Как настраивать 3д принтер: Как настроить 3D-принтер
Содержание
Настройка и техническое обслуживание FDM 3Д принтеров для долговечной работы. Инструкция для пользователей.
Содержание:
- Какие узлы 3D принтера требуют регулярного ухода?
- В чем особенности ухода за FDM 3D принтерами?
- Калибровка и уход за нагревательным столом.
- Очистка и уход за печатающим блоком.
- Очистка и уход за кинематикой 3Д принтера.
- Очистка и уход за корпусом.
- Отсек электроники, как ухаживать?
- Вывод
Всем привет, друзья, с Вами компания 3DTool!
Современные 3Д принтеры обладают продвинутыми системами контроля процесса печати, подачи материала, автокалибровкой и множеством других полезных, автоматизированных функций, и довольно далеко ушли от своих предшественников, где все манипуляции вплоть до подстройки тока на драйверах шаговых моторов и программирования прошивки под свою версию устройства необходимо было делать вручную. Тем не менее большая часть современных устройств так же требуют постоянного ухода и технического обслуживания. Давайте попробуем обобщить самые необходимые и распространенные операции и опишем их в нашей статье, как некое руководство для новых пользователей.
Давайте попробуем обобщить самые необходимые и распространенные операции и опишем их в нашей статье, как некое руководство для новых пользователей.
Какие узлы 3D принтера требуют регулярного ухода?
Для начала определимся, на какие вообще крупные узлы можно разбить любой 3д принтер?
- Корпус
- Кинематика
- Печатающий блок
- Печатный стол
- Материнская плата / электроника
Независимо от технологии 3D печати, любой 3д принтер можно разбить на эти компоненты. Например, корпус требует очистки от налипшей пыли снаружи или внутри дабы не создавать риск короткого замыкания от статического электричества, кинематика требует очистки от налипшей грязи, регулярного смазывания и при необходимости замены ремней (не в случае с жесткой кинематикой на швп) печатающий блок необходимо чистить от налипшего материала, а в случае с фотополимерными принтерами не допускать вообще никаких загрязнений, особенно если это DLP или SLA 3Д принтер.
Однако давайте конкретизируем наше руководство и возьмем за основу некий стандартный FDM 3D принтер, как наиболее распространенный на рынке и на его основе подробно опишем процессы.
Каталог FDM 3D принтеров
В чем особенности ухода за FDM 3D принтерами?
Что из себя представляет сама технология и по какому принципу она работает, вы можете узнать из нашей статьи ЗДЕСЬ. В данном же материале мы подразумеваем, что читатель уже знаком с основными понятиями и терминами и понимает описываемый предмет.
Итак. Мы знаем, что термополимерные 3д принтеры работают с филаментом в качестве расходного материала, а сам процесс печати связан с нагреванием рабочих элементов устройства до довольно высоких температур. Сам расплавленный материал осаждается на рабочем столе либо на специальной адгезионной поверхности (BuildTak), либо на стекле с нанесенном на него клеем, либо на любом другом виде этого элемента. Например, ранее часто встречались просто алюминиевые столы, требующие наклеивания каптоновй ленты или малярного скотча.
Хорошая, ровная поверхность с нанесенным адгезивом это 90% вероятности успешно завершенной печати. Первый слой всегда определяет получится ли изделие вообще, или после некоторого количества времени печати, если первый слой отклеился или не пропечатался, вместо модели вы увидите характерную «вермишель».
Таким образом самым важным и первым пунктом технического обслуживания и настройки 3д принтера является настройка или калибровка нагревательного стола.
Калибровка и уход за нагревательным столом.
Существуют 3 варианта калибровки нагревательных столов – Ручная, Полуавтоматическая и автоматическая. Чаще всего в современных принтерах встречается полуавтоматический вариант, его мы сейчас и рассмотрим.
При полуавтоматическом варианте калибровки горизонта вашей рабочей области принтер запускает специальную программу движения, облегчающую процесс. Например, в 3д принтерах PICASO3D на платформе X,
пользователю нужно ровно установить стеклянную платформу в своих пазах, запустить процесс калибровки и следовать указаниям устройства на экране.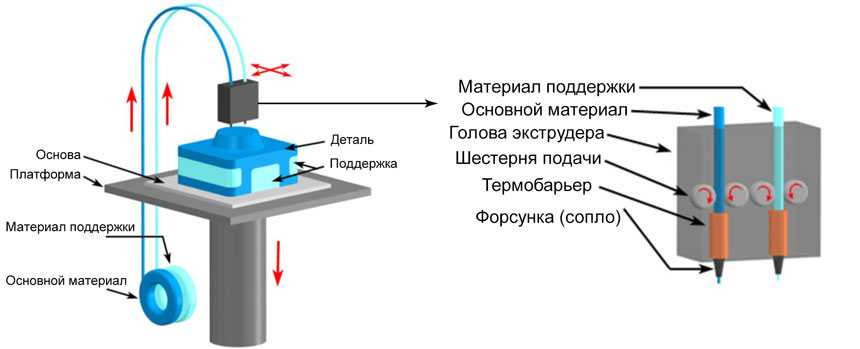 Важно визуально контролировать действия устройства и не допускать сильных перекосов или зазоров стола и стеклянной поверхности. Такую калибровку необходимо выполнять настолько часто, насколько часто на первом слое появляются артефакты, или нить вообще не приклеивается к столу / вжимается в него слишком сильно.
Важно визуально контролировать действия устройства и не допускать сильных перекосов или зазоров стола и стеклянной поверхности. Такую калибровку необходимо выполнять настолько часто, насколько часто на первом слое появляются артефакты, или нить вообще не приклеивается к столу / вжимается в него слишком сильно.
В случае ручной калибровки, например на 3д принтерах Zenit 3D, принтер так же управляет процессом передвигая печатающий блок по точкам калибровки, но поднимать или опускать стол в соответствующей точке должен сам оператор.
В упомянутых выше 3д принтерах зенит, это позволяют сделать 3 специальных регулировочных винта под конслью стола (на фото), которые необходимо подкручивать до тех пор, пока расстояние от стола до кончика сопла не будет насчитывать +/- 100мкм. Лучше всего это расстояние замерять специальным автомобильным щупом (для регулирования клапанов), или с помощью обычной белой а4 бумаги.
Суть калибровки заключается в подстраивании высоты так, чтобы лист бумаги или щуп двигались между столом и соплом с небольшим усилием, но все же легко проходили этот зазор. Сделать это будет необходимо в случае с зенитом в 3х точках, однако, как правило, в подобных устройствах калибровка выполняется по 4м точкам.
Сделать это будет необходимо в случае с зенитом в 3х точках, однако, как правило, в подобных устройствах калибровка выполняется по 4м точкам.
!Обратите внимание!
В случае нанесения адгезивного лака/спрея на стеклянную поверхность стола, всегда выполняйте калибровку _после_ нанесения средства, иначе в процессе смены стекла уровень может «убежать». Для наилучшей адгезии принтерам со стеклянным столом, можем порекомендовать проверенный годами адгезивный клей – спрей Picaso3D.
Следующий узел, требующий частого внимания и ухода – печатающий блок. Далее поговорим о нем.
Очистка и уход за печатающим блоком.
Конструкция этого узла такова, что нижняя точка — кончик сопла, всегда контактирует с материалом. На многих конфигурациях ее формы нижняя кромка как бы «разглаживает» выходящий из нее слой материала. Ввиду этого практически невозможно избежать налипания пластика на поверхность сопла, что со временем будет приводить к ее загрязнению, т. к. сопло проходит через циклы нагрева/остывания и налипший пластик карамелизуется, образовывая своеобразный «налет». Так же, при пусть редких, но неминуемых браках печати, или неправильно посчитанном задании, на сопло может налипать большие количества материала, в конце концов попадающее при следующих печатях на поверхность изделия и портящих ее.
