Каким подготовительным кодом программируется стандартный цикл сверления: Циклы станков с ЧПУ
Содержание
Подготовительные коды системы ЧПУ HAAS. — LAUFER-CNC
Подготовительные коды системы ЧПУ HAAS.
G-коды используются для задания конкретных действий станка, например, простых движений или функций сверления. Ими можно задавать также и более сложные действия, от циклов сверления болтовых отверстий до не вертикальной обработки.
G-коды делятся на группы. Каждая группа является командами определенного назначения. К примеру, G-коды группы 1 задают движение по осям станка из точки в точку, а группа 7 относится к функции коррекции на инструмент
В каждой группе есть основной G-код, так называемый G-код по умолчанию. Это код, который используется станком в том случае, если не указан другой код данной группы К примеру, если запрограммировать движение осей X, Y и Z как X-2. Y-3. Z-4. позиционирование произойдет с использованием G00. (Следует иметь в виду, что правильным подходом к программированию является использование G-кода перед любыми перемещениями).
G-коды по умолчанию для каждой группы отображаются на экране Current Commands (Текущие команды) в правом верхнем углу. Если задается другой G-код из данной группы, он отображается на экране Текущие команды.
Если задается другой G-код из данной группы, он отображается на экране Текущие команды.
G-коды могут быть модальными и не модальными. Модальный G-код, будучи заданным, действует до конца программы или до тех пор, пока не будет задан другой G-код той же группы. Не модальный G-код действует только в пределах строки; следующая строка программы не подпадает под действие не модального G-кода из предыдущих строк.
Не модальными являются коды группы 00, остальные группы кодов модальные. G-коды группы 01 отменяют коды группы 09 (стандартные циклы), к примеру, если активен стандартный цикл (от G73 до G89), использование G00 или G01 отменит стандартный цикл.
Стандартные циклы
Стандартные циклы используются для упрощения программирования обработки детали, например, для большинства часто повторяемых операций оси Z, таких как сверление, нарезание резьбы или расточка. Стандартные циклы не будут работать с кодами G группы 00. Для дальнейшей информации и примеров программ см. конкретные G-коды стандартный циклов.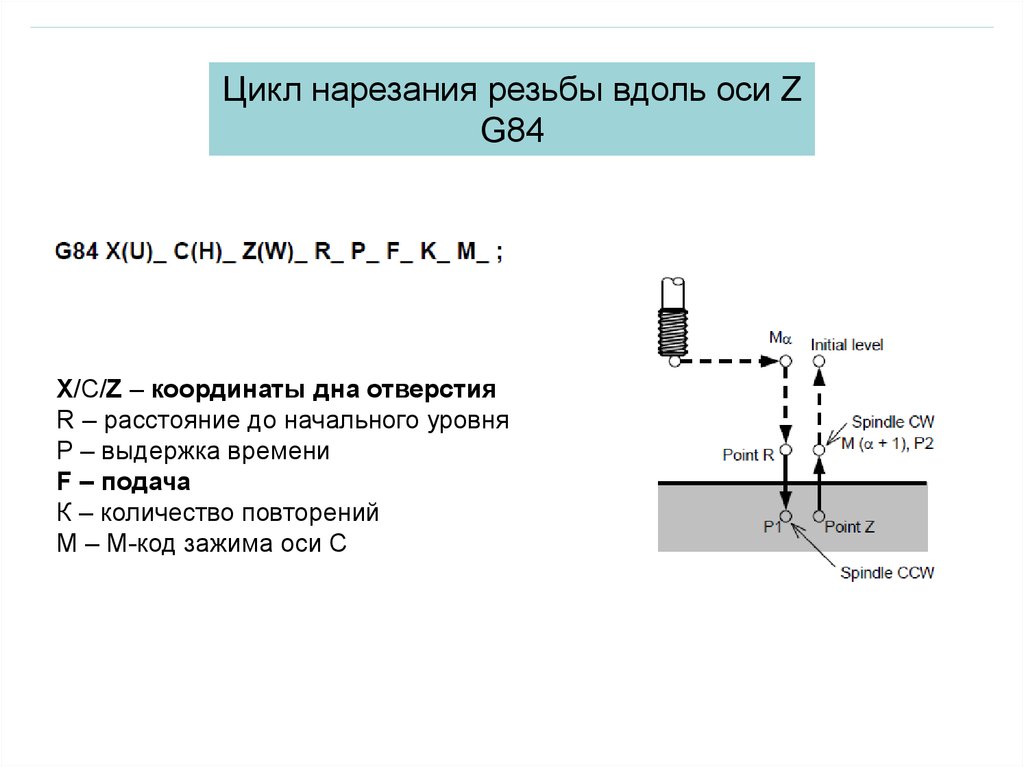
G00 Быстрое перемещение (группа 01)
G01 Перемещение с использованием линейной интерполяции (группа 01)
G02 Перемещение с использованием круговой интерполяции по часовой стрелке /
G03 Перемещение с использованием круговой интерполяции против часовой стрелки (группа 01)
G04 Пауза (группа 00)
G09 Точная остановка (группа 00)
G10 Установленные смещения (группа 00)
G12 Фрезерование глубоких выемок по часовой стрелке/
G13 Фрезерование глубоких выемок против часовой стрелки (группа 00)
G17 Плоскость XY, G18 плоскость ZX и G19 плоскость YZ (группа 02)
G20 Выбор измерения в дюймах /
G21 Выбор измерения в метрических единицах (группа 06)
G28 Возврат в нуль станка через опциональную точку отсчета G29 (группа 00)
G29 Возврат из точки отсчета (группа 00)
G31 Подача до пропуска (группа 00)
G35 Автоматическое измерение диаметра инструмента (группа 00)
G36 Автоматическое измерение центра смещения детали (группа 00)
G37 Автоматическое измерение смещения инструмента (группа 00)
G40 Отмена коррекции на режущий инструмент (группа 07)
G41 Двухмерная коррекция на режущий инструмент влево/
G42 Двухмерная коррекция на режущий инструмент вправо (группа 07)
G43 Коррекция на длину инструмента + (Прибавление) /
G44 Коррекция на длину инструмента — (Вычитание) (группа 08)
