Honor seiki официальный сайт: HONOR SEIKI CO., LTD.
Содержание
Вертикальный токарный центр HONOR SEIKI VL-86СM с ЧПУ — цена, отзывы, характеристики с фото, инструкция, видео
Вертикальный токарный центр HONOR SEIKI VL-86СM с ЧПУ предназначен для обработки цилиндрических и конических (наружных и внутренних) поверхностей, протачивания канавок, отрезки, обработки торцовых поверхностей, а при использовании приспособлений — для фасонного точения, фрезерной обработки, нарезания резьбы и др.
Станина цельная, литая, выполнена из высококачественного чугуна. Станина является базовой сборочной единицей станка, на которой монтируются остальные сборочные единицы. Точный по геометрии рез может быть получен только с «жесткой» станиной, которая будет «гасить» возникающие при работе станка вибрации.
Цельнолитая колонна VL-86СM с широко разнесёнными прямоугольными направляющими коробчатого типа Box Way.
Такие направляющие выполнены единым целым с колонной станка. Применение направляющих коробчатого типа позволяет выполнять обработку со съемом припуска большой величины с высокой точностью и гарантировать долговременную стабильную работу станка.
Все поверхности направляющих VL-86СM отшлифованы и имеют антифрикционное покрытие Turcite B, что позволяет достичь точного расположения узлов и повышенной точности перемещений. Благодаря конструкции станины, нагрузка, возникающая от сил резания, равномерно распределяется по направляющим. Широкие направляющие обеспечивают низкую удельную нагрузку и гарантируют устойчивость по осям, максимальную устойчивость и высокую жесткость конструкции. Это повышает точность позиционирования и повторяемую точность.
Станок серии Heavy Duty оснащен инструментальным револьвером с приводным инструмента.
Общее | Макс. диаметр заготовки | Ø 950 мм | Ø 950 мм | |
Макс. диаметр точения | Ø 900 мм | Ø 900 мм | ||
Макс. | 650 мм | 650 мм | ||
Макс. нагрузка на стол | 2000 кг | 2000 кг | ||
Расстояние конец ползуна / стол | 925 мм | 925 мм | ||
Шпиндель | Диаметр стола | Ø 800 мм | Ø 800 мм | |
Диапазон скоростей вращения | 5 – 600 об/мин | 5 – 600 об/мин | ||
Кол-во ступеней | 2 ступени | — | ||
Конец шпинделя | А2-11 | А2-11 | ||
Скорость приводного инструмента | — | 50 – 2250 об/мин | ||
Инструментальный магазин | Кол-во позиций | 12 | 12 | |
Размер инструмента | □25, □32 мм | □25, □32 мм | ||
Размер конца ползуна | 200 х 200 мм | 220 х 220 мм | ||
Перемещение по осям: | X | -100 / +800 мм | -100 / +800 мм | |
Z | 600 мм | 600 мм | ||
Ускоренная подача: X, Z | 10 м/мин | 10 м/мин | ||
Рабочая подача | 0,001 – 500 мм/мин | 0,001 – 500 мм/мин | ||
Ручная коррекция скорости подачи | 0 – 150 % | 0 – 150 % | ||
Двигатель | Двигатель шпинделя (/после 30 мин) | AC 18,5 / 22 кВт | AC 30 / 37 кВт | |
Двигатели подач (X/ Z) | 4,0 / 4,0 кВт | 4,0 / 4,0 кВт | ||
Двигатель приводного инструмента | — | AC 11 / 15 кВт | ||
Потребляемая мощность | 40 кВт | 55 кВт | ||
Габариты (Д х Ш) | 2520 × 2800 мм | 2520 × 2800 мм | ||
макс. | 3900 мм | 3900 мм | ||
Вес | 13500 кг | 13500 кг | ||
 высота обработки
высота обработки высота
высотаСтандартная комплектация:
- Система ЧПУ: FANUC 18i-T (8.4″ ЖК экран)
- Тип подшипников шпинделя: Ø330 подшипник с перекрещивающимися роликами
- Ø800мм механический 4-х кулачковый патрон
- Стружечный конвейер
- Защита рабочей зоны
- Система подачи СОЖ с баком
- Автоматическая система смазки всех направляющих и ШВП
- Подача СОЖ через шпиндель под высоким давлением (10бар)
- Гидравлическая система
- Теплообменник электрошкафа
- Освещение рабочей зоны
- Предупредительный световой сигнал
- Ящик с инструментами
- Регулирующие башмаки и болты
- Обдув для очистки блоков
- База для установки блоков (для точения): BT50-200 — 6 шт
- Инструментальные блоки модели: IDF32-200-200 – 2 шт
- Инструментальные блоки модели: IFL25-120-250 – 2 шт
- Инструментальные блоки модели: BOS60-130-160 – 2 шт
- Маслоотделитель (дискового типа)
- Трансформатор 90кВА (380В-220В, 3 фазы, 50/60Гц)
- Двухступенчатая коробка скоростей для приводного инструмента
- Техническая документация на русском языке
Срок поставки: 3-5 месяцев
Порядок оплаты: 60% предоплата, 30% по готовности на заводе-изготовителе, 10% после подписания акта передач.