к. сопло проходит через циклы нагрева/остывания и налипший пластик карамелизуется, образовывая своеобразный «налет». Так же, при пусть редких, но неминуемых браках печати, или неправильно посчитанном задании, на сопло может налипать большие количества материала, в конце концов попадающее при следующих печатях на поверхность изделия и портящих ее.
Для того, чтобы сопло всегда было чистым, старайтесь после каждых двух трех удачных печатей протирать сопло неткаными салфетками, или трудновоспламеняемой тканью в момент, когда сопло еще горячее.
Если такой возможности нет, или загрязнение слишком велико, есть более радикальный способ, который требует извлечения сопла.
Способов очистки снятого сопла довольно много и нет нужды описывать в этом материале их все. Достаточно перечислить два основных: растворение пластика в растворителе, или прожигание газовой горелкой.
!ВНИМАНИЕ!
Любой обозначенный ниже способ требует от вас наличия подготовленного помещения с вытяжкой и оборудованного противопожарной системой. Ни в коем случае не проводите данных процедур в домашних условиях. Это может быть опасно!
Ни в коем случае не проводите данных процедур в домашних условиях. Это может быть опасно!
В первом случае сопло опускается в ацетон и держится в нем несколько часов, после чего остатки пластика счищаются вручную жесткой щеткой.
Во втором случае вам необходима газовая горелка и длинный толстый пинцет/щипцы, которыми вы будете держать сопло. Необходимо нагреть его до слегка красноватого состояния, чтобы весь пластик выгорел и остудить в теплой воде. После чего его можно установить обратно в принтер предварительно посушив.
Каталог FDM 3D принтеров
Очистка и уход за кинематикой 3Д принтера
Кинематическая система вашего 3д принтера – важнейший узел, обеспечивающий бОльшую часть качества печати устройства. Исполнение кинематики, качество ее узлов и состояния влияют на изделие не меньше, чем сам филамент или печатающий блок. Безусловно, одно не может работать без другого, но, если вы сталкиваетесь с появившимися внезапно «артефактами» на поверхности ваших распечаток и уверены, что это не вина печатающего блока или электроники, обратите внимание на вашу кинематику.
Разные 3д принтеры построены на разных кинематических схемах. Они используют разные по длине ремни, разные виды направляющих и кронштейнов, разные виды подшипников и шпулей. Однако объединяет их одна важная вещь – для всех из них требуется чистота и своевременная смазка. Чем смазывать тот или иной вид направляющих и их каретки как правило чаще всего можно найти в руководстве к принтеру, а саму процедуру необходимо выполнять при интенсивной загрузке принтера не реже раза в месяц. К тому же, чем чаще работает устройство, тем медленнее смазка приходит в негодность, а чем больше устройство «простаивает» тем больше вероятность, что направляющие засорились пылью, а смазка утратила свои свойства.
Чтобы нанести ее заново, отключите принтер от сети и передвигая вручную печатающий блок, последовательно очистите направляющие от старой смазки и налипшей грязи ветошью, или нетканой салфеткой, смоченной в бензине / спирте. После чего протрите насухо и нанесите немного смазки равномерно по всей протяженности направляющих.
Обратите внимание, что рельсовые направляющие чаще всего имеют сапуны для впрыскивания смазки в тело каретки, а цилиндрические подшипники забиваются смазкой внутри. Конечно же, качественнее всего будет поменять смазку на элементах с полным разбором кинематики, но для неопытных пользователей мы не будем этого советовать. Просто обратитесь в ближайший сервис и доверьтесь профессионалам.
Каталог FDM 3D принтеров
Очистка и уход за корпусом.
В зависимости от материала, которым выполнен корпус вашего 3д принтера, можно выбрать разные сценарии его очистки. Например, если корпус выполнен из дибонда, как у принтеров PICASO 3D, достаточно использовать средство очистки мебели и обыкновенный спрей – антистатик. Так же следует поступить с элементами, выполненными из акрила / оргстекла.
Если же ваш корпус пластиковый или металлический, перед очисткой требуется убедится в том, что применяемые вами средства не повредят краску и/или пластик, это можно проверить по маркировке на флакончиках подобных средств.
Зачем вообще нужно чистить корпус? Спросит редкий читатель. А мы ответим: по той простой причине, что даже заземленные 3д принтеры с многочисленными защитами от статики и фильтрами на сетевом шнуре не застрахованы от разряда накопившейся энергии по материнской плате или другим электронным компонентам, что может вывести их из строя. К тому же грязный корпус внутри и снаружи это просто опасно с точки зрения самовозгорания и не эстетично.
И все же, а что на счет электроники?
Отсек электроники, как ухаживать?
Через многочисленных щели в корпусе и вентиляционные отверстия, в отсек электроники может попадать пыль и другой сор. Как не трудно догадаться, электроника – мозги и нервная система вашего устройства. Без нее ваш 3Д принтер не более чем набор шестерней и пластика. Сама по себе электронная начинка устройства, как правило защищена от различных напастей с помощью заземления, различных фильтров, сеточек и активного обдува, однако со временем она все равно покрывается слоем тонкой пыли или грязи и требует периодического внимания.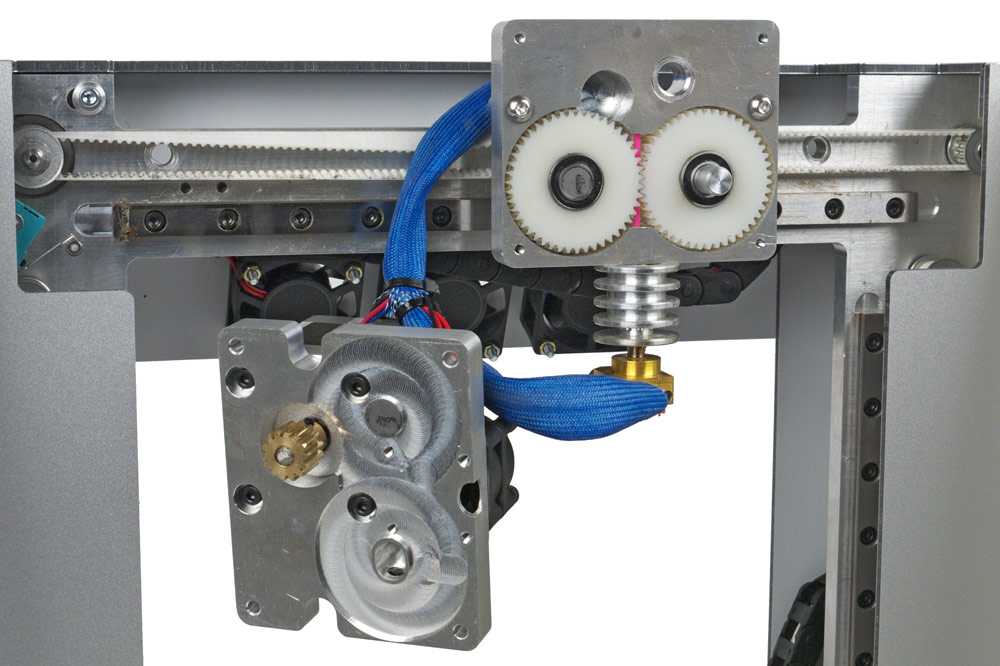
Если отсек электроники вашего устройства труднодоступен и для осмотра/очистки требуется разобрать пол принтера, мы не рекомендуем этого делать. Если же дело требует откручивания одной/двух крышек, регулярной проверяйте состояние системы и при необходимости продувайте сжатым воздухом. Но ни в коем случае не пылесосьте! Обычные бытовые пылесосы можно сравнить с огромными магнитами, накапливающими на своих корпусах статику, при прямом контакте с которой может пробежать искра по вашим электронным компонентам и платам по незапланированному сценарию и просто повредить их.
