Gcode для лазера: Добавление лазера к LightBurn. Устройства GCode и DSP
Содержание
Как работать c G-code (+ видео)
Какими командами пользоваться при работе с лазером Endurance
Для того, чтобы сделать контурное изображение для гравировки или резки мы советуем заранее подготовить G-code.
Грамотно сделанный G-code позволит вам выбрать оптимальные параметры резки или гравировки.
Есть 2 плагина для подготовкеи качественного g-code из программы Inkscape:
- Endurance Laser G-code
- J Tech Photonic Laser tool
Оба плагина и программа Inkscape есть на сайте Endurance.
Ранее мы делали видео, как подготовить изображение для лазерной гравировки и резки с помощью программы Inkscape:
Однако в этой статье я хотел бы рассказать именно о самом G-code, и какие команды бывают.
Сами команды делятся на группы:
G — Подготовительные (основные) команды;
М — Вспомогательные (технологические) команды.
Эти команды имеют параметры:
X — Координата точки траектории по оси X [G0 X100 Y0 Z0]
Y — Координата точки траектории по оси Y [G0 X0 Y100 Z0]
Z — Координата точки траектории по оси Z [G0 X0 Y0 Z100]
E — Координата точки выдавливания пластика [G1 E100 F100]
P — Параметр команды [M300 S5000 P280]
S — Параметр команды [G04 S15]
F — Параметр команды, подача (скорость) [G1 Y10 X10 F1000]
G — команды:
G0 — Холостой ход, без работы инструмента [G 0 X 10]
G1 — Координированное движение по осям X Y Z E [G 1 X 10]
G4 — Пауза в секундах [G4 S15]
G28 — Команда Home — паркуем головку [G28 Y0 X0 Z0]
G90 — Использовать абсолютные координаты [G90]
G91 — Использовать относительные координаты [G91]
G92 — Установить текущую заданную позицию [G92]
Дополнительный список команд (проверен на версии GRBL 0.9i):
Название G-code — Описание
G00 Быстрое позиционирование
G01 Линейная интерполяция
G02 Круговая интерполяция по часовой стрелке
G03 Круговая интерполяция против часовой стрелки
G04 Dwell
G10 Программируемый ввод данных
G17 Выбор плоскости XY
G18 Выбор плоскости ZX
G19 Выбор плоскости YZ
G20 Программирование в дюймах
G21 Программирование в миллиметрах (мм)
G28 Возврат к исходной позиции (ноль машины)
G30 Возврат к вторичному дому (машина ref pt)
G40 Коррекция радиуса инструмента выключена
G43 Компенсация смещения высоты инструмента отрицательная
G49 Компенсация коррекции длины инструмента
G53 Система координат машины