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Отзывы о HONOR SEIKI VL-86СM:
Отзывов пока нет, но ваш может быть первым.
Оставить отзыв
Вертикальные токарные станки с ЧПУ Honor Seiki серии TWIN Series VL-86AT/VL-86MT
Металлорежущее оборудование / Токарные станки / Вертикальные токарные станки с ЧПУ / Вертикальные токарные станки с ЧПУ Honor Seiki серии TWIN Series VL-86AT/VL-86MT
Сервис
Тайваньское оборудование отличается высокой надежностью, при его производстве используются хорошо зарекомендовавшие себя комплектующие.
Гарантийный срок на оборудование составляет 1 год с момента подписания акта приемо-сдаточных работ. В случае возникновения гарантийного случая запчасти и ремонт для клиента являются абсолютно бесплатными. Устранением неполадок занимается собственная сервисная служба Мир Станочника. Основные запчасти находятся на нашем складе, ремонт занимает непродолжительное время.
Устранением неполадок занимается собственная сервисная служба Мир Станочника. Основные запчасти находятся на нашем складе, ремонт занимает непродолжительное время.
Лизинг
Мы имеем большой опыт поставок оборудования в Лизинг. Для получения подробной информации свяжитесь с нами.
Гарантия
Гарантийный срок на оборудование составляет 1 год с момента подписания акта приемо-сдаточных работ. В случае возникновения гарантийного случая запчасти и ремонт для клиента являются абсолютно бесплатными.
Инструмент и оснастка
Наши технологи и программисты бесплатно проработают технологию и напишут управляющие программы для изготовления Ваших деталей. В том числе мы можем поставить оборудование с технологией и выпуском партии деталей. Вы оплачиваете оборудование, оснастку и инструмент. Мир Станочника — официальный дилер ведущих производителей инструмента, поэтому мы можем предложить конкурентоспособные цены и сроки поставки.
Написание управляющих программ
Наши инженеры-программисты напишут управляющие программы под Ваши детали. Есть опыт реализации сложных проектов в оборонной и авиационной промышленности. При покупке у нас инструмента услуга является бесплатной.
Пуско-наладка
Пуско-наладка оборудования проходит в несколько этапов: монтаж оборудования, проверка точности и подписание акта проверки точности, изготовление деталей и подписание акта приемки оборудования. Обучение Ваших сотрудников происходит одновременно с пуско-наладкой и запуском деталей.
Доставка
Срок поставки большинства позиций составляет 10-12 календарных дней. Складские позиции поставляются за 1-2 рабочих дня с момента оплаты счета. При выставлении счета наш инженер-технолог в обязательном порядке проверяет наличие позиций на складе и информирует Вас. Доставка осуществляется курьерской службой за наш счет.
Написание управляющих программ
Наши инженеры-программисты напишут управляющие программы под Ваши детали. Есть опыт реализации сложных проектов в оборонной и авиационной промышленности. При покупке у нас инструмента услуга является бесплатной.
Гарантия
Мы гарантируем правильность подбора инструмента и оснастки, соответствие Вашим задачам. Бесплатная замена в случае ошибки.
Цена по запросу
Максимальный диаметр точения, мм: 760/700
Максимальная высота обработки, мм: 750/650
Максимальная длина точения, мм: 860
*Цена указана без НДС на стандартную комплектацию.
Сервис
Лизинг
Гарантия
Инструмент и оснастка
Написание управляющих программ
Пуско-наладка
- Описание
- Стандартная комплектация
- Опции
- Технические характеристики
- Видео
Product Description
- Скачать каталог – Honor
Станки серии High Speed – группа токарно-карусельных станков производства Honor Seiki, предназначенных для высокоскоростной обработки заготовок. Вертикальные токарные центры с ЧПУ – это токарные станки с вертикальным расположением оси шпинделя и вращающимся круглым силовым столом. Вертикальные токарные станки предназначены для обработки цилиндрических и конических поверхностей, протачивания канавок, отрезки, обработки торцовых поверхностей, а при использовании приспособлений — для фасонного точения, фрезерной обработки, нарезания резьбы и др.
