Как установить фокусное расстояние на лазерном станке: Фокусное расстояние на лазерном станке: как ПРАВИЛЬНО настроить?
Содержание
Фокусное расстояние на лазерном станке: как ПРАВИЛЬНО настроить?
От фокусного расстояния линзы зависит диаметр пятна и глубина фокуса.
У каждой линзы – свой рабочий фокус, который указывается на маркировке (например, f=60 мм).
Для чего это важно знать?
Фокусное расстояние – это расстояние, на котором можно достичь отличного качества гравировки. При резке глубина фокуса – это максимальная толщина материала для выполнения качественного реза.
Поэтому подбирайте линзы в зависимости от производственной задачи: длиннофокусные линзы оптимально использовать для резки материалов толщиной от 8 мм или заготовок криволинейной формы, среднефокусные – для гравировки, а также резки материалов толщиной менее 8 мм, короткофокусные линзы – только для гравировки.
Следовательно, при меньшем фокусном расстоянии линзы гравировка будет четче, с прорисовкой мельчайших деталей, а при большем – будут расплывчатые контуры.
Если резать тонкий материал длиннофокусной линзой, то толщина реза будет широкой и часть электроэнергии будет расходоваться впустую. А избыточный нагрев может привести к обугливанию кромок у неметаллических материалов.
А избыточный нагрев может привести к обугливанию кромок у неметаллических материалов.
Зато более толстый материал длиннофокусной линзой можно резать идеально.
От чего зависит фокусное расстояние в лазерном станке?
Зависит от самой линзы: от толщины, преломления луча, радиуса кривизны и диаметра фокусного пятна.
С уменьшением диаметра фокусируемого лазерного луча уменьшается фокусное расстояние.
Какой оптимальный диаметр фокусного пятна (то есть ширина реза)?
Диаметр фокусного пятна в идеале равен длине волны лазера (0.01 мм), но на практике из-за особенностей самой линзы он составляет в лучшем случае 0,5 мм. В точке фокусировки идет очень высокий разогрев и происходит выгорание материала на прилегающей к линии реза поверхности материала. Это также зависит от плотности материала: у фанеры толщина реза будет больше, чем у металла.
Рассчитывается он по формуле: d = 1.27 * f * W * (1 / D)
Как рассчитать, какой будет максимальная толщина материала (глубина фокуса)
По формуле 2z= 2. 5 * W * (f/D)²
5 * W * (f/D)²
Например, фокусное расстояние линзы – 2,36 дюйма или примерно 60 мм
W — длина волны лазера, примерно 0.01 мм, D — диаметр лазерного луча, обычно 6 мм.
2z= 2,5 * 0,01 * ( 60/6)²= 2,5 мм
Как отрегулировать расстояние между лазерным фокусом и материалом для резки
До начала резки любого материала необходимо отрегулировать расстояние от фокальной точки до его поверхности.
Разные фокусные положения приводят к разному результату.
Положение фокальной точки над заготовкой называется положительным фокусом, а положение фокальной точки под заготовкой – отрицательным.
При увеличении фокусного расстояния пятно на поверхности и внутри заготовки становится толще, и ширина реза увеличивается. При этом также увеличивается площадь нагрева и емкость разгрузки шлака.
Практические примеры по технике Wattsan:
Рис. 1:
D — диаметр лазерного луча.
f — фокусное расстояние.
d — диаметр фокусного пятна (ширина реза).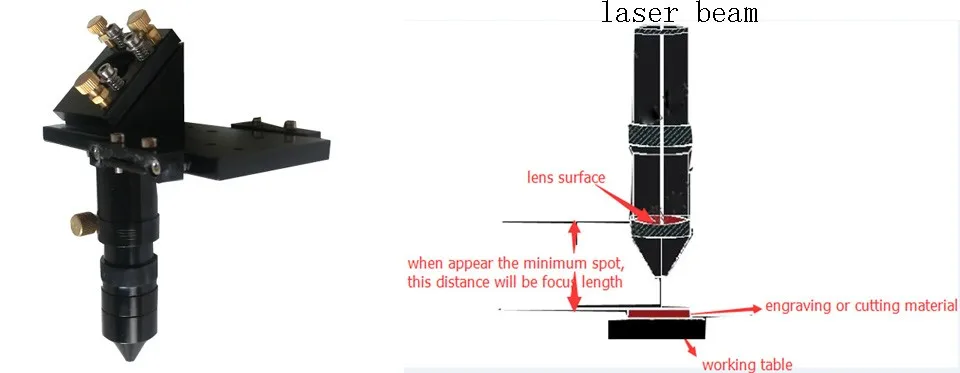
2z — оптимальная глубина фокуса (максимальная толщина материала).
W – длина волны лазера.
Как правильно настроить фокус на лазерном станке
Перед тем как начать резать металл необходимо установить оптимальное фокусное расстояние между лазерной головкой и разрезаемым материалом.
От правильности настройки фокуса зависит ширина и качество реза, образование грата, скорость резки.
Фокусное расстояние
Если двумя словами, то фокусное расстояние это расстояние от линзы до фокусной плоскости. В нашем случае за фокусную плоскость принимаем заготовку — металлический лист.
Положение сфокусированного пятна (фокальной точки) над фокусной плоскостью называется положительной, а положение под заготовкой называется отрицательной.