Лучшим способом очистки отсека от пыли будет ручная прочистка лопастей вентиляторов и продув компонентов сжатым воздухом. При этом весь процесс желательно делать под хорошей вытяжкой или на открытом воздухе.
Вывод.
Как и любое другое сложное техническое устройство, 3д принтер требует регулярного ухода и обслуживания. В него могут входить как периодические полные осмотры, разбор с устранением минорных проблем, так и простая очистка трущихся/нагревающихся элементов и уход за внешним видом устройства.
В нашей статье мы не затрагивали вопросов касающихся замены расходных запасных частей и случаев поломок устройства. Здесь даны базовые советы для новичков о том, как пользоваться 3д принтером правильно и что нужно делать для того, чтобы он прослужил вам долгую службу.
Более предметных вопросов, касающихся технического обеспечения и замены расходных материалов, мы обсудим в будущих статьях, если Ваш отклик будет положительным.
А на этом у нас все! Надеемся статья была для Вас полезной!
Приобрести FDM 3D принтер популярных производителей, задать свой вопрос, или сделать предложение, вы можете, связавшись с нами:
- По электронной почте: [email protected]
- Телефону: 8(800)775-86-69
- Или на нашем сайте: https://3dtool.ru
Не забывайте подписываться на наш YouTube канал :
Вступайте в наши группы в соц.сетях:
ВКонтакте
Настройка и калибровка 3D-принтера
После того, как вам пришла идея купить 3D-принтер и своими руками собрать его, следует понять, как работает 3D-принтер и как его настраивать.
Для первого использования вам понадобиться правильно откалибровать принтер. В большинстве случаев прошивка уже стоит на плате и вам остается лишь правильно настроить начальное положение сопла над столом. Расскажем обо все по порядку.
Начнем с того, что объясним, как вообще возможно калибровать 3D-принтер, собранный своими руками. Это делается с помощью 3-х (иногда 4-х) концевых выключателей, или попросту стоперов, (небольшие запчасти для 3d-принтера), установленных на каждой оси X, Y, Z.
Стоперы выглядят как коробка с рычажком и прикрепляются к направляющим. Их легко можно двигать по оси, пока зажимный болт ослаблен.
Именно так мы должны сначала откалибровать ось Z. Когда экструдер ищет начальное положение, допустим по Z, он двигается вниз, пока не надавит на рычажок стопера. После того, как рычаг будет полностью прижат к стоперу, он передаст на управляющую плату необходимую информацию о том, где находится начальное положение относительно стопера. В случае с осью Z, очень важно правильно подобрать местоположение соответствующего стопера. Нам необходимо, чтобы между соплом и столом для печати проходил лист бумаги, причем не очень свободно. Этого нужно добиться в каждой точке стола, но сначала настроим это в переднем левом углу, который считается начальным положением.
В случае с осью Z, очень важно правильно подобрать местоположение соответствующего стопера. Нам необходимо, чтобы между соплом и столом для печати проходил лист бумаги, причем не очень свободно. Этого нужно добиться в каждой точке стола, но сначала настроим это в переднем левом углу, который считается начальным положением.
Сперва на глаз или по линейке определим, где нужно расположить стопер. Затем в меню принтера (на дисплее) найдем управление осями. Они называются по-разному и находятся в разных местах, нам нужны пункты меню вроде «MOVE AXIS» и «HOME Z». (Такая неразбериха может возникнуть, когда вы решили купить 3d-принтер на интернет-площадках, вроде aliexpress) Нажав «HOME Z», экструдер поедет вниз, пока не нажмет рычаг стопера. После первого раза вы поймете, насколько ошиблись с местом расположения стопера. Далее остается лишь передвигать стопер до тех пор, пока вы не добьетесь нужного расстояниям между соплом и столом.
Теперь нужно настроить ось Х. Для этого нам понадобится подобрать место установки соответствующего стопера на горизонтальной оси, по которой ездит экструдер. Наша задача сделать так, чтобы начальное положение не выходило за левый край стола. То есть, чтобы при Х=0, сопло было на краю стола или немного отступив в сторону центра. Опять же, это делается аналогично предыдущей калибровке, только теперь необходимо будет выбрать команду «HOME X».
Наша задача сделать так, чтобы начальное положение не выходило за левый край стола. То есть, чтобы при Х=0, сопло было на краю стола или немного отступив в сторону центра. Опять же, это делается аналогично предыдущей калибровке, только теперь необходимо будет выбрать команду «HOME X».
Самой простой настройкой, пожалуй, является калибровка оси Y. Наша задача – установить стопер на горизонтальную направляющую, по которой ездит стол. Аналогично предыдущей настройке, сопло должно находиться на краю передней части стола при Y=0. Не забываем, что теперь выбирается команда «HOME Y».
После такой настройки нам надо выбрать пункт типа «HOME» или «AUTO HOME». Тогда экструдер должен встать в левый передний угол стола, перемещаясь сразу по все трем осям. Но на этом настройка не заканчивается. Дело в том, что нам нужно, чтобы указанное расстояние между столом и соплом было в каждой точке стола. А так как невозможно с первого раза идеально ровно установить стол, то нам придется проверять выполнение данного условия в нескольких точках и настраивать его с помощью подкручивания зажимающих стол винтов.
Это лучше всего делать следующим образом: ставим сопло в начальное положение с помощью AUTO HOME, затем отключаем 3D-принтер от сети и вручную двигаем экструдер по периметру стола, а затем по диагонали, подкручивая, где нужно, стол. Данные движения повторяем 2-3 раза. После того, как у нас во всех точках стола экструдер стоит на нужной высоте (толщина листа), нужно затянуть зажимные болты стоперов покрепче. В процессе частого применения 3D-принетра, случается, что стоперы немного меняют свое положение. Поэтому важно следить за этим, особенно в печати первого слоя. Если первый слой лег как надо, то, скорее всего, все будет хорошо.
Дополнительно, хочется сказать про один интересный нюанс, который помогает решить несколько часто возникающих проблем в технологии 3d-печати. Бывает, что пластик не липнет к столу 3D-принтера. Это может возникать по трём причинам:
- Неправильная температура стола или сопла для используемого ABS или PLA пластика
- Плохой материал стола (например, металл)
- Неправильная настройка диаметра прутка в слайсере (программа для 3d-принтера Repetier Host)
- Другие неизвестные причины, по которым пластик не липнет к стеклянному столу
Если исключить п.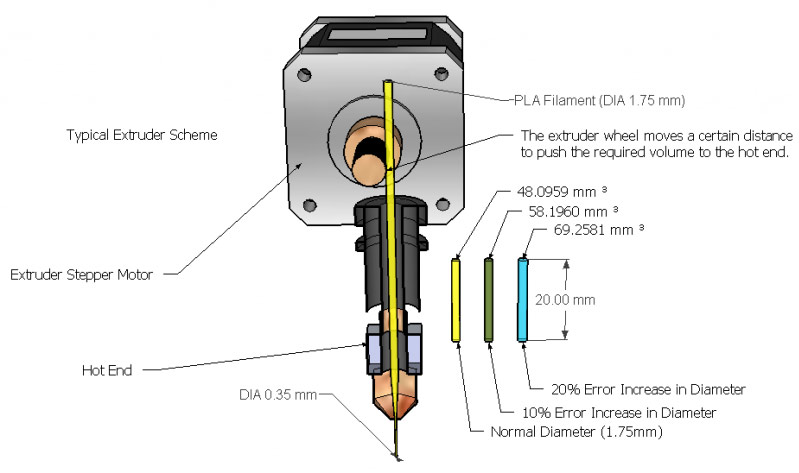 1 и 3 (которые решаются установкой правильных настроек), то проблему не прилипания пластика к столу можно решить довольно легко. Сначала нужно обезжирить стол. Затем, есть два варианта: наклеить малярный скотч (или использовать специальную комплектующую для 3d-печати – каптон) или нанести на стол липкую жидкость. Наиболее простым и более используемым является второй вариант. Чаще всего используют пиво, квас и лак для волос. Необходимо на горячую поверхность стола нанести жидкость и подождать, пока она испарится и образует пленку. Много жидкости лить не нужно, лучше взять тряпочку и равномерно растереть по всей поверхности.
