Haas руководство оператора фрезерного станка с чпу: HAAS Руководство оператора фрезерного станка с ЧПУ
Содержание
HAAS Руководство оператора фрезерного станка с ЧПУ
Стандарт
- формат pdf
- размер 15.45 МБ
- добавлен
29 декабря 2010 г.
Руководство для облегчения и ускорения обучения операторов и
обслуживающего персонала
Купить и скачать книгу «Το πιο γλυκό μου όνειρο – أَسْعَدُ أَحْلَامِي (Ελληνικά – Αραβικά)»
Смотрите также
Стандарт
- формат pdf
- размер 30.25 МБ
- добавлен
23 ноября 2011 г.

HEIDENHAIN, 11.2007, 803 стр. Настоящее руководство предназначено для оператора станка с ЧПУ, оснащенного системой управления HEIDENHAIN. В этом руководстве подробно описаны и проиллюстрированы действия оператора для управления станком, наладка, управление инструментом, создание программ обработки.
Стандарт
- формат pdf
- размер 9.01 МБ
- добавлен
23 ноября 2011 г.
HEIDENHAIN, 02.2008, 193 стр. Настоящее руководство предназначено для оператора/программиста станка с системой ЧПУ HEIDENHAIN iTNC 530. Здесь описаны циклы измерений детали и инструмента с помощью щупа, варианты и параметры.
standart
- формат doc
- размер 6.
 6 МБ
6 МБ - добавлен
07 февраля 2011 г.
В данной книге приведена инструкция оператора по эксплуатации токарного станка с ЧПУ модели 16К20Ф3, оснащенного УЧПУ 2Р22, описан порядок наладки станка, порядок ввода управляющей программы, приведены основы программирования на стойке 2Р22
- формат pdf
- размер 24.52 МБ
- добавлен
23 ноября 2011 г.
HEIDENHAIN, 03.2009, 695 стр. Руководство предназначено для оператора/программиста станка с системой ЧПУ HEIDENHAIN iTNC 530. Здесь описаны способы программирования обрабатывающих программ, программирование инструмента, контуров обработки, параметров, управления элементами станка и многое другое.
- формат pdf
- размер 11.71 МБ
- добавлен
23 ноября 2011 г.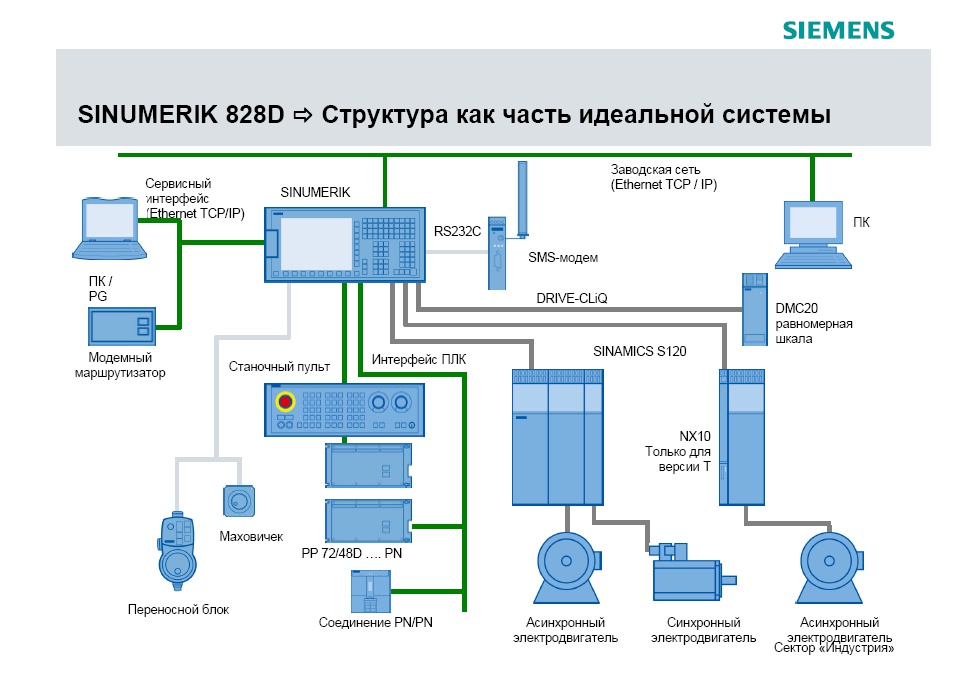
HEIDENHAIN, 04.2009, 503 стр. Настоящее руководство предназначено для оператора/программиста станка с системой ЧПУ HEIDENHAIN iTNC 530. Здесь описаны циклы механо-обработки, такие как сверление, фрезерование карманов/цапф/канавок, нарезание резьбы/резьбофрезерование и другие способы обработки деталей. Также описаны циклы измерительных щупов.
Стандарт
- формат doc
- размер 3.67 МБ
- добавлен
15 ноября 2010 г.