Значение положения фокуса
Значение фокусного расстояния влияет на размер размера пятна на поверхности или внутри металической заготовки:
так при увеличении фокусного расстояния увеличивается диаметр пятна, а ширина реза увеличивается.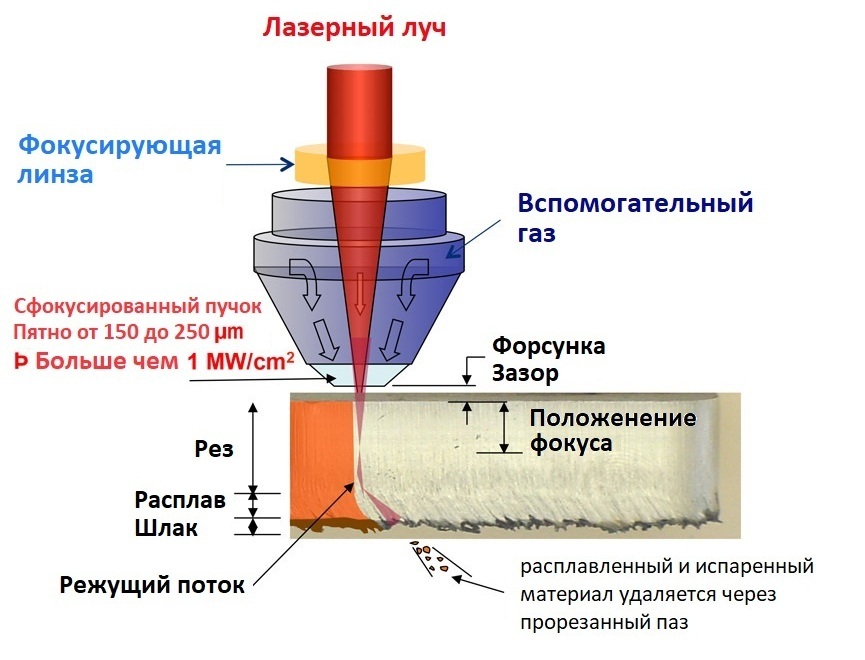
Положительный фокус
Это фокусное расстояние при котором луч лазера фокусируется выше поверхности заготовки.
Как правило такая фокусировка используется для кислородной резки заготовок из углеродистой стали.
Такой способ резки реализует удаление шлака и помогает кислороду достигать нижней поверхности заготовки для участия в полной реакции окисления.
Чем больше значение положительного фокуса, тем больше диаметр пятна лазера на поверхности заготовки,
тем больше нагрев и добавление тепла вокруг щели, и тем более гладкой и яркой режущей поверхности из углеродистой стали.
Отрицательный фокус
То есть фокус резания находится в заготовке. В этом режиме, поскольку фокус находится далеко от режущей поверхности, ширина резания является относительно большей, чем точка резания на поверхности заготовки. В то же время поток режущего воздуха велик, и температура является достаточной.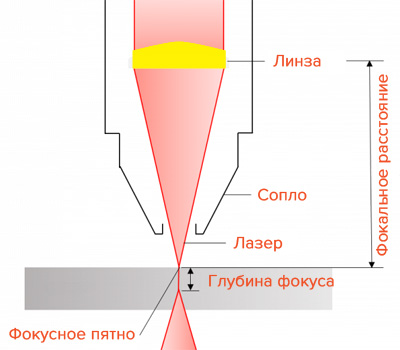
При резке нержавеющей стали целесообразно использовать резку с отрицательным фокусом, поверхность реза имеет однородную текстуру и хорошее поперечное сечение.
Перфорация пластины перед резкой. Поскольку перфорация имеет определенную высоту, перфорация использует отрицательный фокус, который может гарантировать, что размер пятна в позиции перфорации является наименьшим, а плотность энергии — наибольшей.
Нулевой фокус
То есть фокус резания находится на поверхности заготовки. Как правило, режущая поверхность, близкая к фокусу, является относительно гладкой, в то время как нижняя поверхность вдали от режущего фокуса является шероховатой. Этот случай в основном используется для непрерывной лазерной резки тонких пластин и импульсного лазерного испарения с высокой пиковой мощностью для резки слоев металлической фольги.
Выбор фокусировки для лазерной резки определяется не материалом режущей пластины (нержавеющая сталь, углеродистая сталь), а методом резки (окислительная резка, расплавленная резка).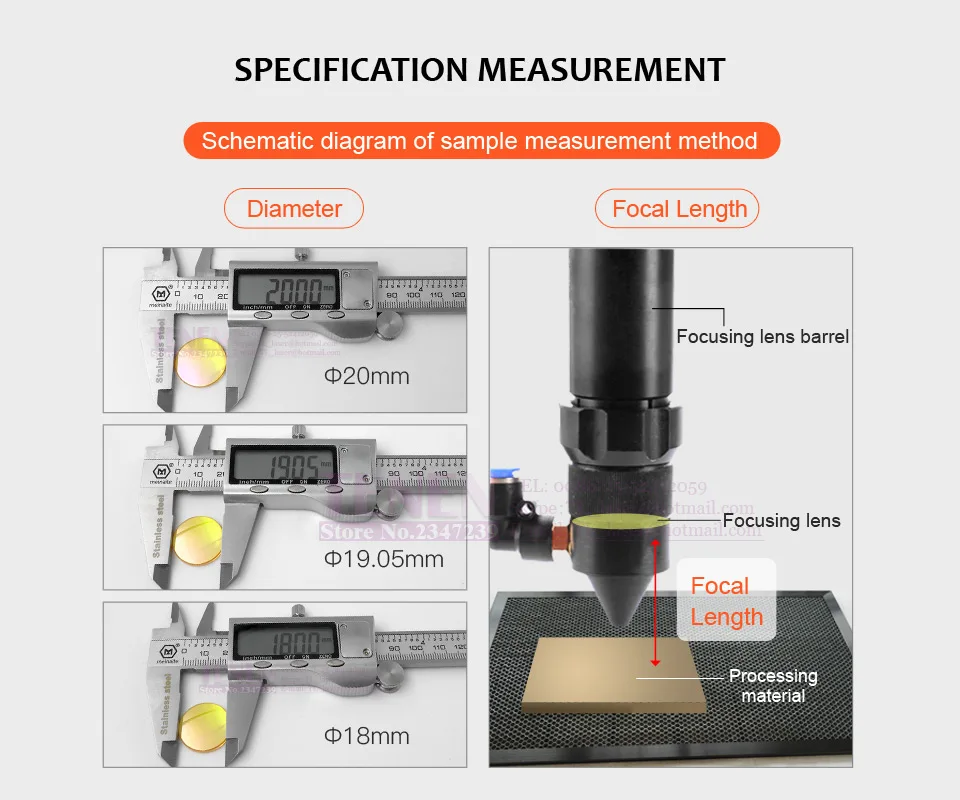
Итоги
В станке лазерной резки металла необходимо использовать разные режимы фокусировки для обработки разных заготовок. Благодаря разным позициям фокусировки и способам регулировки разных типов режущих головок пользователи могут комбинировать различные эффекты положительной и отрицательной фокусировки при резке нержавеющей и углеродистой стали, комбинируя свои собственные потребности в обработке. Чтобы выбрать подходящий метод фокусировки, мы можем в полной мере оценить преимущества станков для лазерной резки!