1 и 3 (которые решаются установкой правильных настроек), то проблему не прилипания пластика к столу можно решить довольно легко. Сначала нужно обезжирить стол. Затем, есть два варианта: наклеить малярный скотч (или использовать специальную комплектующую для 3d-печати – каптон) или нанести на стол липкую жидкость. Наиболее простым и более используемым является второй вариант. Чаще всего используют пиво, квас и лак для волос. Необходимо на горячую поверхность стола нанести жидкость и подождать, пока она испарится и образует пленку. Много жидкости лить не нужно, лучше взять тряпочку и равномерно растереть по всей поверхности.
На этом настройку принтера можно считать оконченной, осталось лишь научиться создавать файлы для печати, используя модели для 3d-принтера! Именно об этом будет наша следующая статья — «Работа в Repetier Host».
Руководство по установке 3D-принтера
| Top 3D Shop
Всем привет! Это Top 3D Shop, и в следующей статье мы поговорим о том, как настроить 3D-принтер.
Если вы стали обладателем 3D-принтера или вам необходимо освоить аддитивные технологии для работы, прочтите наши рекомендации по настройке принтера и созданию своих первых моделей.
Подготовка
Перед подключением собранного 3D-принтера необходимо убедиться, что транспортировочные фиксаторы сняты. Пряжки ремня могут повредить принтер.
В зависимости от модели пользователи могут применять различные методы печати, включая SD-карту, USB-накопитель, ПК с проводным подключением, Wi-Fi или Ethernet. В большинстве случаев они комбинируются: многие модели предлагают 2–3 метода.
Сравним печать с SD карты и через стационарный компьютер или ноутбук.
Оба метода имеют свои преимущества и недостатки. Печать через ПК «нагляднее»; кроме того, вы можете вносить изменения в процессе. При работе с SD-картой на печать не влияет загруженность компьютера; исключено случайное отсоединение USB-кабеля, соединяющего принтер с ПК. Печать с SD-карт более надежна, но иногда принтеры не могут их прочитать.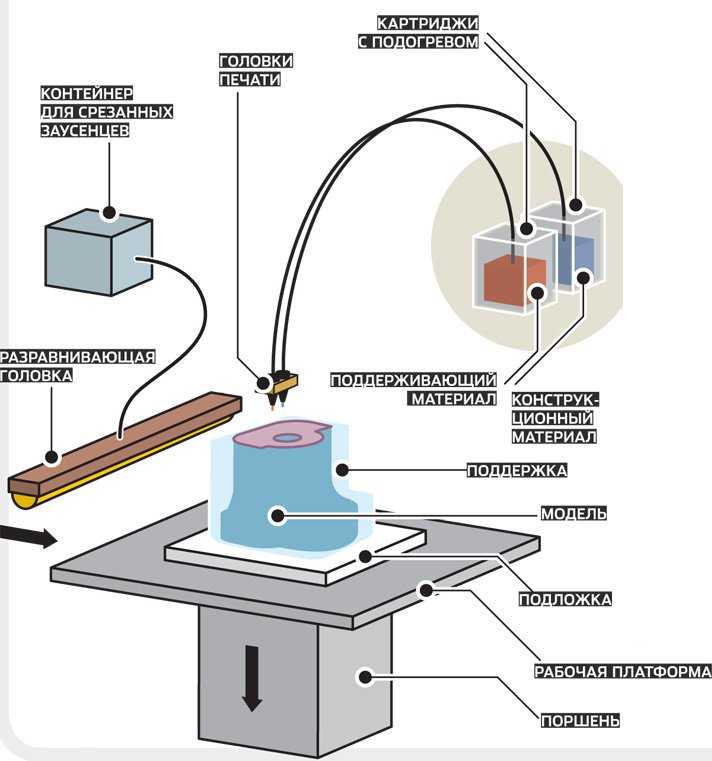 При печати через Wi-Fi также могут возникнуть некоторые трудности, связанные со стабильностью приема сигнала принтером.
При печати через Wi-Fi также могут возникнуть некоторые трудности, связанные со стабильностью приема сигнала принтером.
Самый надежный вариант — предварительное копирование файла во внутреннюю память принтера, откуда его можно передать любым из вышеперечисленных способов (обычно по проводному соединению или Wi-Fi, а также с SD-карты или USB-накопителя). диск), как, например, в принтерах Raise3D и Phrozen.
При печати с ноутбука или стационарного компьютера принтер должен быть подключен к ним с помощью USB-кабеля. Как только операционная система обнаружит принтер как новое устройство, она должна автоматически установить драйверы для вашего принтера. В противном случае драйверы необходимо загрузить из Интернета или установить с носителя, поставляемого вместе с принтером.
Для печати с SD-карты карта с файлами 3D-объектов помещается в соответствующий слот принтера. Как правило, к принтеру прилагается SD-карта с несколькими файлами тестовых моделей.
Узнайте больше о подключении 3D-принтера, возможных проблемах и их решениях.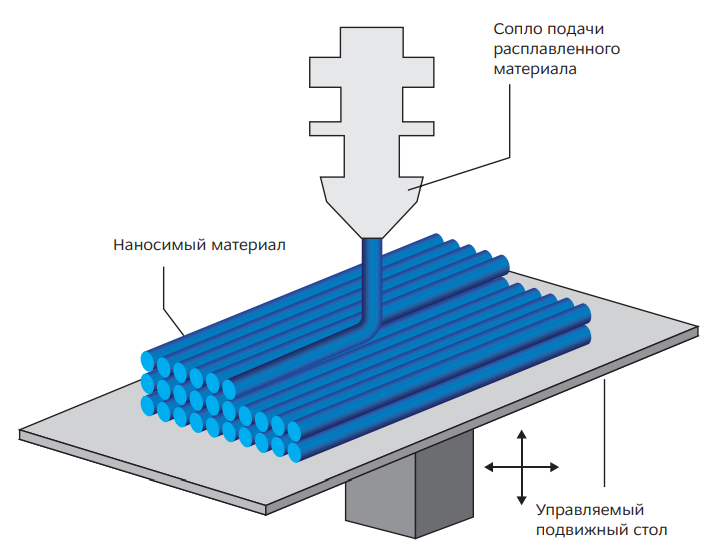
Программное обеспечение для 3D-печати
Современный рынок изобилует программным обеспечением для 3D-печати. Существует множество платных и бесплатных программ для 3D-дизайна, редактирования моделей, нарезки. Некоторые из них интуитивно понятны и подходят для новичков, а другие могут быть понятны только профессионалам.
Чтобы узнать больше, ознакомьтесь с полным руководством по самому популярному и проверенному программному обеспечению для моделирования, обработки и печати 3D-объектов.