Руководство для оператора ситемы ЧПУ 2Р22
- формат doc
- размер 806.5 КБ
- добавлен
30 ноября 2011 г.
Г. Фрязино. НПП ЭЛИС. 2009 г. — 41с. Инструкция по эксплуатации системы ЧПУ ЭЛИС-02, 2-х координатного электроэрозионного проволочно-вырезного станка. Часть 1 .Руководство оператора. Часть 2. руководство программиста.
Фрязино. НПП ЭЛИС. 2009 г. — 41с. Инструкция по эксплуатации системы ЧПУ ЭЛИС-02, 2-х координатного электроэрозионного проволочно-вырезного станка. Часть 1 .Руководство оператора. Часть 2. руководство программиста.
Стандарт
- формат pdf
- размер 10.49 МБ
- добавлен
29 декабря 2010 г.
Руководство для облегчения и ускорения обучения операторов и обслуживающего персонала
- формат pdf
- размер 5.43 МБ
- добавлен
12 октября 2010 г.
Настоящая документация предназначена для пользователей станков (AWD). Документация подробно описывает необходимые для пользователя положения вещей по управлению СЧПУ SINUMERIK 840Di sl/840D sl/840D/840Di/810D. В настоящем руководстве оператора описана функциональность стандартного объема. Дополнения и изменения, осуществляемые изготовителем станка, документируются изготовителем станка. В СЧПУ могут работать и другие функции, не нашедшие своего…
В настоящем руководстве оператора описана функциональность стандартного объема. Дополнения и изменения, осуществляемые изготовителем станка, документируются изготовителем станка. В СЧПУ могут работать и другие функции, не нашедшие своего…
| Системы числового программного управления / CNC programming and machining HAAS | |||||
| 1 | 2 | 3 | 4 | 5 | 6 |
| 7 | 8 | 9 | 10 | 11 | 12 |
| 13 | 14 | 15 | 16 | 17 | 18 |
| 19 Общий вид и составные части фрезерного станка с ЧПУ Haas Устройство смены инструмента (зонтичного типа) Транспортер удаления стружки (опция) Руко | 20 Табличка данных вертикально-фрезерного станка с ЧПУ Haas включает в себя следующую информацию Модель Серийный номер Дата изготовления Напряжение | 21 Элементы горизонтально-фрезерного станка с ЧПУ Haas на общем виде Выключатель аварийной остановки Боковое устройство смены инструмента (БУСИ) Гла | 22 Дисплей управления стойки ЧПУ Haas состоит из окон, которые изменяются в соответствии с текущим режимом управления и используемыми клавишами дисп | 23 Введение в подвесной пульт управления станков с ЧПУ Haas Клавиатура разделена на восемь секций: Функциональные клавиши, клавиши толчковой подачи, | 24 Органы управления передней панели пульта управления стойки ЧПУ Haas Аварийная остановка Большая красная кнопка с желтой окантовкой Нажмите для ос |
| 25 Клавиши толчковой подачи металлорежущего станка с ЧПУ Haas Chip FWD (шнек удаления стружки — вперед) Запускает дополнительный шнек удаления струж | 26 Данные клавиши управления стойки ЧПУ Haas позволяют осуществлять ручную коррекцию скорости перемещений осей без резания (ускоренные перемещения), | 27 | 28 | 29 | 30 |
См. | |||||
| Пример управляющей программы ЧПУ / CNC programming examples | Параметры инструмента по ISO 13399 Cutting tool data | ||||
| Формулы точения / Turning formulas | Предельные отклонения линейных размеров / Fit tolerance table | ||||
| Формулы фрезерования / Milling formulas | Соответствие твердости и прочности Таблица / Hardness equivalent table | ||||
| Формулы для расчета сверления / Formulas for drilling | Перевод дюймов в мм Таблица / Inches to mm Conversion table | ||||
| 31 | 32 | 33 | 34 | 35 Если шпиндель металлорежущего станка Haas не использовался в течение более 4 дней, он должен пройти цикл прогрева перед началом эксплуатации Этот | 36 |
| 37 Несбалансированный инструмент в шпинделе фрезерного станка с ЧПУ Haas вызывает сигнал об ошибке, если он вызывает вибрацию вне пределов, контроли | 38 Синхронизированное жесткое нарезание резьбы метчиком позволяет обойтись без дорогих плавающих резьбонарезных патронов и предотвращает деформацию | 39 Цветной дистанционный маховичок толчковой подачи станка Haas с расширенными функциями (маховичок RJH) имеет цветной жидкокристаллический дисплей | 40 | 41 Маховичок RJH станка ЧПУ Haas Ручная толчковая подача Это меню содержит большой дисплей текущего положения станка Вращение челночного маховичка и | 42 |
| 43 | 44 Включение питания металлорежущего станка ЧПУ Haas Включите станок, нажав кнопку Power-On (питание включено) на подвесном пульте управления Станок | 45 | 46 | 47 | 48 |