…
смотреть
все ->
Настройка фокусировки лазерного резака — создавайте вещи прямо сейчас!
Фокусировка не так критична, как выравнивание зеркала, но внимание к правильной теории фокусировки может иметь решающее значение для получения полной производительности от вашего резака.

Немного теории
Для работы над фокусом важно понимать несколько вещей о финальной фокусировке объектива. Ничто здесь не потребует какого-либо причудливого физического образования, чтобы понять, это все базовая геометрия.
Первое, что нужно понять, это то, что в реальной системе лазер не фокусируется в одной точке, а формирует очень узкую талию, похожую на песочные часы, как на верхних рисунках справа. При прочих равных объектив с более коротким фокусным расстоянием будет иметь более плотную фокусировку (высокая плотность мощности) с короткой длиной (не может обрезать слишком глубоко), объектив с более длинным фокусным расстоянием будет противоположным — фокусная точка будет больше и длиннее. длина. Выбор объектива — это компромисс между двумя функциями, а 2-дюймовый объектив (обычно стандартный) является хорошим объективом общего назначения. На размер фокуса могут влиять и другие факторы, например расширение луча перед попаданием в объектив. сделает фокус более плотным, но обычно ни один из этих факторов не находится в нашей власти. 0005
0005
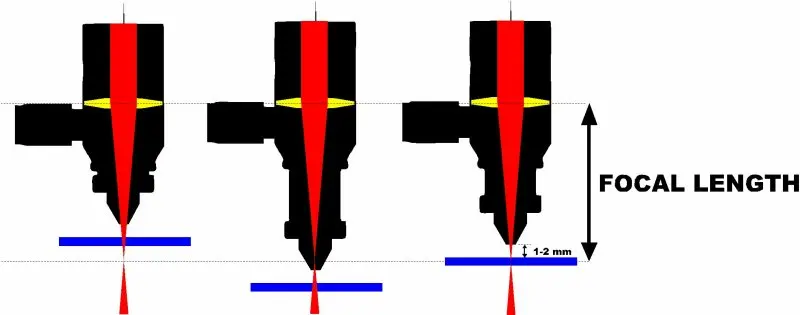
Второе, что нужно понять, это то, как положение и выравнивание луча влияют на точку фокусировки. На среднем изображении справа показаны 3 разных луча, все они идут в правильном направлении, но входят в объектив в разных положениях. Теперь, поскольку все 3 луча идут в правильном направлении, они попадают в один и тот же фокус. Но поскольку они попадают в объектив с разных позиций, они попадают в фокус под разными углами. Если бы вы делали гравировку только на поверхности вашего материала, вы, вероятно, не заметили бы, но при резке материала вы начнете ограничивать глубину реза, когда луч падает под углом. Вот почему при юстировке последнего зеркала центрирование луча становится важным.
Нижняя картинка показывает, что произойдет с очень плохо выровненным зеркалом. Если луч попадает в объектив под разными углами, то фокус будет находиться в разных местах. Если вы обнаружите, что мощность резки меняется по мере того, как вы перемещаетесь в разные части лазерного стола, то, скорее всего, это происходит, и выравнивание зеркала отключено.
Если необходимо отрегулировать выравнивание лазерного зеркала, см. мое руководство здесь.
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Проверка высоты фокусировки лазера
Таким образом, ваш лазерный резак, вероятно, поставлялся с небольшим кусочком акрила, чтобы вы могли настроить лазерную фокусировку. Это будет близко, но проверить это самостоятельно — хорошая идея.
У меня установлен стандартный объектив 50 мм (2 дюйма). Он устанавливается примерно в 25 мм от нижней части воздушного сопла лазерной головки, поэтому рекомендуемая высота составляет еще 25 мм от сопла до материала. Что я собираюсь сделать, так это провести серию тестов фокусировки на разных высотах вокруг этой точки, чтобы увидеть, какая на самом деле оптимальная точка фокусировки. Используя кусок дерева в качестве цели, я программирую лазерный резак на рисование линии (200 мм/с, мощность 50%). Это будет отметка, которую я делаю для последовательной проверки каждой высоты фокусировки. Затем, используя калибровочные блоки, я установил нижнюю часть воздушного сопла на мою первую испытательную высоту 30 мм, снял блок и выгравировал линию.