G47 Гравировка текста (группа 00)
G49 Отмена G43/G44/G143 (Группа 08)
G50 Отмена масштабирования (группа 11)
G51 Масштабирование (группа 11)
G52 Установка системы рабочих координат YASNAC (группа 00 или 12)
G53 Не модальный выбор координат станка (группа 00)
G54-59 Выбор системы рабочих координат #1 — #6 (группа 12)
G60 Позиционирование в одном направлении (группа 00)
G61 Режим точной остановки (группа 13)
G64 Отмена G61 (группа 13)
G68 Поворот (группа 16)
G69 Отмена поворота G68 (группа 16)
G70 Круг болтовых отверстий (группа 00)
G71 Дуга болтовых отверстий (группа 00)
G72 Болтовые отверстия вдоль угла (группа 00)
G73 Стандартный цикл скоростного сверления со ступенчатой подачей (группа 09)
G74 Стандартный цикл реверсного нарезания резьбы (группа 09)
G76 Стандартный цикл чистовой расточки (группа 09)
G77 Стандартный цикл растачивания в обратном направлении (группа 09)
G80 Отмена стандартного цикла (группа 09)
G81 Стандартный цикл сверления (группа 09)
G82 Стандартный цикл засверливания (группа 09)
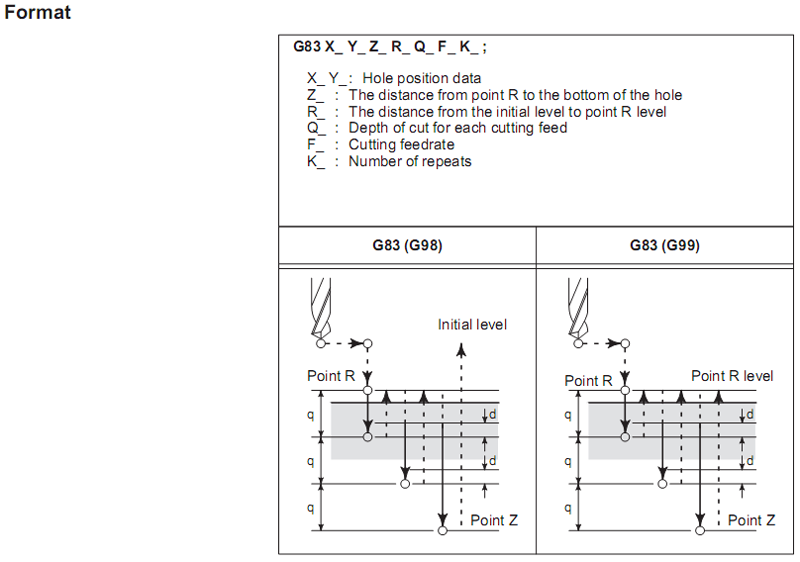
G83 Стандартный цикл обычного сверления со ступенчатой подачей (группа 09)
G84 Стандартный цикл нарезания резьбы (группа 09)
G85 Стандартный цикл расточки (группа 09)
G86 Стандартный цикл расточки и останова (группа 09)
G87 Стандартный цикл расточки и ручного отвода (группа 09)
G88 Стандартный цикл расточки, паузы и ручного отвода (группа 09)
G89 Стандартный цикл расточки, паузы и отвода (группа 09)
G90 Команды абсолютного позиционирования (группа 03)
G91 Команды позиционирования приращениями (группа 03)
G92 Установка значений смещений системы рабочих координат (группа 00)
G93 Режим обратно зависимой подачи (группа 05)
G94 Режим подачи в минуту (группа 05)
G95 Подача на оборот (группа 05)
G98 Возврат в начальную точку стандартного цикла (группа 10)
G99 Возврат в плоскость R стандартного цикла (группа 10)
G100 Отмена зеркального отображения (группа 00)
G101 Включение зеркального отображения (группа 00)
G102 Программируемый вывод на RS-232 (группа 00)
G103 Предел буферизации блоков (группа 00)
G107 Цилиндрическое отображение (группа 00)
G110-G129 Система координат #7-26 (группа 12)
G136 Автоматическое измерение центра смещения детали (группа 00)
G141 Положительная трехмерная коррекция на режущий инструмент (группа 07)
G143 Положительная коррекция на длину инструмента по пятой оси (группа 08)
G150 Фрезерование глубоких выемок общего назначения (группа 00)
G153 Стандартный цикл скоростного сверления со ступенчатой подачей с использованием пятой оси (группа 09)
G154 Выбор рабочих координат P1-P99 (группа 12)
G155 Стандартный цикл реверсного нарезания резьбы с использованием пятой оси (группа 09)
G161 Стандартный цикл сверления с использованием пятой оси (группа 09)
G162 Стандартный цикл засверливания с использованием пятой оси (группа 09)
G163 Стандартный цикл обычного сверления со ступенчатой подачей с использованием пятой оси (группа 09)
G164 Стандартный цикл нарезания резьбы с использованием пятой оси (группа 09)
G165 Стандартный цикл расточки с использованием пятой оси (группа 09)
G166 Стандартный цикл расточки и останова с использованием пятой оси (группа 09)
G169 Стандартный цикл расточки и паузы с использованием пятой оси (группа 09)
G174 Невертикальное жесткое нарезание резьбы против часовой стрелки (группа 00)
G184 Невертикальное жесткое нарезание резьбы по часовой стрелке (группа 00)
G187 Контроль точности (группа 00)
G188 Получение программы из таблицы планировки приспособлений (группа 00)
G-код — условное именование языка программирования устройств с числовым программным управлением (ЧПУ).