3D-дизайн и форматы файлов
Любая печать начинается с поиска или создания 3D-модели, которую можно создать с нуля посредством 3D-дизайна или на основе 3D-сканирования. 3D-дизайн позволяет воплотить идею в трехмерной модели. Посетите блог Top 3D Shop, чтобы узнать о бесплатном программном обеспечении для 3D-моделирования. Чтобы их как следует освоить, потребуется не меньше месяца, поэтому для начала рекомендуем скачать модели из интернета или обратиться к специалистам по 3D-дизайну. Самые популярные ресурсы для загрузки объектов — thingiverse.com и grabcad.com, вы также можете воспользоваться нашим средством поиска моделей.
Самые популярные ресурсы для загрузки объектов — thingiverse.com и grabcad.com, вы также можете воспользоваться нашим средством поиска моделей.
Загруженные файлы могут оказаться бракованными: иногда модели требуют исправления ошибок. Модельная сетка должна быть герметичной: необходимо проверить наличие зазоров там, где они должны быть, и отсутствие отверстий там, где их быть не должно. Также не должно быть самопересечений, «висячих» точек, микронных зазоров; нормали должны быть расположены правильно.
Источник: 3dtoday.ru
В Windows 10 предустановлено приложение для просмотра и базовой обработки 3D-объектов: раньше это был 3D Builder, в более поздних версиях — Paint 3D. Эта программа подходит для начинающих пользователей.
Опытные пользователи могут использовать Netfabb Studio Basic или Solid Inspector с бесплатным плагином Sketchup, который позволит находить ошибки и восстанавливать модели: редактировать сетку, заполнять отверстия и удалять двойные поверхности, исправлять полигоны и делить модели по ортогональным плоскостям.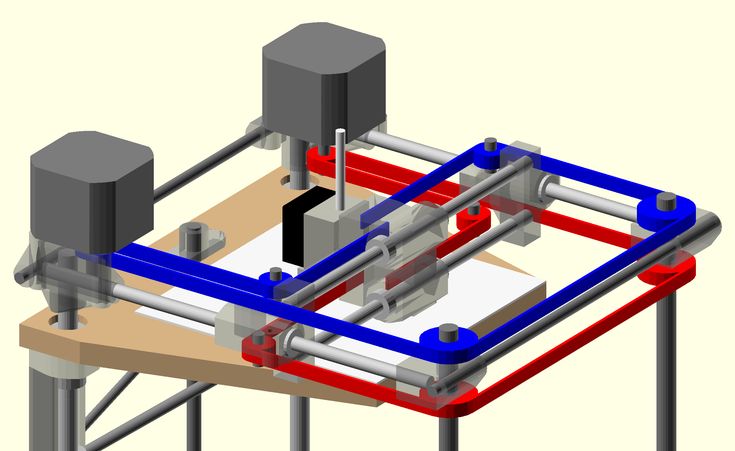
Хотя модель можно исправить во многих слайсерах, лучше использовать узкоспециализированный софт.
Двумя наиболее часто используемыми форматами файлов в 3D-печати являются .STL и .OBJ. Перед печатью они преобразуются с помощью слайсеров в управляющий G-код, распознаваемый принтерами.
Слайсеры — это программы, которые разбивают 3D-модель на слои, состоящие из контура с заливкой или без нее. От процента наполнения зависит прочность и вес модели. Полая модель печатается значительно быстрее, требует меньше материала и имеет меньший вес, но имеет крайне низкую прочность. Модель со 100% заполнением, наоборот, максимально прочная, но расходует гораздо больше материала и несравненно дольше печатается. Здесь важно соблюдать баланс — оптимальное наполнение моделей разного размера и для разных целей будет сильно различаться.
Чаще всего новички используют программы, которые идут в комплекте с принтером, или универсальное программное обеспечение для нарезки: бесплатные Repetier Host и Ultimaker Cura или платные, такие как Simplify3D.
Калибровка 3D-принтера
Перед началом печати устройство необходимо откалибровать. Обычно в инструкции к принтеру написано, как это сделать.
Поговорим подробнее о калибровке FDM-принтеров, так как их обычно выбирают для ознакомления с 3D-печатью, ввиду доступности и доступной цены таких устройств и материалов для печати на них.
Выравнивание платформы
Источник: all3dp.com
Механическая калибровка принтера по технологии FDM представляет собой выравнивание плоскости печатной платформы, то есть рабочей пластины.
Целью выравнивания является позиционирование платформы таким образом, чтобы плоскость перемещения осей XY экструдера была параллельна плоскости поверхности станины. Последовательность калибровки различается в зависимости от модели — подробности читайте в инструкции. Калибровка обычно заключается в затягивании четырех регулировочных винтов по краям платформы.
Источник: all3dp. com
com
У этой калибровки есть один недостаток — середина станины остается не выровненной. Проблема актуальна для недорогих принтеров, где поверхность пластины неровная. Для проверки центра платформы можно распечатать первый слой из нескольких моделей, расположенных по краям и в центре печатной платформы.
При нагреве станина подвергается термическому расширению, что неизбежно приводит к деформации. Если первый слой не отклеивается, проблемы с неровным ложем решаются подбором параметров печати для первого слоя: низкая скорость (15 мм/с), чуть более высокая температура, подача филамента увеличивается, если есть большой зазор и пониженный, если зазор маленький.
Если станина настолько неровная, что в углах печать идет хорошо, а в центре она либо слишком высоко над станиной, либо упирается в нее, то рекомендуется закрепить на станине стекло и печатать на нем.
Помимо выравнивания необходимо задать рабочую нулевую точку — высоту сопла над станиной, с которой начинается печать (z=0). Эта высота примерно равна высоте слоя (толщине листа бумаги). Но это также зависит от свойств нити. Более жидкие пластики (ABS и т.п.) требуют меньшей высоты, более вязкие (типа PETG) — наоборот.
Эта высота примерно равна высоте слоя (толщине листа бумаги). Но это также зависит от свойств нити. Более жидкие пластики (ABS и т.п.) требуют меньшей высоты, более вязкие (типа PETG) — наоборот.
Для некоторых 3D-принтеров установка рабочего нуля и выравнивание стола выполняются как одна процедура; для других моделей это отдельные действия. В последнем случае следуйте инструкции для конкретной модели.
Выравнивание стола необходимо проводить не только перед первой печатью, но и после перемещения принтера с места на место, а также при возникновении проблем во время печати или если вам пришлось применить силу при снятии печати и прижимных винтов может расслабился.