G54-G59 Системы координат работы (WCS)
G61 Точная остановка, модальная
G80 Отменить законченный цикл
G90 Абсолютное программирование
G90 Фиксированный цикл, для черновой обработки (акцент Z-оси)
G91 Инкрементное программирование
G92 Регистр позиции от нуля до вершины инструмента
G92 Цикл Threading, простой цикл
G94 Скорость подачи в минуту
M00 Обязательная остановка
M02 Конец программы
M03 Шпиндель включен (вращение по часовой стрелке) (лазера_)
M04 Шпиндель (вращение против часовой стрелки)
M05 Остановка шпинделя (лазера)
M08 Система охлаждения (наводнение)
M09 Охлаждение выключено
M30 Конец программы, с возвратом к верхней части программы
Пример работы gcode для гравера Endurance MakeBlock XY:
G00 // позиционирование
G04 P0 // пауза, установка задержки на 0
M05 S0 // отключение лазера
G90 G21 // определение шага в мм
G00 X5 Y5 // позиционирование по X и Y
G04 P0 // пауза, установка задержки на 0
M03 S255 // включение лазера и установка максимальной мощности
G04 P0 // пауза, установка задержки на 0
G01 X50 Y10 F1500 // перемещение головки лазера на 5 см по X и 1 см по Y, установка скорости 1500
G04 P0 // пауза, установка задержки на 0
M05 S0 // отключение лазера
G04 P0 // пауза, установка задержки на 0
M05 S0 // отключение лазера
G00 // позиционирование
M02 // Окончание программы
Полезные ссылки и материалы про G-code
http://cncwebtools.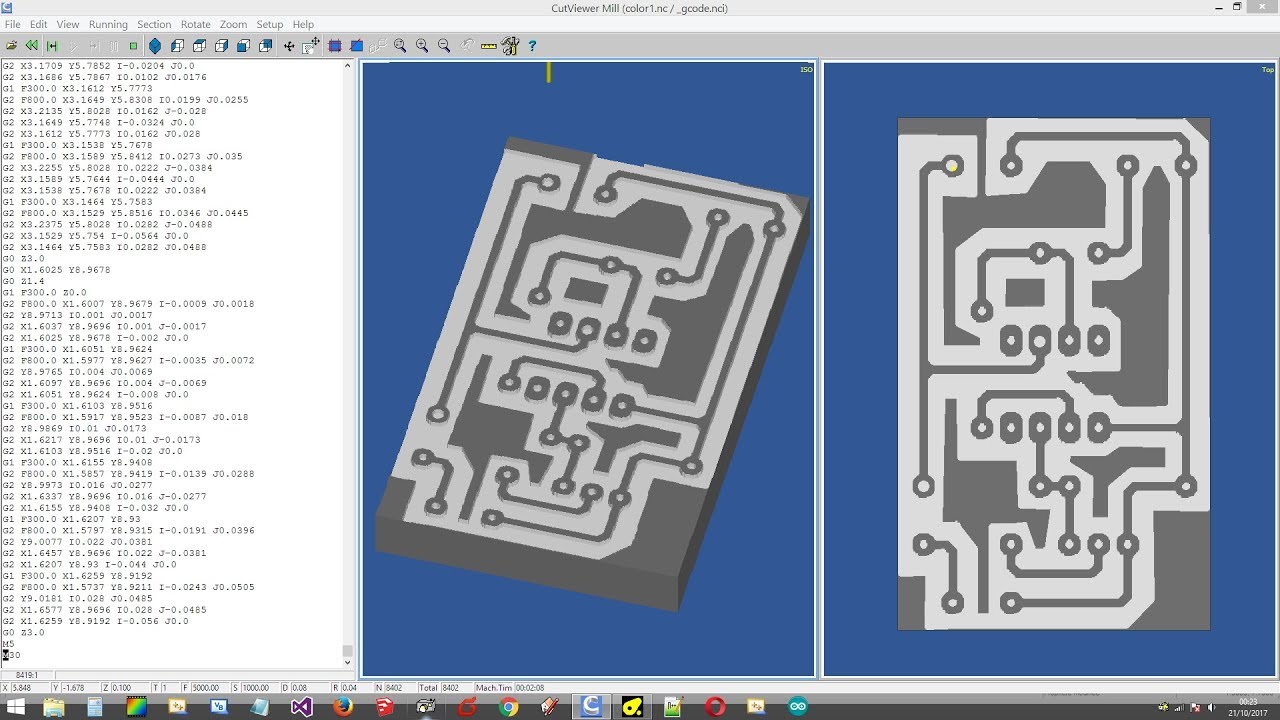 com/Apps/Table_Milling_GCode_Generator/index.html
com/Apps/Table_Milling_GCode_Generator/index.html
https://pikabu.ru/story/generiruem_gcode_s_pomoshchyu_besplatnogo_onlayn_servisa_makercam_5448847
http://www.microtechstelladata.com/TextToNCcode.aspx
https://ncviewer.com/
Полная инструкция и подготовке изображения вG-code находится на сайте Endurance.
Подробнее о практической работе с лазерами и граверами читайте в других статьях от Георгия Фомичева или на сайте компании Endurance.
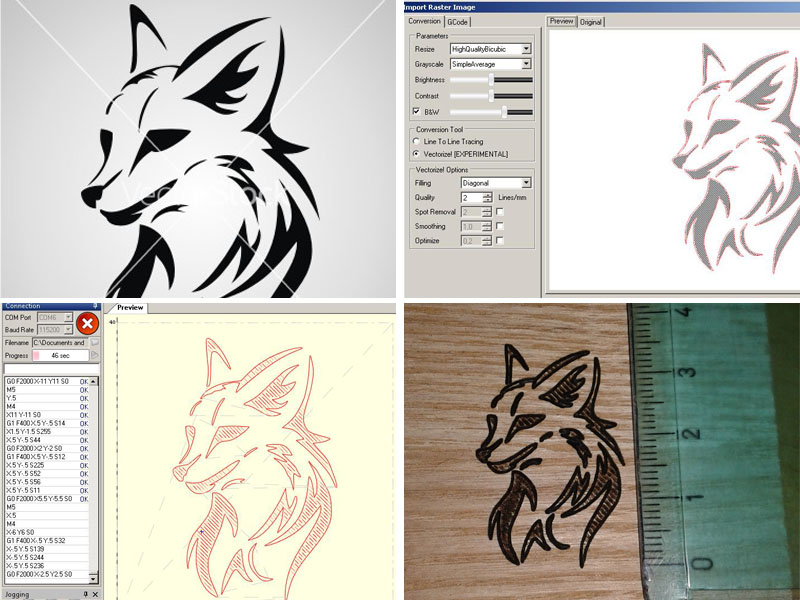
Подготовка файла для гравировки лазером в программе ArtCam
Большинство статей на сайте описывают работу в программе ArtCAM v8/v9. Если вы используете более поздние версии программы (v11/v12 или новее), для удобства работы с программой и статьями необходимо после запуска ArtCAM выполнить настройку компоновки, как указано на рисунке:
Подготовка файла рассчитана на синий лазер мощностью 1..10Вт диаметром луча 0,25 мм.