 — Статьи
— Статьи
G-код — условное именование языка программирования устройств с числовым программным управлением (ЧПУ). Был создан компанией Electronic Industries Alliance в начале 1960-х. Финальная доработка была одобрена в феврале 1980 года как стандарт RS274D. Комитет ISO утвердил G-код, как стандарт ISO 6983-1:2009, Госкомитет по стандартам СССР — как ГОСТ 20999-83. В советской технической литературе G-код обозначается как код ИСО 7-бит (ISO 7-bit). G-код кодировали на 8-мидорожечную перфоленту в коде ISO 7-bit (разработан для представления информации УЧПУ в виде машинного кода так же, как и коды AEG и PC8C), восьмая дорожка использовалась для контроля чётности.
Производители систем УЧПУ (CNC), как правило, используют софт управления станком, для которого написана (оператором) программа обработки в качестве осмысленных команд управления, используется G-код в качестве базового подмножества языка программирования, расширяя его по своему усмотрению.
Структура программы
Программа, написанная с использованием G-кода, имеет жесткую структуру.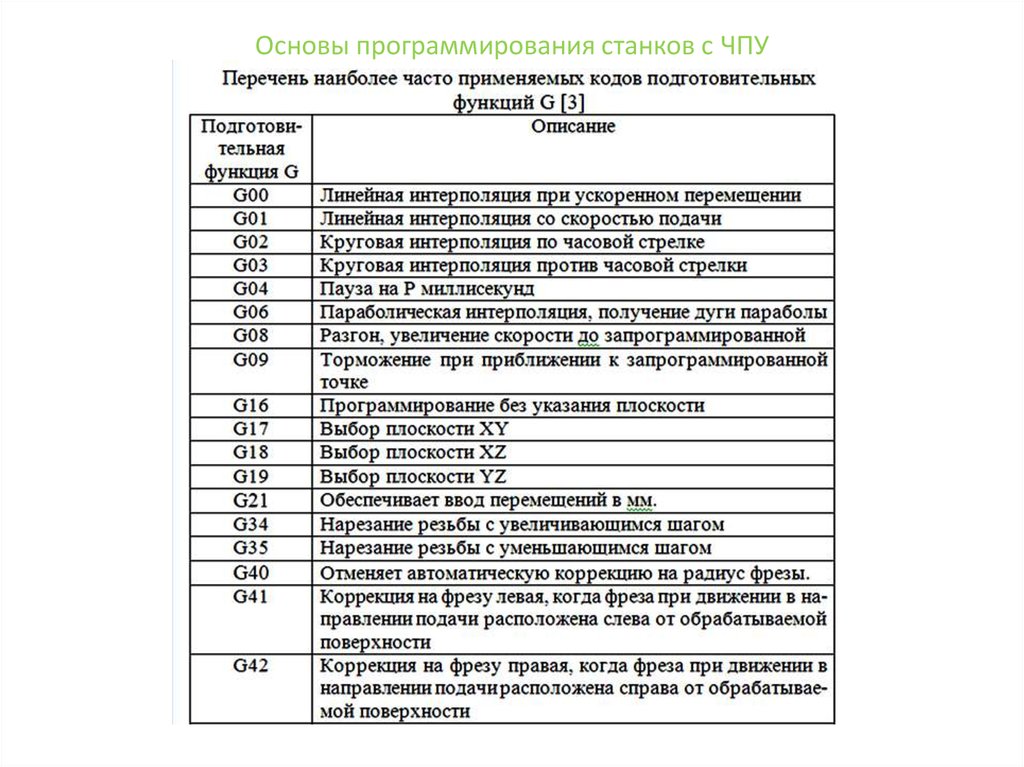 Все команды управления объединяются в кадры — группы, состоящие из одной или более команд. Кадр завершается символом перевода строки (CR/LF) и имеет номер, за исключением первого кадра программы и комментариев. Первый (а в некоторых случаях ещё и последний) кадр содержит только один символ» %». Завершается программа командой M02 или M30. Комментарии к программе размещаются в круглых скобках, как после программных кодов, так и в отдельном кадре.
Все команды управления объединяются в кадры — группы, состоящие из одной или более команд. Кадр завершается символом перевода строки (CR/LF) и имеет номер, за исключением первого кадра программы и комментариев. Первый (а в некоторых случаях ещё и последний) кадр содержит только один символ» %». Завершается программа командой M02 или M30. Комментарии к программе размещаются в круглых скобках, как после программных кодов, так и в отдельном кадре.
Порядок команд в кадре строго не оговаривается, но традиционно предполагается, что первыми указываются подготовительные команды (например, выбор рабочей плоскости), затем команды перемещения, затем выбора режимов обработки и технологические команды.
Подпрограммы могут быть описаны после команды M02, но до M30. Начинается подпрограмма с кадра вида Lxx, где xx — номер подпрограммы, заканчивается командой M17.