Вертикальные токарные центры с ЧПУ – это токарные станки с вертикальным расположением оси шпинделя и вращающимся круглым силовым столом. Вертикальные токарные станки предназначены для обработки цилиндрических и конических поверхностей, протачивания канавок, отрезки, обработки торцовых поверхностей, а при использовании приспособлений — для фасонного точения, фрезерной обработки, нарезания резьбы и др.
Стандартная комплектация
– Система защиты от брызг
– Гидравлический трехкулачковый патрон и поворотный цилинд
– Гидростанция
– Губки для гидравлического патрона
– Автоматическая система смазки
– Теплообменник электрошкафа
– Защитное стекло для передней двери
– Ножной переключатель гидравлического патрона
– Рабочий свет
– Сигнальные лампы( красная, желтая, зеленая)
– Подача СОЖ через револьверную головку
– Система охлаждения с баком и системой очистки
– Инструменты для обслуживания станка в боксе
– Установочные болты и уровни
– Конвейер стружки (шарнирного типа)
– Тележка для стружки
– Ориентация положения заготовки
– Инструкция по экспуатации
– Инструкция по электрической и гидравлической системам
– Счетчик готовых изделий
Опции
– Двигатели с увеличенной мощностью
– Кондиционер электрошкафа
– Трансформатор
– Автоматическая дверь
– Дисковый шлакоотделитель масла
– Базовые разцедержатели
– Сборщик масляного тумана
– Устройство оценки инструмента перед установкой на станок
– Двухскоростной редуктор шпинделя
– Система зажатия при высоком и низком давлении
– Сенсор положения патрона
– Державки
– Закаленные губки патрона
– Подача СОЖ под высоким давление через револьверную головку
– Конвейер стружки (скребкового типа)
– Числовое програмное управление серии 31i
– Инструкция по эксплуатации системы ЧПУ
– Сертификат
– Губки с высокой твердостью для гидравлического патрона
– Датчики линейных перемещений по осям X и Z
– Приспособления для обслуживания станка
– Зажимные и фиксирующие приспособления
– Проект под ключ
Технические характеристики
| VL-86AT | VL-86MT | |
|---|---|---|
| Максимальный диаметр точения, мм | 760 | 700 |
| Максимальная высота обработки, мм | 750 | 650 |
| Тип револьверной головки | h22+h22 | h22+h22(BMT75) |
| Количество позиций в револьверной головке | 12+12 | 12+12 |
| Число интрументальных позиций, кг | 12 | 12 |
| Размер хвостовика инструмента, мм | □25,□32, Ø40, Ø50 | □25,Ø40, Ø50 |
| Скорость вращения приводного инструмента, об/мин | – | 3000 |
| Гидравлический патрон | 457 | 457 |
| Ход по оси Z, мм | 600 | 600 |
| Скорость вращения шпинделя, об/мин | 25-2000 | 25-2000 |
| Диаметр подшипника, мм | 160 | 160 |
| Мощность двигателя шпинделя, кВт | 18,5 / 22 | 30 / 37 |
| Фланец шпинделя | A2-11 | A2-11 |
| Система ЧПУ | Fanuc 0i-T | Fanuc 0i-T |
| Габариты станка (Д х Ш х В), мм | 3900 x 3410 x 3450 | 3900 x 3410 x 3450 |
| Вес, кг | 23000 | 23200 |
Видео
Инструмент и оснастка
Металлорежущий инструмент
© «Мир Станочника» 2006 — 2022
Scroll Up
ТОКАРНЫЙ СТАНОК С ЧПУ / Серия 3-AXIS/MT — TTGroup — Каталоги в формате PDF | Техническая документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