| 49 Интерфейс RS-232 это один из способов подключения системы ЧПУ Haas к другому компьютеру Эта функция позволяет программисту загружать на компьютер | 50 Необходимо обеспечить соответствие настроек системы Haas и другого компьютера Для изменения настроек блока ЧПУ перейдите на страницу Settings (на | 51 | 52 | 53 | 54 |
См. | |||||
| Обозначение сменных пластин / Indexable insert designation | Справочник по металлообработке / Metal Cutting Technology Technical Guide | ||||
| Маркировка резцов по металлу / Turning tool ISO code system | Группы обрабатываемых резанием материалов / Workpiece material groups | ||||
| Диаметр отверстия под резьбу / Tap drill sizes | Типы резьбы Назначение и обозначения / Thread types and applications | ||||
| Группы инструментальных материалов / Cutting tool materials | Экономическая эффективность металлообработки / Machining economy | ||||
| 55 | 56 Групповое числовое программное управление (ГЧПУ) — это еще один способ загрузки программы в систему управления Оно позволяет выполнять программы | 57 | 58 | 59 | 60 Machine Data Collection (сбор данных станка ЧПУ Haas) активируется настройкой 143, которая позволяет пользователю извлекать данные из системы упр |
| 61 | 62 | 63 | 64 При загрузке инструментов в устройство смены инструмента станка ЧПУ Хаас они сначала вставляются в шпиндель Не допускается установка инструмента | 65 | 66 |
| 67 Алгоритм загрузки инструментов во фрезерный станок с ЧПУ Haas Нажмите POWER UP/RESTART (включение / перезапуск) Ждите возврата в нулевую точку Дл | 68 | 69 При загрузке инструментов в зонтичное устройство смены инструмента станка Haas они сначала вставляются в шпиндель Для загрузки инструмента в шпин | 70 | 71 | 72 Система нумерации инструмента во фрезерном станке с ЧПУ Haas При первом включении станка задается таблица инструментальных гнезд по умолчанию Таб |
| 73 | 74 Чтобы обеспечить точность обработки обрабатываемой детали, фрезерный станок Haas должен иметь данные о том, где на столе находится деталь Выполни | 75 Настройка коррекции на инструмент на фрезерном станке ЧПУ Haas Привязка инструмента Это определяет расстояние от режущей кромки инструмента до ве | 76 | 77 | 78 |
| 79 | 80 | 81 Надежный способ проверки и отладки ЧПУ программы запустить ее в графическом режиме Станок не будет выполнять никаких перемещений, вместо этого вс | 82 | 83 Устройство автоматической смены палетт для заготовок управляется командами в программе ЧПУ Haas Функция M50 (выполнить смену приспособлений) выпо | 84 |
| 85 Программирование устройства автоматической смены спутников фрезерного станка ЧПУ Haas Устройство автоматической смены спутников может быть запрог | 86 | 87 | 88 | 89 В системе ЧПУ станка Haas есть режим восстановления устройства автоматической смены спутников, помогающий оператору, в случае если устройство авт | 90 |
| 91 | 92 | 93 | 94 | 95 | 96 |
| 97 | 98 | 99 | 100 Коррекция на инструмент в системе ЧПУ Это способ сдвига траектории инструмента таким образом, чтобы действительная осевая линия инструмента смест | 101 | 102 |
| 103 Круговая интерполяция и коррекция на инструмент В настоящем разделе описывается использование G02 (круговая интерполяция по часовой стрелке), G03 | 104 | 105 На следующей иллюстрации показано, как вычисляется путь инструмента в случае коррекции на режущий инструмент В разделе детали показан инструмент | 106 | 107 | 108 Система ЧПУ Haas хранит десятичные числа в виде бинарных величин В результате значения, хранящиеся в переменных, могут отклоняться на 1 наименьши |
| 109 | 110 | 111 | 112 | 113 | 114 |
| 115 | 116 | 117 Группирование G-кодов позволяет повысить эффективность обработки G-коды с близкими функциями обычно объединяются в одну группу Например, G90 и G9 | 118 | 119 | 120 |
| 121 | 122 | 123 Все выражения в системе управления HAAS задают условное значение Это значение равно либо 0 0 (ЛОЖНО), либо не равно нулю (ИСТИННО) Контекст, в ко | 124 Система ЧПУ HAAS позволяет использовать два способа безусловного перехода Безусловный переход всегда осуществляется к указанному блоку Команда M9 | 125 | 126 |
| 127 | 128 | 129 | 130 | 131 В этом разделе приведены функции макропрограмм FANUC, отсутствующие в системе ЧПУ Haas Совмещение имени M заменяет G65 Pnnnn на Mnn PROGS 9020-90 | 132 |