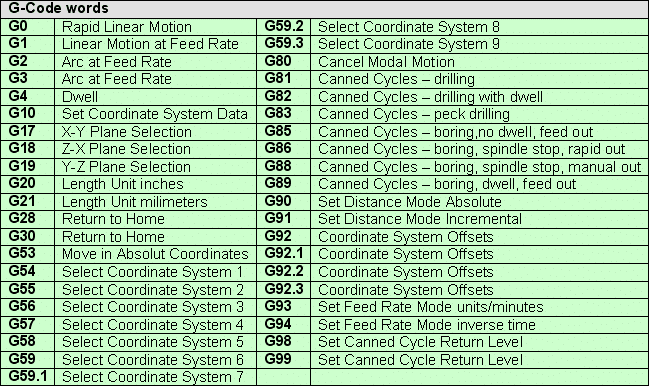
Сводная таблица кодов
Основные (называемые в стандарте подготовительными) команды языка начинаются с буквы G:
- Перемещение рабочих органов оборудования с заданной скоростью (линейное и круговое)
- Выполнение типовых последовательностей (таких, как обработка отверстий и резьба)
- Управление параметрами инструмента, системами координат, и рабочих плоскостей
Подготовительные (основные) команды | |
Коды | Описание |
G00-G03 | Позиционирование инструмента |
G17-G19 | Переключение рабочих плоскостей (XY, ZX, YZ) |
G20-G21 | Не стандартизовано |
G40-G44 | Компенсация размера различных частей инструмента (длина, диаметр) |
G53-G59 | Переключение систем координат |
G80-G85 | Циклы сверления, растачивания, нарезания резьбы |
G90-G91 | Переключение систем координат (абсолютная, относительная) |
Таблица основных команд
Команда | Описание | Пример |
G00 | Ускоренное перемещение инструмента (холостой ход) | G0 X0 Y0 Z100; |
G01 | Линейная интерполяция | G01 X0. |
G02 | Круговая интерполяция по часовой стрелке | G02 X15. Y15. R5 F200; |
G03 | Круговая интерполяция против часовой стрелки | G03 X15. Y15. R5 F200; |
G04 | Задержка выполнения программы, способ задания величины задержки зависит от реализации системы управления | G04 P500; |
G10 | Задать новые координаты для начала координат | G10 X10 Y10 Z10; |
G15 | Отмена полярной системы координат | G15 X15. Y22.5; G15; |
G16 | Полярная система координат (X радиус Y угол) | G16 X15. Y22.5 |
G17 | Выбор рабочей плоскости X-Y | |
G18 | Выбор рабочей плоскости Z-X | |
G19 | Выбор рабочей плоскости Y-Z | |
G20 | Режим работы в дюймовой системе | G90 G20; |
G21 | Режим работы в метрической системе | G90 G21; |
G22 | Активировать установленный предел перемещений (Станок не выйдет за их предел) | G22 G01 X15 Y25; |
G28 | Вернуться на референтную точку | G29 G91 Z0 Y0; |
G30 | Поднятие по оси Z на точку смены инструмента | G30 G91 Z0; |
G40 | Отмена компенсации радиуса инструмента | G1 G40 X0. |
G41 | Компенсировать радиус инструмента слева от траектории | G41 X15. Y15. D1 F100 |
G42 | Компенсировать радиус инструмента справа от траектории | G42 X15. Y15. D1 F100 |
G43 | Компенсировать длину инструмента положительно | G43 X15. Y15. Z100. h2 S1000 M3 |
G44 | Компенсировать длину инструмента отрицательно | G44 X15. Y15. Z4. h2 S1000 M3 |
G49 | Отмена компенсации длины инструмента | G49 Z100 |
G53 | Отключить смещение начала системы координат станка | G53 G0 X0. Y0. Z0. |
G54-G59 | Переключиться на заданную оператором систему координат | G54 G0 X0. Y0. Z100. |
G68 | Поворот координат на нужный угол | G68 X0 Y0 R45; |
G70 | Цикл продольного чистового точения | G70 P10 Q15 |
G71 | Цикл многопроходного продольного чернового точения | G71 P10 Q15 D0. |
G80 | Отмена циклов сверления, растачивания, нарезания резьбы метчиком и т. д. | G80 |
G81 | Цикл сверления | G81 X0 Y0. Z-10. R3 F100 |
G82 | Цикл сверления с задержкой | G82 X0. Y0. Z-10. R3 P100 F100 |
G83 | Цикл прерывистого сверления (с полным выводом сверла) | G83 X0. Y0. Z-10. R3 Q8 F100 |
G84 | Цикл нарезания резьбы | G95 G84 M29 X0. Y0. Z-10. R3 F1.411 |
G90 | Задание абсолютных координат опорных точек траектории | G90 G1 X0.5. Y0.5. F10 |
G91 | Задание координат инкрементально последней введённой опорной точки | G91 G1 X4. Y5. F100 |
G94 | F (подача) — в формате мм/мин. | G94 G80 Z100 |
G95 | F (подача) — в формате мм/об. | G95 G84 X0. Y0. Z-10. R3 F1.411 |
G99 | После каждого цикла не отходить на «проходную точку» | G99 G91 X10 K4; |
 Y0. Z100 F200;
Y0. Z100 F200; Y0. F200
Y0. F200 5 UO.2 W0.5
5 UO.2 W0.5
максимум 4 команды в кадре
Таблица технологических кодов