Tongtai Tongtai Machine & Tool Co., Ltd. Штаб-квартира № 3, Luke 3rd Rd., Luzhu Dist., город Гаосюн 82151, Тайвань ТЕЛ: 886-7-9761588 ФАКС: 886-7-9761589 www.tongtai.com.tw Филиал в Таоюане Филиал в Тайчжуне Японский филиал Филиал в Европе Филиал в Малайзии Филиал во Вьетнаме Филиал в Таиланде Офис в Индонезии Официальный сайт Глобальная сеть Китайский операционный центр Shuzhou Tong-yu Machine & Tool Co., Ltd. № 555 Huahong Rd., зона экономического развития Уцзян, город Сучжоу, провинция Цзянсу, Китай, тел. : 86-512-63430168, факс: 86-512-63431622, электронная почта: [email protected] www.tongtai.com. tw/cn Филиал в Ухане Филиал в Чунцине Филиал в Гуандуне Филиал в Тяньцзине Офис в Шанхае Офис в Шэньяне Члены TTGroup Honor Seiki Co., Ltd. ТЕЛ: 886-7-9759888 ФАКС: 886-7-9759999 Asia Pacific Elite Corp. ТЕЛ.: 886-4-23589313 ФАКС: 886-4-23588913 ANGER Machining GmbH ТЕЛ.: 43-7229-71041-0 ФАКС: 43-7229-71041-199
: 86-512-63430168, факс: 86-512-63431622, электронная почта: [email protected] www.tongtai.com. tw/cn Филиал в Ухане Филиал в Чунцине Филиал в Гуандуне Филиал в Тяньцзине Офис в Шанхае Офис в Шэньяне Члены TTGroup Honor Seiki Co., Ltd. ТЕЛ: 886-7-9759888 ФАКС: 886-7-9759999 Asia Pacific Elite Corp. ТЕЛ.: 886-4-23589313 ФАКС: 886-4-23588913 ANGER Machining GmbH ТЕЛ.: 43-7229-71041-0 ФАКС: 43-7229-71041-199
Горизонтальный токарный станок с ЧПУ серии MT Концепция развития Горизонтальный токарный станок с ЧПУ серии MT Вначале компания Tongtai начинала с производства специализированных станков, и поэтому изготовление на заказ и проекты «под ключ» являются основной ценностью Tongtai. У нас есть множество клиентов по всему миру, особенно в сфере производства автомобильных запчастей. В большинстве случаев время цикла токарной обработки мелких автомобильных деталей находится в пределах 60 секунд, поэтому повышение доступности и сокращение времени простоя являются наиболее важной темой деталей этого типа. По этой причине Tongtai разработала серию MT,… 9Примечание. Приведенные выше данные являются результатом испытаний MT-2000. Короткий путь потока силы Компактная конструкция конструкции позволяет серии MT иметь короткий путь потока силы. Это улучшает…
По этой причине Tongtai разработала серию MT,… 9Примечание. Приведенные выше данные являются результатом испытаний MT-2000. Короткий путь потока силы Компактная конструкция конструкции позволяет серии MT иметь короткий путь потока силы. Это улучшает…
Горизонтальный токарный станок с ЧПУ серии MT Горизонтальный токарный станок с ЧПУ серии MT 06 Основная конструкция Система автоматизации Высокоточные шпиндели Манипулятор портального типа Модель Зажимная способность манипулятора робота ■ Коробка шпинделя с симметричной конструкцией устраняет тепловые деформации. Кроме того, две пары роликовых подшипников и одна пара радиально-упорных шарикоподшипников обеспечивают жесткость при резке в тяжелых условиях и обеспечивают точность при высокоскоростной обработке. ■ Втулочный шпиндель облегчает установку и техническое обслуживание. Когда шпиндель сломан, его можно быстро снять и заменить для укорачивания…
Горизонтальный токарный станок с ЧПУ серии MT Система автоматизации горизонтального токарного станка с ЧПУ серии MT Цикл манипулятора робота Манипулятор захватывает сырье из устройства подачи деталей. Выгрузка заготовки 1-й операции и загрузка нового сырья. Загрузка заготовки 1-й операции в поворотный блок. Обход и передача заготовки на 2-ю операцию. Выгрузка заготовки 2-й операции и загрузка заготовки 1-й операции. Выгрузка заготовки 2-й операции на запас деталей. Неисправная производственная станция Обучение манипулятора робота Серия MT предлагает функцию обучения манипулятора робота, оператор может отрегулировать…