Что я собираюсь сделать, так это провести серию тестов фокусировки на разных высотах вокруг этой точки, чтобы увидеть, какая на самом деле оптимальная точка фокусировки. Используя кусок дерева в качестве цели, я программирую лазерный резак на рисование линии (200 мм/с, мощность 50%). Это будет отметка, которую я делаю для последовательной проверки каждой высоты фокусировки. Затем, используя калибровочные блоки, я установил нижнюю часть воздушного сопла на мою первую испытательную высоту 30 мм, снял блок и выгравировал линию.
Затем я немного сдвигаю положение лазера вниз по дереву, беру следующий набор мерных блоков (25 мм), устанавливаю новую глубину и отмечаю другую линию, повторяя этот процесс для всего диапазона высот, который я хочу проверить. В конце эксперимента у меня есть серия выгравированных линий, которые можно проанализировать, чтобы исследовать профиль фокуса.
Итак, если смотреть на дерево, самые четкие линии 22 и 21 мм, поэтому центр фокуса находится на глубине около 21,5 мм, поэтому, округляя, я вырезал новый кусок пластика до 22 мм, который я буду использовать для установки мой лазерный фокус в будущем.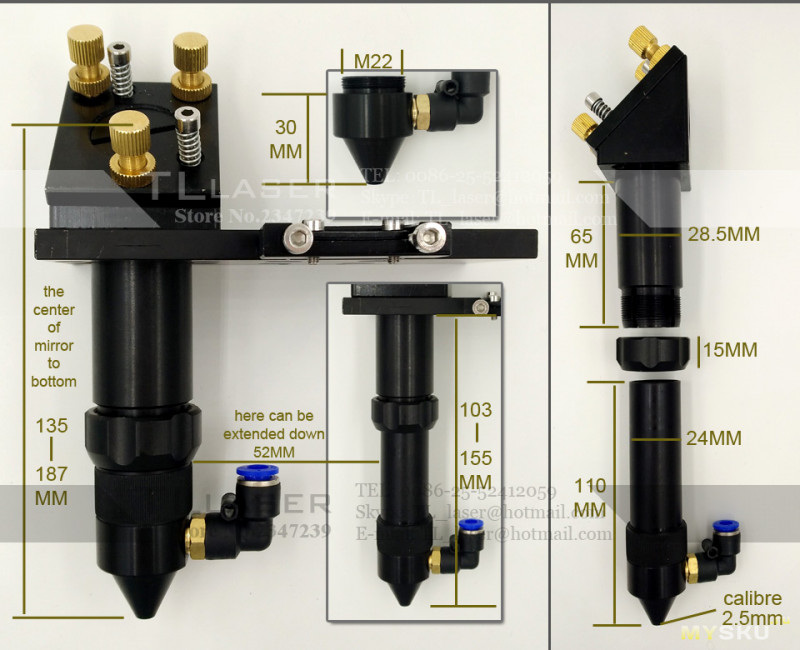
Еще одно интересное наблюдение из измерений заключается в том, что линия выглядит в основном одинаково на высоте от 24 мм до 19 мм, и линия начинает расширяться в обе стороны от этих значений. Это дает мне представление о том, что глубина около 5-6 мм — это глубина, при которой я могу сделать хороший чистый пропил в любом материале.
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Сравните различные фокусные расстояния объективов
Я приобрел объективы 76 мм (3 дюйма) и 38 мм (1 1/2 дюйма), которые я также хочу протестировать. Единственные линзы, которые я смог найти, имели диаметр 20 мм, а моя лазерная головка вмещает 18 мм. Поэтому мне пришлось изготовить новый адаптер, поэтому на следующих фотографиях крепление сопла может выглядеть странно.
Поэтому мне пришлось изготовить новый адаптер, поэтому на следующих фотографиях крепление сопла может выглядеть странно.
Следуя той же процедуре, что и раньше, я просканировал диапазон высот, чтобы построить профиль фокусировки. С объектива с фокусным расстоянием 3 дюйма кажется, что ширина фокуса самая узкая, примерно от 50 мм до 38 мм. Однако обратите внимание, что фокусная точка намного толще, чем у объектива с фокусным расстоянием 50 мм. материал), будет гораздо меньшая энергоемкость (поэтому можно будет резать только более мягкие материалы).
Объектив с фокусным расстоянием 38 мм имеет гораздо более плотную фокусировку: от 17 мм до 15 мм, при этом 16 мм выглядит как оптимальное фокусное расстояние. Как и ожидалось, этот объектив имеет гораздо более короткий, но более плотный фокус.
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Сравнение трех фокусных расстояний
Итак, ниже приведен полный набор результатов для сравнения. Объектив с фокусным расстоянием 50 мм — это лучший компромисс с хорошим точным фокусом и разумной потенциальной глубиной резания около 6 мм.
Объектив с фокусным расстоянием 50 мм — это лучший компромисс с хорошим точным фокусом и разумной потенциальной глубиной резания около 6 мм.
Для более толстого материала толщиной до 10 мм в некоторых случаях будет полезен объектив с фокусным расстоянием 76 мм. Из-за более широкой и, следовательно, меньшей энергоемкости он может быть ограничен материалами, которые режут довольно легко (такими как пенопласт, акрил или более мягкая древесина), возможно, с необходимостью нескольких проходов. Этот объектив должен найти применение в некоторых специальных приложениях.