| 133 | 134 | 135 | 136 Большинство пятимерных ЧПУ программ довольно сложны, и их следует писать при помощи пакета CAD/ CAM Необходимо определить длину рычага и расчетну | 137 Примечания по программированию для пяти осей на станках с ЧПУ Использование строгой синхронизации в ущерб разрешению в геометрии в системе CAD/CA | 138 |
| 139 При дополнении токарного станка Haas вращающимся столом измените параметры настройки 30 и 34 на необходимые для данного поворотного стола и диаме | 140 | 141 Команда G00 используется для перемещения по осям станка с максимальной скоростью В первую очередь он используется для быстрого позиционирования с | 142 | 143 | 144 |
| 145 Пример ЧПУ программы по наружному резьбофрезерованию Фреза 500 -Стартовая позиция Резьбофрезерование стержень диам 2 0 x 16 ниток на дюйм -Траект | 146 | 147 | 148 | 149 | 150 |
| 151 | 152 Автоматическое измерение смещения детали (G36) задает установку смещений заготовки с помощью датчика Код G36 перемещает оси станка до соприкоснов | 153 | 154 | 155 Проходы фрезерования, определяющие каждый символ, то есть шрифт, являются скомпилированным кодом G в системе управления HAAS Символы шрифта можно | 156 |
| 157 | 158 | 159 Первый пример демонстрирует использование системой ЧПУ Haas текущего положения рабочих координат в качестве центра масштабирования Здесь это X0 Y | 160 | 161 Система ЧПУ Haas всегда использует центр поворота для определения значений положения, передаваемых системе управления после поворота Если не зада | 162 |
| 163 | 164 | 165 | 166 Стандартные циклы используются для упрощения процесса программирования Они применяются в повторяющихся операциях, таких как сверление, резьбонаре | 167 | 168 |
| 169 | 170 | 171 | 172 | 173 | 174 |
| 175 | 176 | 177 | 178 | 179 | 180 |
| 181 | 182 | 183 | 184 | 185 | 186 |
| 187 | 188 | 189 | 190 | 191 | 192 |
| 193 | 194 | 195 | 196 | 197 | 198 |
| 199 | 200 | 201 | 202 | 203 | 204 |
| 205 M50 Выполнить смену паллет Используется со значением P или таблицей циклограммы спутников для выполнения смены спутника Также см раздел Устройств | 206 | 207 | 208 | 209 | 210 |
| 211 | 212 | 213 | 214 | 215 | 216 |
| 217 | 218 | 219 | 220 | 221 | 222 |
| 223 | 224 | 225 | 226 | 227 | 228 |
| 229 | 230 Для всех станков ЧПУ Haas требуется следующее электропитание Подаваемое питание переменного трехфазного тока по схеме треугольник или звезда, кро | 231 Силовой ввод станка Haas должен быть заземлен При соединении звездой производится заземление нейтрали Для соединения треугольником нужно использо | 232 | 233 | 234 |
| 235 | 236 | 237 | 238 | 239 | 240 |
| 241 | 242 Замена трансмиссионного масла вертикально-фрезерного станка ЧПУ Haas конус ISO 40 Для уровня трансмиссионного масла на моделях VF 1-6/40T отсутст | 243 | 244 | 245 | 246 |
| 247 Фрезерные станки Haas серии VR оборудованы воздушным фильтром (P/N 59-9088) для корпуса двигателя Рекомендованная периодичность замены — ежемесяч | 248 | ||||
См. | |||||
| HAAS | |||||
| Руководство оператора HAAS 2011 Фрезерный станок с ЧПУ (248 страниц) | |||||
Системы числового программного управления / CNC programming and machining | |||||
 также / See also :
также / See also : также / See also :
также / See also : также / See also :
также / See also :РУКОВОДСТВО ПОЛЬЗОВАТЕЛЯ ФРЕЗЕРНОГО СТАНА HAAS
Скачать PDF
страница
из
217Содержание
Оглавление
Закладки
Реклама
Содержание
Table of Contents
Warranty Registration
Safety
Uses and Guidelines for Proper Machine Operation
Modifications to the Machine
Safety Placards
Mill Warning Decals
Заявление о предупреждениях, предостережениях и примечаниях
Предупреждающие таблички для токарных станков
Эксплуатация
Endant Eyboard Ntroduction
Function Keys
Jog Keys
Override Keys
Display Keys
Cursor Keys
Alpha Keys
Mode Keys
Цифровые клавиши
Отображение положения
Отображение смещений
Отображение текущих команд
Аварийные сигналы / сообщения Дисплей
Настройка / Функция графического дисплея
Дата и время
Сберегатель
Справка / калькулятор
.
 AVER AVER
AVER AVER- .U.
- 9.UTRIND
- .UALE
- .UALE
- 9.UALTATURE
- 9.U.
- .U.
- .UALE
- .UALUTUTUTO Программа
Работа-Стоп-Толчок-Продолжение
Указатель уровня охлаждающей жидкости
Опции
Экраны Rjh-E
9
Programming
Machine Power -U P
Programming Introduction
Alphabetical Address Codes
Part Setup
Tooling
Tool Changer
Jog Mode
Ред.