Выгрузка заготовки 1-й операции и загрузка нового сырья. Загрузка заготовки 1-й операции в поворотный блок. Обход и передача заготовки на 2-ю операцию. Выгрузка заготовки 2-й операции и загрузка заготовки 1-й операции. Выгрузка заготовки 2-й операции на запас деталей. Неисправная производственная станция Обучение манипулятора робота Серия MT предлагает функцию обучения манипулятора робота, оператор может отрегулировать…
Применение автоматизации на одном станке В соответствии с требованиями производственных процедур, серия MS/MT может гибко выбирать различные компоновки станков, включая одинарные/двойные шпиндели или револьверные/мощные револьверные головки. Кроме того, каждый станок может соединяться с вертикальными обрабатывающими центрами с помощью роботизированного манипулятора портального типа и поворотного устройства для обработки различных производственных процессов. Особенности серии MS/MT включают в себя: компактную площадь, гибкую компоновку машин и особенно подходит для автоматической линии обработки. Зависит от необходимости времени цикла и плана этажа, там…
Зависит от необходимости времени цикла и плана этажа, там…
Горизонтальный токарный станок с ЧПУ серии MT Горизонтальный токарный станок с ЧПУ серии MT Эксплуатация Ширина дверного проема Резервуар для охлаждающей жидкости с передним расположением В связи с растущими затратами на электроэнергию и строгими международными законами об охране окружающей среды энергоэффективность производственного оборудования является ключевым фактором, который может влиять на производственные затраты. В соответствии с этой тенденцией станки должны не только удовлетворять требованиям высокой скорости и высокой точности, но также должны преследовать цели высокой эффективности и защиты окружающей среды. В последние годы Tongtai усердно работала над разработкой продуктов с концепцией быть…
Горизонтальный токарный станок с ЧПУ серии MT Горизонтальный токарный станок с ЧПУ серии MT Рабочая зона / Взаимодействие инструмента Рабочая зона револьверной головки (MT-1500/MT-2000) Рабочая зона револьверной головки (MT-1500M/MT-2000M) Взаимодействие инструмента с сервоприводом turretference Инструмент взаимодействия силовой револьверной головки
Горизонтальный токарный станок с ЧПУ серии MT Горизонтальный токарный станок с ЧПУ серии MT Таблица производительности шпинделя и крутящего момента Стандартные / дополнительные аксессуары Диаметр шпинделя: Ø80 мм Скорость вращения шпинделя: 4500 об/мин Диаметр шпинделя: Ø80 мм Скорость вращения шпинделя: 6000 об/мин 3 сквозных кулачка патрон с сервоприводом 12 В револьвер с сервоприводом 8 В Цанговый патрон со сквозным отверстием Подшипник шпинделя Ø80 мм Подшипник шпинделя Ø100 мм Стандартный шпиндель Гидравлический блок Общая система смазки Масляный насос общего типа Масляный насос с переменной частотой Автоматическая загрузка Шарнирный конвейер Встроенная система смазки LHL Система смазки Магнитный скребковый тип.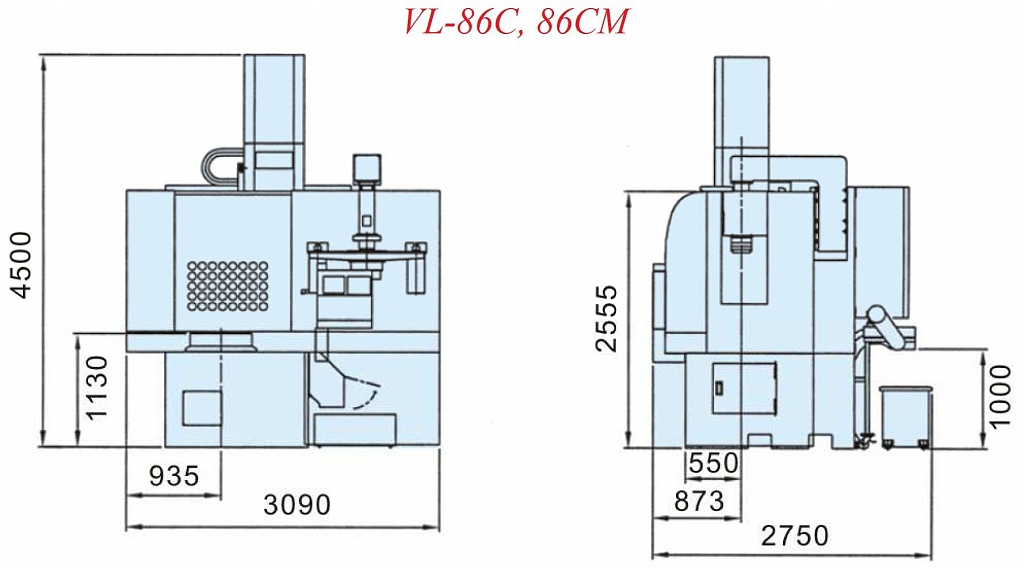 ..
..
17 Горизонтальный токарный станок с ЧПУ серии MT Горизонтальный токарный станок с ЧПУ серии MT 18 © Технические характеристики могут быть изменены без предварительного уведомления. ©Спецификации могут быть изменены без предварительного уведомления.