Подготовленный в удобной для Вас графической программе точечный черно — белый рисунок в формате .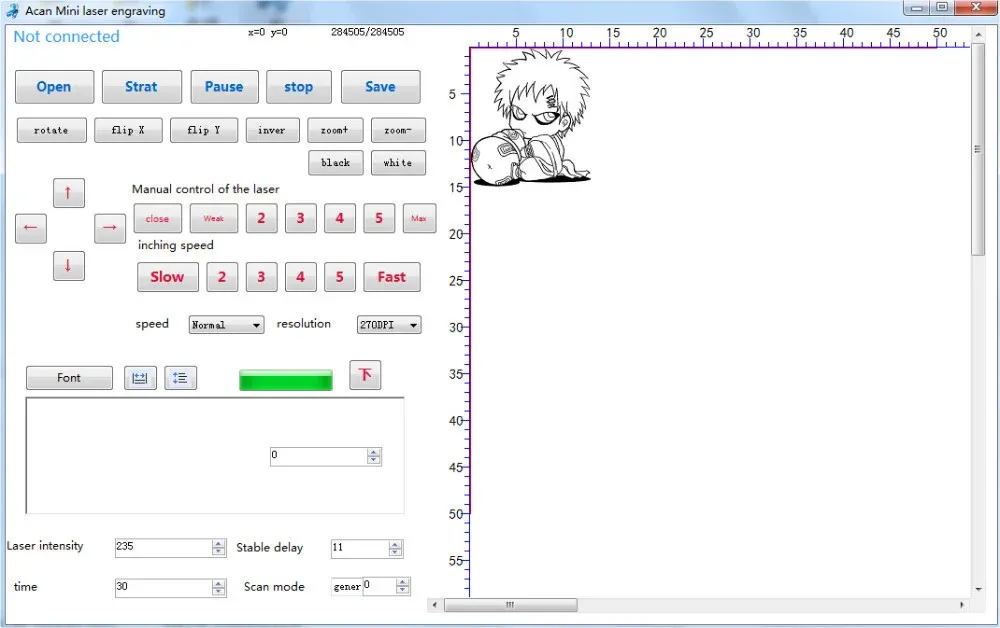 bmp открываем в программе ArtCam
bmp открываем в программе ArtCam
Файл — Открыть
При необходимости масштабируем (изменяем размеры) модель.
В программе ArtCam необходимо изменить разрешение модели — увеличить его приблизительно в два раза. Модель ->Изменить разрешение.
Бегунком в левой области выставляем новое разрешение (1). Параметры new resolution должны быть приблизительно в два раза больше, чем параметры current resolution. Далее нажимаем кнопку Применить (2).
Вызываем Редактор формы. Модель -> Редактор формы или просто двойным щелчком левой кнопки мыши по черному квадрату внизу изображения (1). В появившемся окне выбираем кнопку ПЛОСКИЙ (2). Далее вводим для Начальной высоты значение 1 мм (3). Далее- Вычесть (4), Применить (5), Закрыть (6).
В области 3d вида появится рельеф.
Создаем инструмент ЛАЗЕР на базе концевой фрезы. Для этого
-переходим на вкладку УП (1),
-выбираем БАЗА ДАННЫХ ИНСТРУМЕНТА (2),
-добавляем новый инструмент (3),
-вносим имя инструмента, тип инструмента выбираем — КОНЦЕВАЯ, единицы измерения мм/сек (4),
-выставляем диаметр 0,001, глубина обработки минимальная (5),
-шаг — 0,001, скорость, шпиндель — любые (6),
-сохраняем изменения (7), сохраняем создание нового инструмента (8).
Оставаясь во вкладке УП (1), выбираем ОБРАБОТКУ РЕЛЬЕФА (2).
Настраиваем траекторию движения — ЗМЕЙКОЙ ПО Х, угол — 0, припуск — 0, точность — 0,001 (1).
Высота безопасности по Z — 1, точка возврата по X и Y- 0, по Z — 1 (2).
Инструмент Выбрать (3) лазер 0,001 (4),Выбрать (5).
Указываем шаг 0,25 мм (фокус лазера) (1), глубина за проход 1 мм (2)
Материал определить (1), высота заготовки 1.0 (2), обращаем внимание на смещение (3), ОК (4), даем имя заготовке (5), вычислить сейчас (6), закрыть (7).
Открываем вкладку УП -> сохранить УП.
-перемещаем УП в раздел сохраняемые (1),
-выбираем G-Code (mm) (2),
-сохраняем (3),
-выбираем папку для хранения (4) и задаем имя файла (5),
— сохраняем изменения (6) и закрываем окно (7).
После этого можно сохранить весь проект стандартным способом Файл — Сохранить…
Далее необходимо открыть УП в Блокноте и заменить (Правка — Заменить) все значения Z 1. 000 на Z 0.010. Если требуется меняем значение скорости на необходимую F1000. Это делается для того, чтобы ось Z не тратила время, и голова ходила с постоянной скоростью без остановок и задержек на включение / выключение лазера.
000 на Z 0.010. Если требуется меняем значение скорости на необходимую F1000. Это делается для того, чтобы ось Z не тратила время, и голова ходила с постоянной скоростью без остановок и задержек на включение / выключение лазера.
Не забудьте сохранить файл. УП готова к запуску.
Фото картинки, полученной выжиганием на настольном фрезерном станке с установленным лазером.
ВНИМАНИЕ! При работе с лазером соблюдайте технику безопасности. ОБЯЗАТЕЛЬНО используйте очки!
