от 3750 долларов, настольные широкоформатные принтеры — от 11 000 долларов, а крупные промышленные машины — от 80 000 долларов. |
| Печать объем | До 300 x 300 x 600 мм (настольные и настольные 3D -принтеры) | до 300 x 335 x 200 мм (рабочие столы и стенд 3D принтеры) |
| Разновидности смолы (термореактивные пластмассы). Стандартные, инженерные (абс-подобные, полипропиленовые, гибкие, термостойкие), литейные, стоматологические и медицинские (биосовместимые). | ||
| Обучение | Небольшое обучение по настройке сборки, эксплуатации станка и отделке; умеренное обучение по обслуживанию. | Подключи и работай. Небольшое обучение по настройке сборки, техническому обслуживанию, эксплуатации станка и отделке. |
| Требования к помещениям | Кондиционируемая среда или, предпочтительно, нестандартная вентиляция для настольных компьютеров. | Настольные компьютеры подходят для офисной среды. |
| Вспомогательное оборудование | Система удаления опор для станков с растворимыми опорами (опционально автоматизированная), отделочные инструменты. | Станция мойки и станция постотверждения (оба могут быть автоматизированы), отделочные инструменты. |
Сравнив две технологии, мы можем сделать вывод, что принтеры FDM и SLA имеют схожие, часто дополняющие друг друга функции. Но два типа 3D-принтеров не всегда конкурируют; многие компании используют 3D-принтеры FDM и SLA одновременно. Это может означать лучшее из обоих миров: недорогое быстрое прототипирование в сочетании с высококачественными функциональными деталями для более широкого спектра применений.
Несколько практических примеров:
При разработке продукта детали FDM или SLA-печать с помощью Draft Resin идеально подходят для базовой проверки концептуальных моделей и быстрых итераций. По мере того, как проект продвигается вперед, 3D-печать SLA идеально подходит для детальных концептуальных моделей или функциональных прототипов, которые могут потребовать более высокого качества и материалов с другими свойствами.
Как FDM, так и SLA 3D-печать обычно используются в производстве для создания приспособлений, приспособлений и других инструментов. FDM лучше подходит для больших простых деталей, а SLA — лучшее решение для сложных приспособлений, высокоточных инструментов и пресс-форм.
Отрасль образования добилась успеха в развертывании машин FDM и SLA. Многие учебные заведения начинают с FDM-печати, поскольку ее низкая стоимость идеально подходит для студентов, которым нужны быстрые черновики и некоторый практический опыт работы с этой технологией.

Всего комментариев: 0