Все каталоги и технические брошюры TTGroup
Ультразвуковой обрабатывающий центр/ВУ-5
2 страницы
ТОКАРНЫЙ ЦЕНТР С ЧПУ / 5-ОСИ / Серия TMS
6 страниц
ТОКАРНЫЙ ЦЕНТР С ЧПУ / ФРЕЗЕРНЫЙ/Серия TD
12 страниц
СТАНОК С ЧПУ / РЕЗКА / POWERFUL/TNL-130ALII/160A
1 Страницы
ТОКАРНЫЙ/ФРЕЗЕРНЫЙ СТАНОК С ЧПУ THL-620
8 страниц
ТОКАРНЫЙ СТАНОК С ЧПУ
8 страниц
ТОКАРНЫЙ СТАНОК С ЧПУ / ФРЕЗЕРНЫЙ
8 страниц
ТОКАРНЫЙ СТАНОК С ЧПУ / COMPACT/Q5
2 Страницы
ТОКАРНЫЙ СТАНОК С ЧПУ/ФРЕЗЕРНЫЙ/HS-22[M]
8 страниц
ТОКАРНЫЙ СТАНОК С ЧПУ / COMPACT/A-1500
6 страниц
5-ОСЕВОЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ЧПУ / ГОРИЗОНТАЛЬНЫЙ/HTT-1250
6 страниц
5-ОСЕВОЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ЧПУ / ГОРИЗОНТАЛЬНЫЙ/HTH-800
6 страниц
3-ОСЕВОЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ЧПУ / ГОРИЗОНТАЛЬНЫЙ / РЕЗКА
10 страниц
3-ОСЕВОЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ЧПУ / ГОРИЗОНТАЛЬНЫЙ / РЕЗКА / HB-800II
10 страниц
3-ОСЕВОЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ЧПУ / ГОРИЗОНТАЛЬНЫЙ / РЕЗКА / HB-630II
10 страниц
3-ОСЕВОЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ЧПУ / ГОРИЗОНТАЛЬНЫЙ / РЕЗКА / HB-500ll
8 страниц
3-ОСЕВОЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ЧПУ / ГОРИЗОНТАЛЬНЫЙ / ВЫСОКОТОЧНЫЙ / ДЛЯ АВТОМОБИЛЬНОЙ ПРОМЫШЛЕННОСТИ
10 Страницы
СТАНОК С ЧПУ / ВЕРТИКАЛЬНЫЙ / ВЫСОКОСКОРОСТНОЙ
6 страниц
СТАНОК С ЧПУ / ВЕРТИКАЛЬНЫЙ / ВЫСОКОСКОРОСТНОЙ
6 страниц
3-ОСЕВОЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ЧПУ / 5-ОСЕВОЙ / ВЕРТИКАЛЬНЫЙ / ПОРТАЛЬНЫЙ
14 страниц
5-ОСЕВОЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ЧПУ / ВЕРТИКАЛЬНЫЙ / ВЫСОКОТОЧНЫЙ / CT-350
6 страниц
3-ОСЕВОЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ЧПУ / ВЕРТИКАЛЬНЫЙ / ТОЧНЫЙ / ПРЯМОЙ ПРИВОД
6 страниц
3-ОСЕВОЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ЧПУ / ВЕРТИКАЛЬНЫЙ / ВЫСОКОТОЧНЫЙ VC-608
6 страниц
3-ОСЕВОЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ЧПУ / ВЕРТИКАЛЬНЫЙ / РЕЗКА/TMV-920A
2 страницы
3-ОСЕВОЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ЧПУ / ВЕРТИКАЛЬНЫЙ / ТИП КОЛОННЫ / QVM-610AII
2 страницы
3-ОСЕВОЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ЧПУ / ВЕРТИКАЛЬНЫЙ / ВЫСОКОТОЧНЫЙ / РЕЗКА / TMV-850QII
8 страниц
3-ОСЕВОЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ЧПУ / ВЕРТИКАЛЬНЫЙ / ВЫСОКОТОЧНЫЙ / РЕЗКА / TMV-720A
8 страниц
3-ОСЕВОЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ЧПУ / ВЕРТИКАЛЬНЫЙ / РЕЗКА/TMV-1600A
6 страниц
3-ОСЕВОЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ЧПУ / ВЕРТИКАЛЬНЫЙ / РЕЗКА / ДЛЯ КРУПНЫХ ЗАГОТОВОК/TMV-1500A
2 страницы
3-ОСЕВОЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ЧПУ / ВЕРТИКАЛЬНЫЙ / РЕЗКА /TMV-1350A
6 страниц
3-ОСЕВОЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ЧПУ / ВЕРТИКАЛЬНЫЙ / РЕЗКА / TMV-1100A
2 страницы
3-ОСЕВОЙ ОБРАБАТЫВАЮЩИЙ ЦЕНТР С ЧПУ / ВЕРТИКАЛЬНЫЙ / ВЫСОКОТОЧНЫЙ / РЕЗКА / TMV-1050QII
8 страниц
Сравнить
Удалить все
Сравнить до 10 продуктов
Токарный станок с ЧПУ Список G-кодов и M-кодов для токарных станков с ЧПУ
Это общие G-коды для токарных станков с ЧПУ и токарной обработки. Категории кода — это группы для мастера G-кода (нажмите Ctrl+G для мастера). Функция сообщает, что делает g-код, Notes дает немного больше информации, например параметры, а Tutorial — это ссылка (если есть) на учебник, который использует редактор G-Wizard для обучения использованию g-кода.