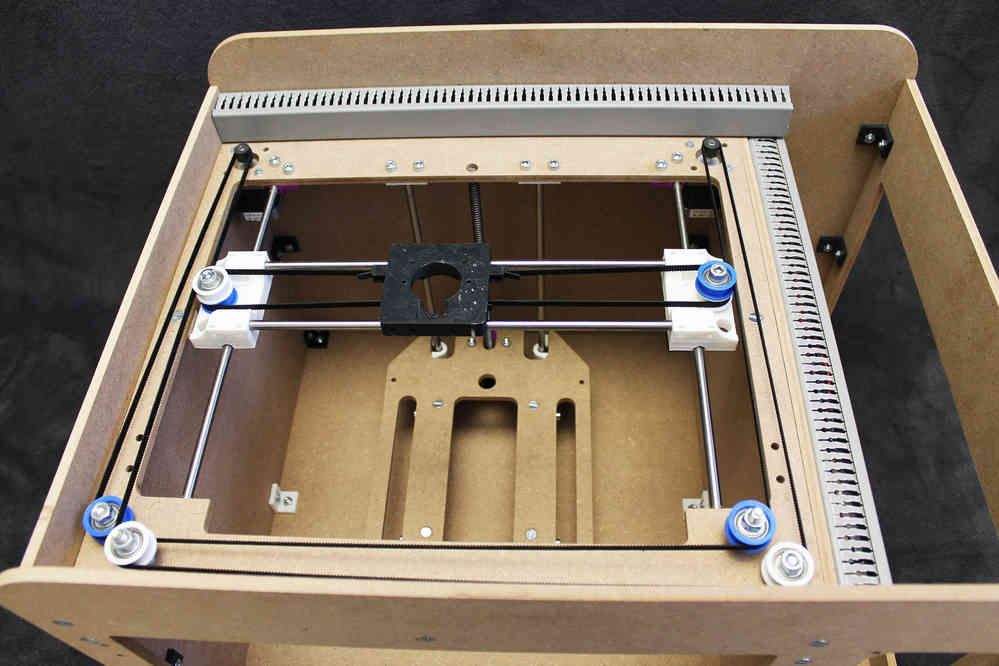
Автоматическое выравнивание платформы
Автоматическое выравнивание платформы печати осуществляется с помощью щупа или подобных устройств (иногда щупом служит само сопло печатающей головки, если в конструкции предусмотрен соответствующий датчик). Они соприкасаются с поверхностью кровати в точках, указанных в прошивке.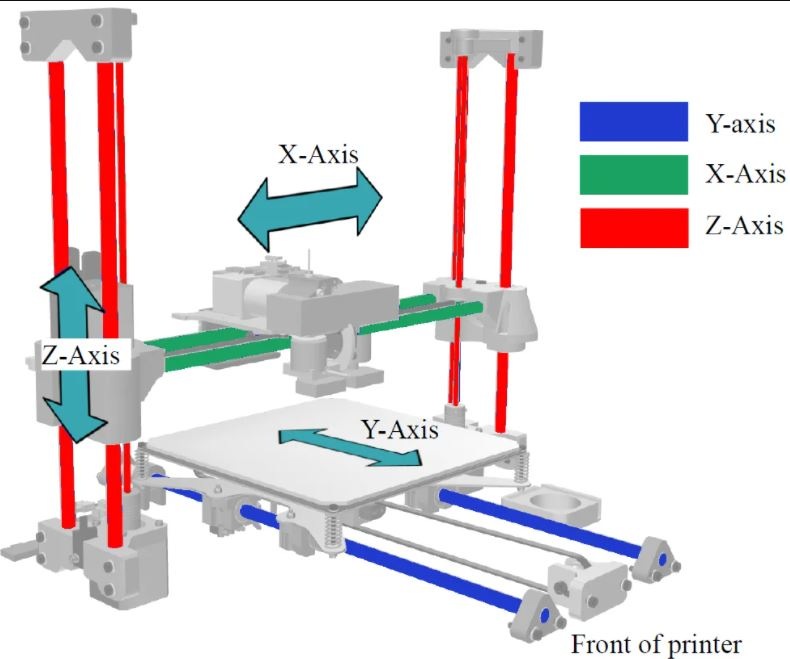 Таким образом, принтер строит виртуальную плоскость с учетом неровностей. Чаще всего эта плоскость не совпадает с реальной горизонтальной плоскостью станины, но рассчитанные допуски позволяют печатать модели с плоским основанием.
Таким образом, принтер строит виртуальную плоскость с учетом неровностей. Чаще всего эта плоскость не совпадает с реальной горизонтальной плоскостью станины, но рассчитанные допуски позволяют печатать модели с плоским основанием.
Настройки
После выполнения механической калибровки необходимо установить оптимальные параметры для первого отпечатка. Их можно настроить вручную или с помощью утилиты калибровки 3D-принтера.
Расходные материалы
В FDM-принтерах используется катушка с пластиковой проволокой — филаментом, наиболее популярными из которых являются ABS и PLA.
Модели из АБС более долговечны, они предназначены для использования в машинах и могут выдерживать трение и воздействие окружающей среды. Для прототипирования и проектирования объектов больше подходит PLA.
Первая печать
Источник: all3dp.com
После того, как принтер прогрет и настроен, можно приступать к печати.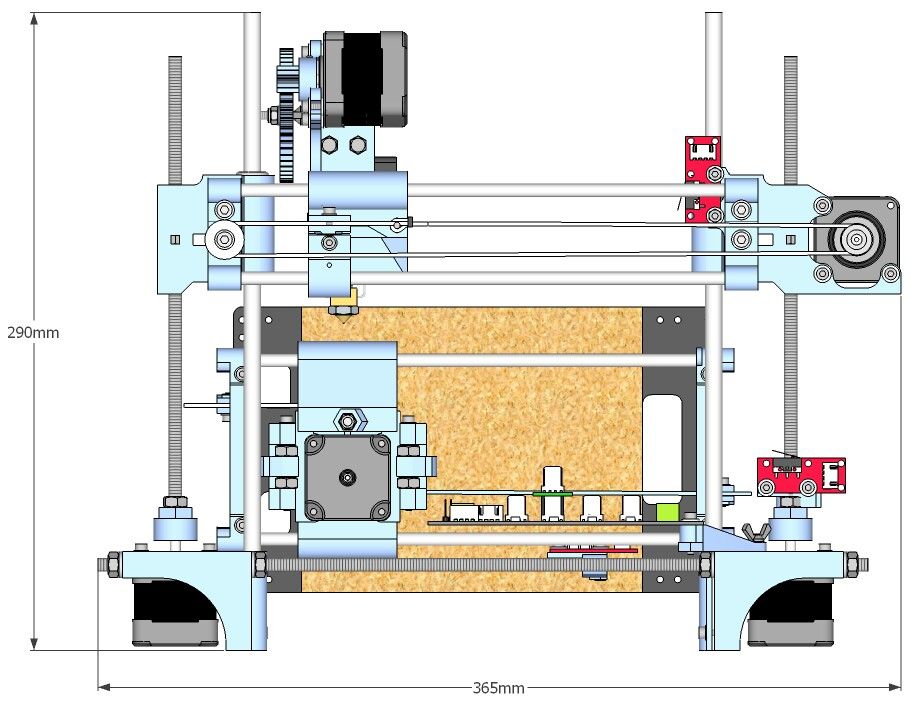 В качестве первой модели пользователи часто выбирают одну из тестовых: куб, лодку 3D Benchy или температурную пирамиду.
В качестве первой модели пользователи часто выбирают одну из тестовых: куб, лодку 3D Benchy или температурную пирамиду.
Чтобы отпечатанная модель не отрывалась от платформы, не расслаивалась и не деформировалась в процессе печати, необходимо, чтобы первый слой модели хорошо прилегал к платформе.
Для достижения хорошей адгезии рекомендуется печатать первый слой с меньшей скоростью, чем последующие. Таким образом, пластик успевает прилипнуть к поверхности кровати. Кроме того, желательно сделать его более толстым, чтобы компенсировать неровности кровати или уложенного на нее подстилающего слоя.
Следующие предметы также могут быть использованы для хорошей адгезии: малярная или синяя лента, термостойкая лента Kapton, клей-карандаш, лак для волос, пиво или кола, раствор ABS или PLA в ацетоне, (само)клеящиеся пленки, стекло или зеркало.