Технологические команды языка начинаются с буквы М. Включают такие действия, как:
- Сменить инструмент
- Включить/выключить шпиндель
- Включить/выключить охлаждение
- Работа с подпрограммами
Вспомогательные (технологические) команды | ||
Код | Описание | Пример |
M00 | Приостановить работу станка до нажатия кнопки «старт» на пульте управления, так называемый «безусловный технологический останов» | G0 X0 Y0 Z100 M0 |
M01 | Приостановить работу станка до нажатия кнопки «старт», если включён режим подтверждения останова | G0 X0 Y0 Z100 M1 |
M02 | Конец программы, без сброса модальных функций | M02 |
M03 | Начать вращение шпинделя по часовой стрелке | M3 S2000 |
M04 | Начать вращение шпинделя против часовой стрелки | M4 S2000 |
M05 | Остановить вращение шпинделя | M5 |
M06 | Сменить инструмент | T15 M6 |
M07 | Включить дополнительное охлаждение | M3 S2000 M7 |
M08 | Включить основное охлаждение. | M3 S2000 M8 |
M09 | Выключить охлаждение | G0 X0 Y0 Z100 M5 M9 |
M13 | Включить охлаждение и вращение шпинделя по часовой стрелке | S2000 M13 |
M14 | Включить охлаждение и вращение шпинделя против часовой стрелки | S2000 M14 |
M17 | Конец подпрограммы | M17 |
M25 | Замена инструмента вручную | M25 |
M97 | Запуск подпрограммы, находящейся в той же программе (где P — номер кадра, в случае примера переход осуществится к строке N25), действует не везде, предположительно — только на станках HAAS | M97 P25 |
M98 | Запуск подпрограммы, находящейся отдельно от основной программы (где P — номер подпрограммы, в случае примера переход осуществится к программе O1015) | M98 P1015 |
M99 | Конец подпрограммы | M99 |
M30 | Конец программы, со сбросом модальных функций | M30 |
 Иногда использование более одного M-кода в одной строке (как в примере) недопустимо, для этого используются M13 и M14
Иногда использование более одного M-кода в одной строке (как в примере) недопустимо, для этого используются M13 и M14
не больше одного кода в кадре
Параметры команд
Параметры команд задаются буквами латинского алфавита
Код | Описание | Пример |
X | Координата точки траектории по оси X | G0 X100 Y0 Z0 |
Y | Координата точки траектории по оси Y | G0 X0 Y100 Z0 |
Z | Координата точки траектории по оси Z | G0 X0 Y0 Z100 |
P | Параметр команды | G04 P101 |
F | Скорость рабочей подачи. Для фрезерных станков это дюймы в минуту (IPM) или миллиметры в минуту (mm/min), Для токарных станков это дюймы за оборот (IPR) или миллиметры за оборот (mm/rev). | G1 G91 X10 F100 |
S | Скорость вращения шпинделя | S3000 M3 |
R | Параметр стандартного цикла или радиус дуги (расширение стандарта) | G81 R1 0 R2 −10 F50 или G2 G91 X12.5 R12.5 |
D | Параметр коррекции выбранного инструмента | G1 G41 D1 X10. F150. |
L | Число вызовов подпрограммы | M98 L82 P10 или G65 L82 P10 X_Y_R_ |
I | Параметр дуги при круговой интерполяции. Инкрементальное расстояние от начальной точки до центра дуги по оси X. | G03 X10 Y10 I0 J0 F10 |
J | Параметр дуги при круговой интерполяции. | G03 X10 Y10 I0 J0 F10 |
K | Параметр дуги при круговой интерполяции. Инкрементальное расстояние от начальной точки до центра дуги по оси Z. | G03 X10 Y10 I0 K0 F10 |
L | Вызов подпрограммы с данной меткой | L12 |
 Инкрементальное расстояние от начальной точки до центра дуги по оси Y.
Инкрементальное расстояние от начальной точки до центра дуги по оси Y.Пример
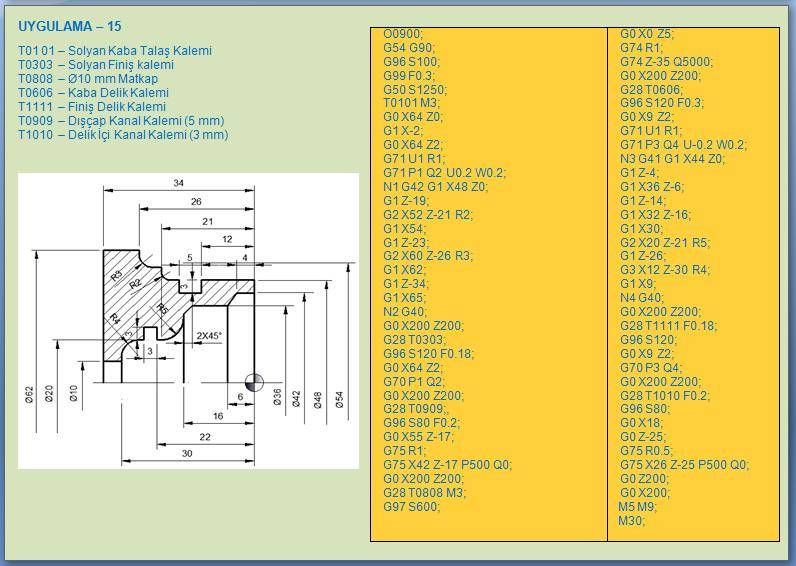
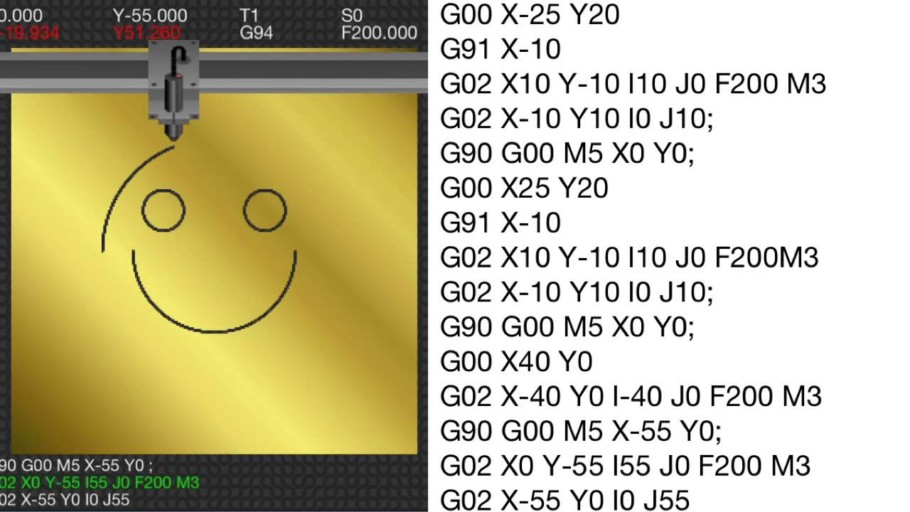
Обработка буквы W (вписанной в прямоугольник 34х27 мм, см. рис.) на условном вертикально-фрезерном станке с ЧПУ, фрезой диаметром 4 мм, в заготовке из органического стекла:
Красным цветом выделен результат обработки.