 R Июнь
R ИюньУстройство смены паллет (серия Ec и MDC-500)
Советы и рекомендации
Intuitive Programming System (Ips)
Introduction
Automatic Mode
System Mode
Subroutines
Local Subroutines
S C C E
S W M F
Пример цикла
Расширенный редактор
Меню программы
Меню редактирования
Меню поиска
Меню Modify
Menu
- 9.

- 1919191919191919191919.
- 9.
- .
- .
- .
- .
- .
- .
- .
- .
- 191919.
- 9.
- 9.
- 9.
- 9.
- .
- 9.
Быстрый код
Быстрый код Visual
Компенсация на режущий инструмент
Вход и выход из Компенсация на режущий инструмент
5
5
0019
Feed Adjustments in Cutter Compensation
Macros
Introduction
Operation Notes
System Variables I N -Depth
Variable Usage
Address Substitution
G65 Вызов макроподпрограммы
Связь с внешними устройствами — Dprnt[ ]
Не включено
AAS CNC Control
4 -й и 5 -й оси Программирование
Создание пяти программ
Установка опциональной четвертой оси
.

Пятая ось
Отключение осей
Ред. R Июнь
G-коды (подготовительные)0005
СОДЕРЖАНИЕ
G00
G04 Dwell (Group 00)
G09 Exact Stop (Group 00)
G10 Set Offsets (Group 00)
G12 Circular Pocket Milling CW / G13 Circular Pocket Milling CCW (Group 00)
Выбор плоскости G17 XY / G18 XZ / G19 YZ (группа 02)
Выбор G20 в дюймах / G21 Выбор метрической системы (группа 06) )
G29 Возврат из контрольной точки (Группа 00)
G31 FEED до SKIP (Группа 00)
G35 Автоматический диаметр инструмента.
 00)
00)G37 Автоматическое измерение смещения инструмента (группа 00)
G40 Отмена коррекции на инструмент (группа 07) Справа (Группа 07)
G43 Коррекция длины инструмента + (Добавить) / G44 Коррекция длины инструмента — (Вычесть) (Группа 08)
G47 Гравировка текста (Группа 00)
G50 Отмена Масштабирование (Группа 11)
G51 Scaling (Group 11)
G52 Set Work Coordinate System YASNAC (Group 00 or 12)
G53 Non-Modal Machine Coordinate Selection (Group 00)
G54-59 Select Work Координатная система № 1 — #6 (группа 12)
G60 ОБОСАНИЕ -направляющее позиционирование (группа 00)
G61 Режим точной остановки (группа 15)
G64 G61 Cancel (группа 15)
G64 G61 (Группа 15)
G68 Вращение (группа 16)
G69 Cancel G68 Rotation (Group 16)
G70 Bolt Hole Circle (Group 00)
G71 Bolt Hole Arc (Group 00)
G72 Bolt Holes Along an Angle (Group 00)
G73 Высокоскоростной консервированный цикл с консервированным циклом Peck (группа 09)
G74 Connied Tap Conned Tap (группа 09)
G76 Fine Burted Conned Conned Boreed Boreed Boreded Boreed Boreed Boreed Boreed Boreed Boreed Boreed Boreed Boreed Boreed Boreed Boreed Boreed Boreed Boreed Boreed Boreed Boreed Boreed Boreed Boreed Boreed Borered Boreded Borered Boreded Borered Boreed Bor Цикл (группа 09)
G80 Conned Cycle Cancel (группа 09)
G81 Консервированный цикл (группа 09)
G82 Spot Drill Conneced Cycle Drille Cycle Drille Drill Drill Drill Drille Drille Drille Cycle Drilled Drilled Cycle Drilled Drilled Cycle Drilled Drilled Cycle Drilled Drilled Cycle Drilled Drilled Cycle Drilled Drilled Cycle Drilled Drilled Cycle Drilled Cycle Drilled Drilled Cycle Cycle Drilled Drilled Cycle цикл (группа 09). 09)
09)
G84 Tapping Conned Cycle (группа 09)
G85 Скучный консервированный цикл (группа 09)
G86 GROE и STOP Consed Cycle (Группа 09)
G87 BORE BORE BORE BORE в группе 09). Постоянный цикл (группа 09)
G88 Стандартный цикл растачивания, остановки, ручного отвода (Группа 09)
G89 Стандартный цикл растачивания, остановки, растачивания (Группа 09)
G91 Команды инкрементного положения (группа 03)
G92 SET Рабочая координат Системы системы смены (группа 00)
G100 Образование зеркала (группа 00)
G101 Enable Mirror Image (Группа 00)
G101 G101 G101.