Линза 38 мм имеет очень малую глубину, поэтому она малопригодна для резки материала. Фокусная точка только кажется немного более узкой, чем у объектива 50 мм, поэтому я не думаю, что для таких вещей, как гравировка дерева или пластика, будет заметное улучшение. Хотя, когда мне действительно нужно гравировать с действительно четкими линиями (например, на анодированном алюминии) и в сочетании с высокой интенсивностью (например, с помощью CerMark для гравировки металлов), я мог бы попробовать этот объектив.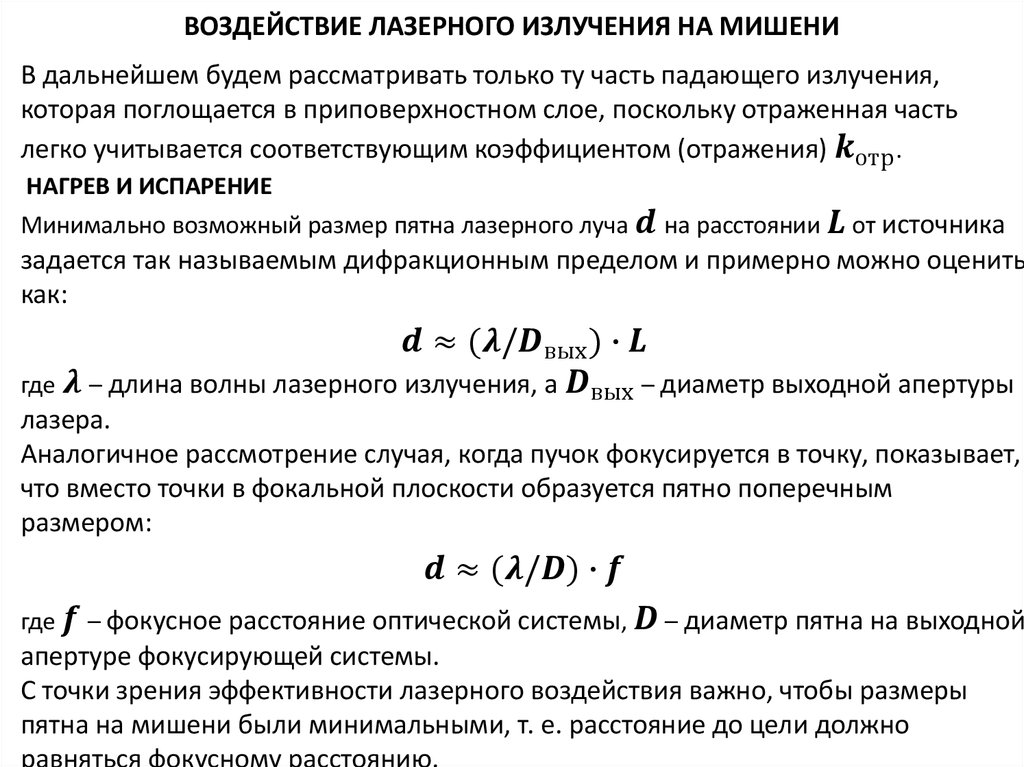 Он менее полезен, чем 76-миллиметровый объектив, но я все же мог бы найти ему применение.
Он менее полезен, чем 76-миллиметровый объектив, но я все же мог бы найти ему применение.
Сравнение глубины резкости лазерного резака для 3 разных объективов
Лазерная фокусировка 101
– OMTech Laser
Фокусировка лазерного гравера
Попытка сфокусировать лазерный гравер может оказаться непростой задачей. Не всегда легко научиться фокусировать лазерный гравер. Как владелец бизнеса, изучение основ лазерной фокусировки поможет вам максимизировать прибыль и выполнять качественную работу. Одним из наиболее важных факторов, на который следует обратить внимание при использовании лазерного гравера, является фокусное расстояние.
Фокусное расстояние заложено в концепции лазерной фокусировки. Он определяет качество вашей лазерной маркировки для идеальной гравировки. Вы можете сравнить эту концепцию с тем, как вам нужно настроить фокус камеры, чтобы получить четкое изображение.
Что такое фокусное расстояние лазера?
Фокусное расстояние — это расстояние от фокальной линзы до точки схождения лазерного луча. Когда лазерный луч испускается из трубки CO2-лазера, лазерный луч имеет непостоянную интенсивность и слишком широк для гравировки с какой-либо точностью. Вот тут-то и появляется фокусная линза — линзы для лазерной фокусировки имеют выпуклый контур, который заставляет лазерный луч сходиться в очень узкой точке, изгибая лазерный луч в форме буквы X. Эта точка схождения, или центр «X», находится именно там, где лазер должен контактировать с целевым материалом.
Когда лазерный луч испускается из трубки CO2-лазера, лазерный луч имеет непостоянную интенсивность и слишком широк для гравировки с какой-либо точностью. Вот тут-то и появляется фокусная линза — линзы для лазерной фокусировки имеют выпуклый контур, который заставляет лазерный луч сходиться в очень узкой точке, изгибая лазерный луч в форме буквы X. Эта точка схождения, или центр «X», находится именно там, где лазер должен контактировать с целевым материалом.
Что такое лазерный фокус для лазерной гравировки?