Кадр | Содержание | Комментарий |
% | Начало программы | |
N1 | G90 G40 G17 | Система координат абсолютная, компенсация на радиус инструмента выключена, плоскость интерполяции XoY |
N2 | S500 M3 | Задать скорость вращения шпинделя и включить шпиндель |
N3 | G0 X2. | Переход в точку начала обработки на холостом ходу |
N4 | Z1.0 | Подход к заготовке по Z, недоходя 1 мм, на холостом ходу |
N4 | G1 Z-1.0 F100 | Врезание в заготовку на подаче 100 мм/мин |
N5 | X5.19 Y 2.0 | Первый штрих буквы W |
N6 | X7.76 | Продолжение движения |
N7 | X16.93 Y26.15 | Второй штрих буквы W |
N8 | X18.06 | Продолжение движения |
N9 | X25.4 Y2.0 | Третий штрих буквы W |
N10 | X25.96 | Продолжение движения |
N11 | X32.17 Y 26.15 | Четвертый штрих буквы W |
N12 | G0 Z12 | Отвод инструмента от заготовки на холостом ходу |
N13 | M5 | Выключить шпиндель |
N14 | M30 | Конец программы |
 54 Y26.15
54 Y26.1517. 09.2014, 4949 просмотров
09.2014, 4949 просмотров
Каждый код G для вашего ЧПУ [Полный список]
Выбор плоскости
G17 — Выбор плоскости XY
Подавляющее большинство перемещений в программах ЧПУ будет относительно плоскости XY. Выбор плоскости влияет на то, как обрабатываются G02, G03, компенсация на режущий инструмент и некоторые постоянные циклы.
G18 — Выбор плоскости XZ
Выбор плоскости влияет на то, как обрабатываются G02, G03, компенсация на режущий инструмент и некоторые постоянные циклы. G18 сообщает станку, что вы обрабатываете радиусы вокруг оси Y.
G19 — Выбор плоскости YZ
Выбор плоскости влияет на то, как обрабатываются G02, G03, компенсация на режущий инструмент и некоторые постоянные циклы. G19 сообщает станку, что вы обрабатываете радиусы вокруг оси Z.
Режимы единиц измерения
Коды компенсации
Смещения работы
Постоянные циклы
Просверлите отверстие, просверлив несколько раз, затем немного втянув его, а затем просверлив глубже. Часто используется для дробления стружки при сверлении.
Часто используется для дробления стружки при сверлении.
Подробнее о коде G73
Цикл нарезания резьбы левой или обратной резьбой. Во время этого цикла шпиндель должен вращаться в обратном направлении. Станок подаст до дна отверстия, а затем изменит направление вращения шпинделя и выйдет из отверстия.
Узнайте больше о коде G74
G76 — Стандартный цикл чистового растачивания
Растачивает отверстие, затем останавливает шпиндель, отводит инструмент от поверхности и быстро отводит инструмент из отверстия.
Просверливает отверстие, остается на дне отверстия в течение заданного времени, а затем быстро выдвигается из отверстия.
Подробнее о коде G82
Станок будет сверлить отверстия, быстро выдвигаясь из отверстия между каждым шагом, чтобы помочь очистить сверло от стружки.