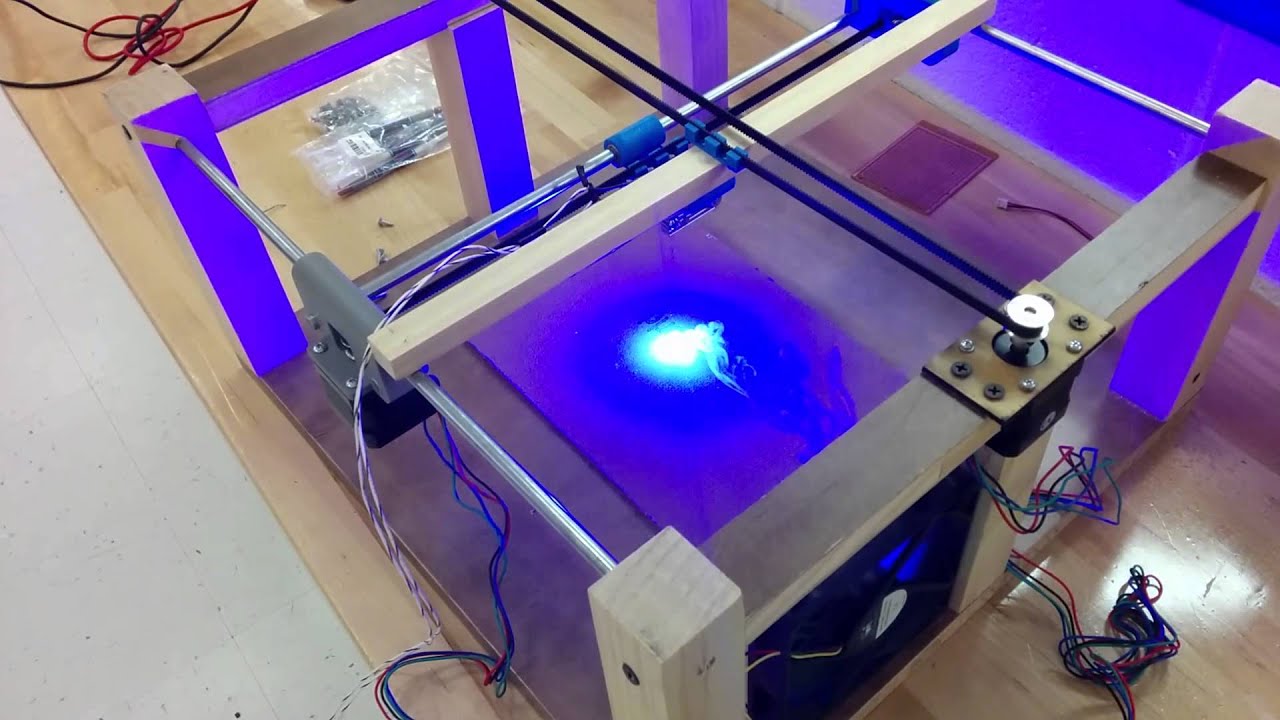
Выжигание по фотографии на гравировально-фрезерном станке Моделист3040
Видео выжигания на настольном фрезерном станке Моделист3040
Видео резки бумаги лазером на станке Моделит3040
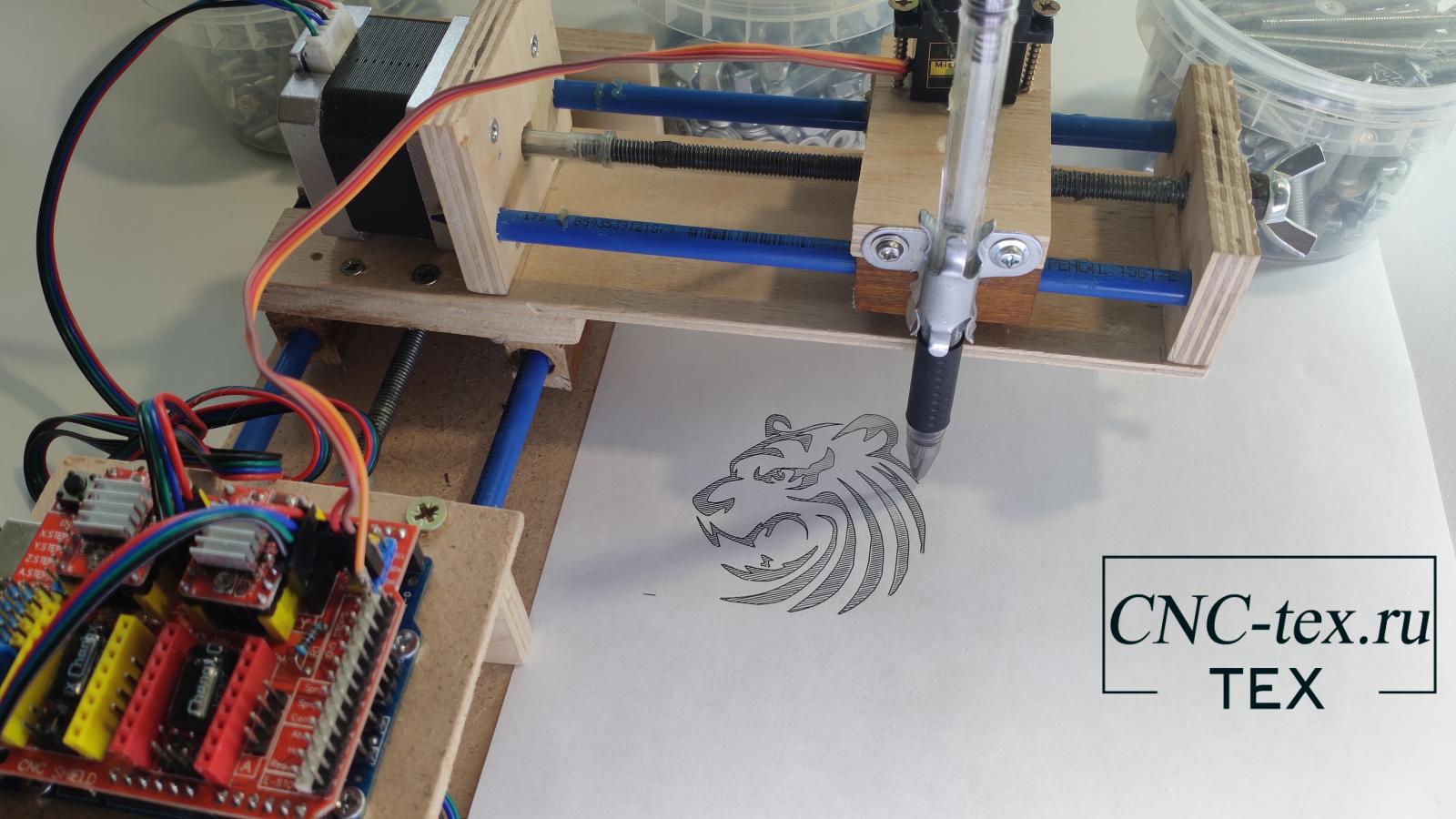
Подготовка изображения к выжиганию методом «точка к точке»
Инструкция по сборке и подключению лазера для установки на фрезерно-гравироваьный станок
Образцы G-кода для 3D-принтера / станка с ЧПУ / гравировального станка
An Endurance 15 Вт (реальная выходная мощность) лазер с водяным охлаждением и системой автофокусировки.