Есть еще несколько вспомогательных средств для достижения хорошей адгезии: плоты, краи и юбки. Подложка – это специально напечатанная подложка, которая укладывается под изделие.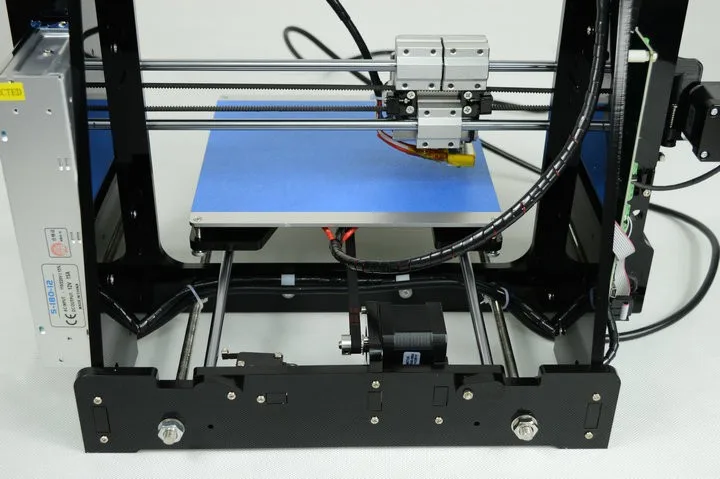 Имейте в виду, однако, что плот портит поверхность модели. Поля печатаются по периметру объекта, не касаясь основания. Их легче отсоединить от модели, чем плоты. Юбка – это край, который не касается предмета и находится на расстоянии от него. Юбки в основном используются для проверки работы принтера. Высокая юбка защищает модель от сквозняков и неравномерного охлаждения.
Имейте в виду, однако, что плот портит поверхность модели. Поля печатаются по периметру объекта, не касаясь основания. Их легче отсоединить от модели, чем плоты. Юбка – это край, который не касается предмета и находится на расстоянии от него. Юбки в основном используются для проверки работы принтера. Высокая юбка защищает модель от сквозняков и неравномерного охлаждения.
Печать с опорами
Для сложной геометрии программы нарезки создают специальные опоры для нависающих элементов. Несмотря на то, что опоры портят соседние поверхности (если они напечатаны из одного материала), нужно понимать, что без опор нависающие элементы печатать нельзя — они провиснут, и модель потеряет форму. Печать без опор допустима для стен с углом наклона не более 70 градусов.
В принтерах с двумя и более экструдерами подставки могут быть напечатаны из материала, растворитель которого не взаимодействует с основным материалом модели, например, из ПВА (водорастворимый) или УППС (D-лимоненрастворимый). Это позволяет снимать опоры максимально деликатно, не оставляя следов на поверхности и не требуя механического снятия и последующей очистки.
Это позволяет снимать опоры максимально деликатно, не оставляя следов на поверхности и не требуя механического снятия и последующей очистки.
Проблемы с печатью и пути их решения
Проблем, связанных с освоением 3D-печати, очень много: от сборки устройства до неправильно напечатанных моделей. Вот несколько моментов, на которые стоит обратить внимание:
- При выборе модели для печати необходимо соотнести ее дизайн с габаритами принтера. Некоторые модели можно распечатать по частям и склеить.
- Крайне важно учитывать условия эксплуатации модели. Было бы неразумно печатать формы для выпечки из материалов с температурой плавления 105–150 ℃ при температуре духовки около 200 ℃, также нельзя использовать токсичные пластики для печати предметов, контактирующих с пищевыми продуктами.
- Не все нужно печатать. Некоторые вещи проще сделать из готовых материалов, чем тратить время на моделирование, печать и постобработку.
- Не всегда есть возможность сразу установить правильную температуру печати: она может различаться для материалов разных производителей.
 Кроме того, термисторы в разных принтерах имеют разную чувствительность. Именно для этого печатают температурные пирамиды и их аналоги.
Кроме того, термисторы в разных принтерах имеют разную чувствительность. Именно для этого печатают температурные пирамиды и их аналоги.
Заключение
Как видно из статьи, для освоения 3D-печати требуется некоторое время. Поначалу может показаться, что тонкостей слишком много, но они легко запоминаются и не вызывают затруднений при условии, что вы потренировались и приобрели определенный навык. Все, что вам нужно, это желание и энтузиазм.
Как настроить настольную производственную станцию для 3D-печати
Подготовка рабочего места для вашего нового 3D-принтера может быть захватывающей, просто убедитесь, что вы приняли во внимание некоторые ключевые советы, прежде чем приступить к работе.
Опубликовано 23 января 2020 г.
от
Алек Рихтер
Вы готовы начать 3D-печать на своем 3D-принтере FFF, будь то для бизнеса или для развлечения, и, возможно, вы приобрели машину, и она уже в пути, или вы все еще думаете, какую из них приобрести (что, я предложите позвонить нам, и мы можем помочь вам найти именно то, что вам нужно).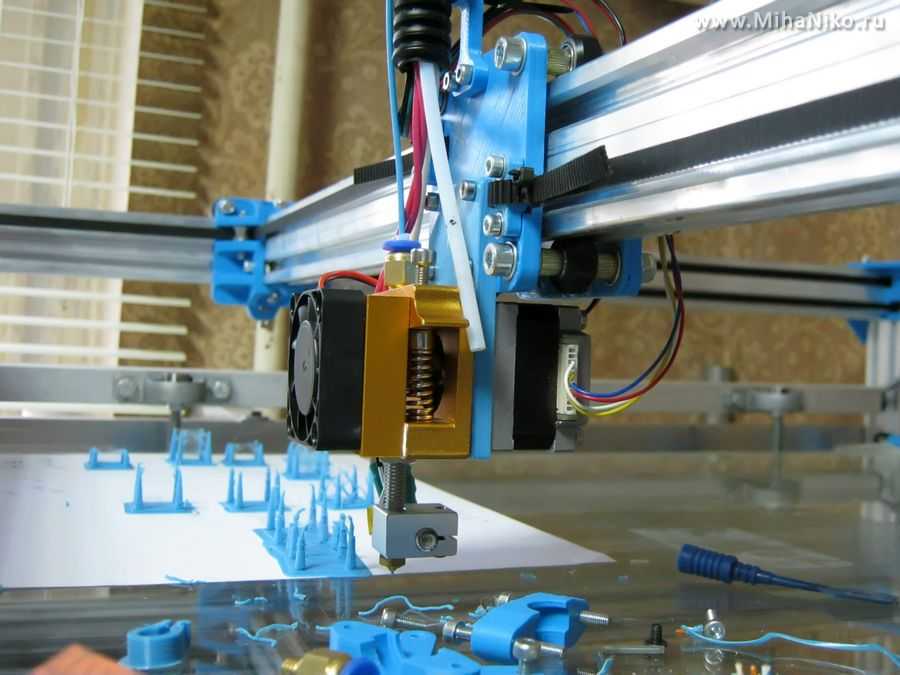 Что-то, о чем я даже не задумывался, пока мой первый принтер не появился на моем пороге, было то, где именно я собирался его поставить и что мне нужно, чтобы поддерживать его в порядке. Я потратил некоторое время, чтобы осмотреть штаб-квартиру MatterHackers, свою домашнюю установку и некоторые станции, которые я видел в Интернете и на общедоступных площадках, и составил список вещей, с которыми вы можете столкнуться при использовании вашего нового 3D-принтера.
Что-то, о чем я даже не задумывался, пока мой первый принтер не появился на моем пороге, было то, где именно я собирался его поставить и что мне нужно, чтобы поддерживать его в порядке. Я потратил некоторое время, чтобы осмотреть штаб-квартиру MatterHackers, свою домашнюю установку и некоторые станции, которые я видел в Интернете и на общедоступных площадках, и составил список вещей, с которыми вы можете столкнуться при использовании вашего нового 3D-принтера.
Выбор места:
Первое, на что следует обратить внимание, это место, где вы собираетесь разместить принтер. Это может измениться в зависимости от размера и количества принтеров, о которых мы говорим. Имея всего один принтер, было бы легко установить рядом с вами специальный стол, на котором есть все, что вам нужно, но с дюжиной принтеров вам понадобится система стеллажей, и ваши потребности значительно изменятся. В любом случае лучше иметь некоторое пространство, большое или маленькое, которое вы могли бы сфокусировать на 3D-печати и обеспечить, чтобы 3D-принтер или принтеры оставались там какое-то время. Старайтесь не выбирать место, которое будет находиться слишком далеко от розетки, потому что по мере развития вашей станции вы можете оказаться без розеток для различных принадлежностей принтера.