Подробнее о коде G83
Стандартный цикл нарезания резьбы со шпинделем, вращающимся по часовой стрелке. ЧПУ подаст до дна отверстия, а затем изменит направление шпинделя и выйдет из отверстия.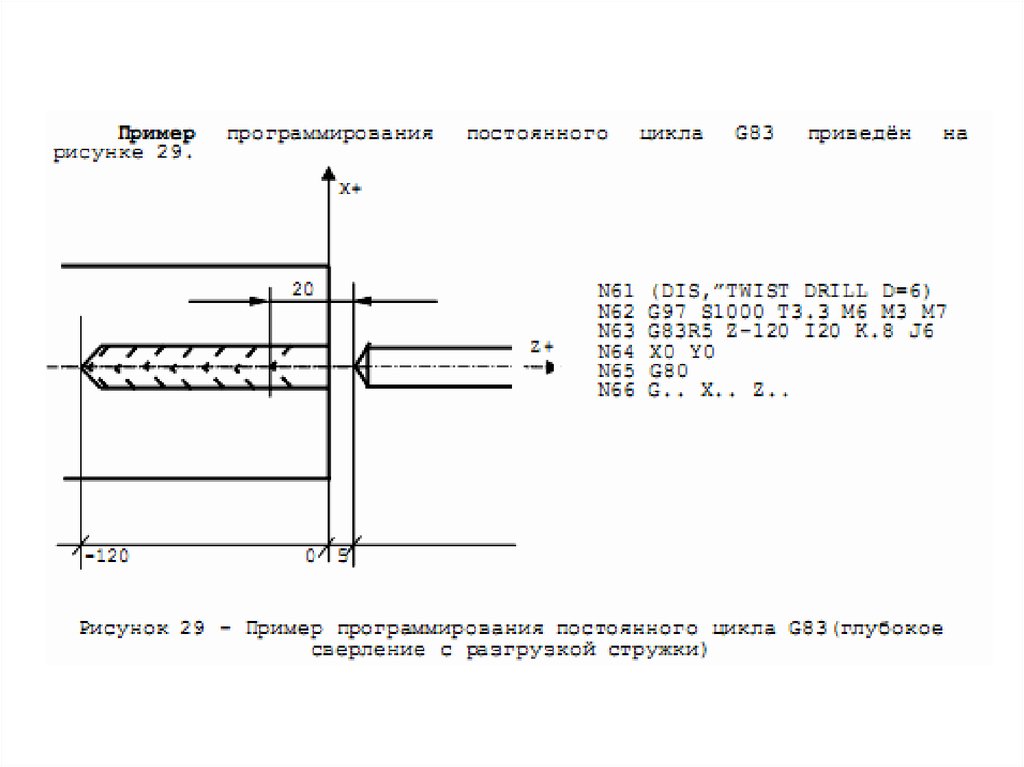
Подробнее о коде G84
Станок будет подавать до дна отверстия, а затем быстро выдвигаться. Инструмент не отрывается от поверхности, что может оставить след от инструмента на отверстии.
Подробнее о коде G86
G87 — Цикл обратного растачивания
Растачивает отверстие снизу вверх. Это обратное направление кода G86.
G88 — Цикл растачивания с задержкой
Рассверливает отверстие и затем останавливается на дне в течение заданного времени.
G89 — Цикл обратного растачивания с выдержкой
Станок будет подавать до дна отверстия, делать паузу в течение заданного времени, а затем быстро отводить. Инструмент не отрывается от поверхности, что может оставить след от инструмента на отверстии.
Коды отмены
G50 — Отмена масштабирования
Выключает режим масштабирования.
Режимы позиционирования
Все местоположения перемещения относятся к фиксированному нулю, такому как рабочее смещение (G54, G55 и т. д.) или исходное положение станка.
д.) или исходное положение станка.
Узнайте больше о коде G90
Скорости и подачи
G94 — Режим подачи в минуту
Устанавливает скорость подачи в единицах (дюймы/мм) в минуту. Инструмент будет двигаться с заданной скоростью.
G95 — режим подачи за оборот
Устанавливает скорость подачи в единицах (мм/дюймы) за оборот. Инструмент будет перемещаться с заданной скоростью при каждом обороте шпинделя.
G96 — Постоянная скорость резания
Скорость вращения шпинделя будет изменяться для поддержания одинаковой скорости резания материала.
G97 — Постоянная скорость шпинделя
Шпиндель будет работать с постоянным числом оборотов в минуту.
Возврат самолета
После постоянного цикла инструмент отводится в указанное место. Может быть полезно, чтобы избежать зажимных приспособлений.
Узнайте больше о коде G99
Реже используемые G-коды
G-коды ЧПУ (подготовительные функции) и M-коды ЧПУ (прочие функции)
CNC G-Code и CNC M-code являются инструкциями для различных станков с ЧПУ (фрезерных станков с ЧПУ, токарных станков с ЧПУ, фрезерных станков с ЧПУ и т. д.).
д.).
G-код (также RS-274)
применяется в автоматизированном производстве (CAM-системах) для управления оборудованием с ЧПУ.
G-код и М-код
инструкции подаются на контроллер станка с числовым программным управлением
(предварительно прочитав в переводчике), который управляет шаговыми двигателями или серводвигателями..
Это общие G-коды и M-коды для обработки.