 Режет 10 мм дерева (2/5″)
Режет 10 мм дерева (2/5″)
Мы представляем БЕСПЛАТНУЮ библиотеку g-кодов для лазерной резки и лазерной гравировки.
- _(обязательно)
- Как называется ваша машина(обязательно)
- Ваше имя(обязательно)
- Ваш адрес электронной почты(пожалуйста, введите действующий адрес электронной почты)
- Если у вас есть какие-либо проблемы с этим, опишите их здесь или просто поделитесь своими мыслями
Библиотека изображений и g-кодов для лазерной резки или гравировки.
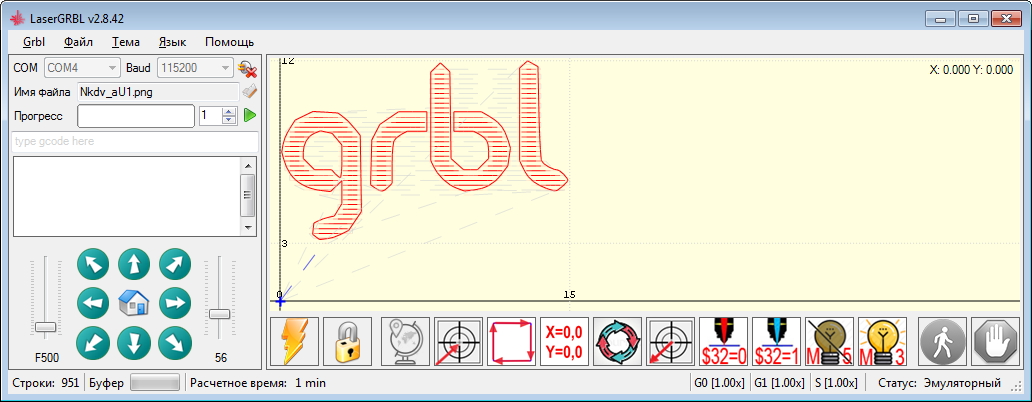
G-код (также RS-274) является наиболее широко используемым языком программирования с числовым программным управлением (ЧПУ).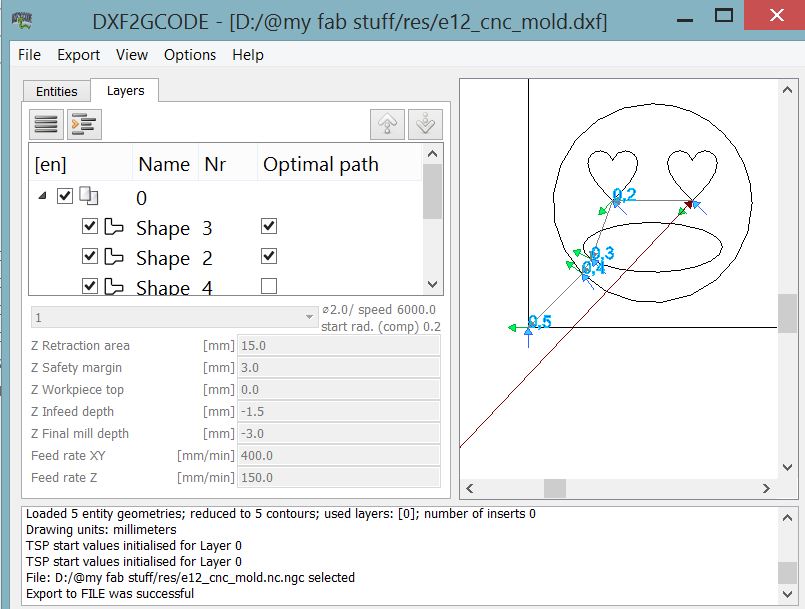 Инструкции G-кода предоставляются контроллеру машины (промышленному компьютеру), который сообщает двигателям, куда двигаться, как быстро двигаться и по какому пути следовать. Для запуска g-кода на вашей плате должна быть установлена специальная прошивка. Самые популярные прошивки сейчас это GRBL, Marlin и другие. GRBL в основном используется на таких рамах, как Eleksmaker, Sainsmart, CNCC LaserAxe, WainLux, Neje, Ortur, Atom и подобных машинах. Прошивка Marlin обычно используется на многих дешевых 3D-принтерах с открытым исходным кодом, таких как Anet, Anycubic, Wanhao и других…
Инструкции G-кода предоставляются контроллеру машины (промышленному компьютеру), который сообщает двигателям, куда двигаться, как быстро двигаться и по какому пути следовать. Для запуска g-кода на вашей плате должна быть установлена специальная прошивка. Самые популярные прошивки сейчас это GRBL, Marlin и другие. GRBL в основном используется на таких рамах, как Eleksmaker, Sainsmart, CNCC LaserAxe, WainLux, Neje, Ortur, Atom и подобных машинах. Прошивка Marlin обычно используется на многих дешевых 3D-принтерах с открытым исходным кодом, таких как Anet, Anycubic, Wanhao и других…
Важно знать, что некоторые машины и рамы имеют несколько разные команды включения/выключения лазера.