Категории кода — это группы для мастера G-кода (нажмите Ctrl+G для мастера). Функция сообщает, что делает g-код, Notes дает немного больше информации, например параметры, а Tutorial — это ссылка (если есть) на учебник, который использует редактор G-Wizard для обучения использованию g-кода.
Категория | ||||||
| G00 | Движение | Двигайтесь по прямой линии на стремительной скорости. | XYZ конечной точки | G00 и MDI. Линейное перемещение: G00 и G01 | ||
| G01 | Движение | Двигаться по прямой на последней скорости, заданной скоростью подачи (F) | XYZ конечной точки | G01 и MDI. Линейное перемещение: G00 и G01 | ||
| G02 | Движение | Дуга окружности по часовой стрелке со скоростью подачи (F) | XYZ конечной точки IJK относительно центра р за радиус | Дуги окружности: G02 и G03 | ||
| G03 | Движение | Дуга окружности против часовой стрелки со скоростью подачи (F) | XYZ конечной точки IJK относительно центра р за радиус | Дуги окружности: G02 и G03 | ||
| G04 | Движение | Задержка: остановка на указанное время. | P для миллисекунд X для секунд | Точная синхронизация и скорость: задержка, точная остановка, компенсация люфта | ||
| G09 | Движение | Проверка точного останова | Точная синхронизация и скорость: задержка, точная остановка, компенсация люфта | |||
| G10 | Компенсация | Программируемый ввод параметров | ||||
| G17 | Координата | Выберите плоскость X-Y | Координаты G-кода ЧПУ | |||
| G18 | Координата | Выберите плоскость X-Z | Координаты G-кода ЧПУ | |||
| G19 | Координата | Выберите плоскость Y-Z | Координаты G-кода ЧПУ | |||
| G20 | Координата | Программные координаты в дюймах | G20 и G21: преобразование единиц измерения | |||
| Г21 | Координата | Программные координаты мм | G20 и G21: преобразование единиц измерения | |||
| G27 | Движение | Проверка возврата в референтную точку | G28: возврат к исходной точке | |||
| G28 | Движение | Возврат в исходное положение | G28: возврат к исходной точке | |||
| G29 | Движение | Возврат из референтной позиции | G28: возврат к исходной точке | |||
| G30 | Движение | Возврат к 2-й, 3-й и 4-й контрольной точке | G28: возврат к исходной точке | |||
| G32 | Консервы | Нарезание резьбы с постоянным шагом (например, G01 синхронизировано со шпинделем) | ||||
| G40 | Компенсация | Компенсация резца инструмента отключена (компенсация радиуса) | ||||
| Г41 | Компенсация | Компенсация резца инструмента слева (компенсация радиуса) | ||||
| Г42 | Компенсация | Коррекция режущего инструмента справа (компенсация радиуса) | ||||
| Г43 | Компенсация | Применение компенсации длины инструмента (плюс) | ||||
| Г44 | Компенсация | Применить поправку на длину инструмента (минус) | ||||
| G49 | Компенсация | Отмена коррекции на длину инструмента | ||||
| Г50 | Компенсация | Сбросить все коэффициенты масштабирования до 1,0 | ||||
| G51 | Компенсация | Включить масштабные коэффициенты | ||||
| Г52 | Координата | Локальный рабочий сдвиг для всех систем координат: добавить смещения XYZ | ||||
| G53 | Координата | Система координат станка (отмена нулевой коррекции) | ||||
| Г54 | Координата | Рабочая система координат (1-я заготовка) | ||||
| G55 | Координата | Рабочая система координат (2-я заготовка) | ||||
| Г56 | Координата | Рабочая система координат (3-я заготовка) | ||||
| G57 | Координата | Рабочая система координат (4-я заготовка) | ||||
| G58 | Координата | Рабочая система координат (5-я заготовка) | ||||
| G59 | Координата | Рабочая система координат (6-я заготовка) | ||||
| G61 | Прочее | Режим проверки точного останова | Точная синхронизация и скорость: задержка, точная остановка, компенсация люфта | |||