G-коды (подготовительные функции)
| G00 | Быстрое позиционирование. Двигайтесь по прямой с высокой скоростью. Подробнее. |
| G01 | Линейная интерполяция. Двигайтесь по прямой на последней скорости, заданной скоростью подачи. Подробнее.  |
| G02 | Круговая интерполяция по часовой стрелке. Подробнее. |
| G03 | Круговая интерполяция против часовой стрелки. Подробнее. |
| G04 | Dwell.Stop на указанный период (может быть X, U или P). Подробнее. |
| G09 | Точная остановка. Подробнее. |
| G12 | Круговая интерполяция по часовой стрелке с использованием текущих координат станка как центр круга. Подробнее. |
| G13 | Круговая интерполяция против часовой стрелки с использованием текущих координат в качестве центр круга. Подробнее.  |
| G17 | Установите плоскость XY. Подробнее. |
| G18 | Установите плоскость XZ. Подробнее. |
| G19 | Установите плоскость YZ. Подробнее. |
| G20 | Дюймовые единицы. Программирование в дюймах (in). Подробнее. |
| G21 | Метрические единицы. Программирование в миллиметрах (мм). Подробнее. |
| G28 | Исходное положение всех осей. Возврат в исходное положение (переход к нулю станка с ЧПУ). Подробнее. |
| G30 | Исходное положение всех осей (вторичное). 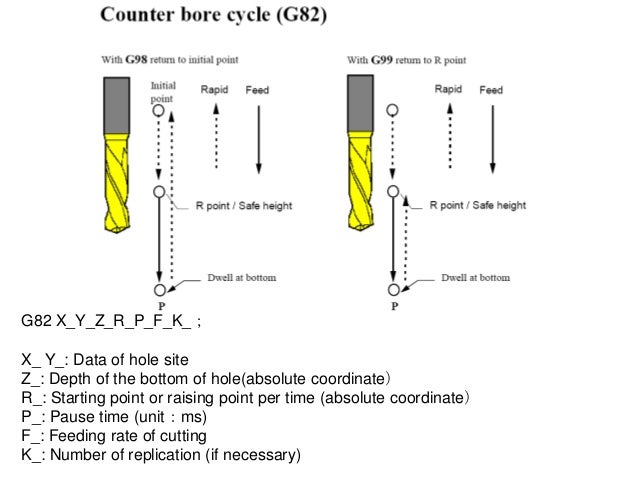 Возврат в вторичное исходное положение (переход к нулю станка с ЧПУ (вторичное)). Возврат в вторичное исходное положение (переход к нулю станка с ЧПУ (вторичное)). |
| G31 | Зондовый ход. |
| G33 | Однопроходная резьба. |
| G40 | Компенсация радиуса инструмента отключена. Подробнее. |
| G41 | Компенсация радиуса инструмента слева. Подробнее. |
| G42 | Компенсация радиуса инструмента справа. Подробнее. |
| G43 | Компенсация смещения инструмента по высоте положительный. Подробнее. |
| G44 | Компенсация смещения инструмента по высоте отрицательный. 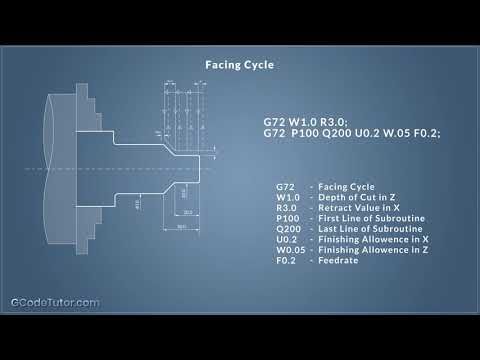 Подробнее. |
| G49 | Отменить коррекцию инструмента. Отменяет коррекцию инструмента, установленную G43 или Г44. Подробнее. |
| G50 | Отменяет масштабирование/зеркалирование. Подробнее. |
| G51 | Режим масштабирования/зеркального отображения. Подробнее. |
| G53 | Система координат станка. Ввести координаты машины. Подробнее. |
| Г54-Г59 | Системы рабочих координат. |
| G61 | Команда режима точной остановки. Подробнее. |
| G68 | Вращение системы координат. Подробнее. |
| G69 | Отменить вращение системы координат. Подробнее. |
| G70 | Круг отверстий под болты. Подробнее. |
| G71 | Дуга отверстия под болт. Подробнее. |
| G72 | Отверстия под болты под углом. Подробнее. |
| G80 | Отмена постоянного цикла (отмена режима движения). |
| G81 | Цикл сверления. Подробнее. |
| G82 | Цикл встречного растачивания (цикл сверления с задержкой). Подробнее. |
| G83 | Цикл сверления с засечками (полный отвод от засечек). Подробнее. |
| G84 | Цикл постукивания. Подробнее. |
| G85 | Скучный цикл. Подробнее. |
| G86 | Цикл растачивания черновых отверстий. Подробнее. |
| G90 | Абсолютная координата (Абсолютное программирование ЧПУ). |
| G91 | Инкрементальная координата (Инкрементальное программирование ЧПУ). |
| G94 | Скорость подачи в минуту (дюймы/миллиметры в минуту). Подробнее. |
| G95 | Скорость подачи за оборот (дюймы/миллиметры за оборот). Подробнее. |
| G97 | (G97 S) Установите число оборотов шпинделя в минуту (об/мин). |
M-коды (прочие функции)
| M00 | Автоматическая остановка (конец программы ЧПУ). Подробнее. |
| М01 | Дополнительная остановка (Сон). Подробнее. |
| М02 | Конец программы ЧПУ. Подробнее. |
| М03 | Шпиндель по часовой стрелке. Подробнее. |
| М04 | Шпиндель против часовой стрелки. Подробнее. |
| M05 | Выключить шпиндель. |
| M06 | Смена инструмента. |
| M07 | Охлаждающая жидкость А горит (туман). |
| M08 | Охлаждающая жидкость B включена (залив). |
| M09 | Вся охлаждающая жидкость отключена. |
| M10 | Зажим поддона (вакуум) включен. |
| M11 | Зажим поддона (вакуум) выключен. |
| М30 | Конец ленты (конец программы ЧПУ с возвратом к началу программы ЧПУ). <- Предыдущий пост: Удлинитель бура sds max: SDS-max удлинитель буров DRECONNECT | D.BOR Следующий пост: Абс пластик для принтера: ABS пластик для 3D-принтеров Bestfilament. Цвет белый. 1 кг. 1 790 руб. -> |
Всего комментариев: 0