Это может быть M103/M105 или M03/M05. Это зависит от параметров GRBL.
Могут быть некоторые ограничения скорости для резки и гравировки, которые также сохраняются в настройках GRBL.
Важно знать, что GRBL должен быть правильно настроен, чтобы иметь возможность перемещать двигатели с требуемой скоростью и сохранять правильные размеры и пропорции.
У нас есть несколько шестнадцатеричных файлов (прошивки) в нашем центре загрузки >>>
Образцы G-кода, изображения, подходящие для лазерной резки/гравировки, а также видеоруководство по подготовке G-кода.
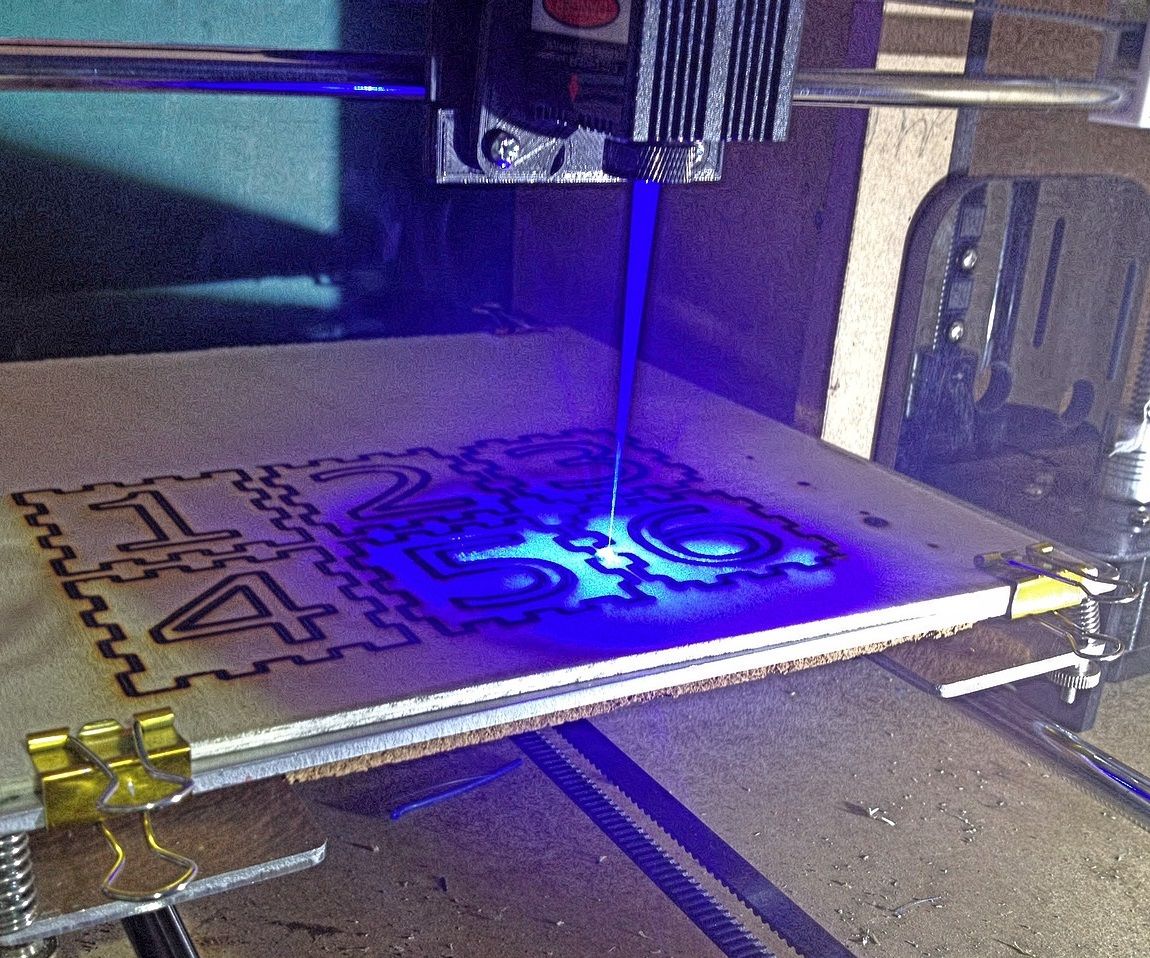
Проверенные и готовые g-коды для вашей рамки гравировки (прошивка GRBL 1.1H). Подходит для Ortur, Eleksmaker, Neje, Atomstack, LE5040 Sainsmart (Genmitsu), Wainlux Гравировка (машины для резки)
скачать файлы штампов
скачать шахматные файлы
скачать файлы жетонов
загрузить файлы лиц
скачать мандалорские файлы
скачать файлы деревянных часов
G- готовые кодовые, векторные и растровые изображения для гравировки и лазерной резки
Размеры по горизонтали составляют 40-50 мм (~2 дюйма), размеры по вертикали основаны на пропорциях.