G93 Режим обратного подачи времени (группа 05)
G94 РЕД В минуту (группа 05)
G95 FEED COMPER PERVIN 10)
G99 Консервированный цикл R Возврат плоскости R (группа 10)
G102 Программируемая выход до RS-232 (Группа 00)
G103 Блок-буферизация (группа 00)
G103 Cilling MOPRINGAPICAL MAPPINLICLICALICALICALIC (Группа 00)
G110-G129 Система координат № 7-26 (группа 12)
G136 Автоматическое смещение работы Центра измерение (группа 00)
G141 3D+ КОМПЕНТАЦИЯ КОМПУСКА (Группа 07)
9006
. 40024.434143414341434143414341434143. Ось Коррекция длины инструмента + (Группа 08)
40024.434143414341434143414341434143. Ось Коррекция длины инструмента + (Группа 08)
G150 Фрезерование карманов общего назначения (Группа 00)
G153 5-осевое высокоскоростное сверление с центральным вращением, постоянный цикл (Группа 09)
5-4 G Координаты P
9000 Р99 (Группа 12)
G155 5-осевой консервированный консервированный цикл (группа 09)
G161 5-осевой консервированный цикл (группа 09)
G162 5-оси. 09)
G163 5-о осевой консервированный цикл с нормом Peck (группа 09)
G164 5-осевой консервированный цикл (группа 09)
G165 5-осевая борьба Consed Conved Cycle (группа 09)
9
G165.
G166 5-осевое растачивание и останов в постоянном цикле (группа 09
G169 5-осевой консервированный цикл и жилой консервы (группа 09)
G174 CCW Невертический
G187 Установка уровня гладкости (группа 00)
G188 Программа GET от PST (группа 00)
M коды (различные функции
Установки
.0229
Руководство оператора мельницы
ИЮНЬ 2 0 0 7
HAAS AUTOMATION INC. •
2800 STURGIS ROAD • OXNARD, CA 93030
ТЕЛ. 888-817-4227 ФАКС. 805-278-8561
www.HaasCNC.com
9 6 — 8 0 0 0 рев. R
R
Содержание
Предыдущая страница
Следующая страница
Содержание
Краткое содержание для Haas Mill
Руководство оператора токарного станка
— HAAS AUTOMATION — Каталоги в формате PDF | Техническая документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
Руководство оператора токарного станка Next Generation Control 96-8910 Редакция J Декабрь 2018 г. Оригинальные инструкции на английском языке Haas Automation Inc. 2800 Sturgis Road Oxnard, CA 93030-8933 США | HaasCNC.com © Haas Automation, Inc., 2018. Все права защищены. Копировать только с разрешения. Авторские права строго соблюдаются.
© Haas Automation, Inc., 2018. Все права защищены. Никакая часть данной публикации не может быть воспроизведена, сохранена в поисковой системе или передана в любой форме и любыми средствами, механическими, электронными, путем фотокопирования, записи или иными, без письменного разрешения Haas Automation, Inc. Нет патента. принимает на себя ответственность в отношении использования информации, содержащейся здесь. Кроме того, поскольку компания Haas Automation постоянно стремится улучшать свою высококачественную продукцию, информация, содержащаяся в данном руководстве, может быть изменена без предварительного уведомления. Мы приняли все меры предосторожности в…
Нет патента. принимает на себя ответственность в отношении использования информации, содержащейся здесь. Кроме того, поскольку компания Haas Automation постоянно стремится улучшать свою высококачественную продукцию, информация, содержащаяся в данном руководстве, может быть изменена без предварительного уведомления. Мы приняли все меры предосторожности в…