| G62 | Прочее | Автоматическая угловая корректировка | ||||
| G63 | Прочее | Режим постукивания | ||||
| G64 | Прочее | Лучший путь скорости | ||||
| Г65 | Прочее | Простой вызов пользовательского макроса | Подпрограммы и макросы | |||
| G70 | Консервы | Цикл чистовой токарной обработки | ||||
| G71 | Консервы | Цикл чернового точения | G71: Цикл чернового точения G71 Тип II: черновое точение с «карманами» | |||
| G72 | Консервы | Цикл черновой обработки | ||||
| G73 | Консервы | Цикл повторения шаблона | ||||
| Г74 | Консервы | Цикл сверления с отсечкой | ||||
| Г75 | Консервы | Цикл обработки канавок | ||||
| Г76 | Консервы | Цикл нарезания резьбы | Цикл нарезания резьбы на токарном станке G76 | |||
| G80 | Консервы | Отмена постоянного цикла | ||||
| G83 | Консервы | Цикл торцевого сверления | ||||
| G84 | Консервы | Нарезание резьбы по торцу, цикл | ||||
| G86 | Консервы | Постоянный цикл растачивания, остановка шпинделя, быстрый вывод | ||||
| G87 | Консервы | Цикл бокового сверления | ||||
| Г88 | Консервы | Цикл бокового нарезания резьбы | ||||
| G89 | Консервы | Цикл бокового растачивания | ||||
| Г90 | Координата | Абсолютное программирование XYZ (системы типа B и C) | ||||
G90. 1 1 | Координата | Абсолютное программирование IJK (системы типа B и C) | ||||
| G91 | Координата | Инкрементальное программирование XYZ (системы типа B и C) | ||||
| G91.1 | Координата | Инкрементальное программирование IJK (системы типа B и C) | ||||
| Г92 | Координата | Цикл нарезания резьбы | ||||
| G92 (альтернативный) | Движение | Зажим максимальной скорости шпинделя | С | |||
| Г94 | Движение | Цикл токарной обработки торца | ||||
| Г96 | Движение | Постоянная поверхностная скорость ВКЛ. | G96: постоянная скорость у поверхности | |||
| G97 | Движение | Отмена постоянной скорости у поверхности | G96: постоянная скорость у поверхности | |||
| G98 | Движение | Скорость подачи в минуту | G-код G98 и G-код G99: режимы постоянного цикла возврата или скорости подачи | |||
| G99 | Движение | Скорость подачи на оборот | G-код G98 и G-код G99: режимы постоянного цикла возврата или скорости подачи | |||
| Г190 | движение | Режим радиуса | Программирование токарного станка с ЧПУ | |||
| Г191 | Движение | Режим диаметра | Программирование токарного станка с ЧПУ | |||
М-коды
| ||||||
| М00 | М-код | Остановка программы (необязательно) | ||||
| М01 | М-код | Дополнительный останов: оператор выбран для включения | ||||
| М02 | М-код | Конец программы | ||||
| М03 | М-код | Шпиндель ВКЛ (вращение по часовой стрелке) | М03 и МДИ. | |||
| М04 | М-код | Шпиндель ВКЛ (вращение против часовой стрелки) | ||||
| М05 | М-код | Стопор шпинделя | М05 и МДИ. | |||
| М06 | М-код | Смена инструмента | ||||
| М07 | М-код | Туман СОЖ ВКЛ | М07 и МДИ. | |||
| М08 | М-код | Заливная охлаждающая жидкость ВКЛ. | M08 и MDI. | |||
| М09 | М-код | СОЖ ВЫКЛ. | М09 и МДИ. | |||
| M13 | М-код | Шпиндель ВКЛ (вращение по часовой стрелке) + СОЖ ВКЛ | М13 и МДИ. | |||
| M14 | М-код | Шпиндель ВКЛ (вращение против часовой стрелки) + СОЖ ВКЛ | М14 и МДИ. | |||
| М30 | М-код | Окончание программы, режимы перемотки назад и сброса | ||||
| М97 | М-код | Вызов подпрограммы Haas Style | Подпрограммы и макросы | |||
| М98 | М-код | Вызов подпрограммы | Подпрограммы и макросы | |||
| М99 | М-код | Возврат из подпрограммы | Подпрограммы и макросы | |||

Бонус: ознакомьтесь с нашими другими кулинарными книгами по ЧПУ, чтобы получить более подробную информацию о ЧПУ!
Если вы новичок в работе с ЧПУ, ознакомьтесь с нашей «Поваренной книгой для начинающих» .
Всего комментариев: 0