Мощность лазера везде 100%
Скорость для прошивки GRBL — 1000 мм/мин, для прошивки marlin — 200 мм/мин можете спросить нас в Livechat!
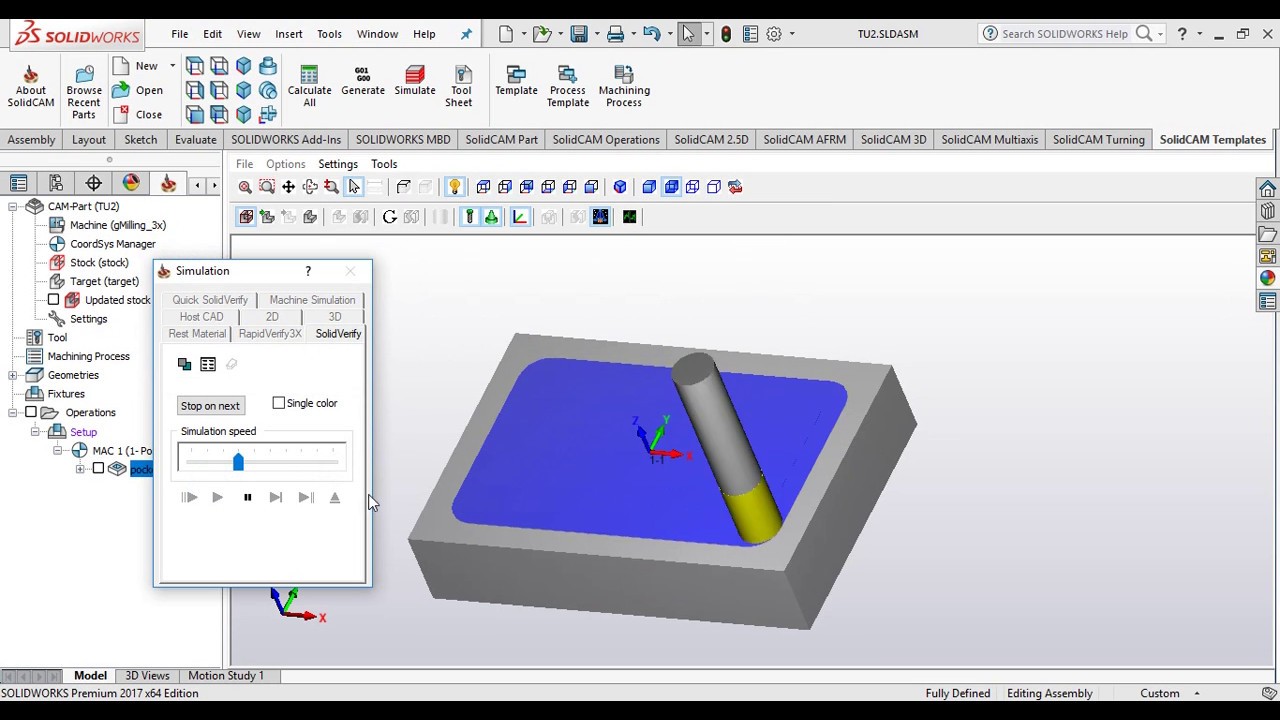
Как сгенерировать G-код для лазерной резки/гравировки.
Для создания G-кода вы можете использовать БЕСПЛАТНОЕ программное обеспечение Inkscape и плагин от лазеров Endurance или J Tech photonics.
Проведите быструю и безопасную оплату. Бесплатная доставка DHL по всему миру. Получите лазер через 3-5 дней.
Подготовьте G-код, используя расширение затенения линий Endurance для Inkscape
Скачать примеры g-кодов для 3D-принтера ANET A8 ( БЕСПЛАТНО). Еще примеры
Еще примеры
Картинки, которые можно легко преобразовать в gcode для лазерной гравировки
Изображения и g-коды для прошивки станка с ЧПУ 3018 (GRBL 1.1H) (сгенерированы в программе Lightburn).
Скачать g-коды для ЧПУ 3018 (проверено на прошивку GRBL 1.1H)
Большая векторная библиотека (3.2Gb) для лазерной резки/гравировки
Просмотр и загрузка
Другие примеры G-кода
Проекты лазерной гравировки и резки — фото и файлы — лучшие идеи
Введение в ЧПУ для новичков. Все, что вам нужно знать о базовом GCode для Grbl, скорости вращения шпинделя и мощности лазера, настройке лазера, настройке параметров GRBL
Все, что вам нужно знать о G-коде.
Команды, параметры.
Как работать с G-кодом.
Все, что вам нужно знать
Наши видеоролики на YouTube
Редактирование изображения в Photoshop и подготовка его к генерации g-кода.
Посмотреть больше видео о G-коде >>>
Все, что вам нужно знать о прошивке GRBL
Параметры, настройки, переменные.
Важно знать о параметрах GRBL, настройках прошивки
Бесплатный плагин лазеров Endurance для Inkscape
Как использовать плагин g-кода Endurance для Inkscape. Подробная инструкция.