В этом продукте используется технология Java от корпорации Oracle, и мы просим вас признать, что Oracle владеет товарным знаком Java и всеми товарными знаками, связанными с Java, и согласиться соблюдать правила использования товарных знаков на сайте www.oracle.com/us/legal/ Third-Party- товарные знаки/index.html. Любое дальнейшее распространение программ Java (помимо этого устройства/машины) регулируется юридически обязывающим лицензионным соглашением конечного пользователя с Oracle. Для любого использования коммерческих функций в производственных целях требуется отдельная лицензия от Oracle. II
СЕРТИФИКАТ ОГРАНИЧЕННОЙ ГАРАНТИИ Haas Automation, Inc. , распространяющийся на оборудование ЧПУ Haas Automation, Inc. Действует с 1 сентября 2010 г. Haas Automation Inc. («Haas» или «Производитель») предоставляет ограниченную гарантию на все новые фрезерные станки, токарные центры и роторные станки (совместно именуемые «Станки с ЧПУ») и их компоненты (за исключением перечисленных ниже в разделе «Ограничения и исключения из гарантии») («Компоненты»), которые производятся компанией Haas и продаются компанией Haas или ее авторизованными дистрибьюторами, как указано в настоящем Сертификате. Гарантия, изложенная в настоящем Сертификате, является ограниченной гарантией, единственной гарантией, предоставляемой…
, распространяющийся на оборудование ЧПУ Haas Automation, Inc. Действует с 1 сентября 2010 г. Haas Automation Inc. («Haas» или «Производитель») предоставляет ограниченную гарантию на все новые фрезерные станки, токарные центры и роторные станки (совместно именуемые «Станки с ЧПУ») и их компоненты (за исключением перечисленных ниже в разделе «Ограничения и исключения из гарантии») («Компоненты»), которые производятся компанией Haas и продаются компанией Haas или ее авторизованными дистрибьюторами, как указано в настоящем Сертификате. Гарантия, изложенная в настоящем Сертификате, является ограниченной гарантией, единственной гарантией, предоставляемой…
Ограничения и исключения из гарантии Компоненты, подверженные износу при нормальном использовании и с течением времени, включая, помимо прочего, краску, отделку и состояние окон, лампочки, уплотнения, дворники, прокладки, систему удаления стружки (например, шнеки, желоба), ремни, фильтры, дверные ролики, пальцы устройства смены инструмента и т.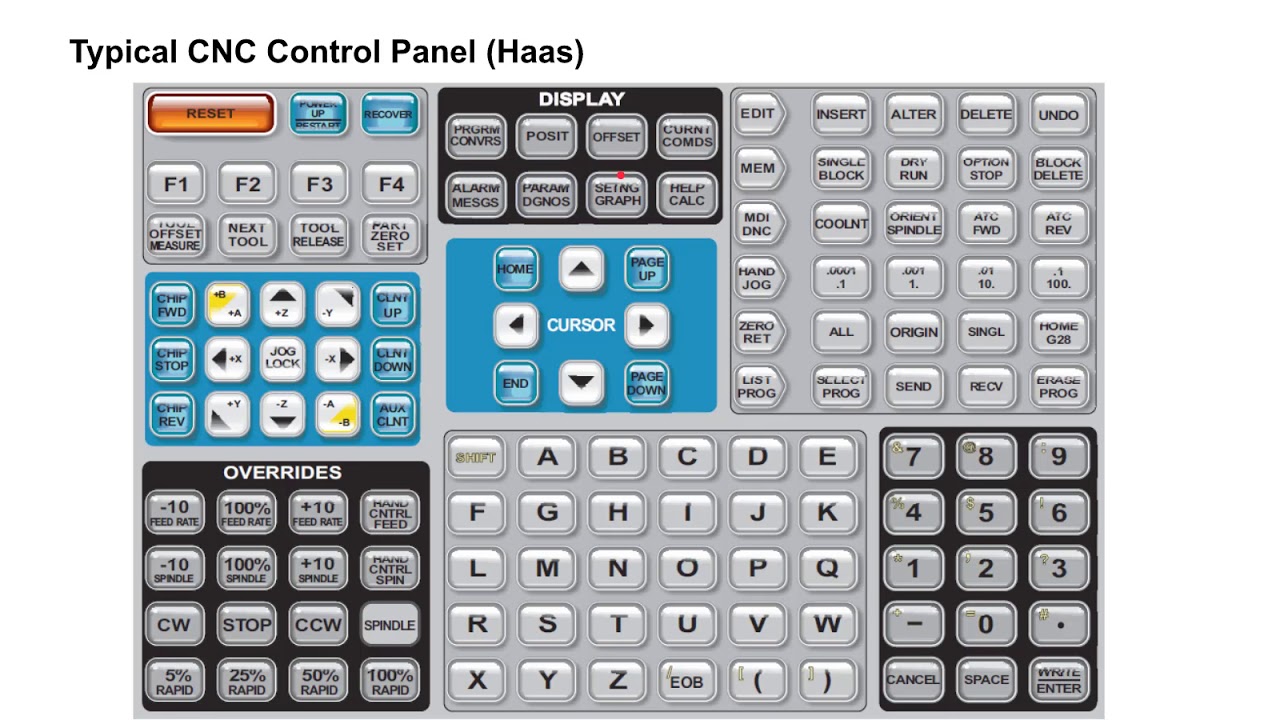 д. не подпадают под действие настоящей гарантии. Процедуры обслуживания, указанные производителем, должны соблюдаться и записываться для сохранения настоящей гарантии. Настоящая гарантия аннулируется, если Производитель определяет, что (i) какой-либо продукт Haas подвергался неправильному обращению, неправильному использованию, неправильному обращению, небрежному обращению, несчастному случаю и т. д.
д. не подпадают под действие настоящей гарантии. Процедуры обслуживания, указанные производителем, должны соблюдаться и записываться для сохранения настоящей гарантии. Настоящая гарантия аннулируется, если Производитель определяет, что (i) какой-либо продукт Haas подвергался неправильному обращению, неправильному использованию, неправильному обращению, небрежному обращению, несчастному случаю и т. д.