Старайтесь не выбирать место, которое будет находиться слишком далеко от розетки, потому что по мере развития вашей станции вы можете оказаться без розеток для различных принадлежностей принтера.
Существует множество различных мест и стилей установки для 3D-принтеров FFF, например, этот специально модифицированный стеллаж.
Некоторые примеры:
Здесь, в студии, у нас установлено много принтеров, которые регулярно используются для печати (и в качестве классного фона). Это изготовлено на заказ с использованием импортных шведских столов из ДСП с ножками, расколотыми распорками, напечатанными на 3D-принтере, и множеством винтов, скрепляющих все вместе. Это специально созданная установка, но она удовлетворяет наши потребности, однако она менее удобна, чем наличие одного рядом со мной, за которым я могу внимательно следить, но с таким количеством 3D-принтеров шум нарастает, и в комнате становится заметно теплее, когда они все бегут.
Использование уже существующих мебельных решений и их дальнейшее развитие является основой для настройки 3D-печати многих пользователей.
Другим нравится держать свои принтеры прямо на столе рядом с компьютером, чтобы упростить управление и следить за отпечатками по мере их выполнения. В зависимости от размера 3D-принтера, это будет наиболее вероятная установка, просто потому, что она не требует дополнительных усилий, но все же работает очень хорошо. Pulse XE прекрасно помещается на столе, но принтер, такой как Raise 3D Pro2+, немного велик, чтобы поместиться на рабочем столе, и лучше подходит для тележки, что делает его отличной платформой для Fab Station.
Тележка Raise Pro2+ — отличное дополнение для управления материалами и инструментами.
Еще один действительно элегантный вариант — это небольшая тележка, на которую можно поставить 3D-принтер, и это дает дополнительное преимущество, поскольку все инструменты и аксессуары находятся рядом с принтером. Убедитесь, что это прочная платформа, так как любое шаткое основание может повлиять на качество печати, производимой на 3D-принтере, даже на самой современной машине.
Для других машин найти достаточно большую тележку несложно, вам просто нужно будет сделать немного больше собственных настроек, чтобы она соответствовала вашим потребностям.
Хранение нити:
Подумайте, где вы будете хранить весь материал, который будете собирать для своего 3D-принтера; вы будете удивлены тем, как быстро вы переходите от пары катушек к десяткам, особенно с учетом большого разнообразия цветов и материалов, доступных на MatterHackers.com.
Учитывая тот объем материалов, который у нас есть в MatterHackers, нам нужен был простой способ управлять всем. В студии у нас есть нить под рамой под принтерами, организованная по материалам. В другом месте в офисе у нас есть волокнистая стена, где хранятся все наши другие материалы от PLA до PEEK. Здесь мы упорядочили материал по конкретному материалу, цвету и размеру диаметра, что позволяет очень легко найти именно ту нить, которую вы ищете.
Существует множество различных способов ведения организованного инвентаря, но цель должна состоять в том, чтобы получить доступ к любому материалу, который вам нужен, без необходимости слишком много перемещаться, чтобы добраться до него. Наличие катушек в студии в две или три стопки становится больше проблем, чем пользы.
Четкое отображение всех ваших материалов не только выглядит красиво, но и значительно упрощает просмотр вашего текущего инвентаря.
Поддержание чистоты:
Теперь, когда вы справились с основными задачами, важно содержать рабочее место в чистоте и порядке. 3D-печать настолько чиста или грязна, насколько вы ей позволите; очень легко накопить кучу обрезков нити, линий очистки, юбок и неудачных отпечатков. Я обнаружил, что лучший способ бороться с этим — иметь маленькую кисть, например, кисть для рисования, чтобы иметь возможность смахивать пыль с принтера и прилегающих территорий, и мусорное ведро рядом с рабочей станцией, чтобы сметать все в него. Когда у меня есть мусорное ведро в другом конце комнаты, очень легко просто положить отходы и подумать: «Я разберусь с этим позже».
Мусорное ведро и маленькая щетка позволяют всегда помнить о чистоте.
Инструменты для достижения успеха:
Есть несколько важных инструментов, которые я считаю бесценными для процесса 3D-печати. Держите под рукой несколько USB-накопителей, SD-карт или микро-SD-карт (независимо от того, что используют ваши принтеры), чтобы вы могли начать нарезку, пока ваши отпечатки еще не закончились. Набор штангенциркулей и запасных аккумуляторов для измерения деталей и получения ощущения масштаба как для 3D-моделей, которые вы проектируете, так и для моделей, которые вы загрузили; фаска 0,5 мм может выглядеть большой, но на самом деле ее практически нет. Резаки заподлицо отлично подходят для обрезки нити перед тем, как вы вставите ее в экструдер, или, если вы будете осторожны, она удобна для удаления опоры. Художественный нож или инструмент для удаления заусенцев — это удобный инструмент для удаления любых пятен на оттиске или очень тонких основах. В зависимости от того, поддерживает ли его 3D-принтер, гаечный ключ для снятия сопла в случае серьезного замятия или если вам нужно заменить его во время обслуживания (многие используют гаечный ключ на 7 мм, другие используют большие размеры, поэтому обязательно сверьтесь со своими штангенциркулем). перед покупкой). Вы также можете легко найти их в наборах инструментов MatterHackers.
Наличие штангенциркуля всегда под рукой дает моим проектам хорошую проверку работоспособности, чтобы все мои виртуальные измерения имели смысл в реальном мире.
Техническое обслуживание:
Следуйте всем рекомендациям производителя 3D-принтеров, но в целом за этими машинами довольно легко ухаживать. Время от времени убедитесь, что все скользящие поверхности, такие как линейные стержни или рельсы, хорошо смазаны, мусор находится вдали от любых движущихся частей, и вы не замечаете, что какие-либо детали значительно изнашиваются (например, ремни могут создавать много черной пыли). если они выходят из строя).
Поддержание поверхности вашей печати в чистоте и чистоте только поможет вам в долгосрочной перспективе, поэтому обращайте внимание на любые признаки износа и незамедлительно устраняйте их. Неожиданное время простоя намного хуже, чем ожидаемое техническое обслуживание.
Устранение неполадок:
У нас есть много видеороликов и статей, в которых подробно рассказывается, как устранять любые проблемы, которые могут возникнуть при 3D-печати, ссылки на которые вы можете найти ниже. Для тех трудноразрешимых проблем, которые кажутся не такими уж общими, вы всегда можете связаться с нашей службой поддержки по телефону или электронной почте. Я бы порекомендовал посмотреть видео MatterHackers о «деформации» и «не выдавливании детали», так как это, кажется, самые распространенные ошибки, которые я вижу у новых пользователей. Мы также добавим ссылку на наше удобное руководство по устранению неполадок в описании видео ниже.
Наличие 3D-принтера откроет перед вами новые возможности для творчества: от маленьких и изысканных до больших и специализированных. Хотя для многих это первый инструмент, наблюдать за тем, как работают эти машины, замечательно, и даже после всех этих лет я все еще загипнотизирован, наблюдая за тем, как они работают. Есть ли у вас какие-то детали настройки, о которых я не упомянул и которые, по вашему мнению, важно знать другим? Я всегда открыт для того, чтобы узнать больше и поделиться знаниями с другими читателями, поэтому обязательно оставьте комментарий ниже.
Всего комментариев: 0