Фокусное расстояние — это расстояние от фокусирующей линзы лазера до верхней поверхности обрабатываемого материала, которое часто измеряется в дюймах. С другой стороны, фокус относится к наименьшему возможному лучу лазера. И в этом луче заключена максимальная плотность лазера. Фокус является неотъемлемым свойством фокусного расстояния; в основном это фокусное расстояние, при котором достигается наилучшее качество гравировки. Например, если для гравера указано фокусное расстояние 1,5 дюйма, это означает, что когда вы размещаете материал на расстоянии 1,5 дюйма от фокальной линзы до верхней поверхности вашего материала, только на этом расстоянии от материала гравировка будет наиболее резкой.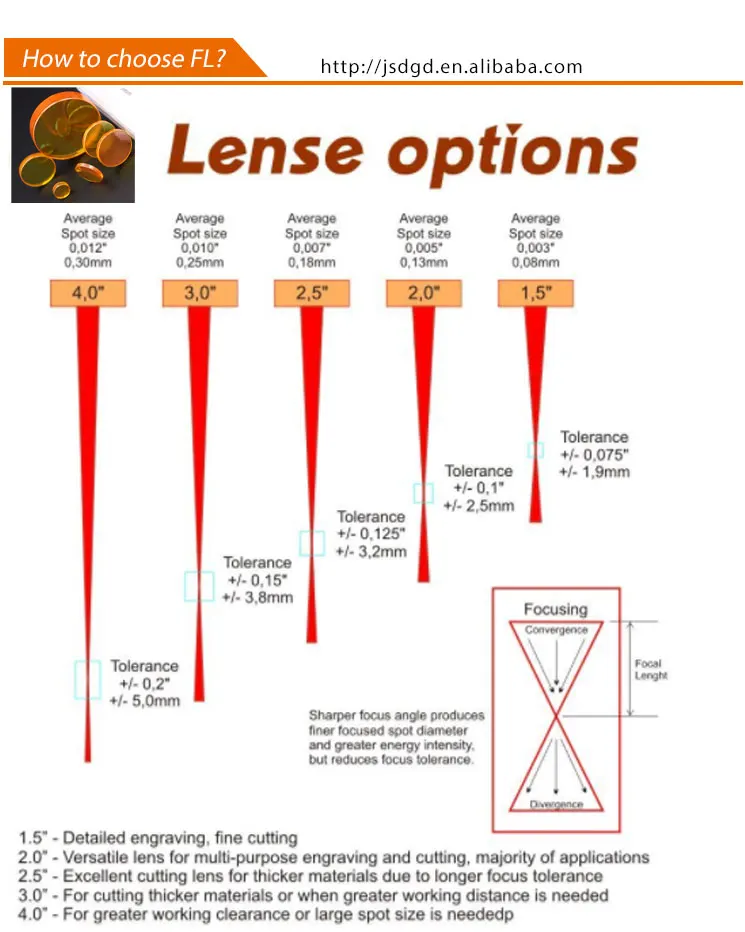 . Поэтому при покупке лазерного гравера вы должны указать назначенное фокусное расстояние объектива.
. Поэтому при покупке лазерного гравера вы должны указать назначенное фокусное расстояние объектива.
Как правильно выбрать объектив с фокусным расстоянием для лазерного гравера
Выбор объектива с правильным фокусным расстоянием — это не высшая математика. Правда в том, что эти факторы в некотором роде переплетаются и переплетаются. При определении фокусного расстояния лазера подумайте о максимальной толщине резки, которую вы хотите получить. Вот некоторые факторы, которые следует учитывать при выборе лучшего фокусного объектива для вашего лазерного гравировального станка.
Толщина материала для гравировки
Практическое правило фокусировки лазера гласит, что чем больше или толще материал, тем больше линза, размер пятна и глубина резкости. Следовательно, очевидно, что тонкий материал потребует небольшого размера пятна и небольшой линзы. Кроме того, линза сможет выгравировать на материале только мелкие и мелкие детали. Для мелких деталей и эффективной резки правильно сфокусированное лазерное пятно будет между 0,1 — 0,3 мм.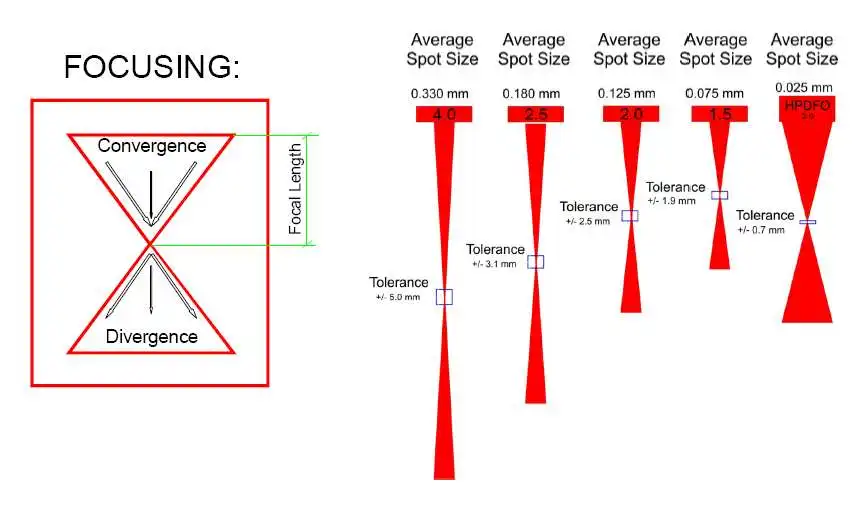 Этот анализ противоположен, если у вас есть толстые материалы.
Этот анализ противоположен, если у вас есть толстые материалы.
Какая линза фокусировки лазера лучше всего подходит для лазерной резки?
Фокусная линза 2 дюйма прорезает почти любое дерево/акрил толщиной менее ½ дюйма без сужения, однако для резки материалов толщиной более ½ дюйма вам необходимо перейти на фокусную линзу 2,5 или 3 дюйма.
Существует «несфокусированный» метод гравировки, применяемый для создания более крупных надписей на объемных материалах, например, букв 3 x 6 дюймов на куске фанеры размером 3 x 4 фута. Вы можете «расфокусировать» лазерное пятно и увеличить его примерно до 1–1,5 мм. Всегда ожидайте проб и ошибок, когда пробуете новую технику гравировки.