Заказчик принял ограничения и ограничения, изложенные в настоящем Сертификате, включая, помимо прочего, ограничение его права на возмещение убытков в рамках сделки с Производителем или его Уполномоченным представителем. Заказчик осознает и признает, что цена Продукции Haas была бы выше, если бы Производитель был обязан нести ответственность за ущерб и претензии, выходящие за рамки настоящей гарантии. Полнота соглашения Настоящий Сертификат заменяет любые и все другие соглашения, обещания, заверения или гарантии, как устные, так и письменные, между сторонами…
Обратная связь с клиентами Если у вас есть сомнения или вопросы относительно данного Руководства оператора, свяжитесь с нами через наш веб-сайт www. HaasCNC.com. Воспользуйтесь ссылкой «Свяжитесь с нами» и отправьте свои комментарии специалисту по работе с клиентами. Присоединяйтесь к владельцам Haas в Интернете и станьте частью большого сообщества ЧПУ на следующих сайтах: haasparts.com Ваш источник оригинальных деталей Haas www.facebook.com/HaasAutomationInc Haas Automation на Facebook www.twitter.com/Haas_Automation Следуйте за нами в Twitter www. linkedin.com/company/haas-automation Haas Automation на LinkedIn www.youtube.com/user/haasautomation Видеоролики и информация о продуктах…
HaasCNC.com. Воспользуйтесь ссылкой «Свяжитесь с нами» и отправьте свои комментарии специалисту по работе с клиентами. Присоединяйтесь к владельцам Haas в Интернете и станьте частью большого сообщества ЧПУ на следующих сайтах: haasparts.com Ваш источник оригинальных деталей Haas www.facebook.com/HaasAutomationInc Haas Automation на Facebook www.twitter.com/Haas_Automation Следуйте за нами в Twitter www. linkedin.com/company/haas-automation Haas Automation на LinkedIn www.youtube.com/user/haasautomation Видеоролики и информация о продуктах…
Уважаемый клиент Haas! Ваше полное удовлетворение и доброжелательность крайне важны как для Haas Automation, Inc., так и для дистрибьютора Haas (HFO), у которого вы приобрели свое оборудование. Как правило, ваш HFO быстро разрешает любые проблемы, связанные с вашей сделкой купли-продажи или работой вашего оборудования. Тем не менее, если ваши проблемы не решены к вашему полному удовлетворению, и вы обсудили свои проблемы с членом руководства HFO, генеральным директором или владельцем HFO напрямую, выполните следующие действия: Обратитесь в службу поддержки клиентов Haas Automation по адресу. ..
..
Продукт: Токарные станки с ЧПУ (токарные центры)*, включая все опции, установленные на заводе или в полевых условиях сертифицированным представительством Haas (HFO) Производитель: Haas Automation, Inc. 2800 Sturgis Road, Oxnard CA 93030 805-278-1800 We заявляем под исключительную ответственность, что перечисленные выше продукты, к которым относится настоящая декларация, соответствуют положениям, изложенным в директиве ЕС для обрабатывающих центров: • Директива по машинному оборудованию 2006/42/ЕС • Директива об электромагнитной совместимости 2014/30/ЕС • Директива по низковольтному оборудованию 2014/35/ЕС • Дополнительные стандарты: — CEN 13849-1:2015 RoHS2:…
США: Haas Automation удостоверяет, что данный станок соответствует требованиям OSHA и ANSI к проектированию и производственным стандартам, перечисленным ниже. Эксплуатация этой машины будет соответствовать перечисленным ниже стандартам только в том случае, если владелец и оператор продолжают следовать требованиям этих стандартов по эксплуатации, техническому обслуживанию и обучению. • OSHA 1910.212 — Общие требования для всех станков • ANSI B11.5-1984 (R1994) Токарные станки • ANSI B11.19-2003 Критерии производительности для защиты • ANSI B11.22-2002 Требования безопасности для токарных центров и автоматических токарных станков с числовым программным управлением.
• OSHA 1910.212 — Общие требования для всех станков • ANSI B11.5-1984 (R1994) Токарные станки • ANSI B11.19-2003 Критерии производительности для защиты • ANSI B11.22-2002 Требования безопасности для токарных центров и автоматических токарных станков с числовым программным управлением.
Руководство оператора и другие онлайн-ресурсы Это руководство представляет собой руководство по эксплуатации и программированию, применимое ко всем токарным станкам Haas. Всем покупателям предоставляется англоязычная версия данного руководства с пометкой «Исходные инструкции». Для многих других регионов мира существует перевод данного руководства с пометкой «Перевод оригинальных инструкций». Это руководство содержит неподписанную версию требуемой ЕС «Декларации соответствия». Европейским покупателям предоставляется подписанная английская версия Декларации о соответствии с указанием названия модели и серийного номера. Кроме этого…
Все каталоги и технические брошюры HAAS AUTOMATION
РОТАРИ И ДЕЛИТЕЛЬНЫЕ МАТЕРИАЛЫ
4 страницы
Компактный и недорогой ТОКАРНЫЙ СТАНОК ДЛЯ ПРОТОКОЛИРОВАНИЯ для прототипирования или производственных работ CL
4 страницы
ИДЕАЛЬНОЕ РЕШЕНИЕ ДЛЯ ОБРАБОТКИ КРУПНЫХ ДЕТАЛЕЙ
4 страницы
Вертикальные мельницы серии Universal
2 страницы
SuperSpeed-VF
4 страницы
Токарные станки серии с двумя шпинделями
2 страницы
WIPS
62 страницы
Устройство подачи прутка Haas
62 страницы
Компактная мельница
34 страницы
Токарно-винторезный станок
62 страницы
HA5C
1 стр.

Всего комментариев: 0