Как использовать подключаемый модуль Endurance для лазерного программного обеспечения Inkscape (инструмент расширения генератора G-кода) комплект лазерных линз ance.
4 различных объектива для вашего диодного лазера.
Лазерная резка и лазерная гравировка для дома и бизнеса
Преимущества лазеров Endurance
Стандарт высокого качестваМногоуровневая система тестирования.
Промышленные компоненты.
СверхнадежныйГарантированная продолжительность непрерывной работы ~48-72 часа.
Реальная непрерывная выходная мощностьНаша продукция имеет заявленную номинальную выходную мощность – в отличие от китайских аналогов.
Режим TTLМожет включаться и выключаться при напряжении 3,5-24 В.
Переменная выходная мощность.
Подключи и работайУниверсальное и совместимое крепление.
Совместим с большинством 3D-принтеров и станков с ЧПУ.
Дружественная политика возвратаНе нравится лазер?
Просто верните товар в течение 30 дней и получите полный возврат средств.
Лазерные приспособления и станки для лазерной гравировки (маркировки)
Почему наши клиенты покупают лазеры и станки для гравировки у Endurance?
Консультации в режиме реального времениМы помогаем и консультируем по телефону / электронной почте / мессенджеру Facebook / Telegram / Whatsapp / Viber.
Профессиональная поддержкаПоможем установить и настроить лазер. Мы предлагаем квалифицированную послепродажную поддержку.
Все, что вам нужноМы отправляем все, что вам нужно, в одной посылке, чтобы начать работу.
Немедленная доставкаМы отправляем все устройства в течение 4-24 часов. Экспресс-доставка DHL позволяет получить посылку в течение 3-5 дней.
Пожизненная гарантияВсе наши лазеры протестированы и могут работать до 10000 часов.
Возможность обновленияУ вас старая модель? Обновите свое устройство на более мощное.
Лазерные головки для гравировки с ЧПУ ⁎ Лазерные системы, драйверы, модули, диоды
Гравировальные лазерные головки серии PLh4D-XT
Все преимущества серии PLh4D-6W унаследованы лазерными головками серии PLh4D-XT: универсальность, компактные размеры, скоростной драйвер. Кроме того, все аксессуары серии PLh4D-6W совместимы с серией PLh4D-XT.
Гравировальные лазерные головки PLh4D-XT-Series созданы как серия специализированных лазерных головок для гравировки с очень высоким разрешением и резки материалов с ультратонкой линией.
Витрина лазерных проектов с ЧПУ для вдохновения
Художественные работы, присланные клиентами, являются для нас источником лучшего вдохновения и мотивируют нас продолжать создавать и улучшать продукты.
Они также являются отличным источником вдохновения для других. Именно они извлекают выгоду из плодов ваших талантов.
Какие инструменты вы используете в своей работе? Какие материалы? Какие методы вы используете?
Самые интересные материалы мы будем публиковать на нашем сайте и в профилях социальных сетей — присылайте их нам по электронной почте.
Руководство покупателя по изделиям для лазерной гравировки и резки
Начало работы с лазерной гравировкой? Здесь вы найдете всю необходимую информацию. Мы дадим вам советы и поможем выбрать лазерный гравер и резак, соответствующие вашим требованиям.
Лазерные головки серии PLh4D предназначены для лазерной гравировки и лазерной резки в промышленности, сфере услуг и хобби. Лазерные граверы и резаки серии PLh4D могут быть установлены практически на любой фрезерный станок с ЧПУ и станок с ЧПУ.
Модернизация лазера для популярных станков с ЧПУ
С нашим адаптером PLh4D-CNC, подключение к
любой станок с ЧПУ прост и интуитивно понятен . Наши комплекты модернизации лазера ЧПУ работают со всеми типами сигналов модуляции, используемыми контроллерами ЧПУ: аналоговый 0–5 В или 0–10 В, сигнал шпинделя ШИМ, сигнал ТТЛ, обратный сигнал ТТЛ. Дополнительные входы включения позволяют интегрироваться в системы ЧПУ, которые используют сигналы управления безопасностью, такие как кнопки аварийного останова. Наши лазерные головки серии 6W представляют собой модули с потребляемой мощностью лазера 30 Вт, которые обеспечивают реальную оптическую мощность 6 Вт.
Мы предлагаем комплекты лазерной модернизации для станков с ЧПУ, включая i2R, Avid, Workbee, LEAD, Axiom, Onefinity, Shapeoko, Stepcraft и X-Carve, а также другие фрезерные станки с ЧПУ с пошаговыми инструкциями по установке.
Высокопроизводительная промышленная лазерная обработка
Высококачественные высокопроизводительные лазерные головки для популярных станков с ЧПУ и промышленных станков, облегчающие резку и гравировку. Модули лазерной гравировки PLh4D-15W с низким энергопотреблением менее 85 Вт помогают сократить эксплуатационные расходы вашего производственного предприятия.
Упростите свою работу. Достигайте своих целей. Превзойти ожидания.
Мы рады представить наш новый веб-сайт, посвященный оборудованию для лазерной гравировки. Ваш текущий логин и пароль учетной записи будут работать на обоих веб-сайтах.
CNC Laser Project Show for Inspiration
- Дерево
- Металл
- Кожа
- Текстиль
- Керамика
- Прочее
Что говорят наши клиенты?
Джим Ниб
Петтер Теланд
Питер Лидман
Тиран Даган
Адам Харэнжа
Крис Х.
Всего комментариев: 0