Вывод: при покупке гравера необходимо учитывать толщину материала, с которым вы будете работать. Прекрасно зная, что ваш лазерный гравер не должен работать хуже, но и не должен превосходить его в целях экономии. Несоблюдение этого требования может ограничить вашу прибыль и возможности как субъекта бизнеса в сфере лазерной гравировки.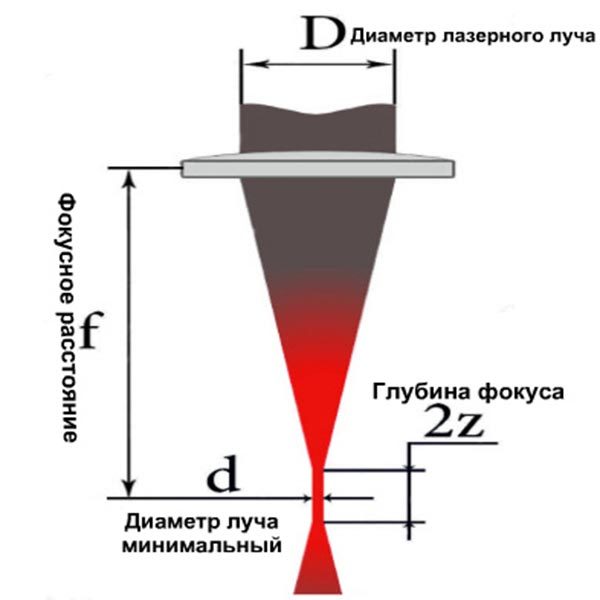
Степень детализации гравировки и разрешение
Этот коэффициент определяет, насколько четкой будет гравировка после ее завершения. Вот где пересекаются толщина материала и разрешение: большие лазерные фокусирующие линзы имеют более низкое разрешение, и помните, что для толстых материалов вам нужна большая линза. Это означает, что вы должны быть в состоянии найти баланс между этими двумя факторами. В конце концов, вам нужен объектив, который может работать с толстыми материалами и при этом давать хорошую детализацию и высокое разрешение. Как правило, 2-дюймовая линза (фокус) считается наиболее универсальной среди доступных линз для фокусировки CO2-лазера: 1,5, 2, 2,5 и 3 дюйма соответственно.
Мощность лазера
Фокусная линза может влиять на мощность машины, изменяя диаметр точки лазерного луча. Машина мощностью 60 Вт может обеспечить только 60 Вт максимальной мощности, независимо от используемого объектива. Но линзы большего размера обычно увеличивают размер точки луча, что снижает плотность энергии лазерного луча.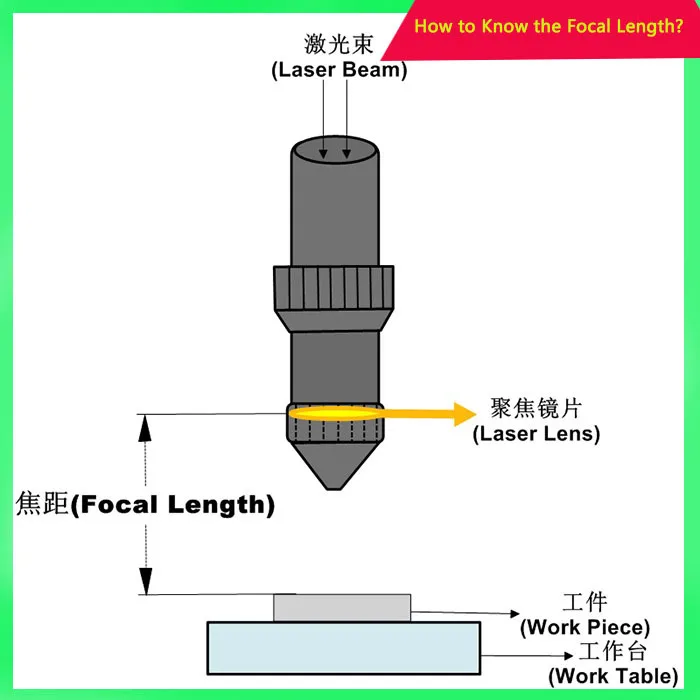 Это означает, что использование типичного 4-дюймового фокусного объектива с лазерной трубкой мощностью 50 Вт на самом деле снизит вашу режущую способность, поскольку лазерный луч шире и менее плотный. Имейте это в виду при выборе фокусного объектива для лазерной резки. В то время как 3- или 4-дюймовая линза отлично подходит для резки на высокомощном лазере, она не идеальна для лазера среднего диапазона.
Это означает, что использование типичного 4-дюймового фокусного объектива с лазерной трубкой мощностью 50 Вт на самом деле снизит вашу режущую способность, поскольку лазерный луч шире и менее плотный. Имейте это в виду при выборе фокусного объектива для лазерной резки. В то время как 3- или 4-дюймовая линза отлично подходит для резки на высокомощном лазере, она не идеальна для лазера среднего диапазона.
Тем не менее, у вас должно быть правильное фокусное расстояние, разработанное для вашего конкретного приложения, и оно должно быть настроено на идеальный фокус, чтобы максимизировать полную мощность лазерной трубки. Хотя вы можете подумать, что чем толще материал, тем больше нужна линза, тем более вероятно, что разрешение и детализация ниже, и тем больше мощности требуется. Но эта связь не всегда верна. Главный коэффициент мощности зависит от фокусного расстояния объектива. У вас может быть фокусный объектив диаметром 18 мм с фокусным расстоянием 3 дюйма. Вы также можете иметь фокусный объектив диаметром 25 мм с фокусным расстоянием 1,5 дюйма.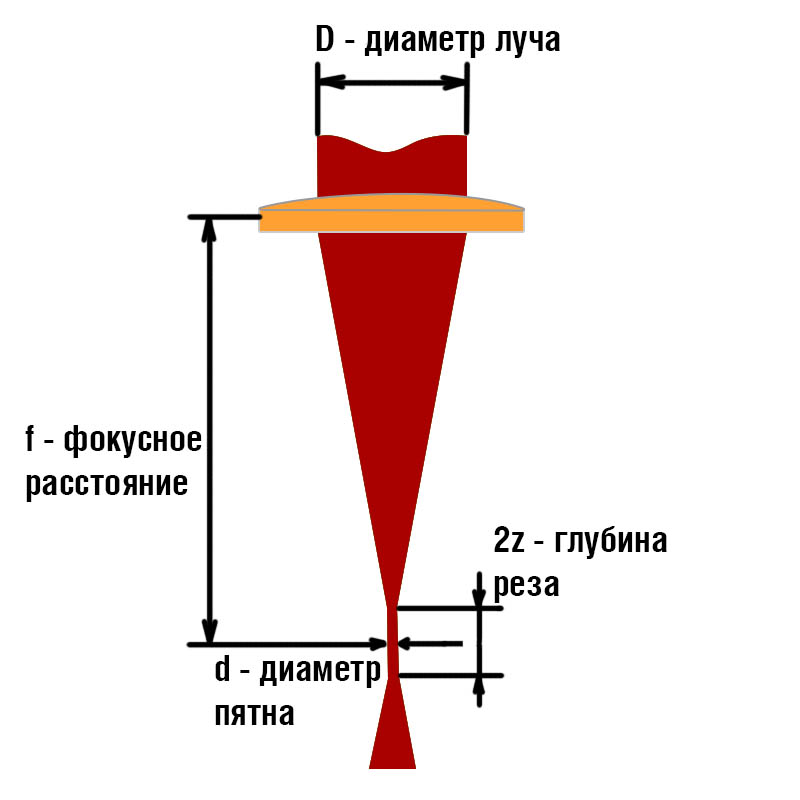 Хитрость заключается в манипулировании фокусным расстоянием для достижения желаемой мощности лазера в зависимости от размера и толщины материалов вашего проекта.
Хитрость заключается в манипулировании фокусным расстоянием для достижения желаемой мощности лазера в зависимости от размера и толщины материалов вашего проекта.
Тип материала для гравировки
Как правило, все материалы различаются по своему составу, и это должно помочь вам выбрать правильный объектив. Различные материалы имеют различную поглощающую способность для лазерной гравировки в зависимости от фокусного расстояния линзы. Например, вид гравировки на стекле и дереве отличается даже при одинаковом фокусном расстоянии объектива. Это означает, что вы должны уделять пристальное внимание тому, как каждый материал реагирует на фокус гравера.
Преимущества распространенных типов лазерных фокусных линз
1,5-дюймовый лазерный фокусирующий объектив:
- Высочайшая детализация и лучшее разрешение (более 500 точек на дюйм).
- Подходит для резины
- Легко потерять фокус
- Наиболее подходит для тонких материалов и мелкой гравировки.
2-дюймовый объектив с лазерной фокусировкой:
- Лучший в целом объектив с правильным балансом деталей, разрешения и глубины резкости
- Среднее разрешение от 100 до 500 точек на дюйм.
- Средняя потребляемая мощность лазера
2,5-дюймовый лазерный фокусирующий объектив:
- Низкая детализация графики и разрешение менее 500 dpi
- Подходит для термочувствительных материалов (например, ламината).
3-дюймовая лазерная фокусирующая линза:
- Не подходит для гравировки, лучше всего подходит для лазерной резки дерева и акрила.
Ваше руководство по лазерной фокусировке — Заключение
Мы сделали все возможное, чтобы осветить лазерную фокусировку и ее связь с некоторыми факторами, рассмотренными выше. Более того, эти линзы и их фокусное расстояние всегда определяют качество лазерного луча, доступного для гравировки. В общем, убедитесь, что вы сделали свою домашнюю работу и определили свои ожидания, прежде чем покупать лазерный гравер.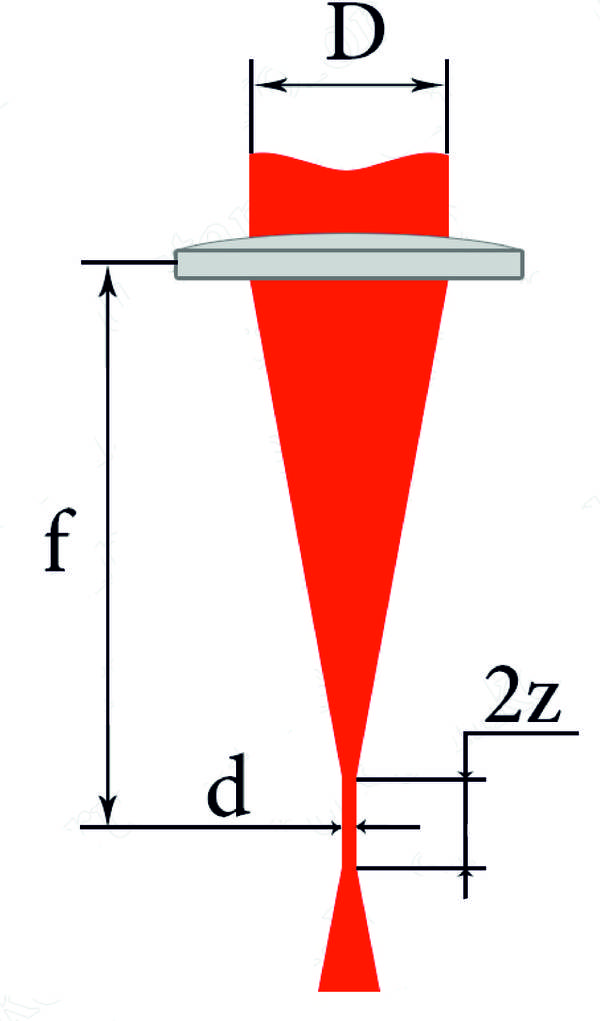
Всего комментариев: 0